
Selection of Higher Order Lamb Wave Mode for Assessment of Pipeline Corrosion


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Object under Investigation
3. Selection of Appropriate Mode for Assessment of Pipe Corrosion
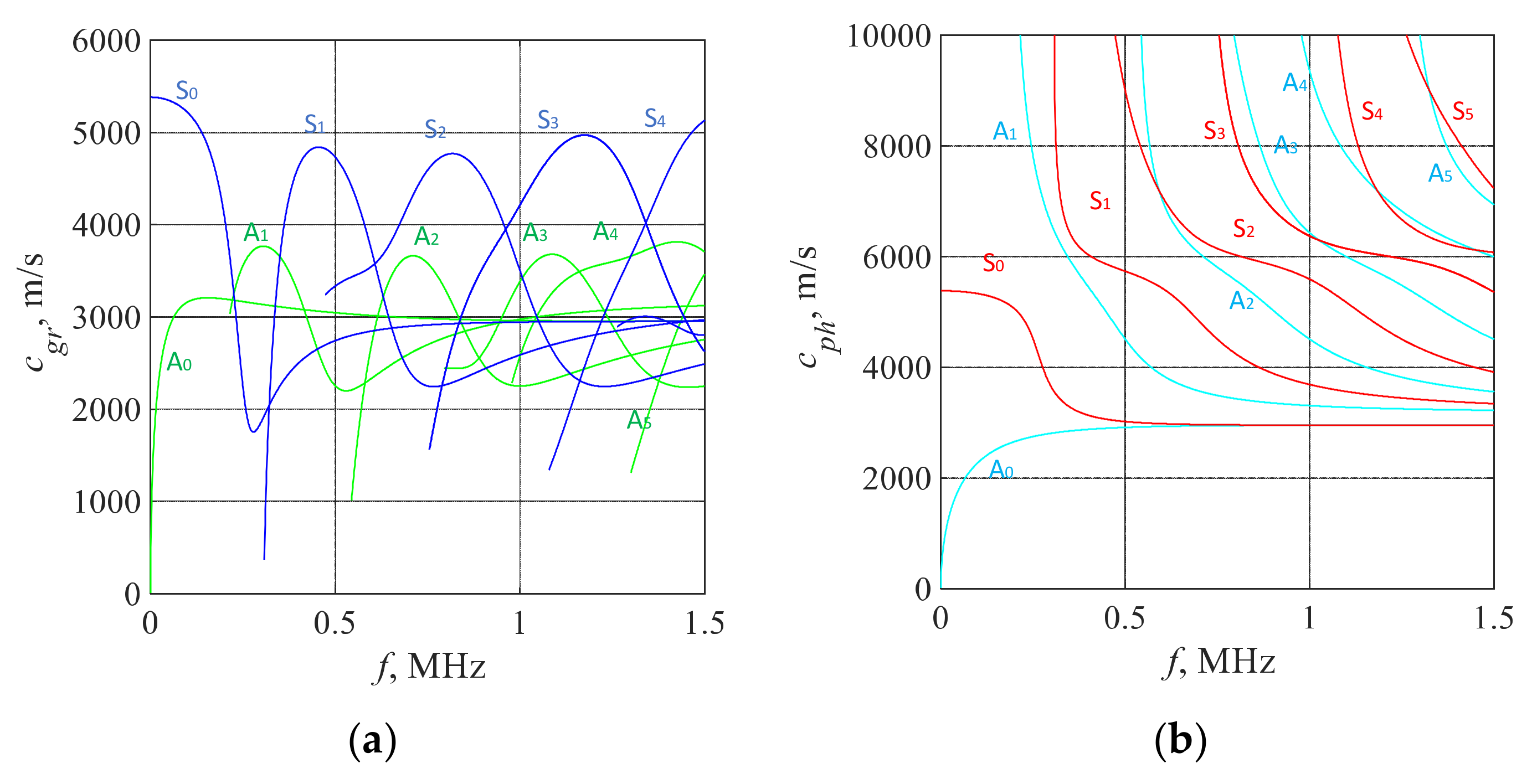
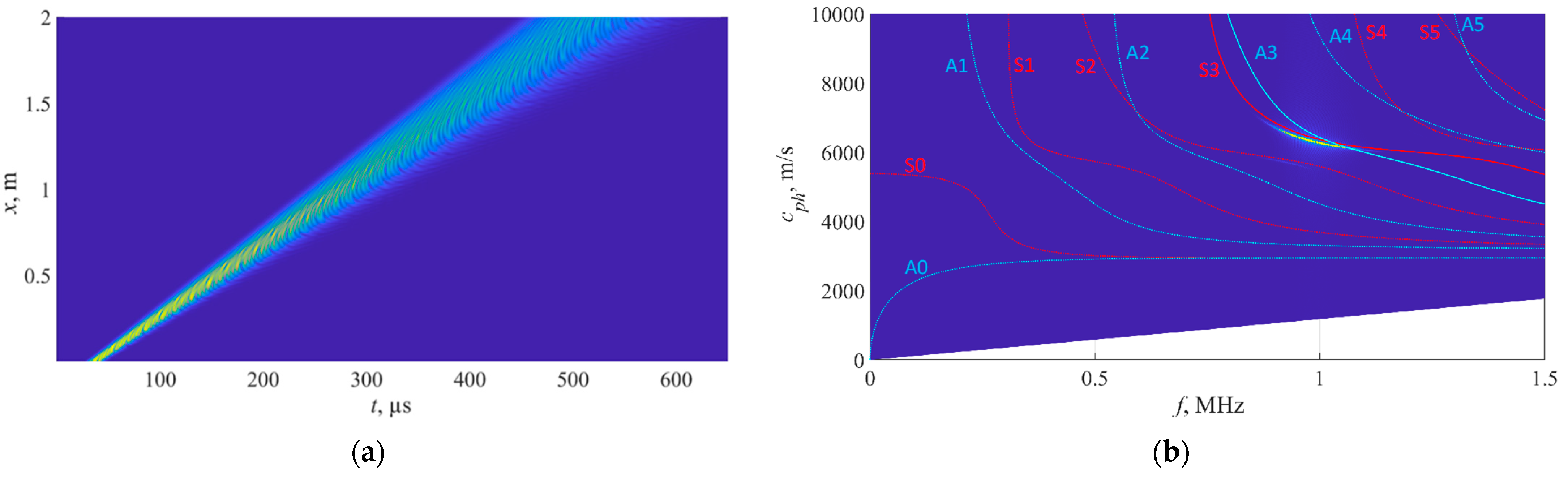
3.1. Dispersion Curves of the Considered Structure
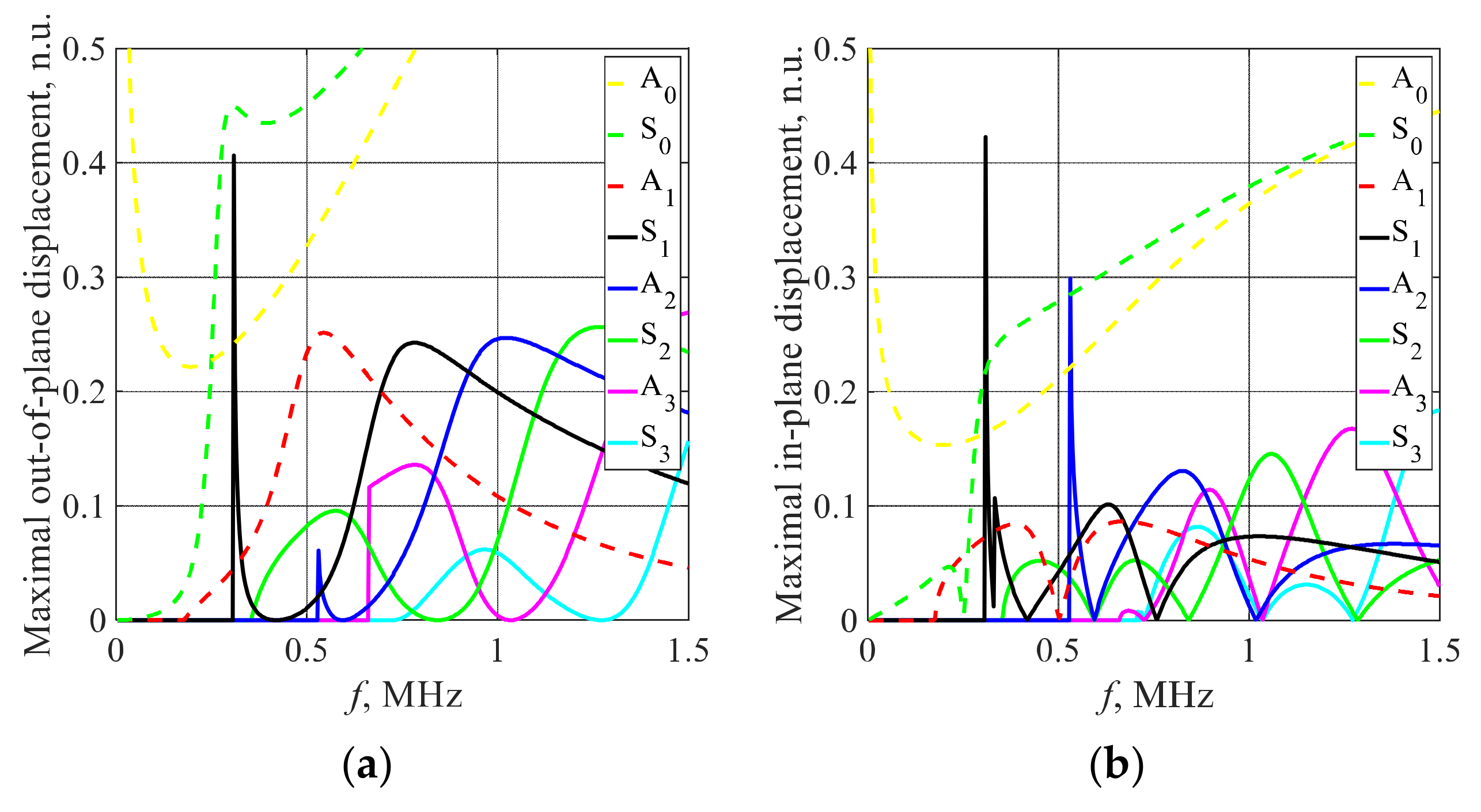
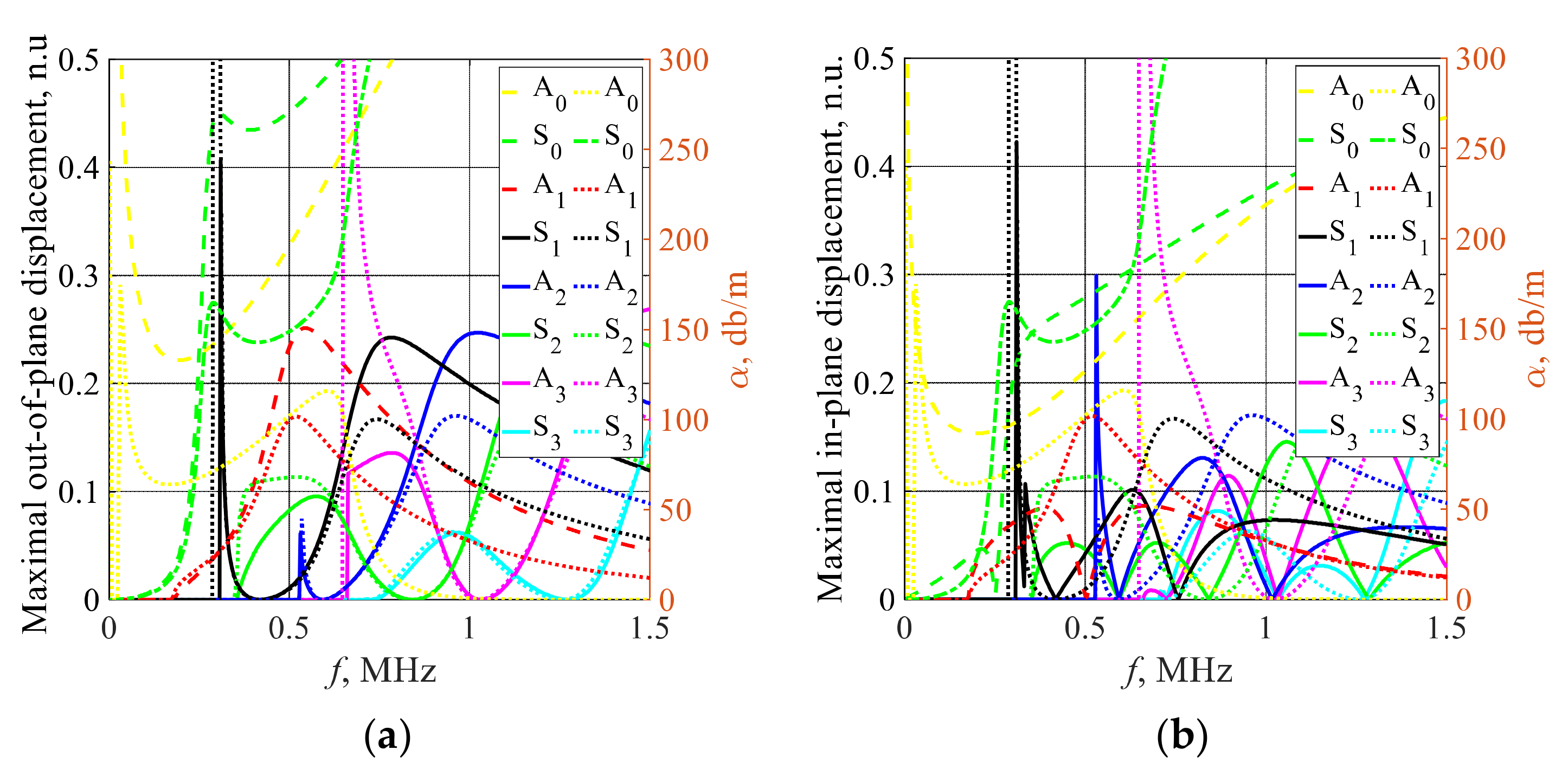
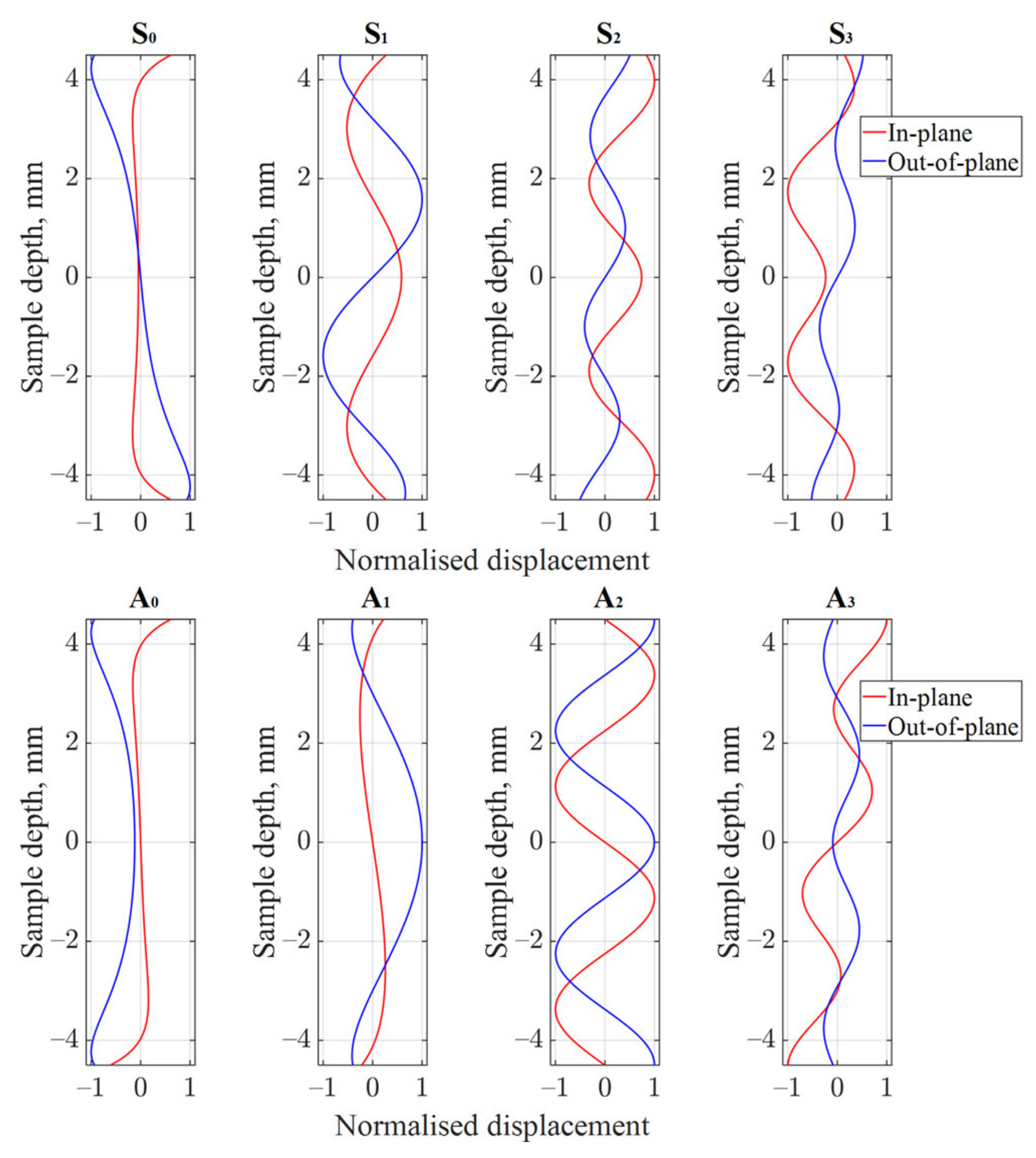
3.2. Leakage Losses and Mode Displacements
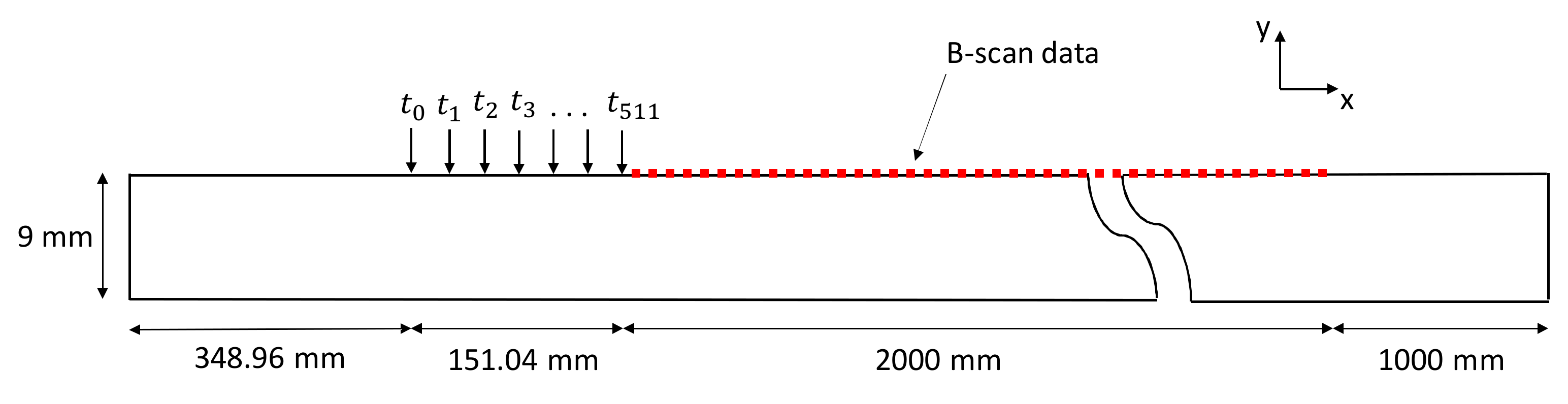
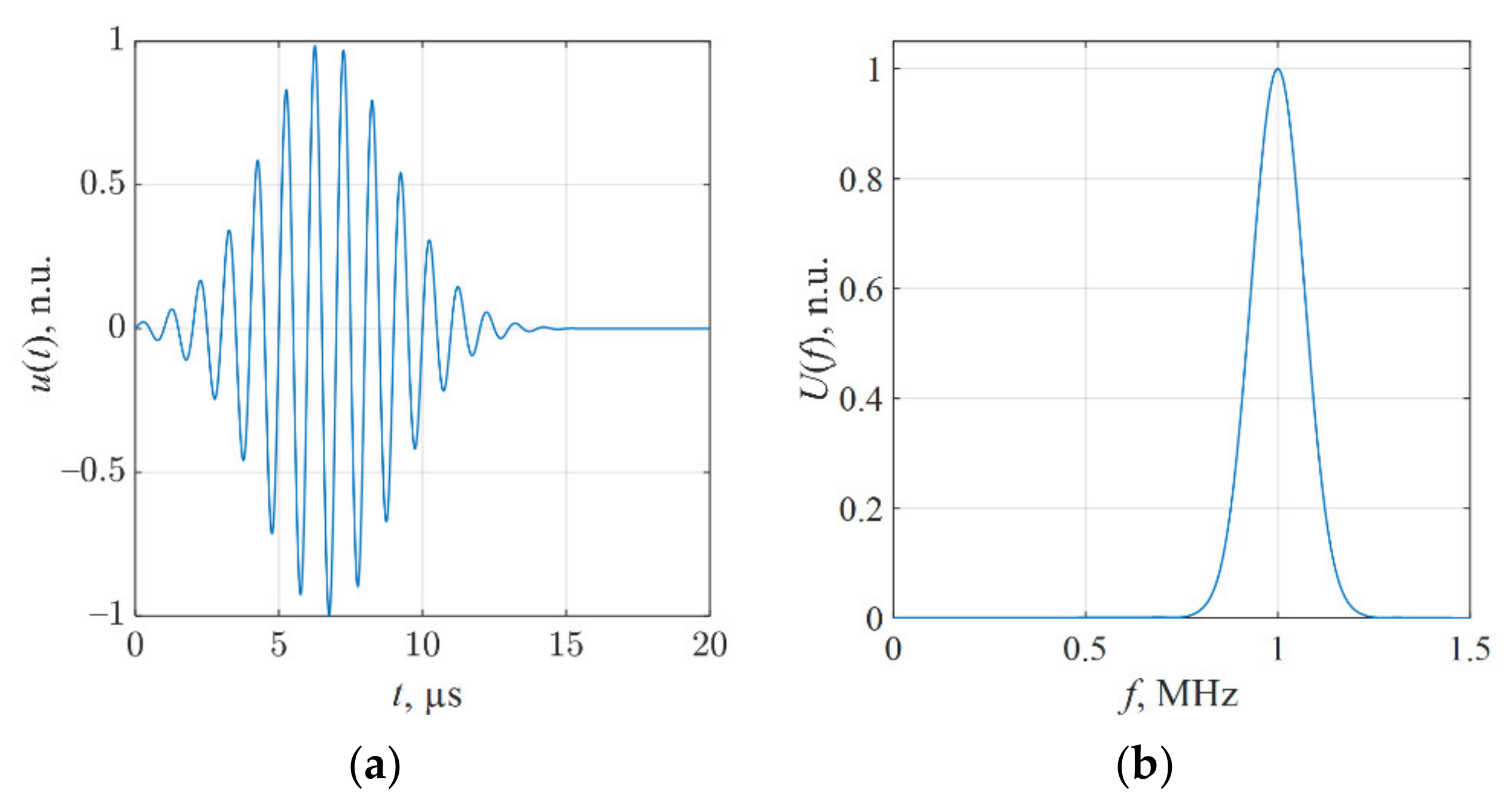
4. The Model for Analysis of S3 Mode Excitation and Propagation
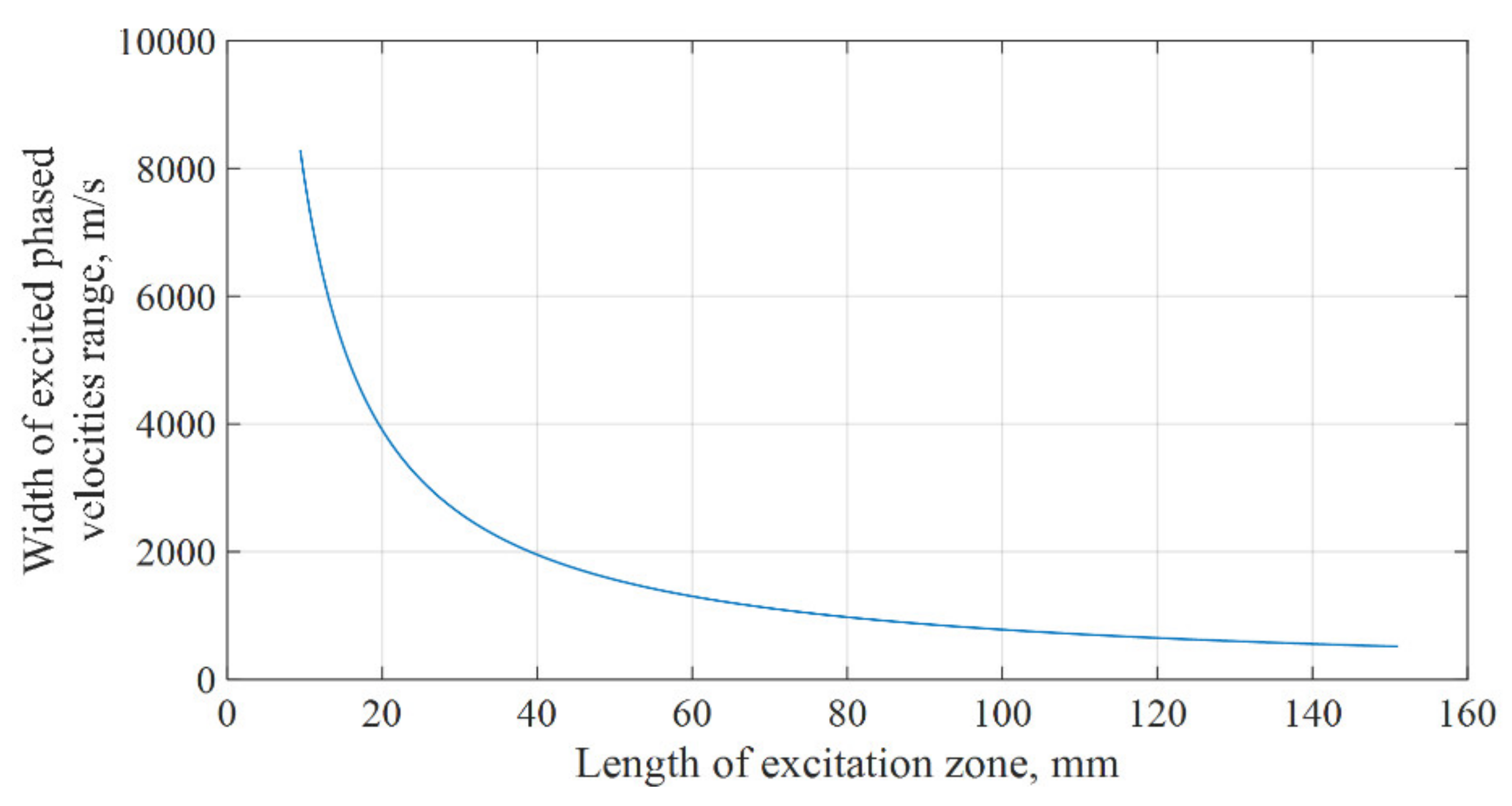
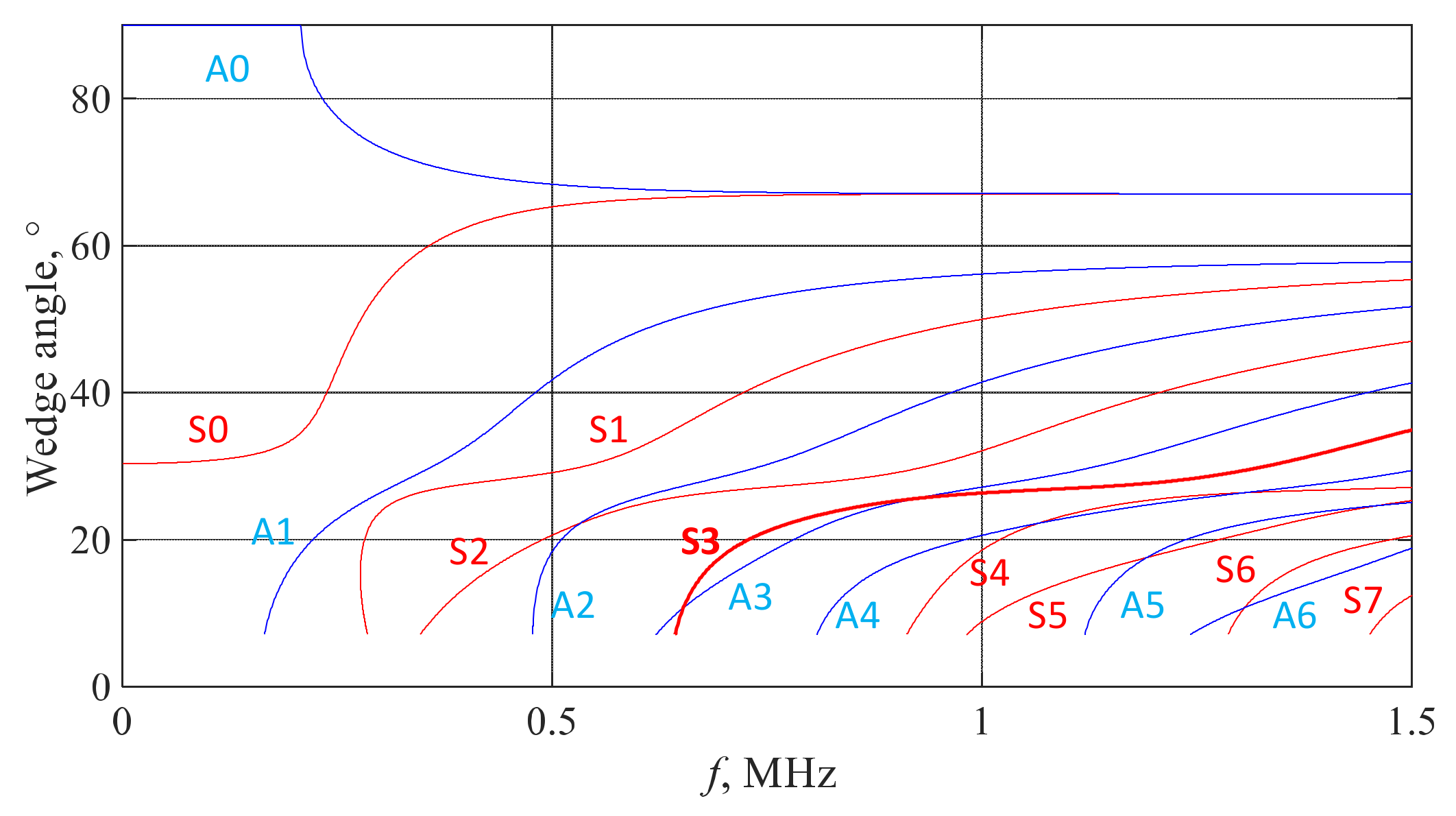
Selective Excitation of S3 Mode
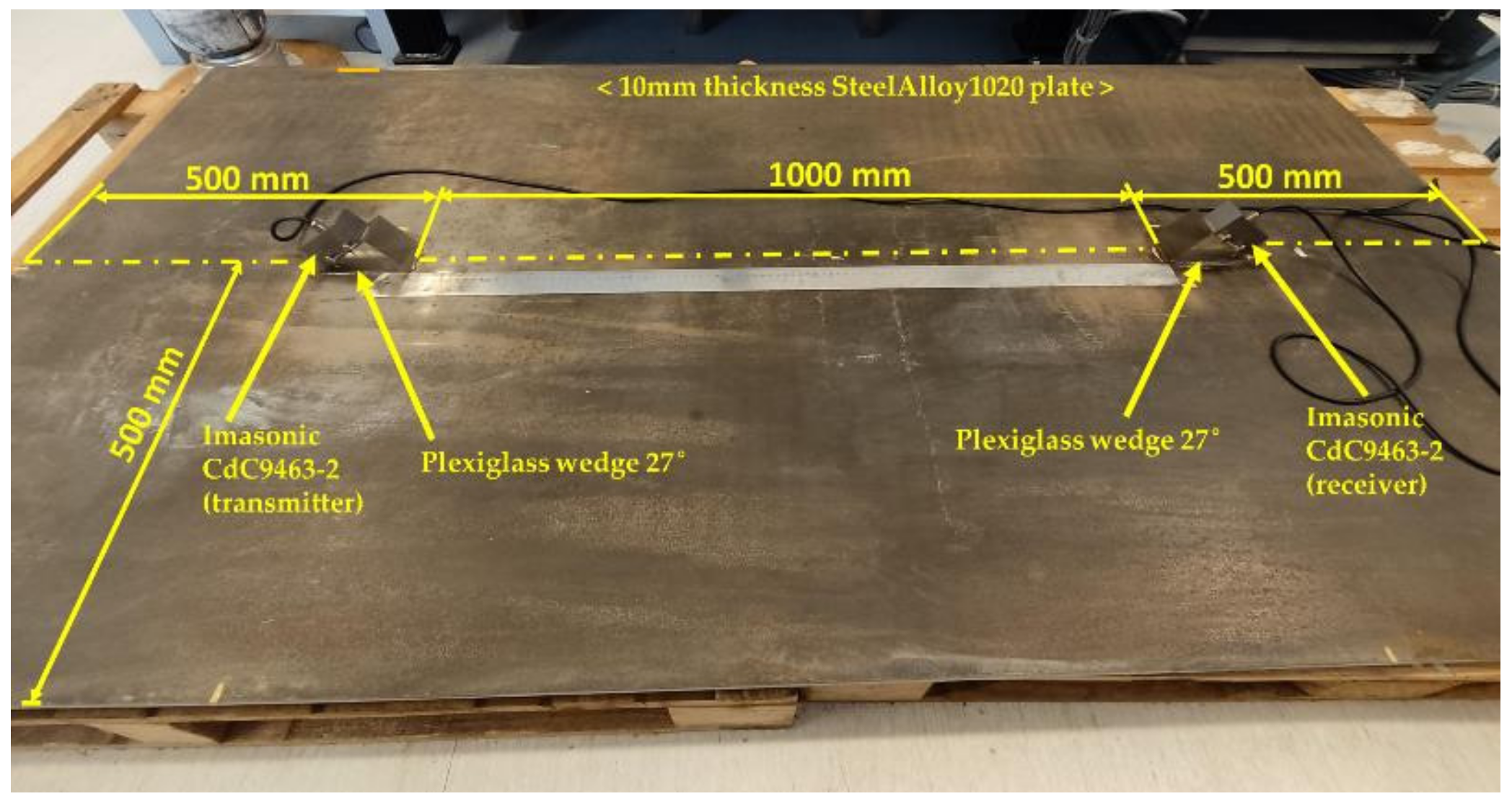
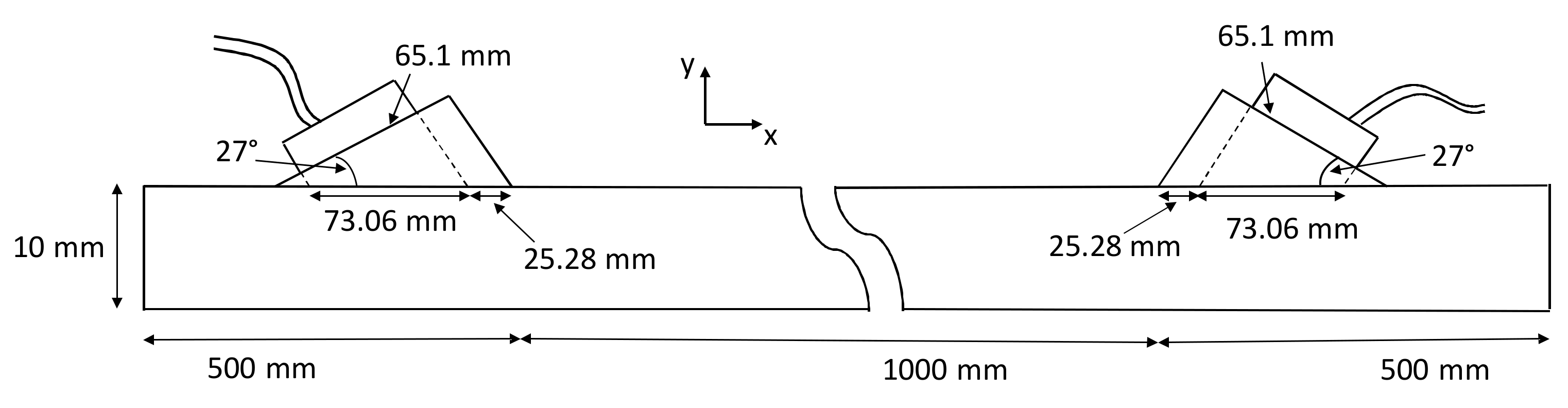
5. Experimental Validation
6. Interaction of S3 Mode with Corrosion Equivalent Defects
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wood, M.; Vetere Arellano, A.L.; Wijk, L. Corrosion-Related Accidents in Petroleum Refineries Lessons Learned from Accidents in EU and OECD Countries; Publications Office of the European Union: Luxembourg, 2013. [Google Scholar] [CrossRef]
- Koch, G. 1—Cost of corrosion. In Trends in Oil and Gas Corrosion Research and Technologies; El-Sherik, A.M., Ed.; Woodhead Publishing: Boston, MA, USA, 2017; pp. 3–30. [Google Scholar] [CrossRef]
