
Post-Processing of Cold Sprayed CoNiCrAlY Coatings on Inconel 718 by Rapid Induction Heating





Abstract
:1. Introduction
2. Materials and Methods
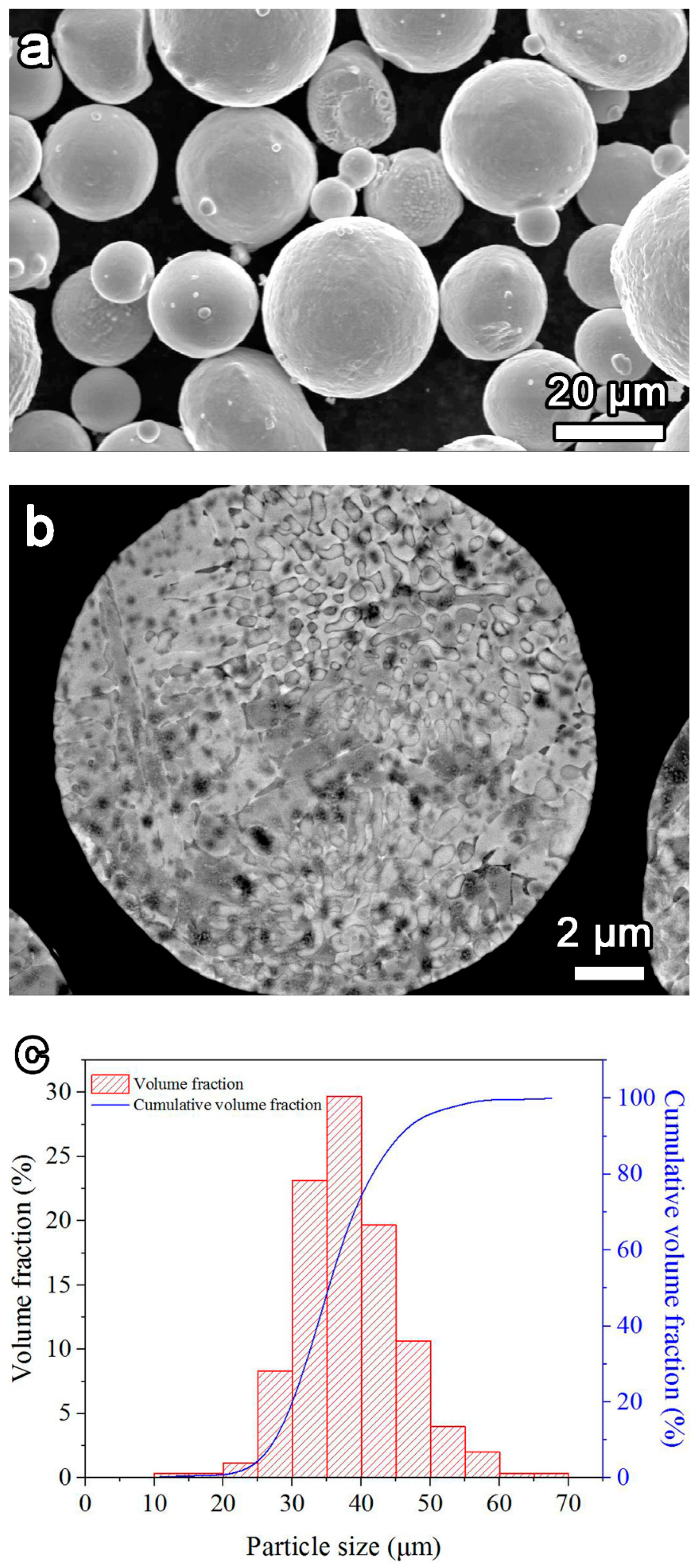
2.1. Materials
2.2. Cold Spray
2.3. Induction Heating
2.4. Microstructural Characterization
3. Results and Discussion
4. Conclusions
- (1)
- A localized and rapid post-processing method for cold sprayed coatings was developed through the use of a bell jar for creating a local vacuum and the use of induction for rapid heating.
