
Feasibility Study on Deposition of Tribaloy T800 on Cobalt-Based L605 Using Micro-Laser-Aided Additive Manufacturing



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Process Development
3.2. Macrostructure
3.3. Microstructure
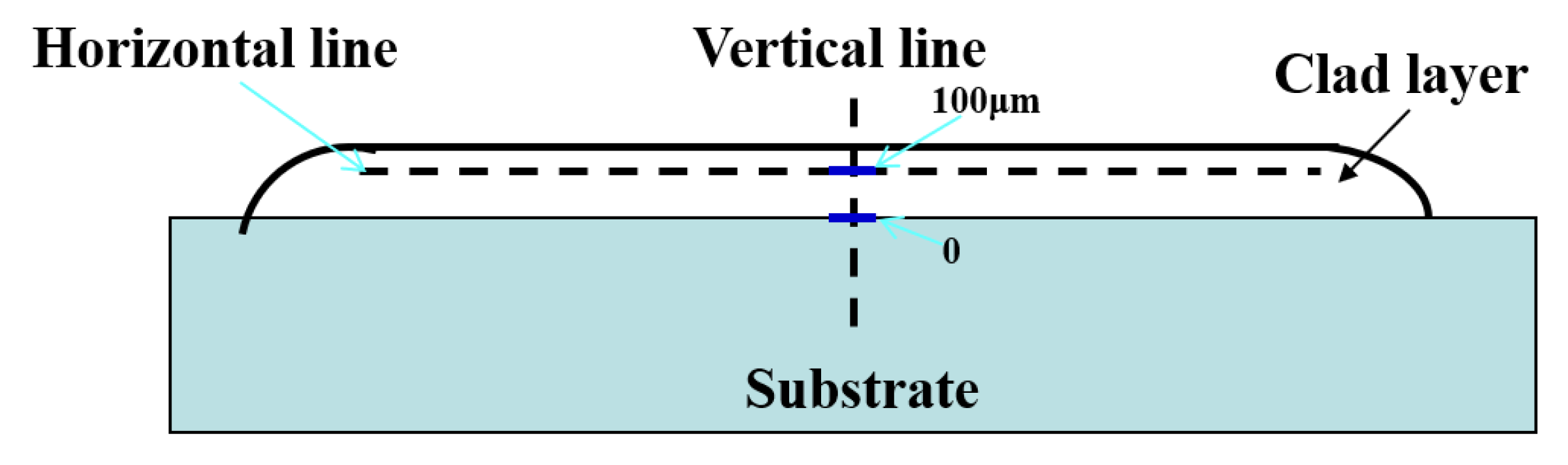
3.4. Microhardness
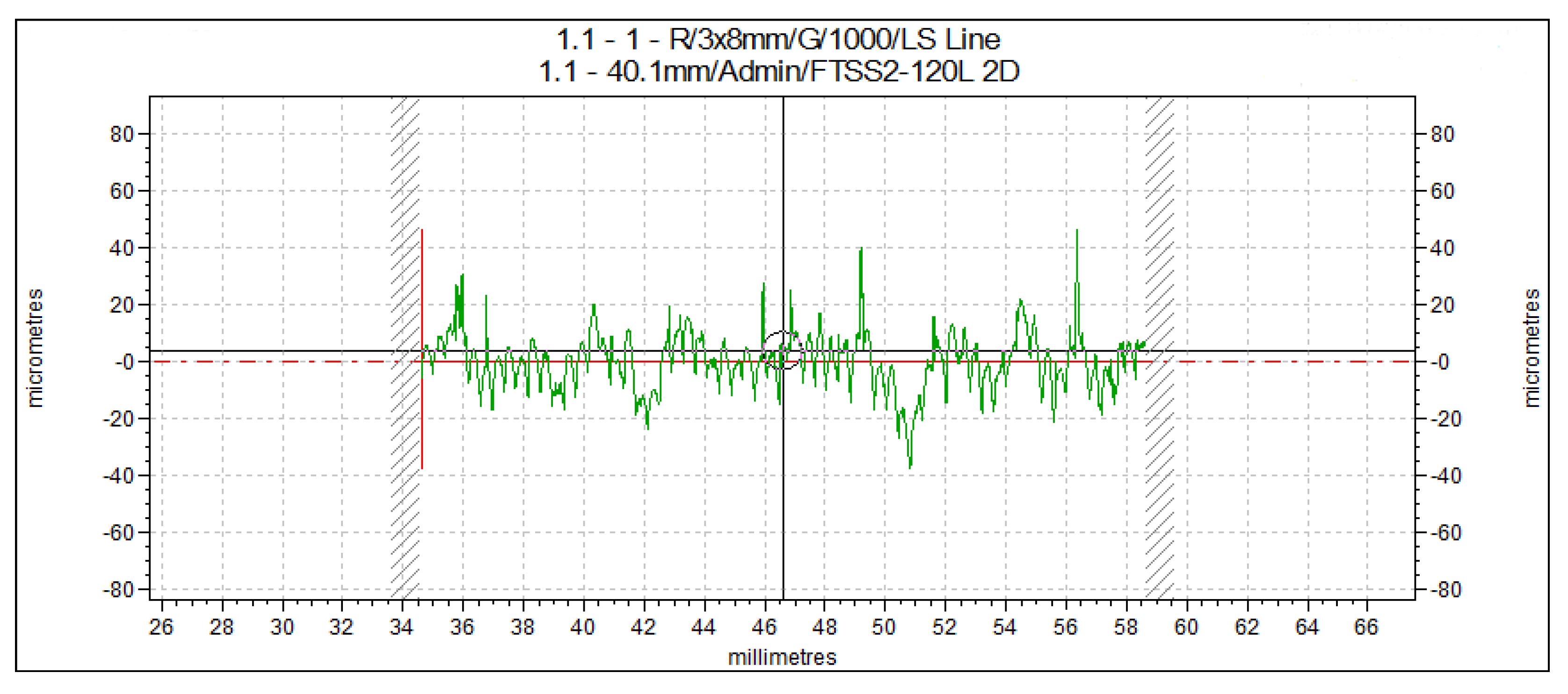
3.5. Thickness of the Deposited Tribaloy T800
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jithesh, K.; Arivarasu, M. An investigation on hot corrosion and oxidation behavior of cobalt-based superalloy L605 in the simulated aero-engine environment at various temperatures. Mater. Res. Express 2019, 6, 126530. [Google Scholar] [CrossRef]
- Jithesh, K.; Arivarasu, M. Comparative studies on the hot corrosion behavior of air plasma spray and high velocity oxygen fuel coated Co-based L605 superalloys in a gas turbine environment. Int. J. Miner. Metall. Mater. 2020, 27, 649–659. [Google Scholar] [CrossRef]
- Thorat, S.; Mudigonda, S. The effect of residual stresses, grain size, grain orientation, and hardness on the surface quality of Co–Cr L605 alloy in Photochemical Machining. J. Alloys Compd. 2019, 804, 84–92. [Google Scholar] [CrossRef]
- Geng, P.F.; Zhao, J.L.; Xi, T.; Yang, C.G.; Yang, K. Stability of passive film and antibacterial durability of Cu-bearing L605 alloy in simulated physiological solutions. Rare Met. 2021, 40, 1126–11133. [Google Scholar] [CrossRef]
- Thorat, S.; Linkar, V.; Pailwan, A.; Sargade, V.; Mudigonda, S. Effect of metallurgical parameters induced by manufacturing processes on photochemical machining of Co-Cr L605 alloy. Procedia CIRP 2020, 95, 149–154. [Google Scholar] [CrossRef]
- Thorat, S.; Sadaiah, M. Investigation on surface integrity of Co-Cr L605 alloy in photochemical machining. J. Manuf. Processes 2019, 38, 483–493. [Google Scholar] [CrossRef]
- Keyvani, M.; Garcin, T.; Militzer, M.; Fabregue, D. Laser ultrasonic measurement of recrystallization and grain growth in an L605 cobalt superalloy. Mater. Charact. 2020, 167, 110465. [Google Scholar] [CrossRef]
