
Corrosion Protection of ZK60 Wrought Magnesium Alloys by Micro-Arc Oxidation



 ,
,
Abstract
:1. Introduction
2. Materials and Methods
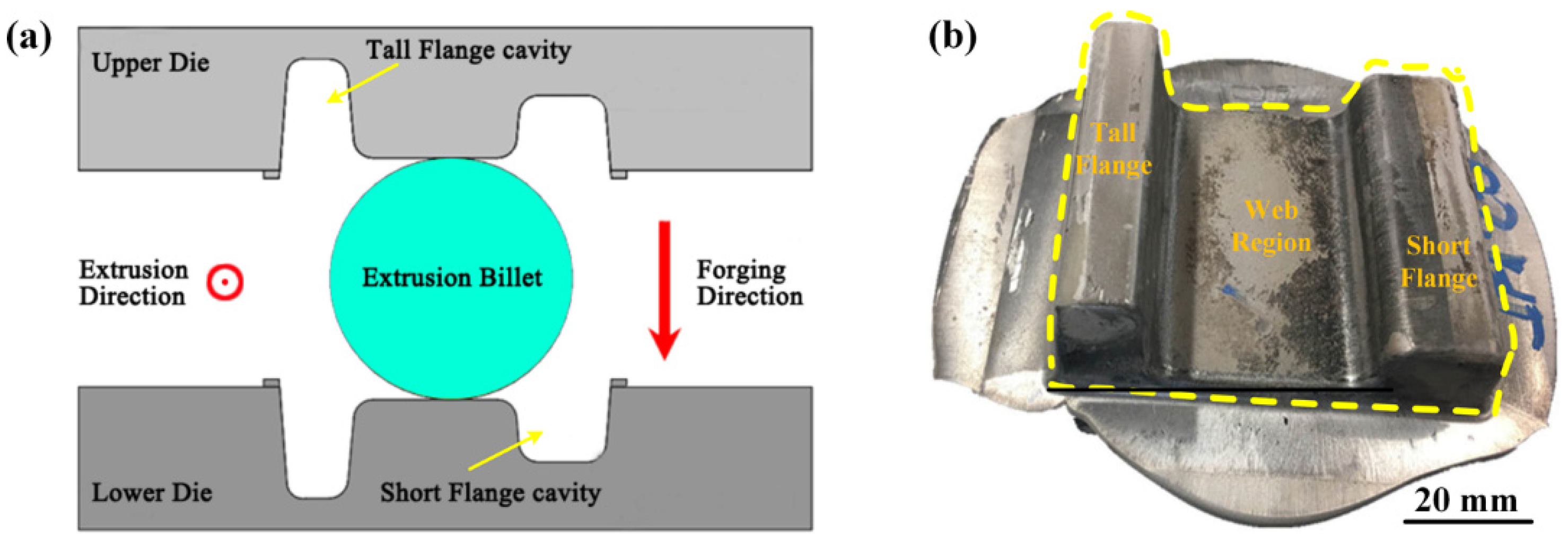
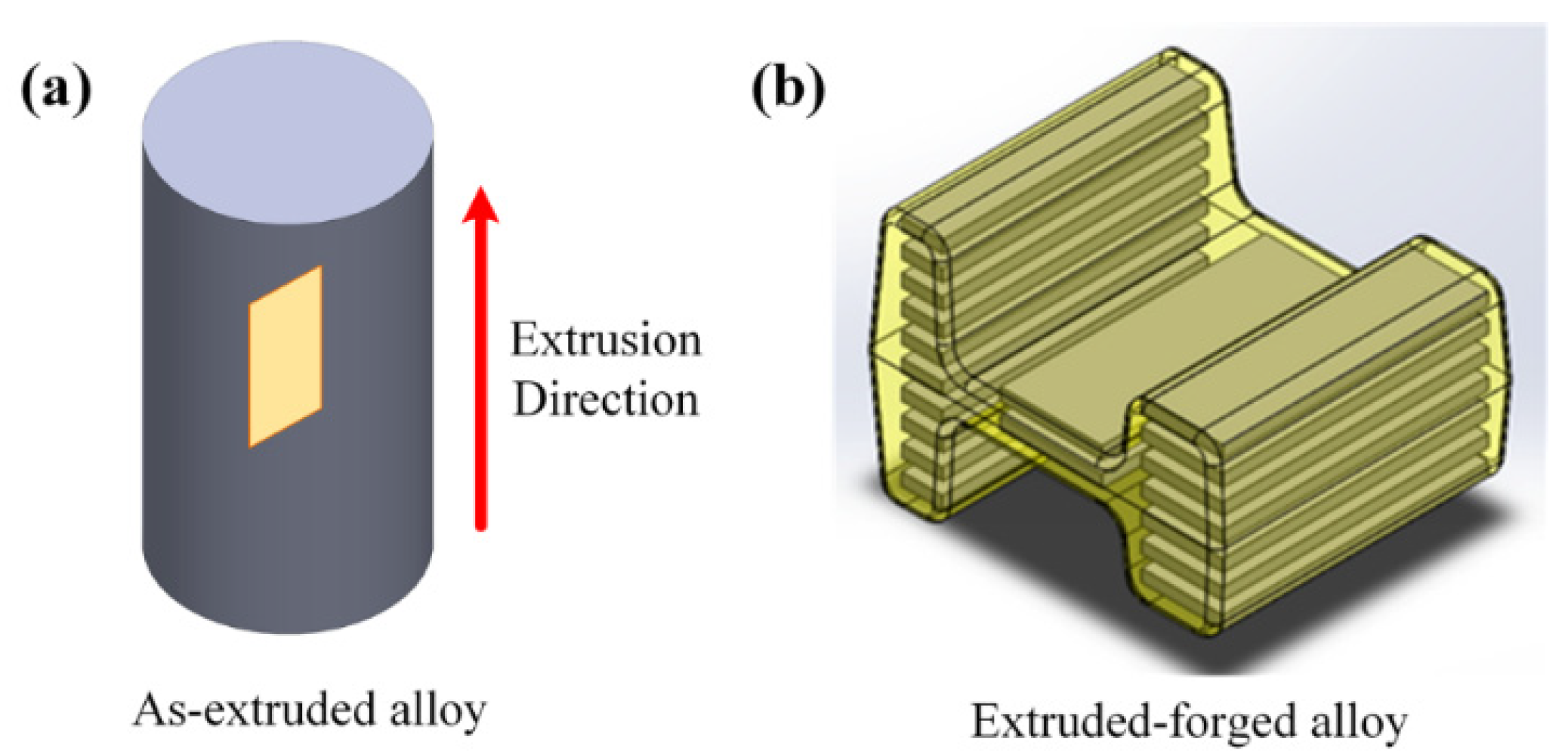
2.1. Material Preparation and Microstructure Analysis
2.2. MAO Treatment