- (2)
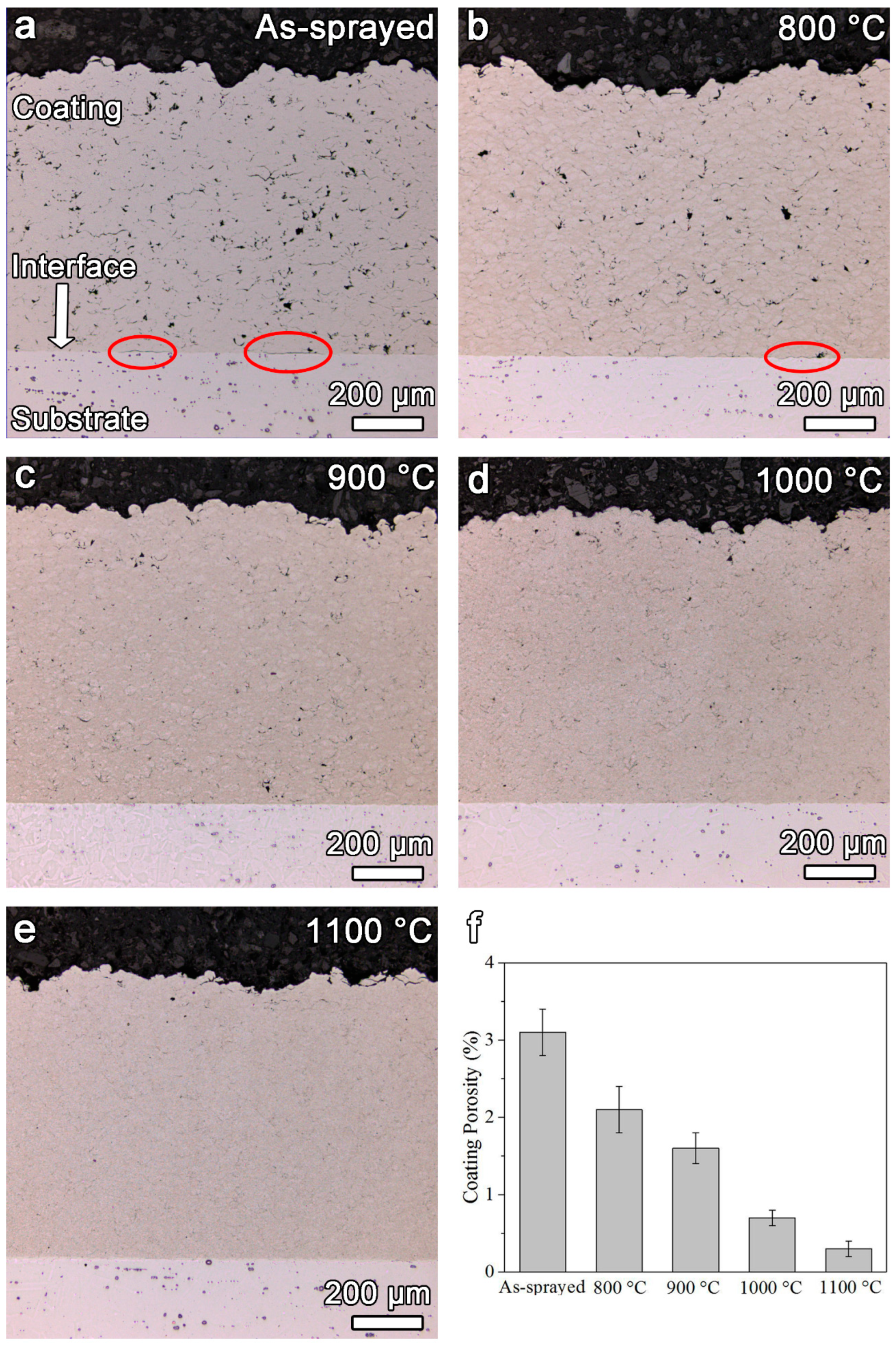
- After the cold sprayed coatings were processed at 800 °C, 900 °C, 1000 °C and 1100 °C for a short period of merely 10 min, the porosity level was found to reduce significantly. With the increase of temperature, the porosity was reduced and the inter-particle bonding was enhanced to achieve the microstructural improvement. At the highest temperature of 1100 °C, the coatings contained only 0.3% porosity, which was about one tenth of the porosity in the as-sprayed coatings.