- Tao, Z.; Li, F.C.; Yu, B.Y.; Zhu, P.Y.; Song, L.M.; Li, J. Effects of the positive pre-swirl purge flow on endwall aero-thermal performance of a gas turbine blade. Int. J. Therm. Sci. 2021, 163, 106805. [Google Scholar] [CrossRef]
- Manjunath, S.; Ramakrishna, N.H. Investigation on the performance of an IDI engine using a novel dual swirl combustor. Mater. Today Proc. 2022, 52, 1361–1367. [Google Scholar]
- Prabhakaran, P.; Saravanan, C.G.; Vallinayagam, R.; Vikneswaran, M.; Muthukumaran, N.; Ashok, K. Investigation of swirl induced piston on the engine characteristics of a biodiesel fueled diesel engine. Fuel 2020, 279, 118503. [Google Scholar] [CrossRef]
- Yang, C.F.; Pai, W.L.; Hsu, C.M.; Chen, C.Y. Mechanical Properties of Cobalt-based Alloy Coating Applied Using High-velocity Oxygen Gas and Liquid Fuel Spraying Processes. Sens. Mater. 2019, 21, 531. [Google Scholar] [CrossRef]
- Darut, G.; Dieu, S.; Schnuriger, B.; Vignes, A.; Bihan, O.L. State of the art of particle emissions in thermal spraying and other high energy processes based on metal powders. J. Clean. Prod. 2021, 303, 126952. [Google Scholar] [CrossRef]
- Lavella, M.; Botto, D. Fretting wear damage mechanism of CoMoCrSi coatings. Wear 2021, 477, 203896. [Google Scholar] [CrossRef]
- Navas, C.; Cadenas, M.; Cuetos, J.M.; Damborenea, J.D. Microstructure and sliding wear behaviour of Tribaloy T-800 coatings deposited by laser cladding. Wear 2006, 260, 838–846. [Google Scholar] [CrossRef]
- Durejko, T.; Łazińska, M.; Wójcik, J.D.; Lipiński, S.; Varin, R.A.; Czujko, T. The Tribaloy T-800 Coatings Deposited by Laser Engineered Net Shaping (LENSTM). Materials 2019, 12, 1366. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, M.X.; He, Y.Z.; Sun, G.X. Microstructure and wear resistance of laser clad cobalt-based alloy multi-layer coatings. Appl. Surf. Sci. 2004, 230, 201–206. [Google Scholar]
