
The Microstructure and Mechanical Properties of 5083, 6005A and 7N01 Aluminum Alloy Gas Metal Arc-Welded Joints for High-Speed Train: A Comparative Study


Abstract
:1. Introduction
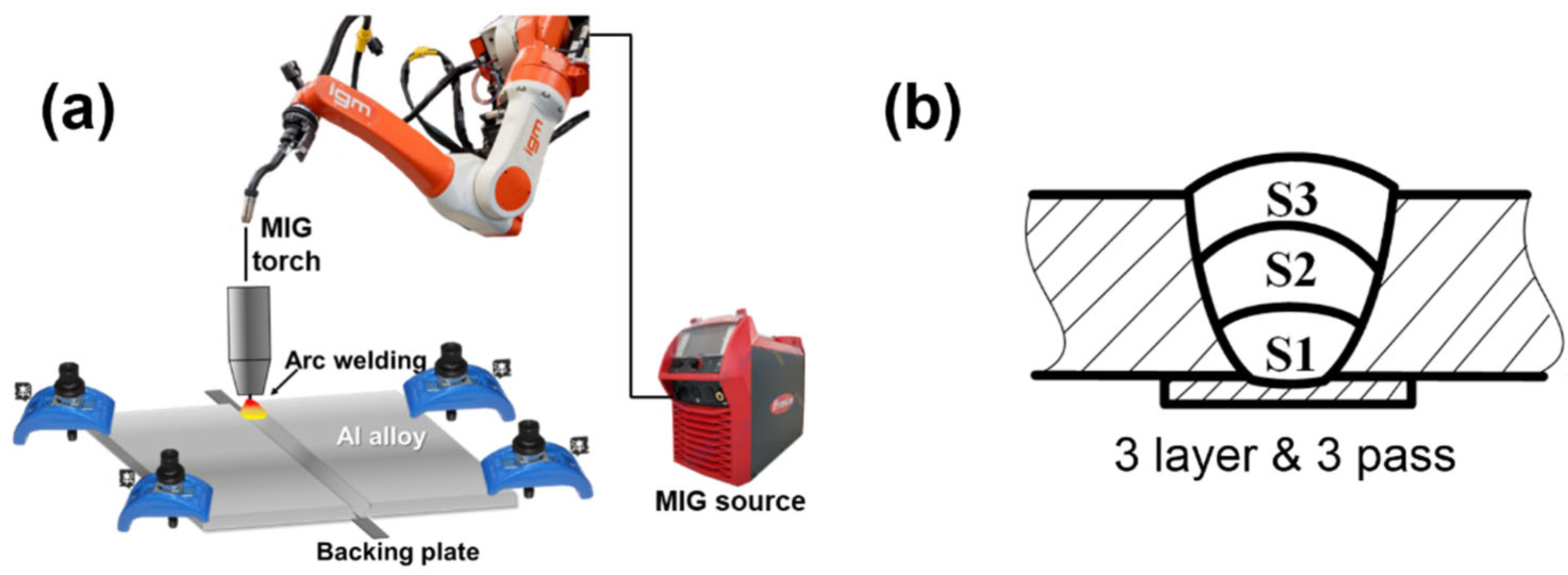
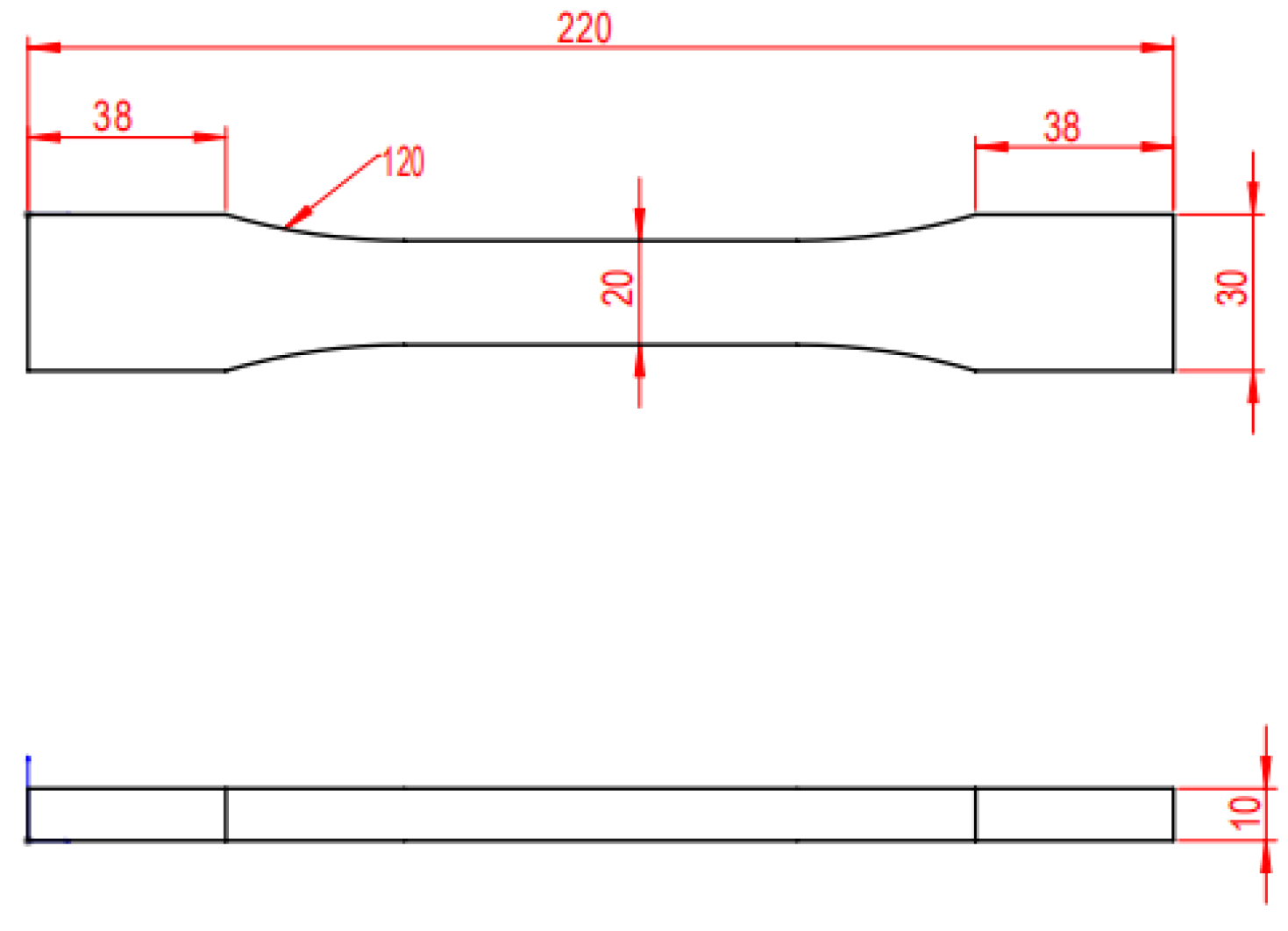
2. Materials and Methods
3. Results and Discussion
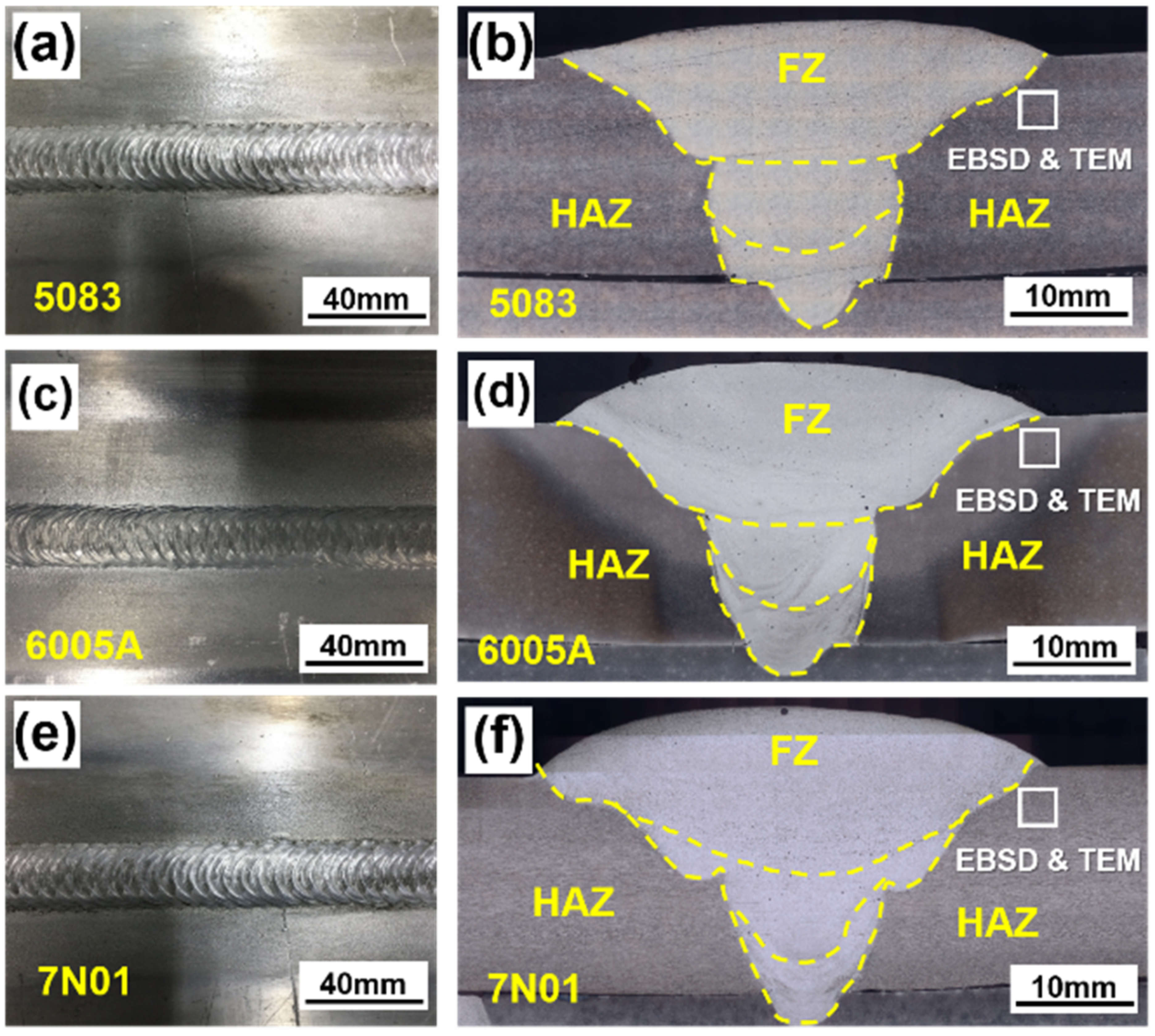
3.1. Macorstructure
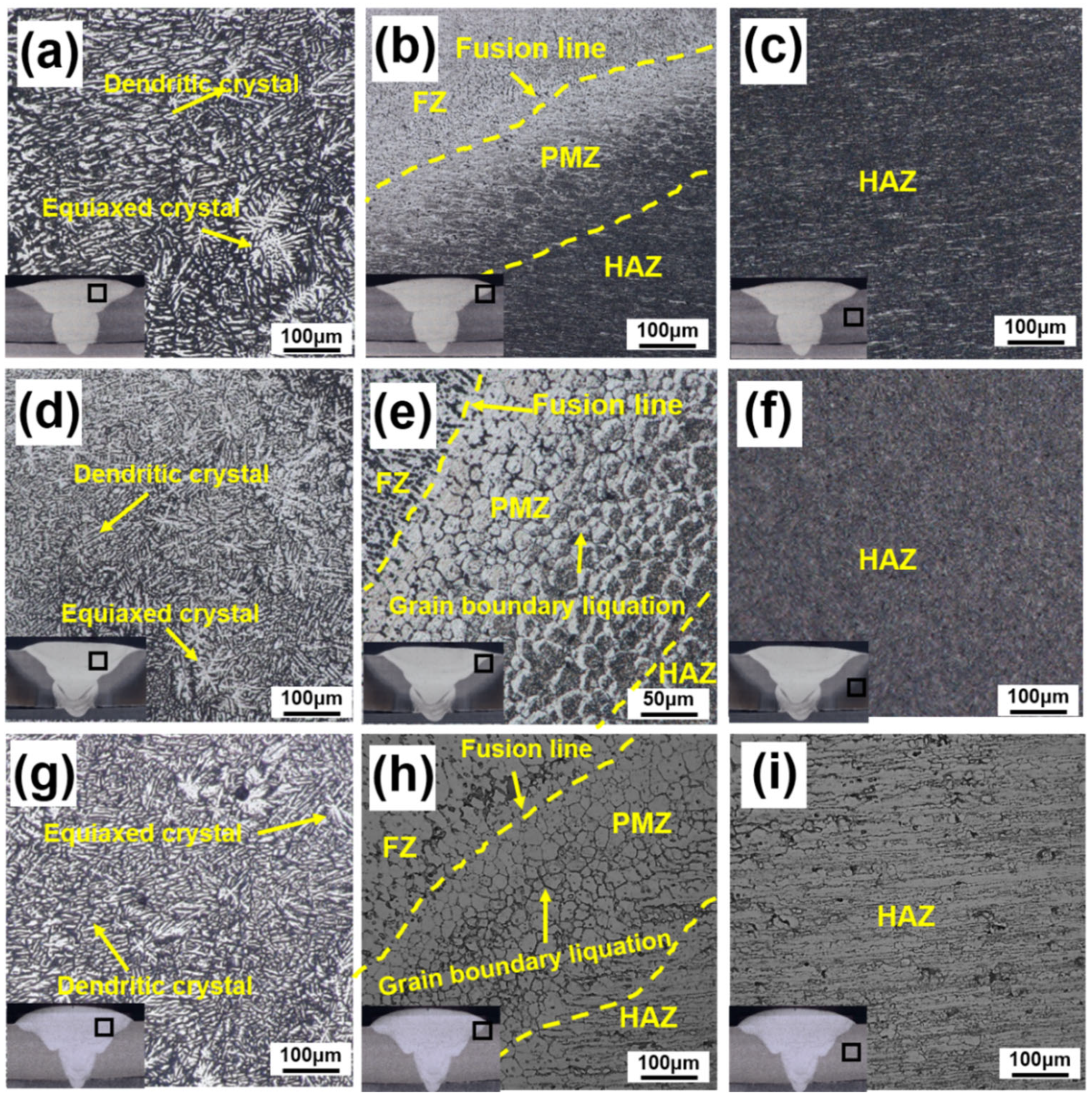
3.2. Microstructure
3.3. Mechanical Properties
3.4. Novelty and Application
4. Conclusions
- (1)
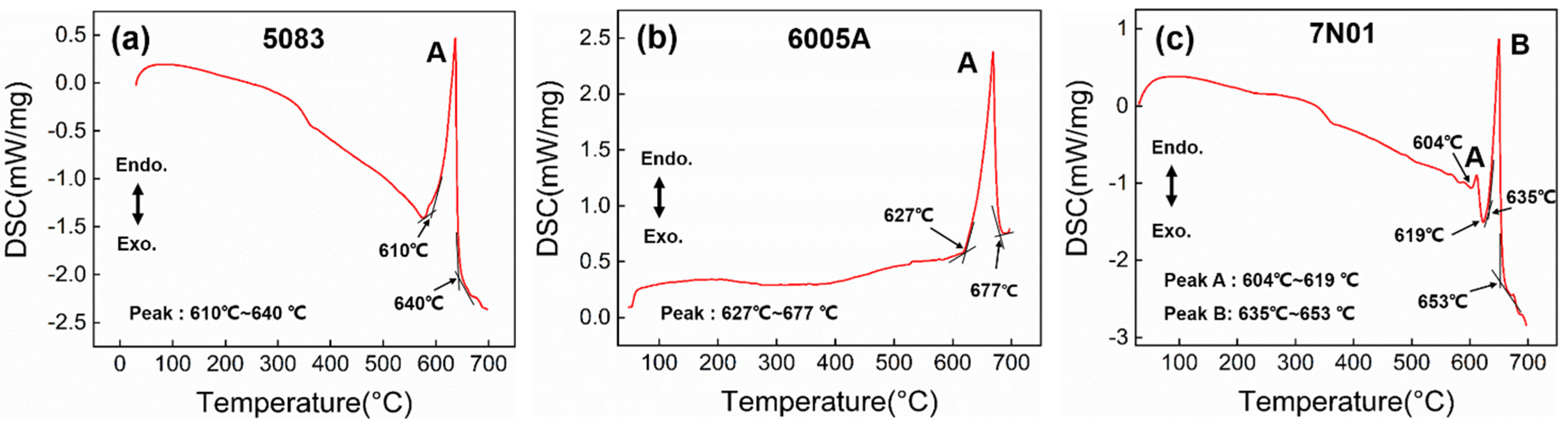
- Successful joining of 5083, 6005A, 7N01 Al alloys was realized by a three-layer and three-pass GMAW process. The 6005A and 7N01 Al alloy joints possessed a higher degree of grain boundary liquation.
- (2)
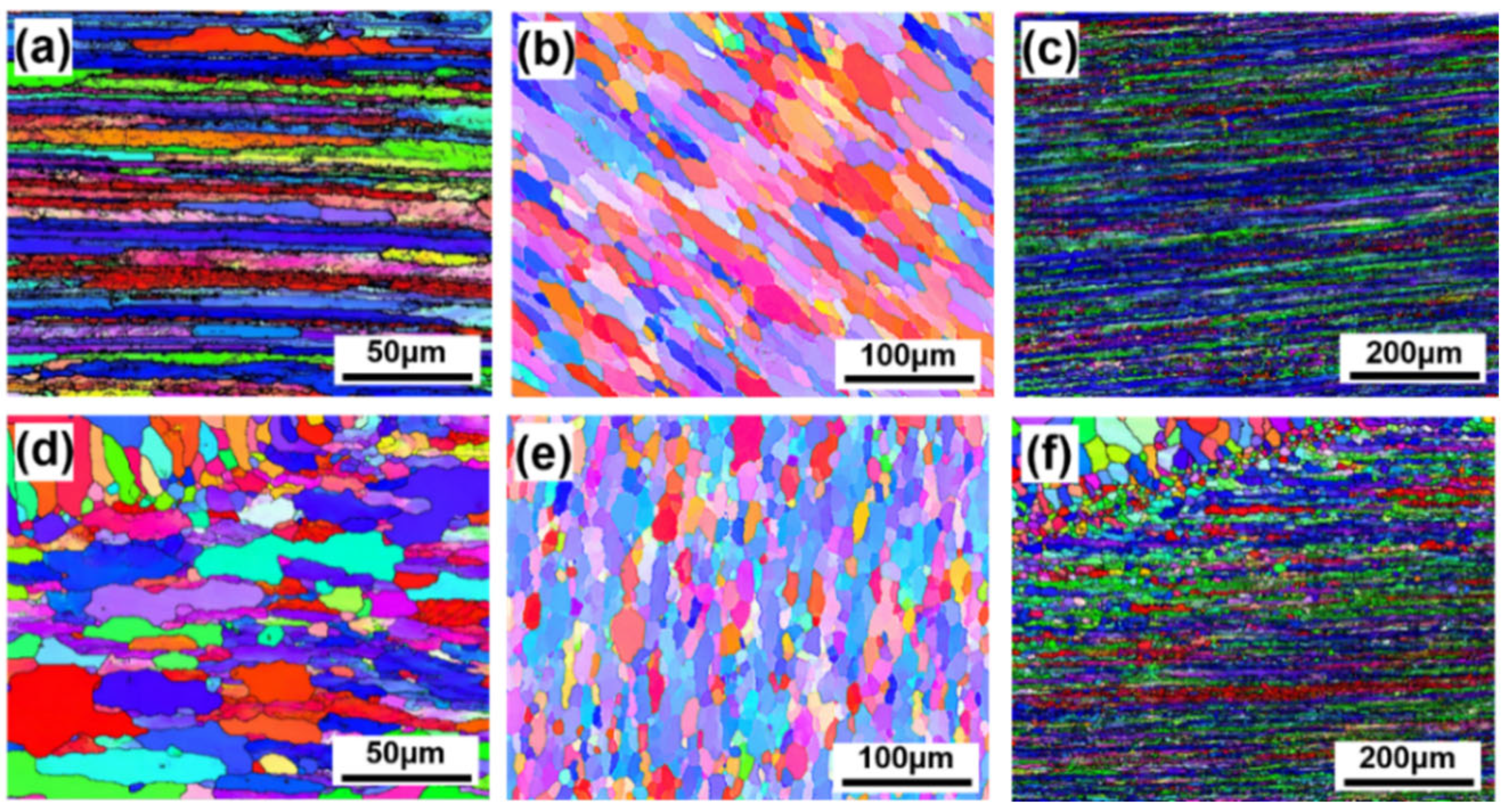
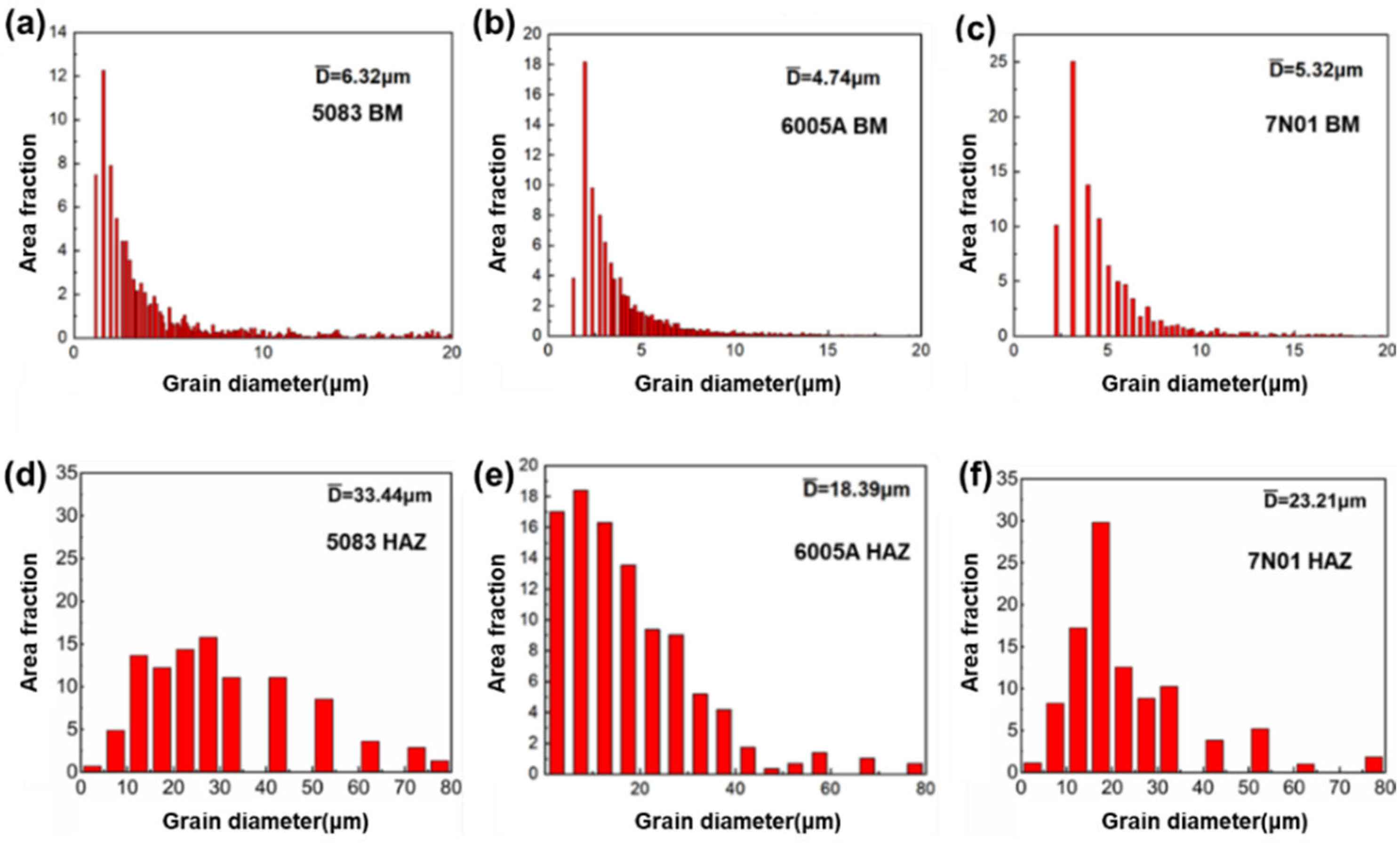
- Different extents of recrystallization were obtained in the three kinds of joint under the same thermal cycles. The recrystallization in 5083 Al alloy joints was the most severe while the grains in 7N01 Al alloy joints kept their original shapes with the lowest level of recrystallization.
- (3)
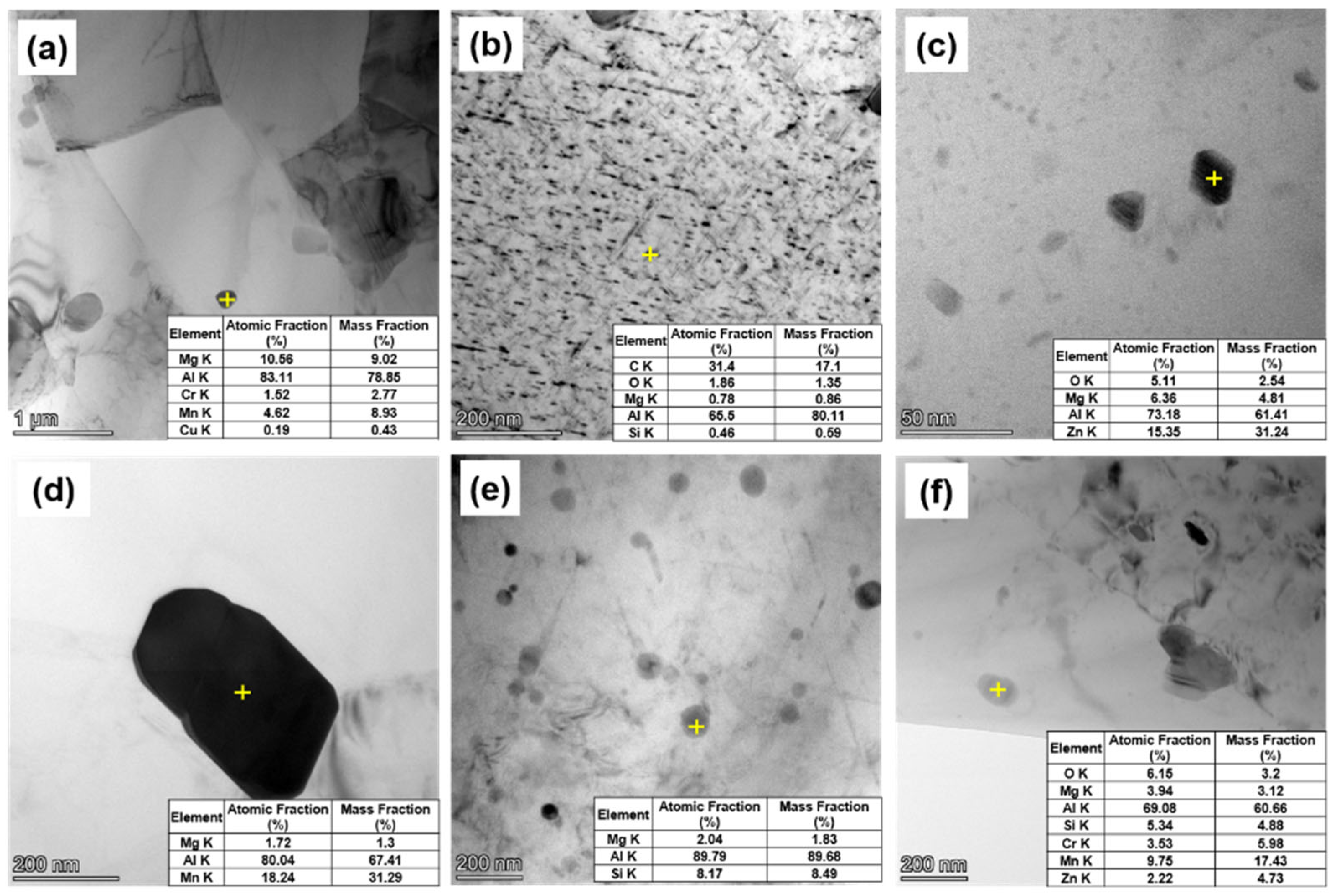
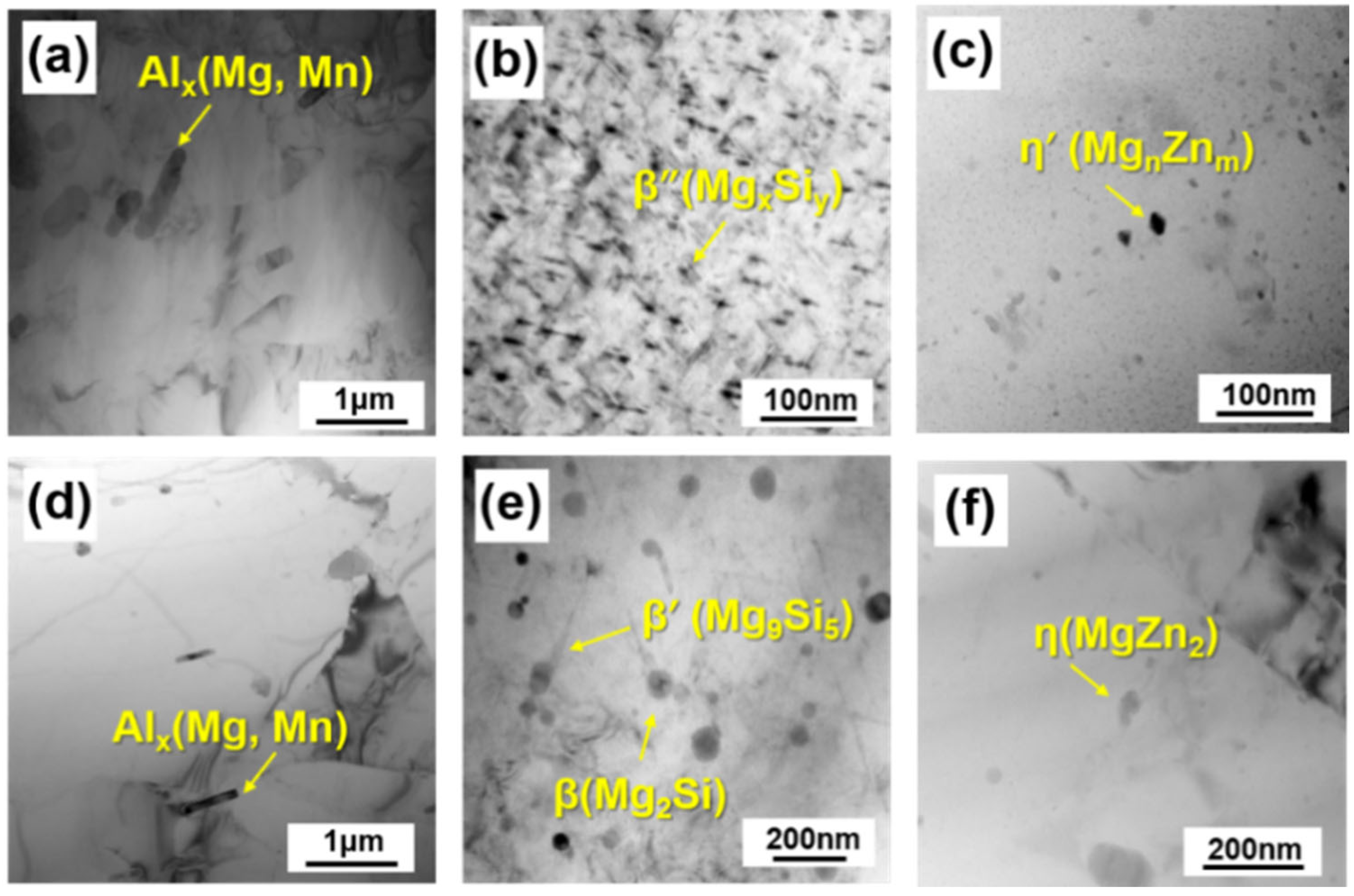
- The precipitates in 5083 and 7N01 Al alloy joints were slightly affected by welding thermal cycles. However, the β″ precipitates in 6005A Al alloy joints significantly dissolved and coarsened, dramatically degrading the strength properties.
- (4)
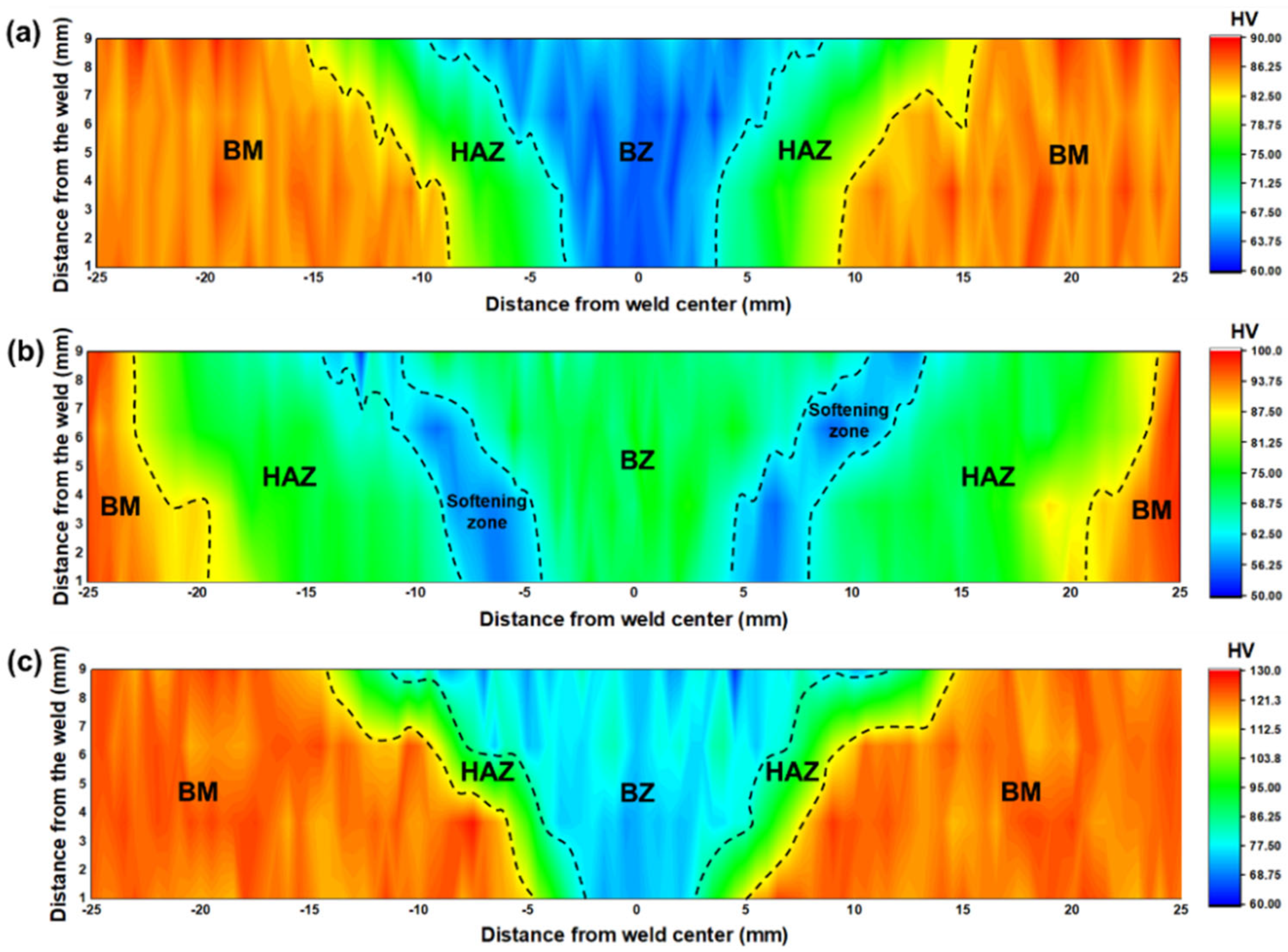
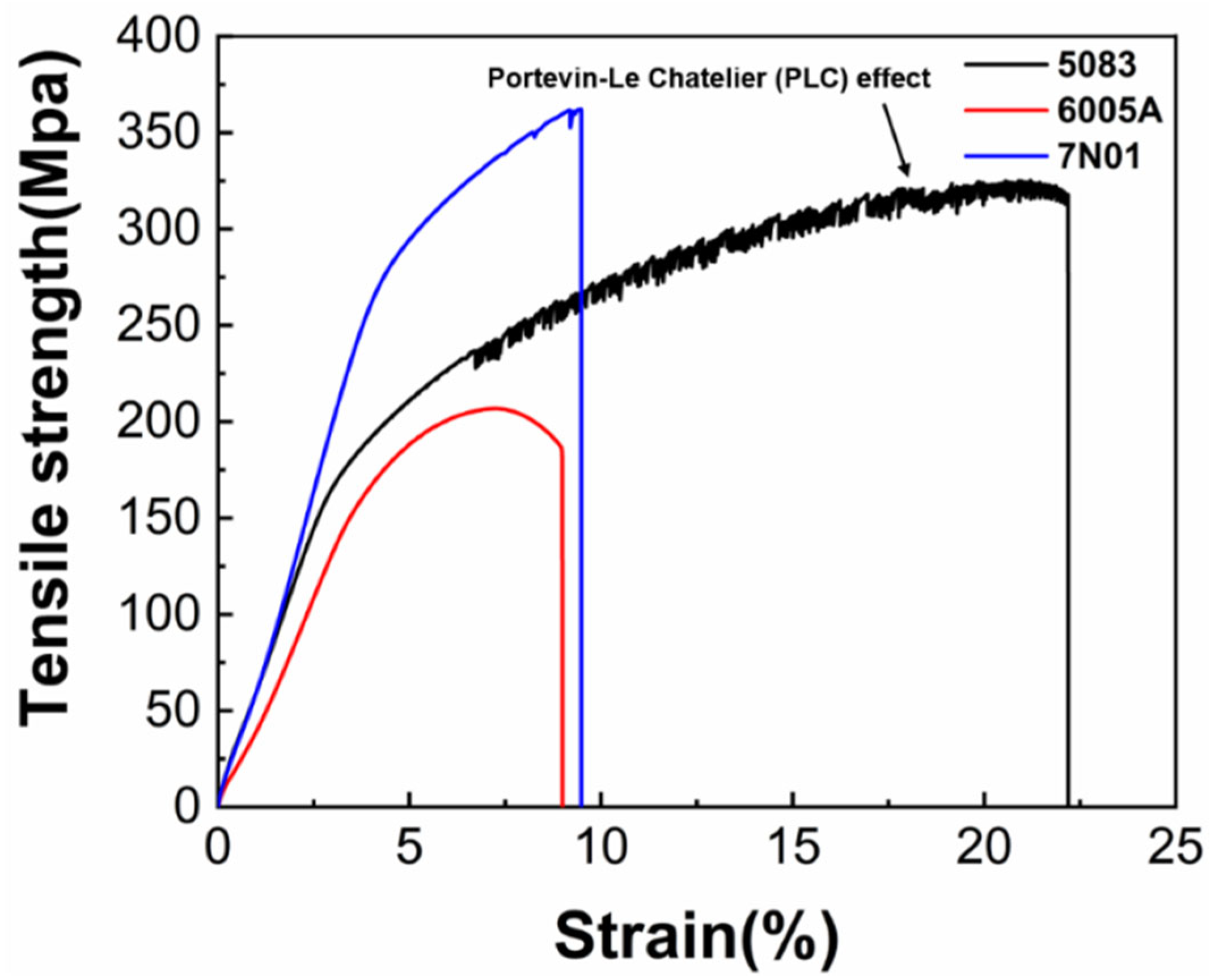
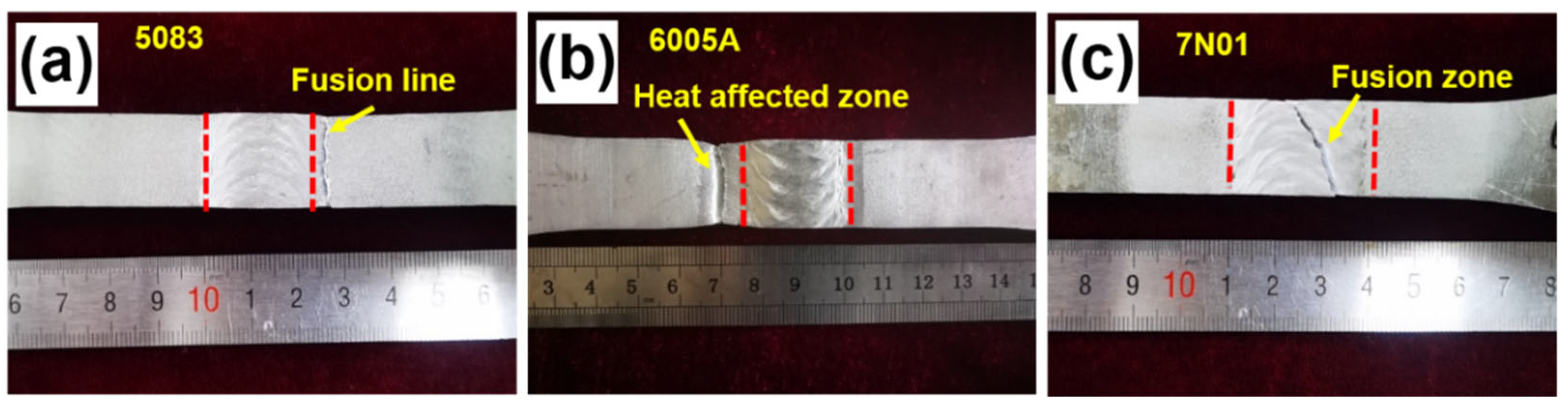