- (3)
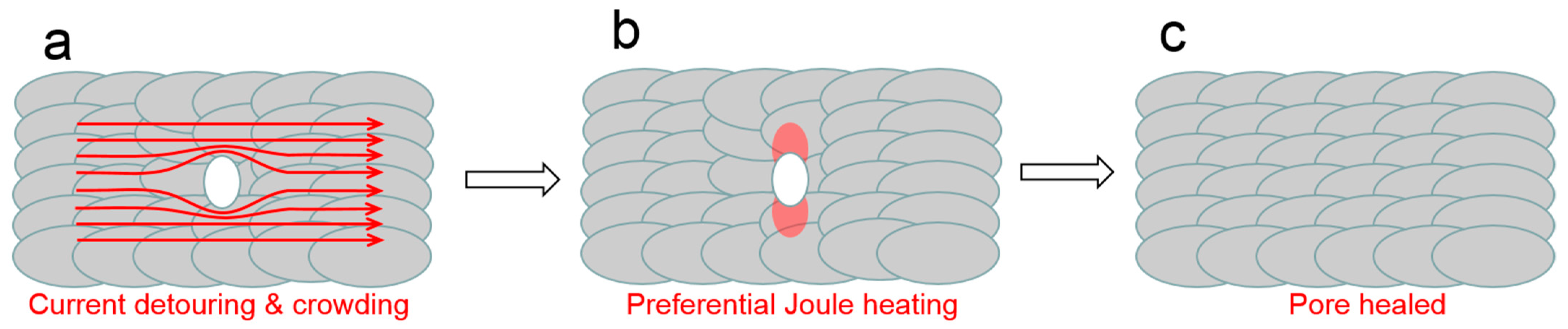
- During induction heating, preferential Joule heating occurs around the pores due to current crowding and detouring, resulting in closure of the pores.
- (4)
- The microhardness of the CoNiCrAlY coatings reduced after induction heating at 900 °C and higher temperatures, and this is attributed to the grain growth and strain relief.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Neo, R.G.; Wu, K.; Tan, S.C.; Zhou, W. Effect of spray distance and powder feed rate on particle velocity in cold spray processes. Metals 2022, 12, 75. [Google Scholar] [CrossRef]
- Wu, K.; Chee, S.W.; Sun, W.; Tan, A.W.Y.; Tan, S.C.; Liu, E.; Zhou, W. Inconel 713C coating by cold spray for surface enhancement of Inconel 718. Metals 2021, 11, 2048. [Google Scholar] [CrossRef]
- Luu, D.N.; Zhou, W.; Nai, S.M.L.; Yang, Y. Mitigation of solute segregation during solutionization of selective laser melted Inconel 718 through micron-TiC addition. J. Alloys Compd. 2021, 897, 163224. [Google Scholar] [CrossRef]
- Padture, N.P.; Gell, M.; Jordan, E.H. Thermal barrier coatings for gas-turbine engine applications. Science 2002, 296, 280–284. [Google Scholar] [CrossRef]
- Higuera, V.; Belzunce, F.J.; Riba, J. Influence of the thermal-spray procedure on the properties of a CoNiCrAlY coating. Surf. Coat. Technol. 2006, 200, 5550–5556. [Google Scholar] [CrossRef]
- Scrivani, A.; Bardi, U.; Carrafiello, L.; Lavacchi, A.; Niccolai, F.; Rizzi, G. A comparative study of high velocity oxygen fuel, vacuum plasma spray, and axial plasma spray for the deposition of CoNiCrAlY bond coat alloy. J. Therm. Spray Technol. 2003, 12, 504–507. [Google Scholar] [CrossRef]
- Tang, F.; Ajdelsztajn, L.; Kim, G.E.; Provenzano, V.; Schoenung, J.M. Effects of surface oxidation during HVOF processing on the primary stage oxidation of a CoNiCrAlY coating. Surf. Coat. Technol. 2004, 185, 228–233. [Google Scholar] [CrossRef]
- Bardi, U.; Carrafiello, L.; Groppetti, R.; Niccolai, F.; Rizzi, G.; Scrivani, A.; Tedeschi, F. On the surface preparation of nickel superalloys before CoNiCrAlY deposition by thermal spray. Surf. Coat. Technol. 2004, 184, 156–162. [Google Scholar] [CrossRef]
- Waki, H.; Kitamura, T.; Kobayashi, A. Effect of thermal treatment on high-temperature mechanical properties enhancement in LPPS, HVOF, and APS CoNiCrAlY coatings. J. Therm. Spray Technol. 2009, 18, 500–509. [Google Scholar] [CrossRef]
- Keller, I.; Naumenko, D.; Quadakkers, W.J.; Vaßen, R.; Singheiser, L. Influence of vacuum heat treatment parameters on the surface composition of MCrAlY coatings. Surf. Coat. Technol. 2013, 215, 24–29. [Google Scholar] [CrossRef]
- Poza, P.; Grant, P.S. Microstructure evolution of vacuum plasma sprayed CoNiCrAlY coatings after heat treatment and isothermal oxidation. Surf. Coat. Technol. 2006, 201, 2887–2896. [Google Scholar] [CrossRef]
- Li, C.J.; Li, W.Y. Effect of sprayed powder particle size on the oxidation behavior of MCrAlY materials during high velocity oxygen-fuel deposition. Surf. Coat. Technol. 2002, 162, 31–41. [Google Scholar] [CrossRef]
- Puetz, P.; Huang, X.; Lima, R.S.; Yang, Q.; Zhao, L. Characterization of transient oxide formation on CoNiCrAlY after heat treatment in vacuum and air. Surf. Coat. Technol. 2010, 205, 647–657. [Google Scholar] [CrossRef]