- Weng, F.; Liu, Y.F.; Chew, Y.X.; Yao, X.L.; Sui, S.; Tan, C.L.; Ng, F.L.; Bi, G.J. IN100 Ni-based superalloy fabricated by micro-laser aided additive manufacturing: Correlation of the microstructure and fracture mechanism. Mater. Sci. Eng. A 2020, 788, 109467. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cr | Ni | Co | W | C | Fe | Mn | Si | P | S | |
|---|---|---|---|---|---|---|---|---|---|---|
| MIN | 19.0 | 9.0 | - | 14.0 | 0.05 | - | 1.0 | - | - | - |
| MAX | 21.0 | 11.0 | Balance | 16.0 | 0.15 | 3.0 | 2.0 | 0.4 | 0.04 | 0.03 |
| Cr | Ni + Fe | Mo | Co | C | N | O | Si | P | S | |
|---|---|---|---|---|---|---|---|---|---|---|
| MIN | 16.50 | - | 27.00 | - | - | - | - | 3.00 | - | - |
| MAX | 18.50 | 3.00 | 30.00 | Balance | 0.08 | 0.07 | 0.05 | 3.80 | 0.03 | 0.03 |
| Laser Power | Powder Feed Rate | Laser Scanning Speed | Overlapping |
|---|---|---|---|
| 300 W | 2 g/min | 2 m/min | 100 μm |
| Horizontal (mm) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Left | Middle Line | Right | ||||||||
| −2.0 | −1.5 | −1.0 | −0.5 | 0 | 0.5 | 1.0 | 1.5 | 2.0 | ||
| Vertical (mm) | 0.1 | 842.6 | 878.6 | 873.9 | 1011.3 | 856 | 989.5 | 1017.1 | 817.8 | 898.2 |
| 0 | 720 | |||||||||
| −0.5 | 346.7 | |||||||||
| −1.0 | 357.2 | |||||||||
| −1.5 | 351.2 | |||||||||
| −2.0 | 331.2 | |||||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cao, L.; Zhang, L.; Bi, G. Feasibility Study on Deposition of Tribaloy T800 on Cobalt-Based L605 Using Micro-Laser-Aided Additive Manufacturing. Metals 2022, 12, 586. https://doi.org/10.3390/met12040586
Cao L, Zhang L, Bi G. Feasibility Study on Deposition of Tribaloy T800 on Cobalt-Based L605 Using Micro-Laser-Aided Additive Manufacturing. Metals. 2022; 12(4):586. https://doi.org/10.3390/met12040586
Chicago/Turabian StyleCao, Lichao, Li Zhang, and Guijun Bi. 2022. "Feasibility Study on Deposition of Tribaloy T800 on Cobalt-Based L605 Using Micro-Laser-Aided Additive Manufacturing" Metals 12, no. 4: 586. https://doi.org/10.3390/met12040586
APA StyleCao, L., Zhang, L., & Bi, G. (2022). Feasibility Study on Deposition of Tribaloy T800 on Cobalt-Based L605 Using Micro-Laser-Aided Additive Manufacturing. Metals, 12(4), 586. https://doi.org/10.3390/met12040586