- The tensile strength of 5083, 6005A and 7N01 Al alloy joints were 323, 206 and 361 MPa, respectively. The 5083 and 7N01 Al alloy joints possessed high strength and could be used in force-bearing parts. Although the formability of 6005A were excellent, the severe strength loss of the softening zone must be considered in design.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ke, W.; Bu, X.; Oliveira, J.; Xu, W.; Wang, Z.; Zeng, Z. Modeling and numerical study of keyhole-induced porosity formation in laser beam oscillating welding of 5A06 aluminum alloy. Opt. Laser Technol. 2021, 133, 106540. [Google Scholar] [CrossRef]
- Pereira, D.; Oliveira, J.P.; Santos, T.; Miranda, R.; Lourenço, F.; Gumpinger, J.; Bellarosa, R. Aluminium to Carbon Fibre Reinforced Polymer tubes joints produced by magnetic pulse welding. Compos. Struct. 2019, 230, 111512. [Google Scholar] [CrossRef]
- Torzewski, J.; Grzelak, K.; Wachowski, M.; Kosturek, R. Microstructure and Low Cycle Fatigue Properties of AA5083 H111 Friction Stir Welded Joint. Materials 2020, 13, 2381. [Google Scholar] [CrossRef]
- Nakamura, T.; Obikawa, T.; Nishizaki, I.; Enomoto, M.; Fang, Z. Friction Stir Welding of Non-Heat-Treatable High-Strength Alloy 5083-O. Metals 2018, 8, 208. [Google Scholar] [CrossRef] [Green Version]
- Tamasgavabari, R.; Ebrahimi, A.R.; Abbasi, S.M.; Yazdipour, A.R. The effect of harmonic vibration with a frequency below the resonant range on the mechanical properties of AA-5083-H321 aluminum alloy GMAW welded parts. Mater. Sci. Eng. A 2018, 736, 248–257. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, W.; Xie, J.; Sun, S.; Wang, L.; Qian, Y.; Meng, Y.; Wei, Y. Microstructure and mechanical properties of aluminum 5083 weldments by gas tungsten arc and gas metal arc welding. Mater. Sci. Eng. A 2012, 549, 7–13. [Google Scholar] [CrossRef] [Green Version]