- Li, Y.; Li, C.J.; Yang, G.J.; Xing, L.K. Thermal fatigue behavior of thermal barrier coatings with the MCrAlY bond coats by cold spraying and low-pressure plasma spraying. Surf. Coat. Technol. 2010, 205, 2225–2233. [Google Scholar] [CrossRef]
- Khanna, A.S.; Rathod, W.S. Development of CoNiCrAlY oxidation resistant hard coatings using high velocity oxy fuel and cold spray techniques. Int. J. Refract. Met. Hard Mater. 2015, 49, 374–382. [Google Scholar] [CrossRef]
- Guo, D.; Wang, Y.; Fernandez, R.; Zhao, L.; Jodoin, B. Cold spray for production of in-situ nanocrystalline MCrAlY coatings—Part I: Process analysis and microstructure characterization. Surf. Coat. Technol. 2021, 409, 126854. [Google Scholar] [CrossRef]
- Karaoglanli, A.C.; Turk, A. Isothermal oxidation behavior and kinetics of thermal barrier coatings produced by cold gas dynamic spray technique. Surf. Coat. Technol. 2017, 318, 72–81. [Google Scholar] [CrossRef]
- Richer, P.; Yandouzi, M.; Beauvais, L.; Jodoin, B. Oxidation behaviour of CoNiCrAlY bond coats produced by plasma, HVOF and cold gas dynamic spraying. Surf. Coat. Technol. 2010, 204, 3962–3974. [Google Scholar] [CrossRef]
- Sun, W.; Tan, A.W.Y.; Wu, K.; Yin, S.; Yang, X.; Marinescu, I.; Liu, E. Post-process treatments on supersonic cold sprayed coatings: A review. Coatings 2020, 10, 123. [Google Scholar] [CrossRef] [Green Version]
- Chen, H. Microstructure characterisation of un-melted particles in a plasma sprayed CoNiCrAlY coating. Mater. Charact. 2018, 136, 444–451. [Google Scholar] [CrossRef]
- Maharjan, N.; Bhowmik, A.; Kum, C.; Hu, J.; Yang, Y.; Zhou, W. Post-processing of cold sprayed Ti-6Al-4V coatings by mechanical peening. Metals 2021, 11, 1038. [Google Scholar] [CrossRef]
- Boruah, D.; Zhang, X. Effect of Post-Deposition Solution treatment and ageing on improving interfacial adhesion strength of cold sprayed Ti6Al4V coatings. Metals 2021, 11, 2038. [Google Scholar] [CrossRef]
- Qiu, X.; Tariq, N.U.H.; Qi, L.; Wang, J.Q.; Xiong, T.Y. A hybrid approach to improve microstructure and mechanical properties of cold spray additively manufactured A380 aluminum composites. Mater. Sci. Eng. A 2020, 772, 138828. [Google Scholar] [CrossRef]
- Ren, Y.Q.; King, P.C.; Yang, Y.S.; Xiao, T.Q.; Chu, C.; Gulizia, S.; Murphy, A.B. Characterization of heat treatment-induced pore structure changes in cold-sprayed titanium. Mater. Charact. 2017, 132, 69–75. [Google Scholar] [CrossRef]
- Huang, R.; Sone, M.; Ma, W.; Fukanuma, H. The effects of heat treatment on the mechanical properties of cold-sprayed coatings. Surf. Coat. Technol. 2015, 261, 278–288. [Google Scholar] [CrossRef]
- Al-Mangour, B.; Mongrain, R.; Irissou, E.; Yue, S. Improving the strength and corrosion resistance of 316L stainless steel for biomedical applications using cold spray. Surf. Coat. Technol. 2013, 216, 297–307. [Google Scholar] [CrossRef]
- Chen, C.; Xie, Y.; Yan, X.; Yin, S.; Fukanuma, H.; Huang, R.; Zhao, R.; Wang, J.; Ren, Z.; Liu, M.; et al. Effect of hot isostatic pressing (HIP) on microstructure and mechanical properties of Ti6Al4V alloy fabricated by cold spray additive manufacturing. Addit. Manuf. 2019, 27, 595–605. [Google Scholar] [CrossRef]