- Makhlouf, A.S.H.; Herrera, V.; Muñoz, E. Corrosion and protection of the metallic structures in the petroleum industry due to corrosion and the techniques for protection. In Handbook of Materials Failure Analysis; Makhlouf, A.S.H., Aliofkhazraei, M., Eds.; Butterworth-Heinemann: Oxford, UK, 2018; Chapter 6; pp. 107–122. [Google Scholar] [CrossRef]
- Whillock, G.O.H.; Dunnett, B.F. Intergranular Corrosion of Stainless Steels: A Method to Determine the Long-Term Corrosion Rate of Plate Surfaces from Short-Term Coupon Tests. Corrosion 2003, 59, 274–283. [Google Scholar] [CrossRef]
- Hou, Y.; Aldrich, C.; Lepkova, K.; Machuca, L.L.; Kinsella, B. Monitoring of Carbon Steel Corrosion by use of Electrochemical Noise and Recurrence Quantification Analysis. Corros. Sci. 2016, 112, 63–72. [Google Scholar] [CrossRef] [Green Version]
- Reiber, S.; Ferguson, J.F.; Benjamin, M.M. An Improved Method for Corrosion-Rate Measurement by Weight Loss. J. Am. Water Work. Assoc. 1988, 80, 41–46. [Google Scholar] [CrossRef]
- Honarvar, F.; Salehi, F.; Safavi, V.; Mokhtari, A.; Sinclair, A.N. Ultrasonic Monitoring of Erosion/Corrosion Thinning Rates in Industrial Piping Systems. Ultrasonics 2013, 53, 1251–1258. [Google Scholar] [CrossRef] [PubMed]