- Ma, M.; Lai, R.; Qin, J.; Wang, B.; Liu, H.; Yi, D. Effect of weld reinforcement on tensile and fatigue properties of 5083 aluminum metal inert gas (MIG) welded joint: Experiments and numerical simulations. Int. J. Fatigue 2021, 144, 106046. [Google Scholar] [CrossRef]
- Corigliano, P.; Crupi, V.; Pei, X.; Dong, P. DIC-based structural strain approach for low-cycle fatigue assessment of AA 5083 welded joints. Theor. Appl. Fract. Mech. 2021, 116, 103090. [Google Scholar] [CrossRef]
- Guan, Q.; Sun, J.; Wang, W.Y.; Gao, J.; Zou, C.; Wang, J.; Tang, B.; Kou, H.; Wang, H.; Hou, J.; et al. Pitting Corrosion of Natural Aged Al–Mg–Si Extrusion Profile. Materials 2019, 12, 1081. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Osten, J.; Milkereit, B.; Schick, C.; Kessler, O. Dissolution and Precipitation Behaviour during Continuous Heating of Al–Mg–Si Alloys in a Wide Range of Heating Rates. Materials 2015, 8, 2830–2848. [Google Scholar] [CrossRef] [Green Version]
- Zedan, Y.; Houria, M.I.; Vanderesse, N.; Atmani, F.; Mirakhorli, F.; Nadeau, F.; Demers, V.; Bocher, P. Fatigue properties of continuous wave and pulsed wave laser cold-wire welding of thick section AA6005-T6 aluminum alloys. Int. J. Fatigue 2021, 147, 106184. [Google Scholar] [CrossRef]
