
Study of Surface Temperature Distribution for High-Temperature U75V Rail Steel Plates in Rolling Process by Colorimetry Thermometry




Abstract
:1. Introduction
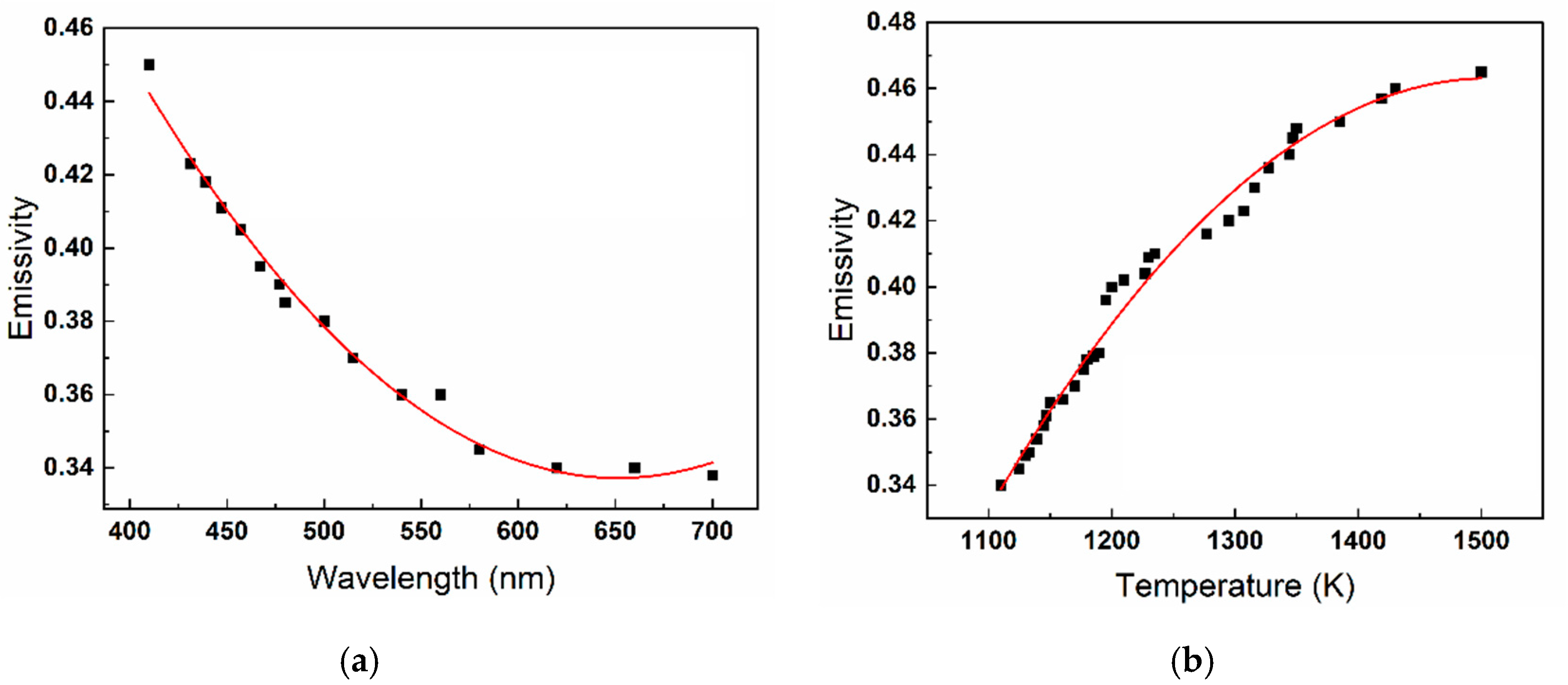