2.3. Corrosion Characterization
2.4. Stress Corrosion Characterization
3. Results and Discussions
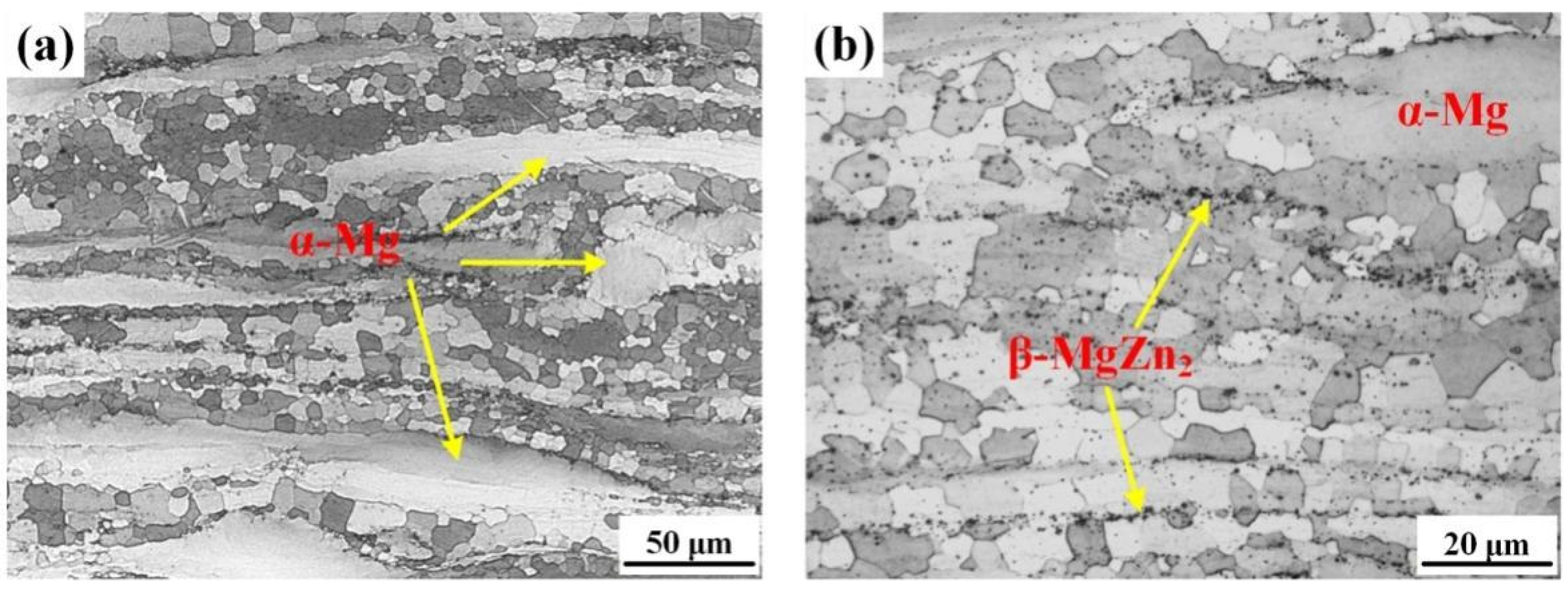
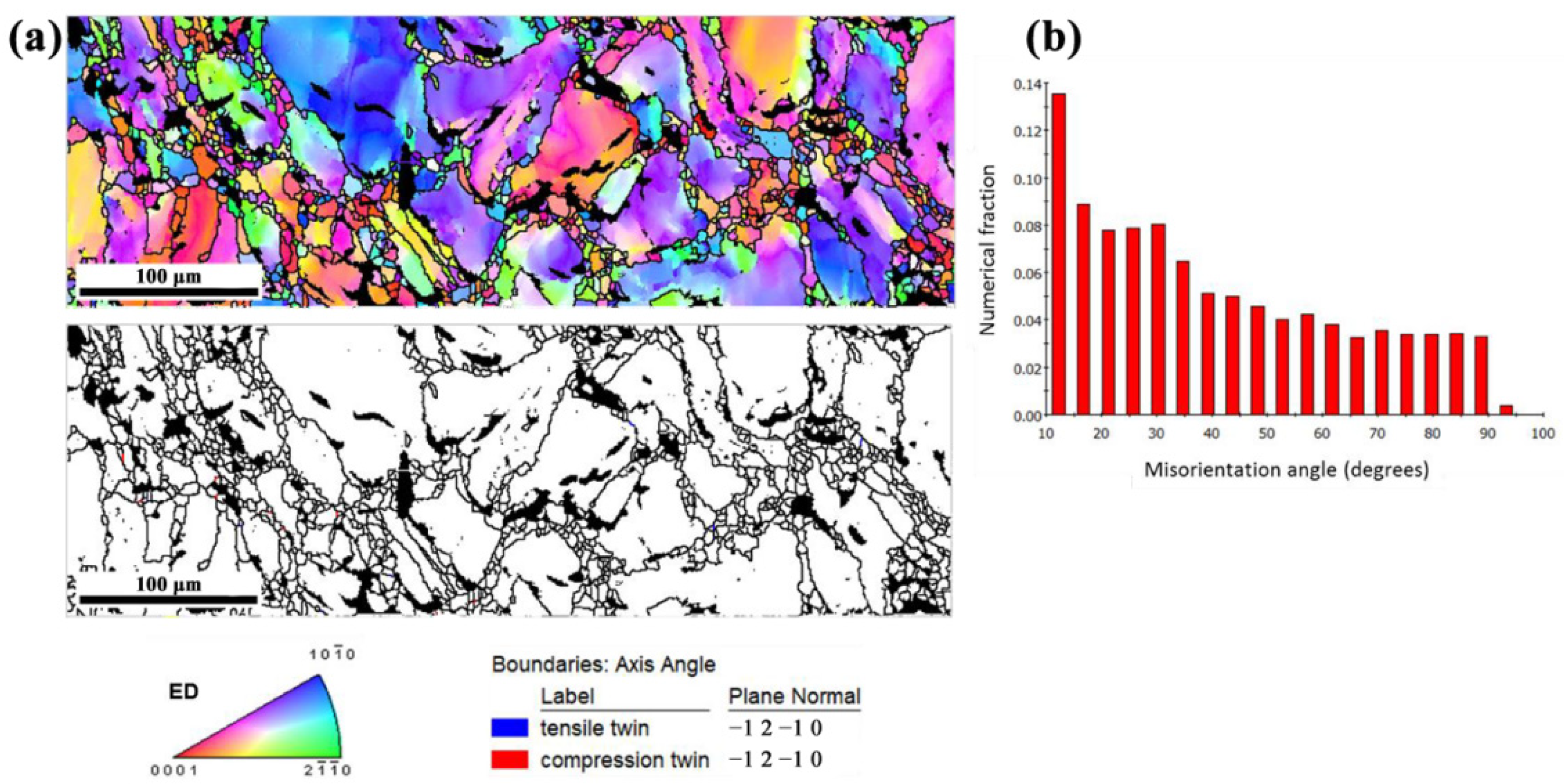
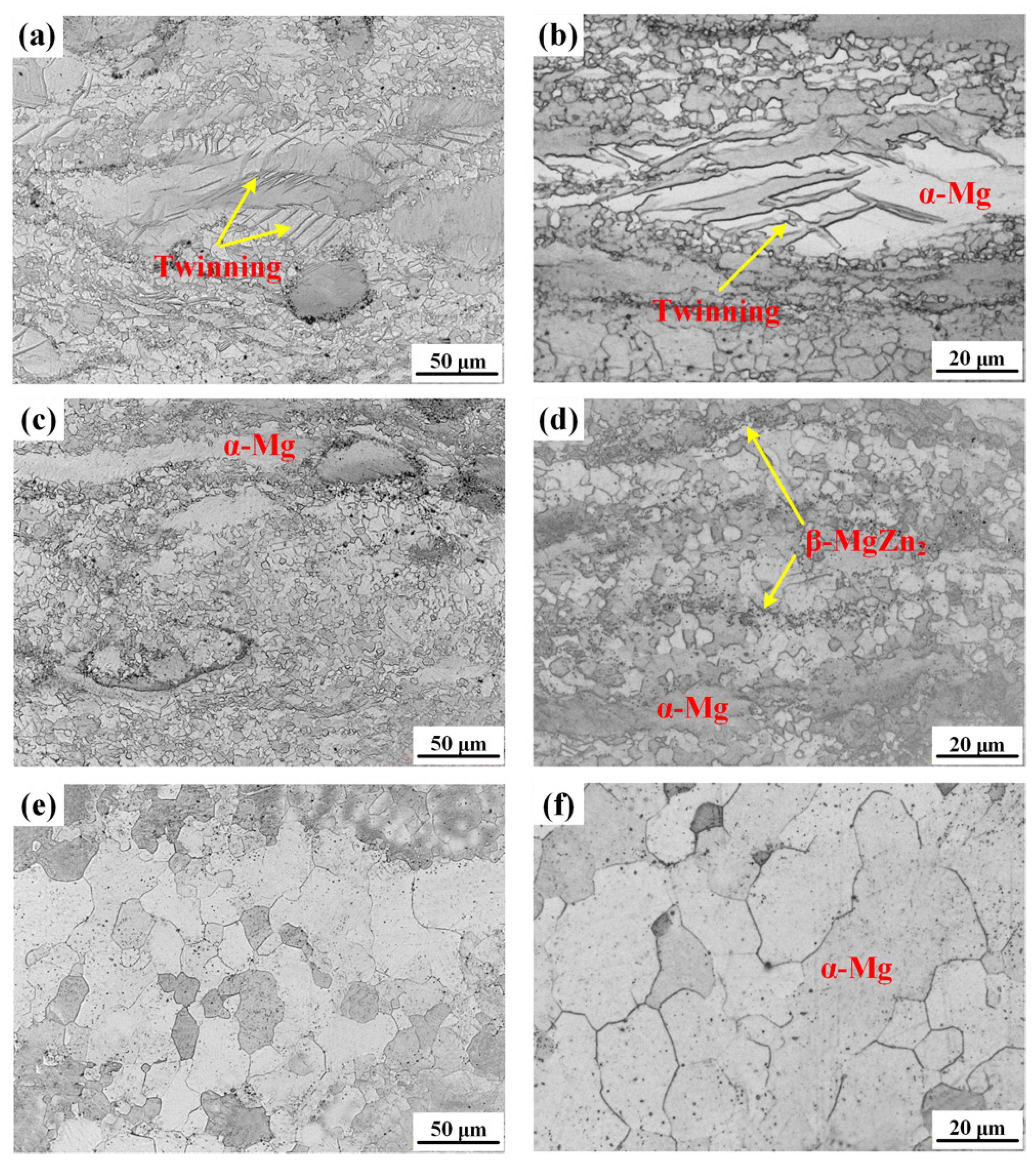
3.1. Microstructure Evolution of ZK60 during Forming
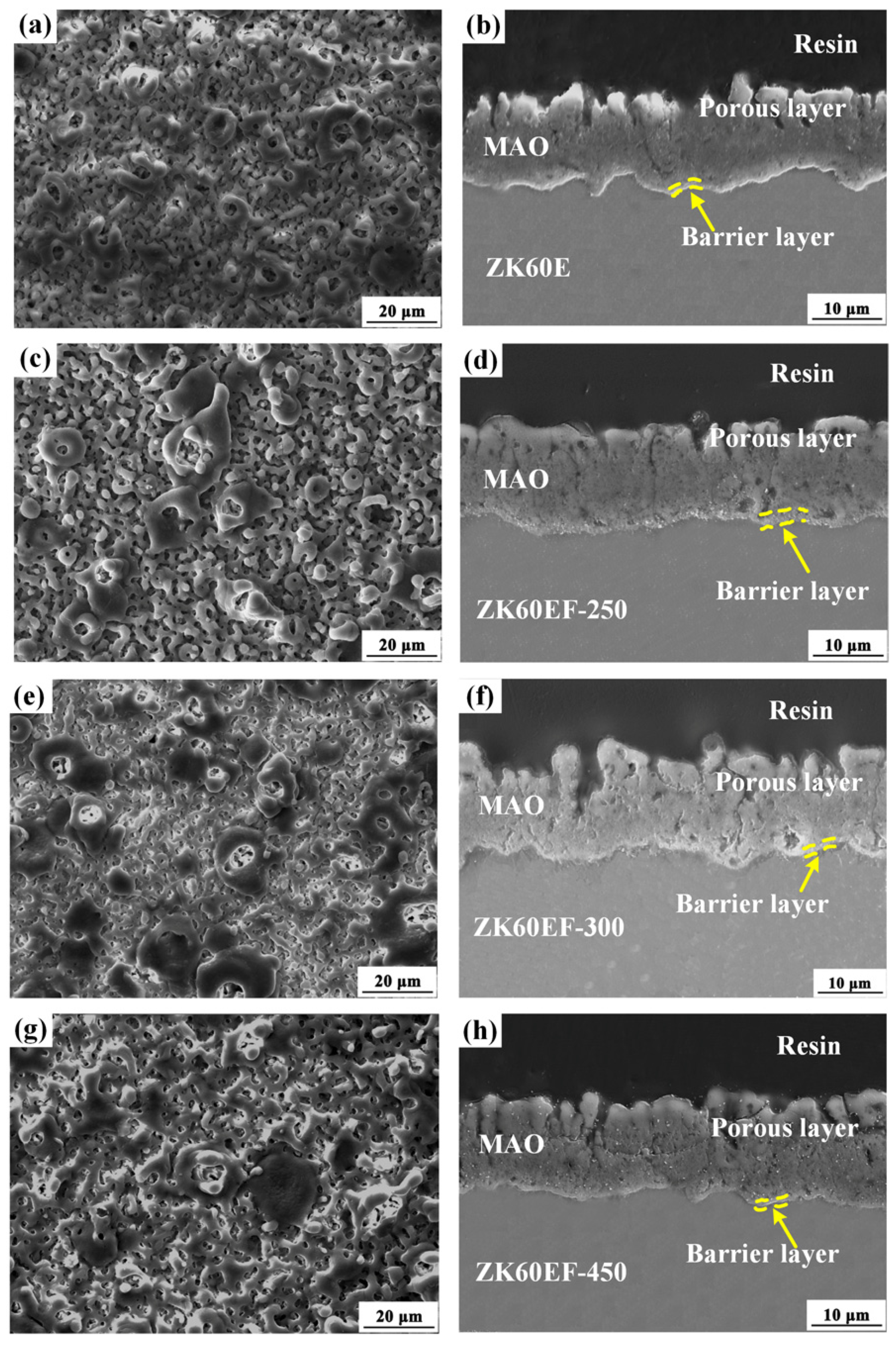