- Bamberg, P.; Seewald, R.; Schiebahn, A.; Reisgen, U.; Precoma, N.; Epperlein, M. Improvement of the resistance spot welding of Al-Mg-Si alloys by using cladding technology: An optical and mechanical characterization study. J. Adv. Join. Process. 2022, 5, 100090. [Google Scholar] [CrossRef]
- Dong, P.; Sun, D.; Li, H. Natural aging behaviour of friction stir welded 6005A-T6 aluminium alloy. Mater. Sci. Eng. A 2013, 576, 29–35. [Google Scholar] [CrossRef]
- Liu, H.; Yang, S.; Xie, C.; Zhang, Q.; Cao, Y. Microstructure characterization and mechanism of fatigue crack initiation near pores for 6005A CMT welded joint. Mater. Sci. Eng. A 2017, 707, 22–29. [Google Scholar] [CrossRef]
- Liu, H.; Yang, S.; Xie, C.; Zhang, Q.; Cao, Y. Mechanisms of fatigue crack initiation and propagation in 6005A CMT welded joint. J. Alloy. Compd. 2018, 741, 188–196. [Google Scholar] [CrossRef]
- Kang, M.; Han, H.N.; Kim, C. Microstructure and Solidification Crack Susceptibility of Al 6014 Molten Alloy Subjected to a Spatially Oscillated Laser Beam. Materials 2018, 11, 648. [Google Scholar] [CrossRef] [Green Version]
- Verma, R.P.; Pandey, K. Multi-response optimization of process parameters of GMA welding of dissimilar AA 6061-T6 and AA 5083-O aluminium alloy for optimal mechanical properties. Mater. Today Proc. 2021, 46, 10204–10210. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, J.; Wang, B.; Ma, M.; Yi, D. Influence of surface enhanced treatment on microstructure and fatigue performance of 6005A aluminum alloy welded joint. J. Manuf. Process. 2020, 60, 563–572. [Google Scholar] [CrossRef]
- Li, Y.; Qin, W.; Yu, S.; La, J.; Fu, Y.; Li, J.; Yang, W.; Zhan, Y. Effect of Aging Treatment on the Corrosion Resistance Properties of 7N01 Extrusion Aluminum Alloy. Materials 2021, 14, 3615. [Google Scholar] [CrossRef]