- Zou, F.; Cegla, F.B. On Quantitative Corrosion Rate Monitoring with Ultrasound. J. Electroanal. Chem. 2018, 812, 115–121. [Google Scholar] [CrossRef]
- Zou, F.; Cegla, F.B. High Accuracy Ultrasonic Monitoring of Electrochemical Processes. Electrochem. Commun. 2017, 82, 134–138. [Google Scholar] [CrossRef]
- Benstock, D.; Cegla, F.; Stone, M. The Influence of Surface Roughness on Ultrasonic Thickness Measurements. J. Acoust. Soc. Am. 2014, 136, 3028–3039. [Google Scholar] [CrossRef] [Green Version]
- Gajdacsi, A.; Cegla, F. The Effect of Corrosion Induced Surface Morphology Changes on Ultrasonically Monitored Corrosion Rates. Smart Mater. Struct. 2016, 25, 115010. [Google Scholar] [CrossRef] [Green Version]
- Cegla, F.; Gajdacsi, A. Mitigating the Effects of Surface Morphology Changes during Ultrasonic Wall Thickness Monitoring. AIP Conf. Proc. 2016, 1706, 170001. [Google Scholar] [CrossRef] [Green Version]
- Rommetveit, T.; Johansen, T.F.; Johnsen, R. A Combined Approach for High-Resolution Corrosion Monitoring and Temperature Compensation using Ultrasound. IEEE Trans. Instrum. Meas. 2010, 59, 2843–2853. [Google Scholar] [CrossRef]
- Wong, B.; McCann, J.A. McCann. Failure Detection Methods for Pipeline Networks: From Acoustic Sensing to Cyber-Physical Systems. Sensors 2021, 21, 4959. [Google Scholar] [CrossRef]