3.2. Microstructure of MAO Coatings
3.3. Corrosion Morphology and Characterization
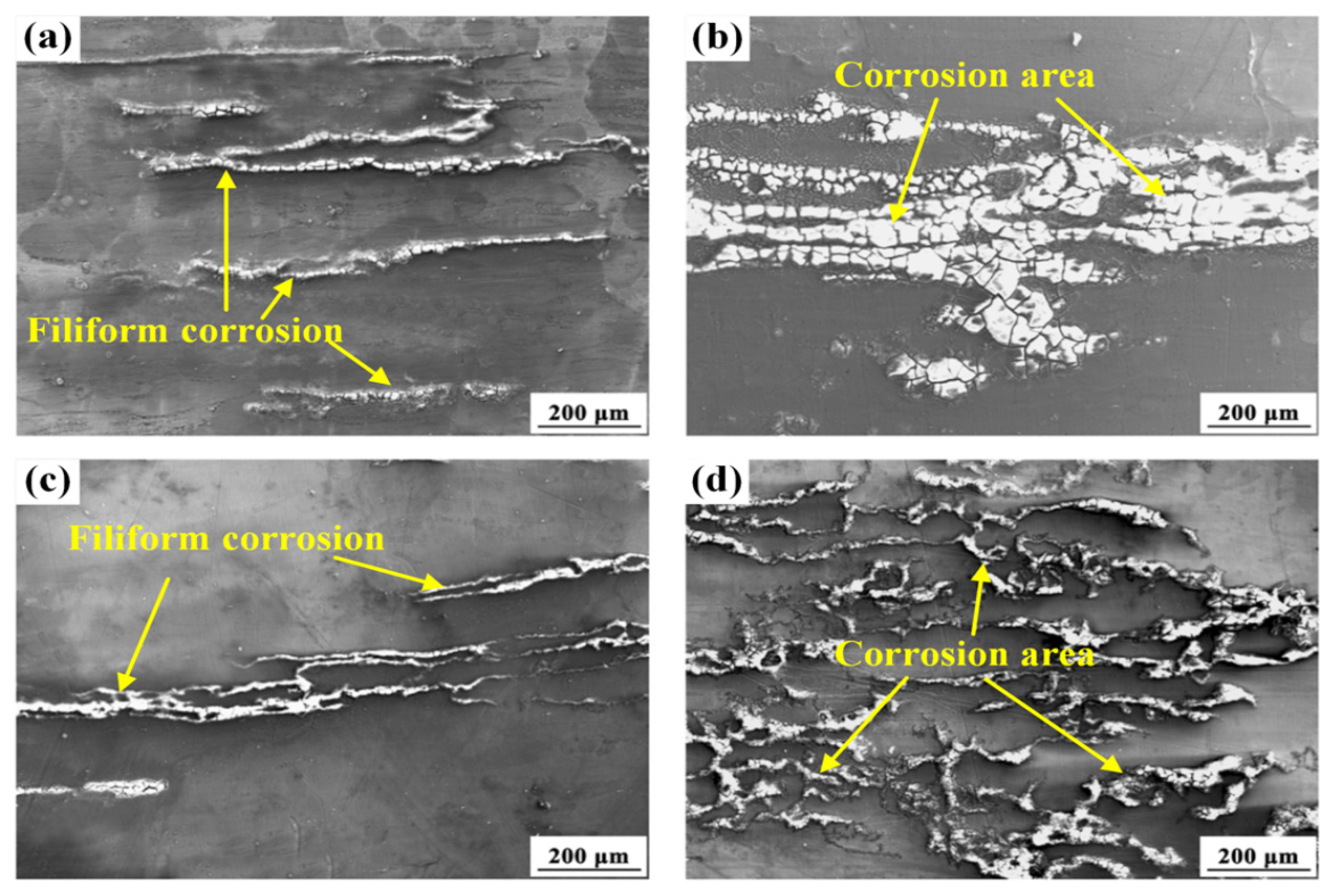
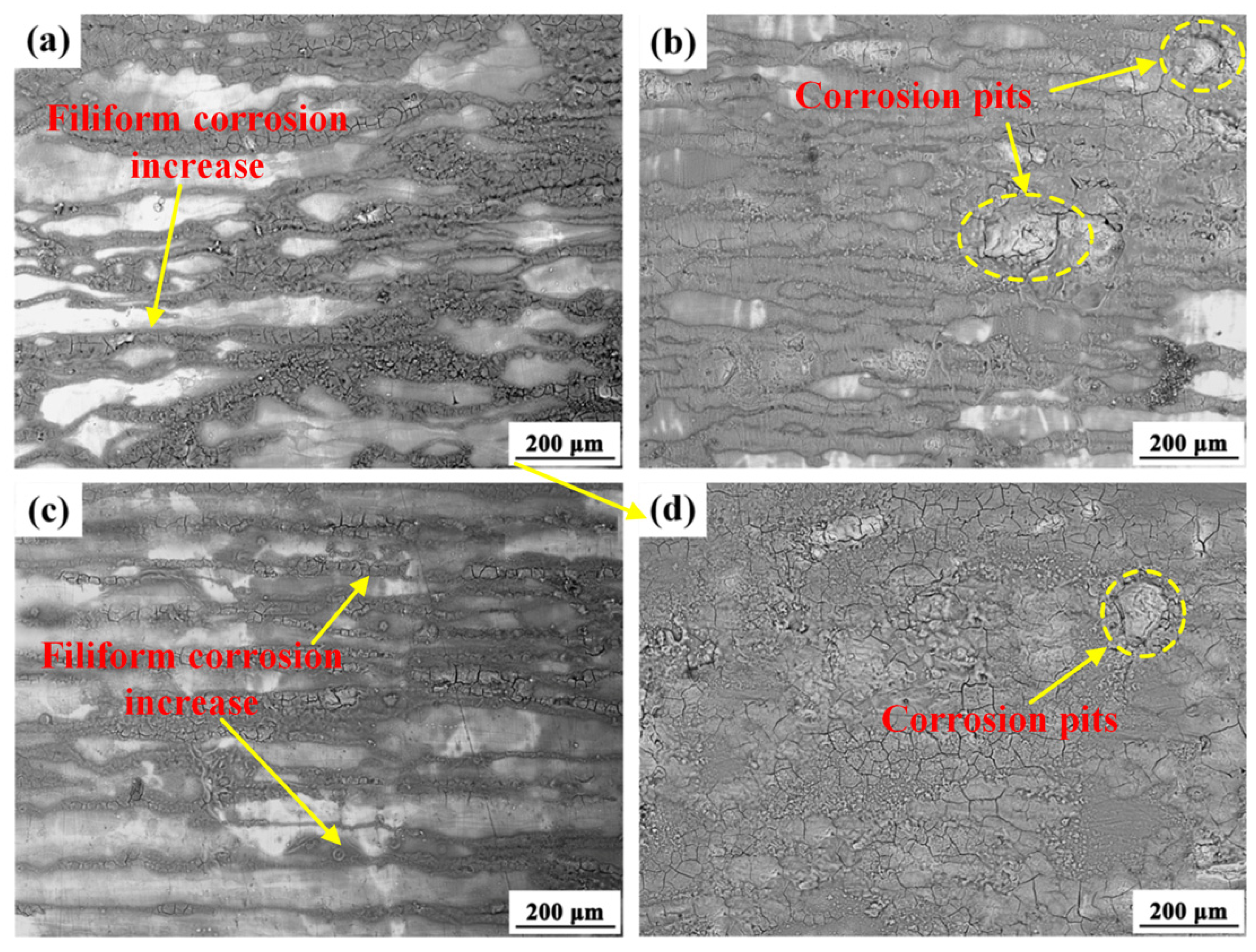
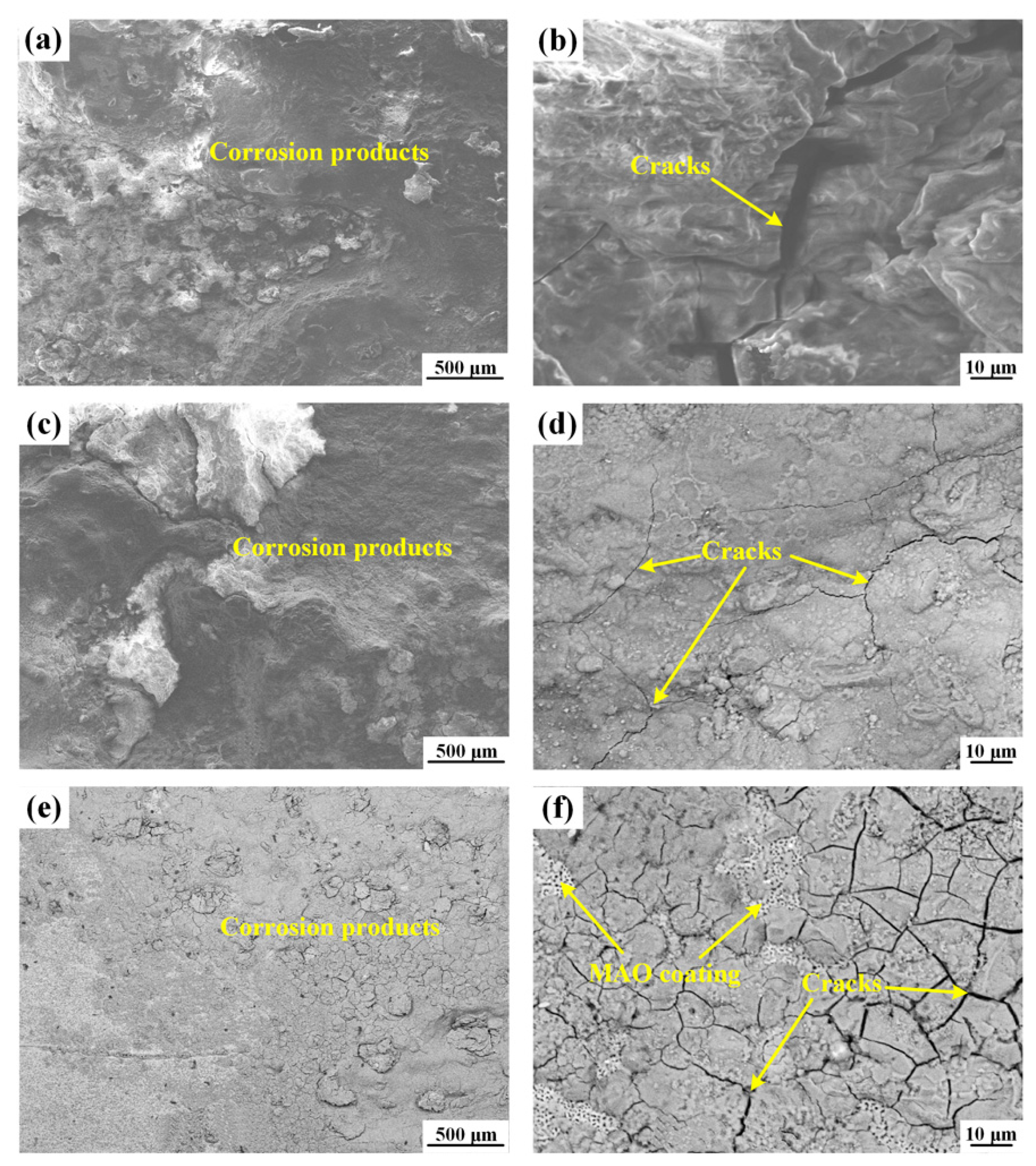
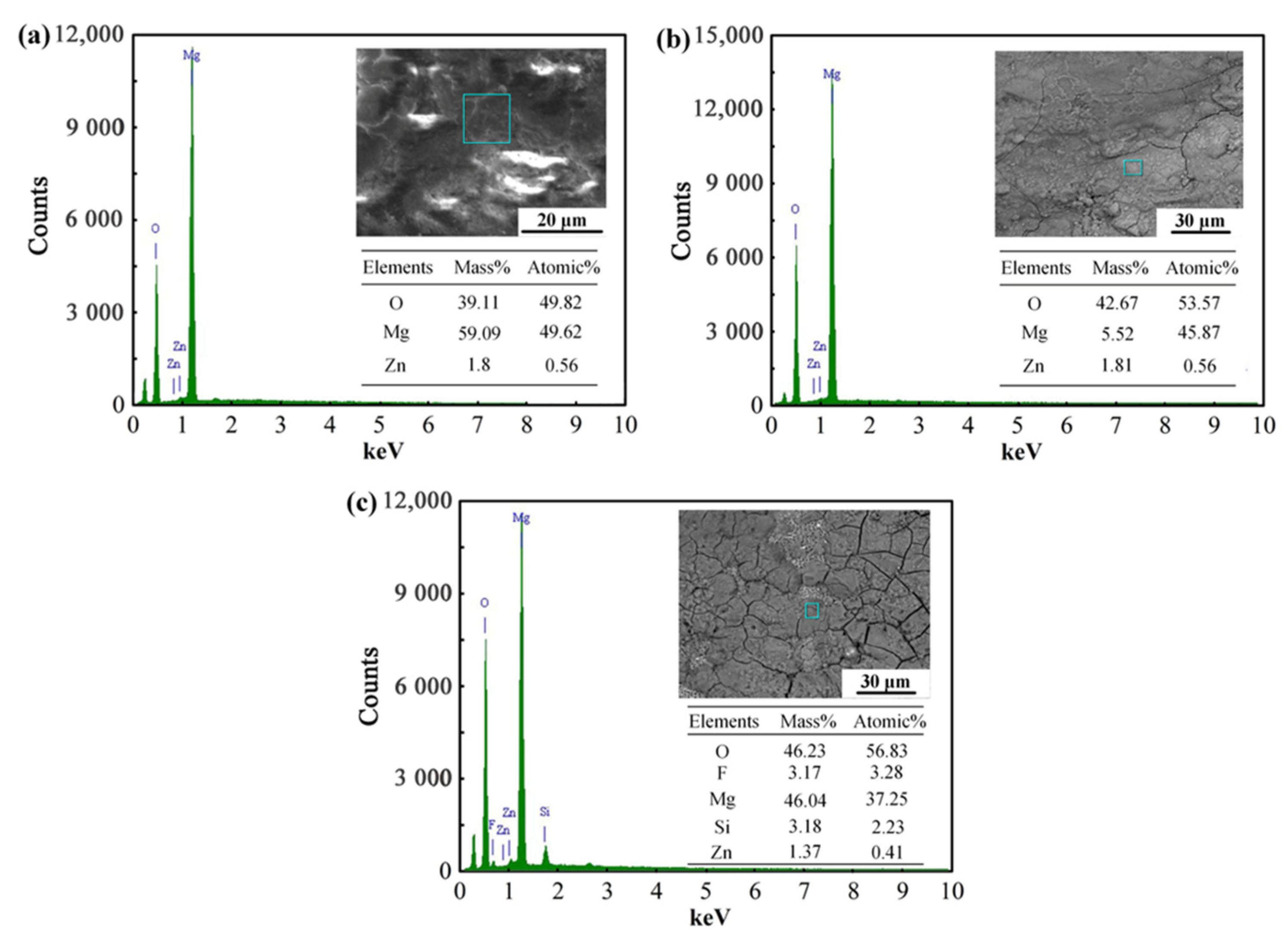
3.3.1. Corrosion Behavior of Uncoated ZK60 Specimens