- Li, S.; Dong, H.; Shi, L.; Wang, X.; Liu, Z.; Shangguan, L.; Tian, Y. The Effects of Heat Straightening Temperature on the Microstructure and Properties of 7N01 Aluminum Alloy. Materials 2019, 12, 2949. [Google Scholar] [CrossRef] [Green Version]
- Zheng, G.; Li, H.; Lei, C.; Fu, J.; Bian, T.; Yang, J. Natural aging behaviors and mechanisms of 7050 and 5A90 Al alloys: A comparative study. Mater. Sci. Eng. A 2018, 718, 157–164. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, H.; Song, J.; Guan, Q.; Ji, Z. Micro-characteristic and formation mechanism of layered band structure in non-weld-thinning friction stir welded 7N01 aluminum alloy. J. Manuf. Process. 2020, 50, 154–160. [Google Scholar] [CrossRef]
- Zhang, Z.; He, C.; Li, Y.; Yu, L.; Zhao, S.; Zhao, X. Effects of ultrasonic assisted friction stir welding on flow behavior, microstructure and mechanical properties of 7N01-T4 aluminum alloy joints. J. Mater. Sci. Technol. 2020, 43, 1–13. [Google Scholar] [CrossRef]
- Li, S.; Dong, H.; Wang, X.; Liu, Z.; Tan, Z.; Shangguan, L.; Lu, Q.; Zhong, S. Effect of repair welding on microstructure and mechanical properties of 7N01 aluminum alloy MIG welded joint. J. Manuf. Process. 2020, 54, 80–88. [Google Scholar] [CrossRef]
- Lezaack, M.B.; Simar, A. Avoiding abnormal grain growth in thick 7XXX aluminium alloy friction stir welds during T6 post heat treatments. Mater. Sci. Eng. A 2021, 807, 140901. [Google Scholar] [CrossRef]