2. Emissivity Calculation Model
3. Theory
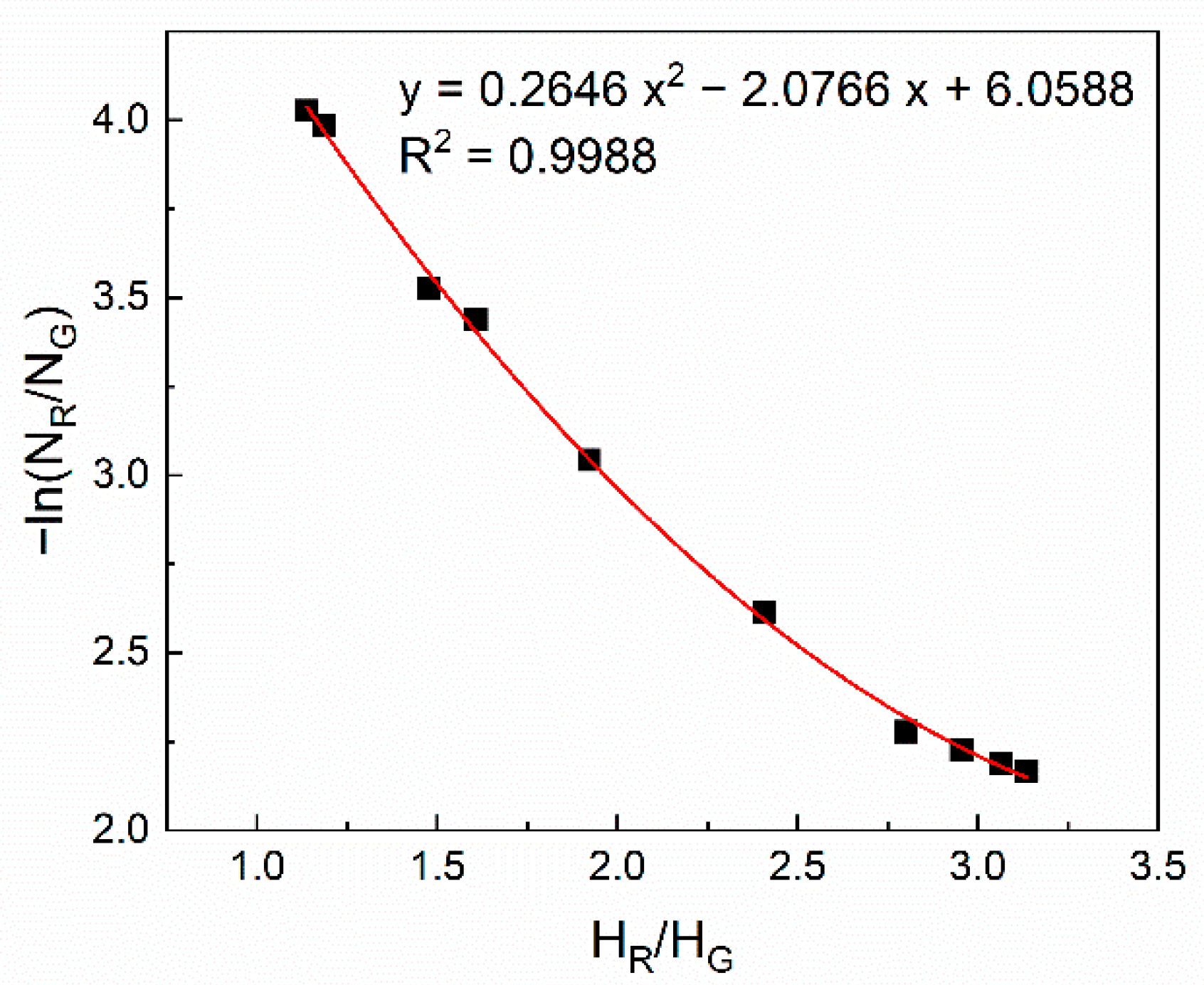
3.1. Temperature Calculation Method
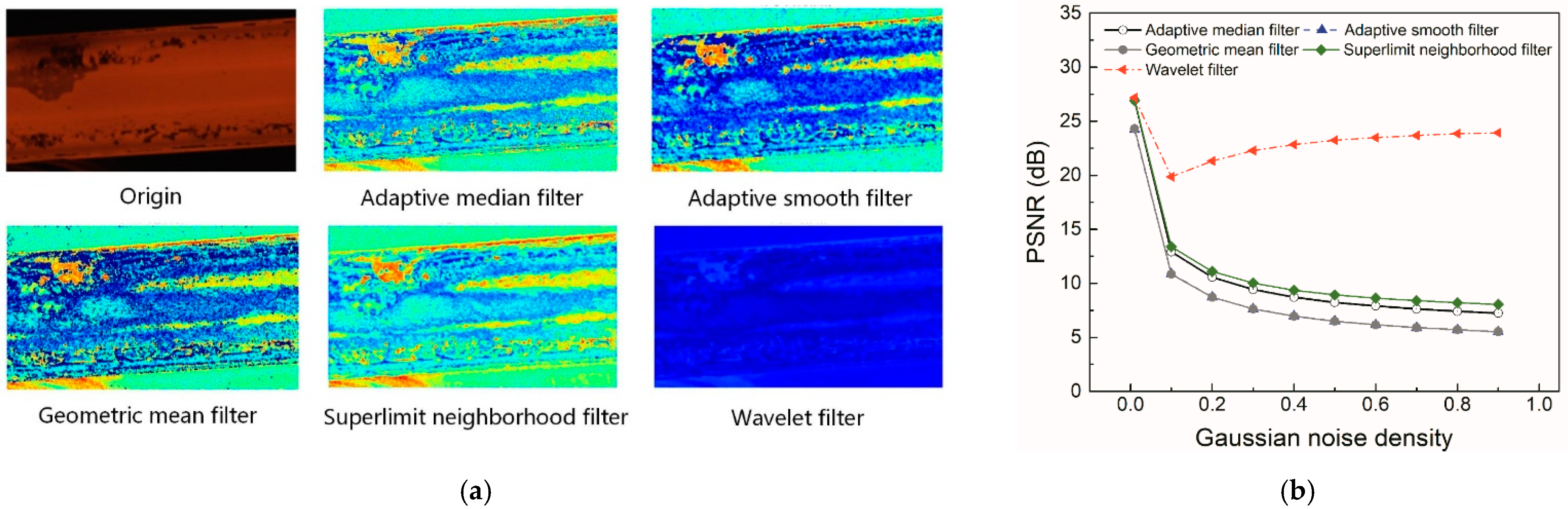
3.2. Noise Filtering Algorithm
4. Experiments