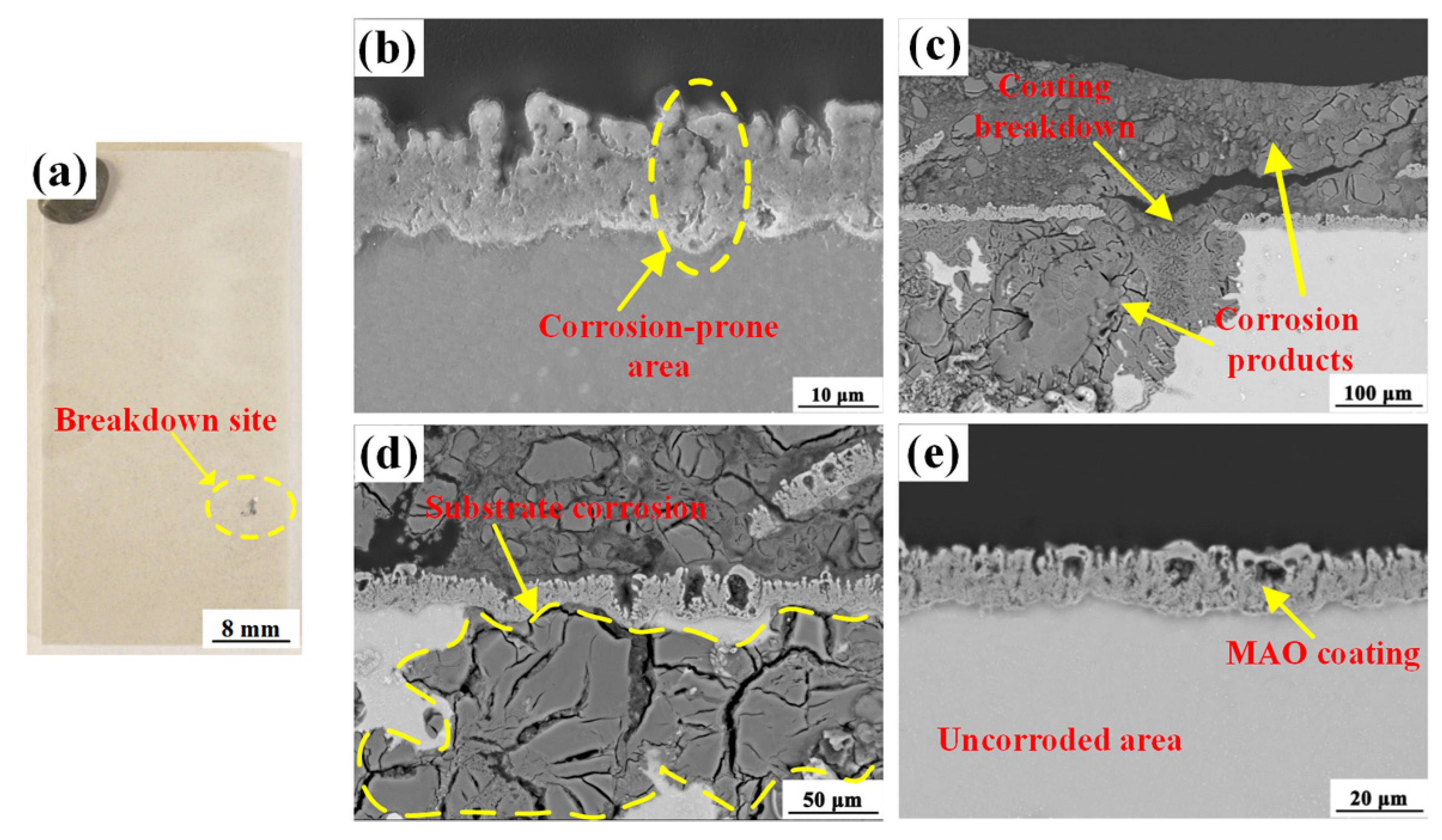
3.3.2. Corrosion Behavior of MAO-Coated ZK60 Alloys
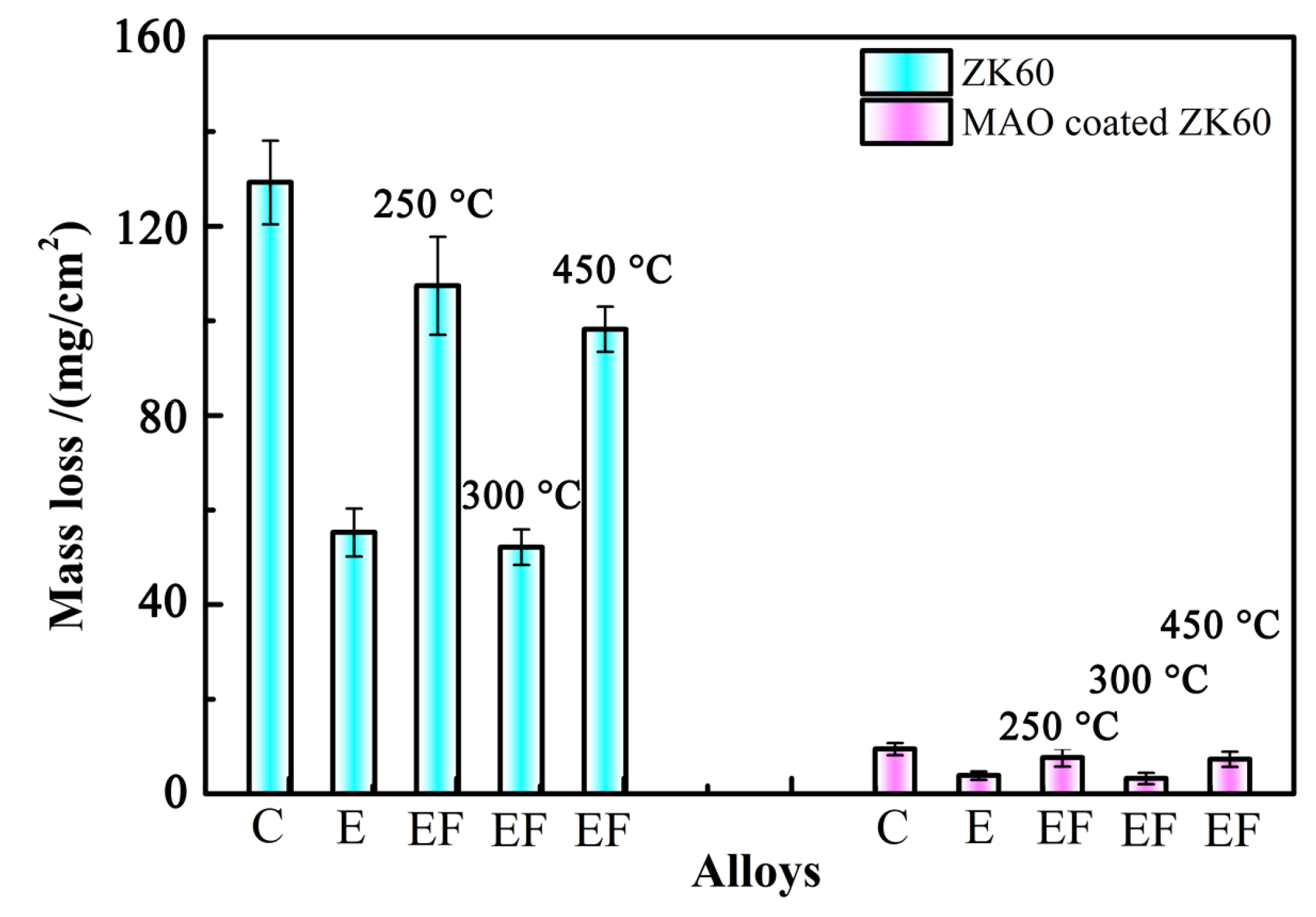
3.3.3. Mass Loss Measurement
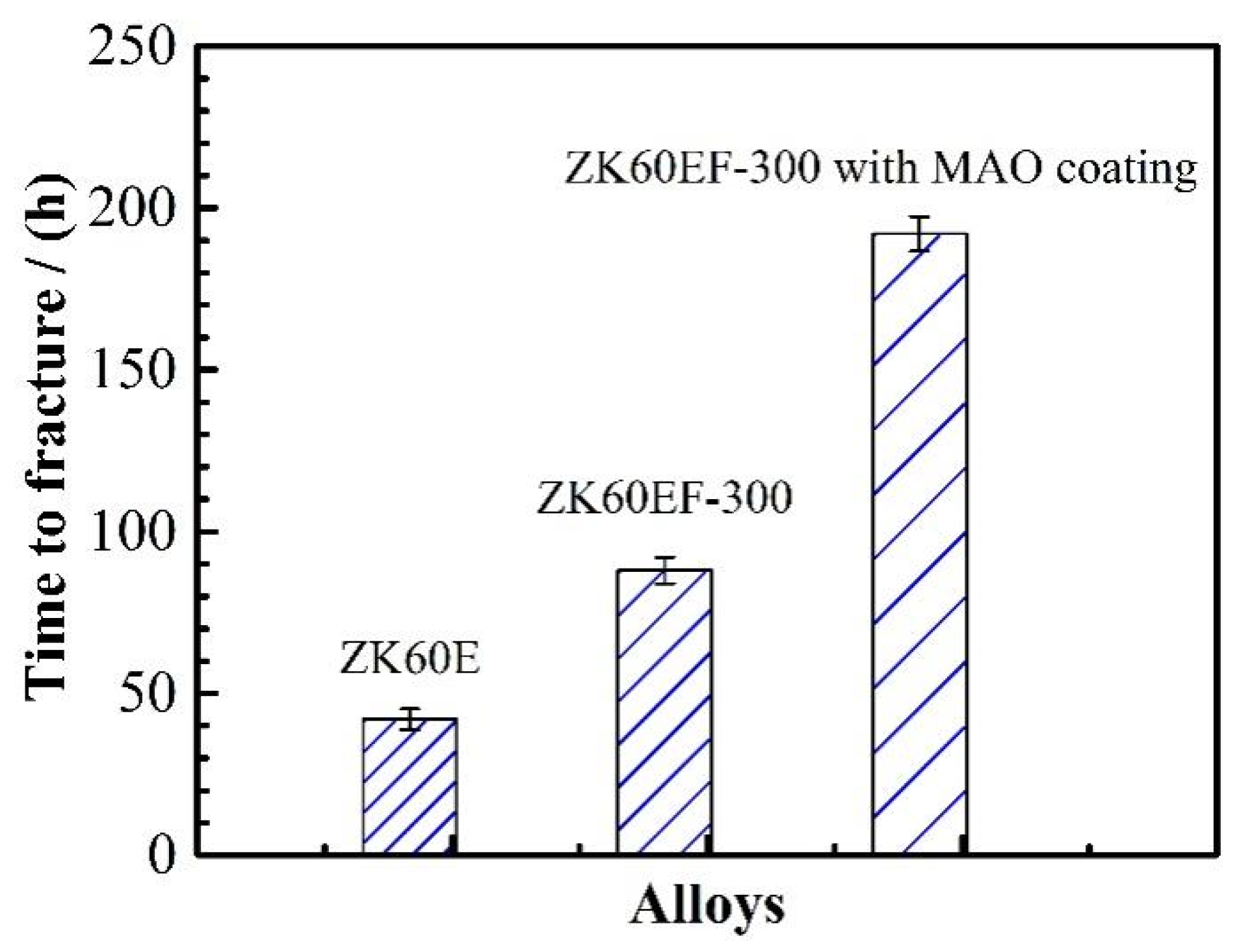
3.4. Stress Corrosion Analysis
4. Discussion
5. Conclusions
- The corrosion performance of ZK60 alloys depended considerably on their microstructure including the grain size and β-phase morphology. It was found that the DRXed grain size increased with increasing forging temperature. The volume fraction of the secondary-phase precipitate β-MgZn2 in the forged material decreased with increasing forging temperatures. At 450 °C, there were no β-MgZn2 precipitates in the ZK60 after the forging. The presence of twins accelerated the corrosion of ZK60 alloy after forging at 250 °C. Corrosion test results showed that the processing of ZK60 extrusion via forging at 300 °C greatly improved its corrosion resistance.