- Huang, C.; Cao, G.; Kou, S. Liquation cracking in partial penetration aluminium welds: Assessing tendencies to liquate, crack and backfill. Sci. Technol. Weld. Join. 2004, 9, 149–157. [Google Scholar] [CrossRef]
- Huang, C.; Kou, S. Liquation mechanisms in multicomponent aluminum alloys during welding. Weld. J. 2002, 81, 211s–212s. [Google Scholar]
- She, X.-W.; Jiang, X.-Q.; Wang, P.-Q.; Tang, B.-B.; Chen, K.; Liu, Y.-J.; Cao, W.-N. Relationship between microstructure and mechanical properties of 5083 aluminum alloy thick plate. Trans. Nonferrous Met. Soc. China 2020, 30, 1780–1789. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Barbosa, D.; Fernandes, F.M.B.; Miranda, R.M. Tungsten inert gas (TIG) welding of Ni-rich NiTi plates: Functional behavior. Smart Mater. Struct. 2016, 25, 03LT01. [Google Scholar] [CrossRef]
- Oliveira, J.; Shen, J.; Zeng, Z.; Park, J.M.; Choi, Y.T.; Schell, N.; Maawad, E.; Zhou, N.; Kim, H.S. Dissimilar laser welding of a CoCrFeMnNi high entropy alloy to 316 stainless steel. Scr. Mater. 2021, 206, 114219. [Google Scholar] [CrossRef]
- Mäkinen, T.; Karppinen, P.; Ovaska, M.; Laurson, L.; Alava, M.J. Propagating bands of plastic deformation in a metal alloy as critical avalanches. Sci. Adv. 2020, 6, eabc7350. [Google Scholar] [CrossRef]
- Gao, W.; Wang, D.; Seifi, M.; Lewandowski, J.J. Anisotropy of corrosion and environmental cracking in AA5083-H128 Al-Mg alloy. Mater. Sci. Eng. A 2018, 730, 367–379. [Google Scholar] [CrossRef]
- Krishna, K.; Sekhar, K.C.; Tejas, R.; Krishna, N.N.; Sivaprasad, K.; Narayanasamy, R.; Venkateswarlu, K. Effect of cryorolling on the mechanical properties of AA5083 alloy and the Portevin–Le Chatelier phenomenon. Mater. Des. 2015, 67, 107–117. [Google Scholar] [CrossRef]