- Aprilia, A.; Tan, J.L.; Yang, Y.; Tan, S.C.; Zhou, W. Induction brazing for rapid localized repair of inconel 718. Metals 2021, 11, 1096. [Google Scholar] [CrossRef]
- Wu, K.; Sun, W.; Tan, A.W.Y.; Marinescu, I.; Liu, E.; Zhou, W. An investigation into microstructure, tribological and mechanical properties of cold sprayed Inconel 625 coatings. Surf. Coat. Technol. 2021, 424, 127660. [Google Scholar] [CrossRef]
- Saeidi, S.; Voisey, K.T.; McCartney, D.G. The effect of heat treatment on the oxidation behavior of HVOF and VPS CoNiCrAlY coatings. J. Therm. Spray Technol. 2009, 18, 209–216. [Google Scholar] [CrossRef]
- Picas, J.A.; Punset, M.; Menargues, S.; Martín, E.; Baile, M.T. Microstructural and tribological studies of as-sprayed and heat-treated HVOF Cr3C2-CoNiCrAlY coatings with a CoNiCrAlY bond coat. Surf. Coat. Technol. 2015, 268, 317–324. [Google Scholar] [CrossRef] [Green Version]
- Yang, Y.; Wu, K.; Aprilia, A.; Tan, S.C.; Zhou, W. Post-processing of cold spray coatings via rapid induction heating. In International Conference on Advanced Surface Enhancement, Proceedings of the 2nd International Conference on Advanced Surface Enhancement (INCASE 2021), Singapore, 7–8 September 2021, 1st ed.; Springer: Singapore, 2022; pp. 168–172. [Google Scholar]
- Guo, J.; Amira, S.; Gougeon, P.; Chen, X.G. Effect of the surface preparation techniques on the EBSD analysis of a friction stir welded AA1100-B4C metal matrix composite. Mater. Charact. 2011, 62, 865–877. [Google Scholar] [CrossRef]
- Bhowmik, A.; Tan, A.W.Y.; Sun, W.; Wei, Z.; Marinescu, I.; Liu, E. On the heat-treatment induced evolution of residual stress and remarkable enhancement of adhesion strength of cold sprayed Ti–6Al–4V coatings. Results Mater. 2020, 7, 100119. [Google Scholar] [CrossRef]
- Yang, C.; Xu, W.; Guo, B.; Shan, D.; Zhang, J. Healing of fatigue crack in 1045 steel by using eddy current treatment. Materials 2016, 9, 641. [Google Scholar] [CrossRef]
- Zhai, W.; Zhou, W.; Nai, S.M.L. In-situ formation of TiC nanoparticles in selective laser melting of 316L with addition of micronsized TiC particles. Mater. Sci. Eng. A 2022, 829, 142179. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Chemical Composition (wt%) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Co | Ni | Cr | Al | Fe | Y | Mo | Nb | Ti | |
| CoNiCrAlY | 38.4 | 31.9 | 21.0 | 8.0 | - | 0.5 | - | - | - |
| Inconel 718 | 0.31 | 52.9 | 18.3 | 0.52 | 18.5 | - | 3.06 | 5.06 | 0.98 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Y.; Aprilia, A.; Wu, K.; Tan, S.C.; Zhou, W. Post-Processing of Cold Sprayed CoNiCrAlY Coatings on Inconel 718 by Rapid Induction Heating. Metals 2022, 12, 396. https://doi.org/10.3390/met12030396
Yang Y, Aprilia A, Wu K, Tan SC, Zhou W. Post-Processing of Cold Sprayed CoNiCrAlY Coatings on Inconel 718 by Rapid Induction Heating. Metals. 2022; 12(3):396. https://doi.org/10.3390/met12030396
Chicago/Turabian StyleYang, Yongjing, Aprilia Aprilia, Kaiqiang Wu, Sung Chyn Tan, and Wei Zhou. 2022. "Post-Processing of Cold Sprayed CoNiCrAlY Coatings on Inconel 718 by Rapid Induction Heating" Metals 12, no. 3: 396. https://doi.org/10.3390/met12030396
APA StyleYang, Y., Aprilia, A., Wu, K., Tan, S. C., & Zhou, W. (2022). Post-Processing of Cold Sprayed CoNiCrAlY Coatings on Inconel 718 by Rapid Induction Heating. Metals, 12(3), 396. https://doi.org/10.3390/met12030396