- Kain, V.; Roychowdhury, S.; Ahmedabadi, P.; Barua, D.K. Flow Accelerated Corrosion: Experience from Examination of Components from Nuclear Power Plants. Eng. Fail. Anal. 2011, 18, 2028–2041. [Google Scholar] [CrossRef]
- Catton, P.; Mudge, P.; Balachandran, W. Advances in Defect Characterisation using Long-Range Ultrasonic Testing of Pipes. Insight 2008, 50, 480–484. [Google Scholar] [CrossRef]
- Fromme, P. Guided Wave Testing. In Handbook of Advanced Non-Destructive Evaluation; Ida, N., Meyendorf, N., Eds.; Springer: Cham, Switzerland, 2018. [Google Scholar]
- Howard, R.; Cegla, F. Detectability of Corrosion Damage with Circumferential Guided Waves in Reflection and Transmission. NDT E Int. 2017, 91, 108–119. [Google Scholar] [CrossRef]
- Howard, R.; Cegla, F. On the Probability of Detecting Wall Thinning Defects with Dispersive Circumferential Guided Waves. NDT E Int. 2017, 86, 73–82. [Google Scholar] [CrossRef]
- Shivaraj, K.; Balasubramaniam, K.; Krishnamurthy, C.V.; Wadhwan, R. Ultrasonic Circumferential Guided Wave for Pitting-Type Corrosion Imaging at Inaccessible Pipe-Support Locations. J. Press. Vessel Technol. 2008, 130, 215021. [Google Scholar] [CrossRef]
- Instanes, G.; Toppe, M.; Lakshminarayan, B.; Nagy, P.B. Corrosion and Erosion Monitoring of Pipes by an Ultrasonic Guided Wave Method. In Advanced Ultrasonic Methods for Material and Structure Inspection; Kundu, T., Ed.; ISTE: London, UK, 2007; pp. 115–157. [Google Scholar] [CrossRef]