- Aboulfadl, H.; Deges, J.; Choi, P.; Raabe, D. Dynamic strain aging studied at the atomic scale. Acta Mater. 2015, 86, 34–42. [Google Scholar] [CrossRef]
- Blach, J.; Falat, L.; Ševc, P. Fracture characteristics of thermally exposed 9Cr–1Mo steel after tensile and impact testing at room temperature. Eng. Fail. Anal. 2009, 16, 1397–1403. [Google Scholar] [CrossRef]
- Saini, N.; Pandey, C.; Mahapatra, M.M.; Narang, H.; Mulik, R.; Kumar, P. A comparative study of ductile-brittle transition behavior and fractography of P91 and P92 steel. Eng. Fail. Anal. 2017, 81, 245–253. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Mg | Si | Fe | Cu | Mn | Cr | Zn | Al |
|---|---|---|---|---|---|---|---|---|
| 5083 | 4.58 | 0.09 | 0.19 | 0.03 | 0.67 | 0.08 | 0.03 | Bal. |
| 6005A | 0.52 | 0.68 | 0.15 | 0.03 | 0.24 | 0.13 | 0.02 | Bal. |
| 7N01 | 1.19 | 0.05 | 0.18 | 0.16 | 0.36 | 0.16 | 4.5 | Bal. |
| ER5356 | 4.9 | 0.04 | 0.12 | 0.02 | 0.14 | 0.012 | 0.02 | Bal. |
| Materials | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) |
|---|---|---|---|
| 5083 | 346 | 173 | 26.7 |
| 6005A | 284 | 254 | 19.5 |
| 7N01 | 374 | 264 | 15.0 |
| Layers | Current/A | Volt/V | Velocity/cm∙min−1 | Heat Input/KJ∙cm−1 |
|---|---|---|---|---|
| Bottom layer | 256 | 23.5 | 60 | 6.0 |
| Filling layer | 256 | 23.5 | 60 | 6.0 |
| Top layer | 233 | 23.5 | 60 | 5.5 |
| Materials | Tensile Strength (MPa) | Elongation (%) | Joint Efficiency (%) | |||
|---|---|---|---|---|---|---|
| 5083 | Sample 1 | 325.24 | 323.06 | 22.383 | 23.148 | 93.35 |