- The MAO coatings provided robust protection of ZK60 series alloys with various processing history as compared to the corresponding uncoated Mg substrates. Similar breakdown time in the salt spray corrosion test was observed for MAO-coated ZK60 wrought Mg alloys with different processing history. Once the MAO coating broke down, the corrosion performances of the coated specimens were determined by the corrosion resistance of the substrate’s alloys.
- The applied tensile stress (80 MPa) accelerated the corrosion process of the ZK60 magnesium alloys, due to the rapture of surface films that formed during corrosion. The MAO coating provided robust corrosion protection of the substrate and significantly inhibited the corrosion and fracture of the ZK60 alloy under the tensile stress.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yang, Y.; Xiong, X.; Chen, J.; Peng, X.; Chen, D.; Pan, F. Research advances in magnesium and magnesium alloys worldwide in 2020. J. Magnes. Alloy. 2021, 9, 705–747. [Google Scholar] [CrossRef]
- Kumar, D.S.; Sasanka, C.T.; Ravindra, K.; Suman, K.N.S. Magnesium and its alloys in automotive applications—A Review. Columbia Int. Publ. 2015, 4, 12–30. [Google Scholar] [CrossRef]
- Jian Pan, Y.G. Sound Package Design for Lightweight Vehicles. SAE Tech. Pap. 2015, 1, 2–3. [Google Scholar] [CrossRef]
- Gryguc, A.; Behravesh, S.B.; Shaha, S.K.; Jahed, H.; Wells, M.; Williams, B.; Su, X. Low-cycle fatigue characterization and texture induced ratcheting behaviour of forged AZ80 Mg alloys. Int. J. Fatigue 2018, 116, 429–438. [Google Scholar] [CrossRef]
- Pahlevanpour, A.H.; Behravesh, S.B.; Adibnazari, S.; Jahed, H. Characterization of anisotropic behaviour of ZK60 extrusion under stress-control condition and notes on fatigue modeling. Int. J. Fatigue 2019, 127, 101–109. [Google Scholar] [CrossRef]
- Chen, J.; Ai, M.; Wang, J.; Han, E.H.; Ke, W. Stress corrosion cracking behaviors of AZ91 magnesium alloy in deicer solutions using constant load. Mater. Sci. Eng. A 2009, 515, 79–84. [Google Scholar] [CrossRef]
- Winzer, N.; Atrens, A.; Dietzel, W.; Song, G.; Kainer, K.U. Evaluation of the delayed hydride cracking mechanism for transgranular stress corrosion cracking of magnesium alloys. Mater. Sci. Eng. A 2007, 466, 18–31. [Google Scholar] [CrossRef] [Green Version]
- Jahed, H.; Roostaei, A.A. Cyclic Plasticity of Metals: Modeling Fundamentals and Applications; Elsevier Series on Plasticity of Materials; Elsevier: Amsterdam, The Netherlands, 2022. [Google Scholar]
- Wang, X.J.; Xu, D.K.; Wu, R.Z.; Chen, X.B.; Peng, Q.M.; Jin, L.; Xin, Y.C.; Zhang, Z.Q.; Liu, Y.; Chen, X.H.; et al. What is going on in magnesium alloys? J. Mater. Sci. Technol. 2018, 34, 245–247. [Google Scholar] [CrossRef]
- Merson, D.; Vasiliev, E.; Markushev, M.; Vinogradov, A. On the corrosion of ZK60 magnesium alloy after severe plastic deformation. Lett. Mater. 2017, 7, 421–427. [Google Scholar] [CrossRef]
- Madaj, M.; Greger, M.; Karas, V. Magnesium-alloy die forging for automotive application. Mater. Technol. 2015, 49, 267–273. [Google Scholar] [CrossRef]
- Merson, E.; Myagkikh, P.; Poluyanov, V.; Merson, D.; Vinogradov, A. On the role of hydrogen in stress corrosion cracking of magnesium and its alloys: Gas-analysis study. Mater. Sci. Eng. A 2019, 748, 337–346. [Google Scholar] [CrossRef]
- Wang, B.J.; Wang, S.D.; Xu, D.K.; Han, E.H. Recent progress in fatigue behavior of Mg alloys in air and aqueous media: A review. J. Mater. Sci. Technol. 2017, 33, 1075–1086. [Google Scholar] [CrossRef]
- Ma, Y.; Han, F.Y.; Liu, C.; Li, M.Z. Microstructure, texture evolution, and mechanical properties of ECAP-processed ZAT522 Magnesium alloy. Acta Metall. Sin. 2020, 33, 233–242. [Google Scholar] [CrossRef] [Green Version]
- Gryguć, A.; Behravesh, S.B.; Shaha, S.K.; Jahed, H.; Wells, M.; Williams, B.; Su, X. Multiaxial cyclic behaviour of extruded and forged AZ80 Mg alloy. Int. J. Fatigue 2019, 127, 324–337. [Google Scholar] [CrossRef]
- Karparvarfard, S.M.H.; Shaha, S.K.; Behravesh, S.B.; Jahed, H.; Williams, B.W. Fatigue Characteristics and modeling of Cast and Cast-Forged ZK60 Magnesium Alloy. Int. J. Fatigue 2018, 118, 282–297. [Google Scholar] [CrossRef]
- Wang, L.; Mostaed, E.; Cao, X.; Huang, G.; Fabrizi, A.; Bonollo, F.; Chi, C.; Vedani, M. Effects of texture and grain size on mechanical properties of AZ80 magnesium alloys at lower temperatures. Mater. Des. 2016, 89, 1–8. [Google Scholar] [CrossRef]
- Zhang, Z.; Huang, Y.; Rani Kasinathan, A.; Imani Shahabad, S.; Ali, U.; Mahmoodkhani, Y.; Toyserkani, E. 3-Dimensional heat transfer modeling for laser powder-bed fusion additive manufacturing with volumetric heat sources based on varied thermal conductivity and absorptivity. Opt. Laser Technol. 2019, 109, 297–312. [Google Scholar] [CrossRef]
- Wang, J.; Pang, X.; Jahed, H. Surface protection of Mg alloys in automotive applications: A review. AIMS Mater. Sci. 2019, 6, 567–600. [Google Scholar] [CrossRef]
- Han, L.; Zhang, Z.; Dai, J.; Li, X.; Bai, J.; Huang, Z.; Guo, C.; Xue, F.; Chu, C. The influence of alternating cyclic dynamic loads with different low frequencies on the bio-corrosion behaviors of AZ31B magnesium alloy in vitro. Bioact. Mater. 2022, 7, 263–274. [Google Scholar] [CrossRef]
- Xu, B.; Sun, J.; Han, J.; Yang, Z.; Zhou, H.; Xiao, L.; Xu, S.; Han, Y.; Ma, A.; Wu, G. Effect of hierarchical precipitates on corrosion behavior of fine-grain magnesium-gadolinium-silver alloy. Corros. Sci. 2022, 194, 109924. [Google Scholar] [CrossRef]
- Merson, E.; Poluyanov, V.; Myagkikh, P.; Merson, D.; Vinogradov, A. Inhibiting stress corrosion cracking by removing corrosion products from the Mg-Zn-Zr alloy pre-exposed to corrosion solutions. Acta Mater. 2021, 205, 116570. [Google Scholar] [CrossRef]
- Khalaj, G. Artificial neural network to predict the effects of coating parameters on layer thickness of chromium carbonitride coating on pre-nitrided steels. Neural Comput. Appl. 2013, 23, 779–786. [Google Scholar] [CrossRef]
- Vladimirov, B.V.; Krit, B.L.; Lyudin, V.B.; Morozova, N.V.; Rossiiskaya, A.D.; Suminov, I.V.; Epel’feld, A.V. Microarc oxidation of magnesium alloys: A review. Surf. Eng. Appl. Electrochem. 2014, 50, 195–232. [Google Scholar] [CrossRef]