- Na, W.; Kundu, T. A Combination of PZT and EMAT Transducers for Interface Inspection. J. Acoust. Soc. Am. 2002, 111, 2128–2139. [Google Scholar] [CrossRef]
- Ostachowicz, W.; Kudela, P.; Krawczuk, M.; Zak, A. Guided Waves in Structures for SHM: The Time-Domain Spectral Element Method; John Wiley & Sons, Ltd.: New York, NY, USA, 2012. [Google Scholar] [CrossRef]
- Liu, S.; Chai, K.; Zhang, C.; Jin, L.; Yang, Q. Electromagnetic Acoustic Detection of Steel Plate Defects Based on High-Energy Pulse Excitation. Appl. Sci. 2020, 10, 5534. [Google Scholar] [CrossRef]
- Khalili, P.; Cawley, P. The Choice of Ultrasonic Inspection Method for the Detection of Corrosion at Inaccessible Locations. NDT E Int. 2018, 99, 80–92. [Google Scholar] [CrossRef]
- Khalili, P.; Cegla, F. Excitation of Single-Mode Shear-Horizontal Guided Waves and Evaluation of their Sensitivity to very Shallow Crack-Like Defects. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2021, 68, 818–828. [Google Scholar] [CrossRef]
- Khalili, P.; Cawley, P. Excitation of Single-Mode Lamb Waves at High-Frequency-Thickness Products. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2016, 63, 303–312. [Google Scholar] [CrossRef] [Green Version]