| Sample 2 | 327.69 | 20.691 | ||||
| Sample 3 | 316.27 | 26.372 | ||||
| 6005A | Sample 1 | 214.60 | 206.12 | 7.925 | 7.397 | 74.95 |
| Sample 2 | 197.42 | 6.717 | ||||
| Sample 3 | 206.34 | 7.551 | ||||
| 7N01 | Sample 1 | 362.16 | 361.33 | 9.800 | 10.378 | 96.52 |
| Sample 2 | 365.34 | 10.917 | ||||
| Sample 3 | 356.64 | 10.417 | ||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, L.; Yang, B.; Han, X.; Ma, G.; Xu, B.; Liu, Y.; Song, X.; Tan, C. The Microstructure and Mechanical Properties of 5083, 6005A and 7N01 Aluminum Alloy Gas Metal Arc-Welded Joints for High-Speed Train: A Comparative Study. Metals 2022, 12, 213. https://doi.org/10.3390/met12020213
Wu L, Yang B, Han X, Ma G, Xu B, Liu Y, Song X, Tan C. The Microstructure and Mechanical Properties of 5083, 6005A and 7N01 Aluminum Alloy Gas Metal Arc-Welded Joints for High-Speed Train: A Comparative Study. Metals. 2022; 12(2):213. https://doi.org/10.3390/met12020213
Chicago/Turabian StyleWu, Laijun, Biao Yang, Xiaohui Han, Guolong Ma, Bingxiao Xu, Yuhang Liu, Xiaoguo Song, and Caiwang Tan. 2022. "The Microstructure and Mechanical Properties of 5083, 6005A and 7N01 Aluminum Alloy Gas Metal Arc-Welded Joints for High-Speed Train: A Comparative Study" Metals 12, no. 2: 213. https://doi.org/10.3390/met12020213
APA StyleWu, L., Yang, B., Han, X., Ma, G., Xu, B., Liu, Y., Song, X., & Tan, C. (2022). The Microstructure and Mechanical Properties of 5083, 6005A and 7N01 Aluminum Alloy Gas Metal Arc-Welded Joints for High-Speed Train: A Comparative Study. Metals, 12(2), 213. https://doi.org/10.3390/met12020213