- Khalaj, G.; Pouraliakbar, H. Computer-aided modeling for predicting layer thickness of a duplex treated ceramic coating on tool steels. Ceram. Int. 2014, 40, 5515–5522. [Google Scholar] [CrossRef]
- Jiang, B.L.; Ge, Y.F. Micro-Arc Oxidation (MAO) to Improve the Corrosion Resistance of Magnesium (Mg) Alloys; Woodhead Publishing: Sawston, UK, 2013; ISBN 9780857098962. [Google Scholar]
- Wang, Z.; Chen, G.; Chen, L.; Xu, L.; Lu, S. Degradation behavior of micro-arc oxidized ZK60 magnesium alloy in a simulated body fluid. Metals 2018, 8, 724. [Google Scholar] [CrossRef] [Green Version]
- Ezhilselvi, V.; Nithin, J.; Balaraju, J.N.; Subramanian, S. The influence of current density on the morphology and corrosion properties of MAO coatings on AZ31B magnesium alloy. Surf. Coat. Technol. 2016, 288, 221–229. [Google Scholar] [CrossRef]
- Cakmak, E.; Tekin, K.C.; Malayoglu, U.; Shrestha, S. The effect of substrate composition on the electrochemical and mechanical properties of PEO coatings on Mg alloys. Surf. Coat. Technol. 2010, 204, 1305–1313. [Google Scholar] [CrossRef]
- Gao, Y.; Wang, L.; Li, L.; Gu, X.; Zhang, K.; Xia, J.; Fan, Y. Effect of stress on corrosion of high-purity magnesium in vitro and in vivo. Acta Biomater. 2019, 83, 477–486. [Google Scholar] [CrossRef]
- Morri, A.; Ceschini, L.; Martini, C.; Bernardi, A. Influence of plasma electrolytic oxidation on fatigue behaviour of ZK60A-T5 magnesium alloy. Coatings 2020, 10, 1180. [Google Scholar] [CrossRef]
- He, X.; Liang, H.; Yan, Z.; Bai, R. Stress corrosion cracking behavior of micro-arc oxidized AZ31 alloy. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2020, 234, 1640–1652. [Google Scholar] [CrossRef]
- ASTM B91-17; Standard Specification for Magnesium-Alloy Forgings. ASTM: West Conshohocken, PA, USA, 2017. [CrossRef]
- ASTM E340-15; Standard Method for Macro-Etching Metals and Alloys1. ASTM: West Conshohocken, PA, USA, 2002. [CrossRef]
- Xue, Y.; Pang, X.; Jiang, B.; Jahed, H.; Wang, D. Characterization of the corrosion performances of as-cast Mg–Al and Mg–Zn magnesium alloys with microarc oxidation coatings. Mater. Corros. 2020, 71, 992–1006. [Google Scholar] [CrossRef]
- Karparvarfard, S.M.H.; Shaha, S.K.; Behravesh, S.B.; Jahed, H.; Williams, B.W. Microstructure, texture and mechanical behavior characterization of hot forged cast ZK60 magnesium alloy. J. Mater. Sci. Technol. 2017, 33, 907–918. [Google Scholar] [CrossRef]
- Hadadzadeh, A.; Wells, M.A.; Kumar, S.; Jahed, H.; Williams, B.W. Role of compression direction on recrystallization behavior and texture evolution during hot deformation of extruded ZK60 magnesium alloy. J. Alloys Compd. 2017, 702, 274–289. [Google Scholar] [CrossRef]
- Jamali, A.; Ma, A.; LLorca, J. Influence of grain size and grain boundary misorientation on the fatigue crack initiation mechanisms of textured AZ31 Mg alloy. Scr. Mater. 2022, 207, 114304. [Google Scholar] [CrossRef]
- Wang, S.D.; Xu, D.K.; Chen, X.B.; Han, E.H.; Dong, C. Effect of heat treatment on the corrosion resistance and mechanical properties of an as-forged Mg-Zn-Y-Zr alloy. Corros. Sci. 2015, 92, 228–236. [Google Scholar] [CrossRef]
- Gao, X.; Nie, J.F. Structure and thermal stability of primary intermetallic particles in an Mg-Zn casting alloy. Scr. Mater. 2007, 57, 655–658. [Google Scholar] [CrossRef]
- Barnett, M.R.; Keshavarz, Z.; Beer, A.G.; Atwell, D. Influence of grain size on the compressive deformation of wrought Mg-3Al-1Zn. Acta Mater. 2004, 52, 5093–5103. [Google Scholar] [CrossRef]
- Wang, B.J.; Xu, D.K.; Dong, J.H.; Ke, W. Effect of the crystallographic orientation and twinning on the corrosion resistance of an as-extruded Mg-3Al-1Zn (wt.%) bar. Scr. Mater. 2014, 88, 5–8. [Google Scholar] [CrossRef]
- Song, G.L.; Xu, Z. Effect of microstructure evolution on corrosion of different crystal surfaces of AZ31 Mg alloy in a chloride containing solution. Corros. Sci. 2012, 54, 97–105. [Google Scholar] [CrossRef]
- Xue, Y.; Pang, X.; Jiang, B.; Jahed, H. Corrosion and corrosion fatigue performances of micro-arc oxidation coating on AZ31B cast magnesium alloy. Mater. Corros. 2019, 70, 268–280. [Google Scholar] [CrossRef]
- Liu, H.; Cao, F.; Song, G.L.; Zheng, D.; Shi, Z.; Dargusch, M.S.; Atrens, A. Review of the atmospheric corrosion of magnesium alloys. J. Mater. Sci. Technol. 2019, 35, 2003–2016. [Google Scholar] [CrossRef]
- Yoon, J.; Lee, S. Warm forging of magnesium AZ80 alloy for the control arm in an automobile. J. Automob. Eng. 2015, 229, 1732–1738. [Google Scholar] [CrossRef]
- Dubey, D.; Kadali, K.; Panda, S.S.; Kumar, A.; Jain, J.; Mondal, K.; Singh, S.S. Comparative study on the stress corrosion cracking susceptibility of AZ80 and AZ31 magnesium alloys. Mater. Sci. Eng. A 2020, 792, 139793. [Google Scholar] [CrossRef]
- Merson, E.; Poluyanov, V.; Myagkikh, P.; Merson, D.; Vinogradov, A. Fractographic features of technically pure magnesium, AZ31 and ZK60 alloys subjected to stress corrosion cracking. Mater. Sci. Eng. A 2020, 772, 138744. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | Mass Loss (mg/cm2) | Alloys | Mass Loss (mg/cm2) |
|---|---|---|---|
| ZK60C | 129.3 | MAO-coated ZK60C | 9.4 |
| ZK60E | 55.2 | MAO-coated ZK60E | 3.8 |
| ZK60EF-250 | 107.2 | MAO-coated ZK60EF-250 | 7.6 |
| ZK60EF-300 | 52.1 | MAO-coated ZK60EF-300 | 3.3 |
| ZK60EF-450 | 98.2 | MAO-coated ZK60EF-450 | 7.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xue, Y.; Pang, X.; Karparvarfard, S.M.H.; Jahed, H.; Luo, S.; Shen, Y. Corrosion Protection of ZK60 Wrought Magnesium Alloys by Micro-Arc Oxidation. Metals 2022, 12, 449. https://doi.org/10.3390/met12030449
Xue Y, Pang X, Karparvarfard SMH, Jahed H, Luo S, Shen Y. Corrosion Protection of ZK60 Wrought Magnesium Alloys by Micro-Arc Oxidation. Metals. 2022; 12(3):449. https://doi.org/10.3390/met12030449
Chicago/Turabian StyleXue, Yuna, Xin Pang, Seyyed Mohamad Hasan Karparvarfard, Hamid Jahed, Sheji Luo, and Yi Shen. 2022. "Corrosion Protection of ZK60 Wrought Magnesium Alloys by Micro-Arc Oxidation" Metals 12, no. 3: 449. https://doi.org/10.3390/met12030449
APA StyleXue, Y., Pang, X., Karparvarfard, S. M. H., Jahed, H., Luo, S., & Shen, Y. (2022). Corrosion Protection of ZK60 Wrought Magnesium Alloys by Micro-Arc Oxidation. Metals, 12(3), 449. https://doi.org/10.3390/met12030449