- Serey, V.; Quaegebeur, N.; Renier, M.; Micheau, P.; Masson, P.; Castaings, M. Selective Generation of Ultrasonic Guided Waves for Damage Detection in Rectangular Bars. Struct. Health Monit. 2021, 20, 1156–1168. [Google Scholar] [CrossRef]
- Park, S.; Joo, Y.; Kim, H.; Kim, S. Selective Generation of Lamb Wave Modes in a Finite-Width Plate by Angle-Beam Excitation Method. Sensors 2020, 20, 3868. [Google Scholar] [CrossRef]
- Jankauskas, A.; Mazeika, L. Ultrasonic Guided Wave Propagation through Welded Lap Joints. Metals 2016, 6, 315. [Google Scholar] [CrossRef] [Green Version]
- Mažeika, L.; Raišutis, R.; Maciulevičius, A.; Žukauskas, E.; Kažys, R.; Seniūnas, G.; Vladišauskas, A. Comparison of several Techniques of Ultrasonic Lamb Waves Velocities Measurements. Ultragarsas 2009, 64, 11–17. [Google Scholar]
- Liu, G.; Qu, J. Guided Circumferential Waves in a Circular Annulus. J. Appl. Mech. 1998, 65, 424–430. [Google Scholar] [CrossRef]
- Khajeh, E.; Breon, L.; Rose, J.L. Guided Wave Propagation in Complex Curved Waveguides I: Method Introduction and Verification. arXiv 2012, arXiv:1208.6290. [Google Scholar]
- Luo, W.; Zhao, X.; Rose, J.L. A Guided Wave Plate Experiment for a Pipe. J. Press. Vessel Technol. 2005, 127, 345–350. [Google Scholar] [CrossRef]
- Veit, G.; Bélanger, P. An Ultrasonic Guided Wave Excitation Method at Constant Phase Velocity using Ultrasonic Phased Array Probes. Ultrasonics 2020, 102, 106039. [Google Scholar] [CrossRef]
- Qi, X.; Zhao, X. Guided Wave Propagation in Solid Structures of Arbitrary Cross-section Coupled to Infinite Media. AIP Conf. Proc. 2010, 1211, 1681–1688. [Google Scholar] [CrossRef]
- Hu, X.; Ng, C.T.; Kotousov, A. Scattering Characteristics of Quasi-Scholte Waves at Blind Holes in Metallic Plates with One Side Exposed to Water. NDT E Int. 2021, 117, 102379. [Google Scholar] [CrossRef]
- Cegla, F.B.; Cawley, P.; Lowe, M.J.S. Material Property Measurement using the Quasi-Scholte mode—A Waveguide Sensor. J. Acoust. Soc. Am. 2005, 117, 1098–1107. [Google Scholar] [CrossRef]
- Sun, Z.; Rocha, B.; Wu, K.; Mrad, N. A Methodological Review of Piezoelectric Based Acoustic Wave Generation and Detection Techniques for Structural Health Monitoring. Int. J. Aerosp. Eng. 2013, 2013, 928627. [Google Scholar] [CrossRef]
- Hakoda, C.; Lissenden, C. Using the Partial Wave Method for Wave Structure Calculation and the Conceptual Interpretation of Elastodynamic Guided Waves. Appl. Sci. 2018, 8, 966. [Google Scholar] [CrossRef] [Green Version]
- Shen, Y.; Giurgiutiu, V. Effective Non-Reflective Boundary for Lamb Waves: Theory, Finite Element Implementation, and Applications. Wave Motion 2015, 58, 22–41. [Google Scholar] [CrossRef] [Green Version]
- Sharma, S.; Mukherjee, A. Damage Detection in Submerged Plates using Ultrasonic Guided Waves. Sadhana 2014, 39, 1009–1034. [Google Scholar] [CrossRef]
- Alleyne, D.; Cawley, P. A Two-Dimensional Fourier Transform Method for the Measurement of Propagating Multimode Signals. J. Acoust. Soc. Am. 1991, 89, 1159–1168. [Google Scholar] [CrossRef]
- Xu, K.; Ta, D.; Wang, W. Dispersion Compensation and Modes Separation of Ultrasonic Guided Waves in Long Cortical Bone. Bone 2010, 47, S456–S457. [Google Scholar] [CrossRef]






















Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cirtautas, D.; Samaitis, V.; Mažeika, L.; Raišutis, R.; Žukauskas, E. Selection of Higher Order Lamb Wave Mode for Assessment of Pipeline Corrosion. Metals 2022, 12, 503. https://doi.org/10.3390/met12030503
Cirtautas D, Samaitis V, Mažeika L, Raišutis R, Žukauskas E. Selection of Higher Order Lamb Wave Mode for Assessment of Pipeline Corrosion. Metals. 2022; 12(3):503. https://doi.org/10.3390/met12030503
Chicago/Turabian StyleCirtautas, Donatas, Vykintas Samaitis, Liudas Mažeika, Renaldas Raišutis, and Egidijus Žukauskas. 2022. "Selection of Higher Order Lamb Wave Mode for Assessment of Pipeline Corrosion" Metals 12, no. 3: 503. https://doi.org/10.3390/met12030503
APA StyleCirtautas, D., Samaitis, V., Mažeika, L., Raišutis, R., & Žukauskas, E. (2022). Selection of Higher Order Lamb Wave Mode for Assessment of Pipeline Corrosion. Metals, 12(3), 503. https://doi.org/10.3390/met12030503