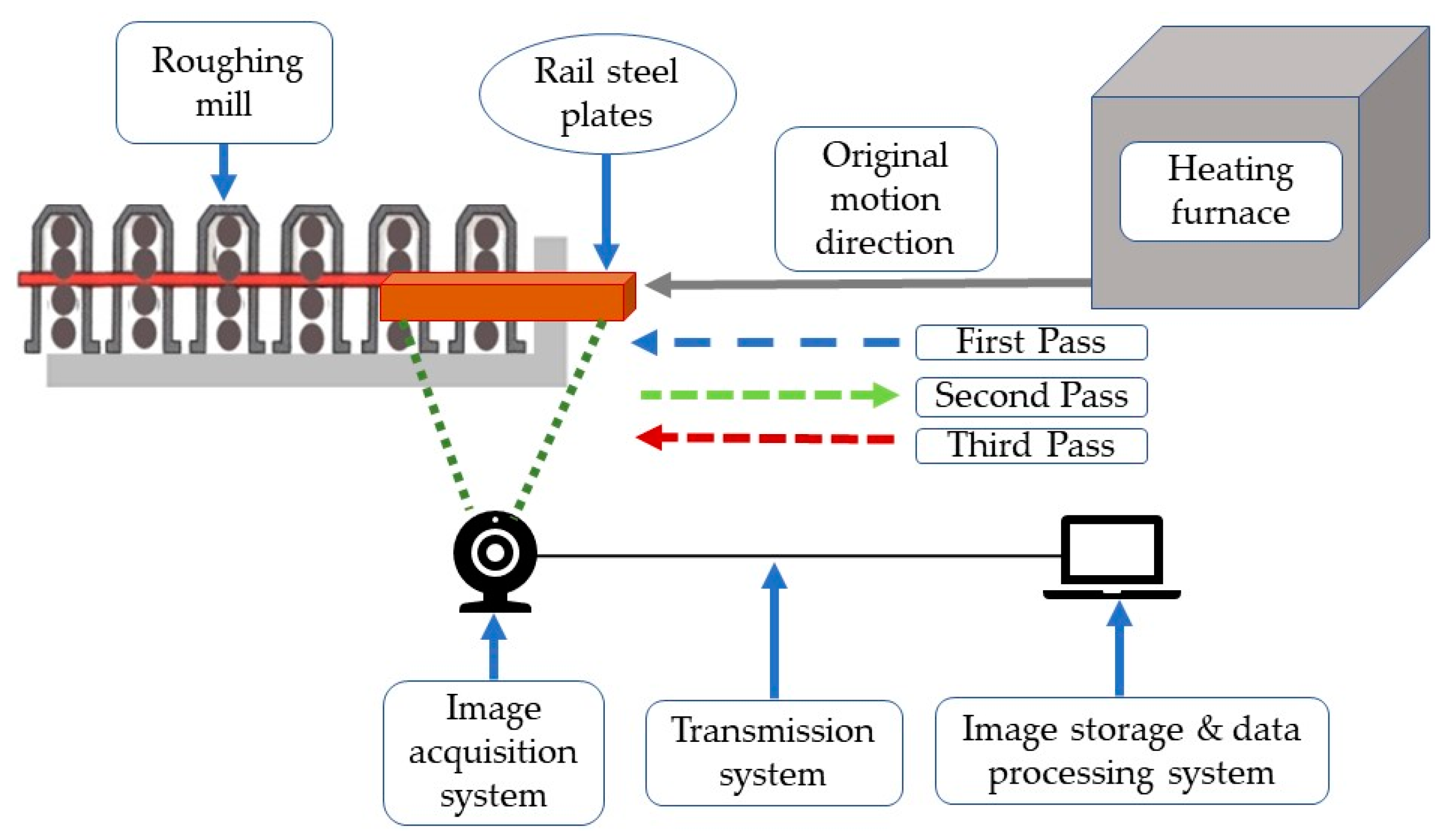
4.1. Digital Imaging System
4.2. Calibration for Digital Imaging System
4.3. Surface Temperature Variation during the Rolling Process
5. Results and Discussion
5.1. Noise Filtering Results
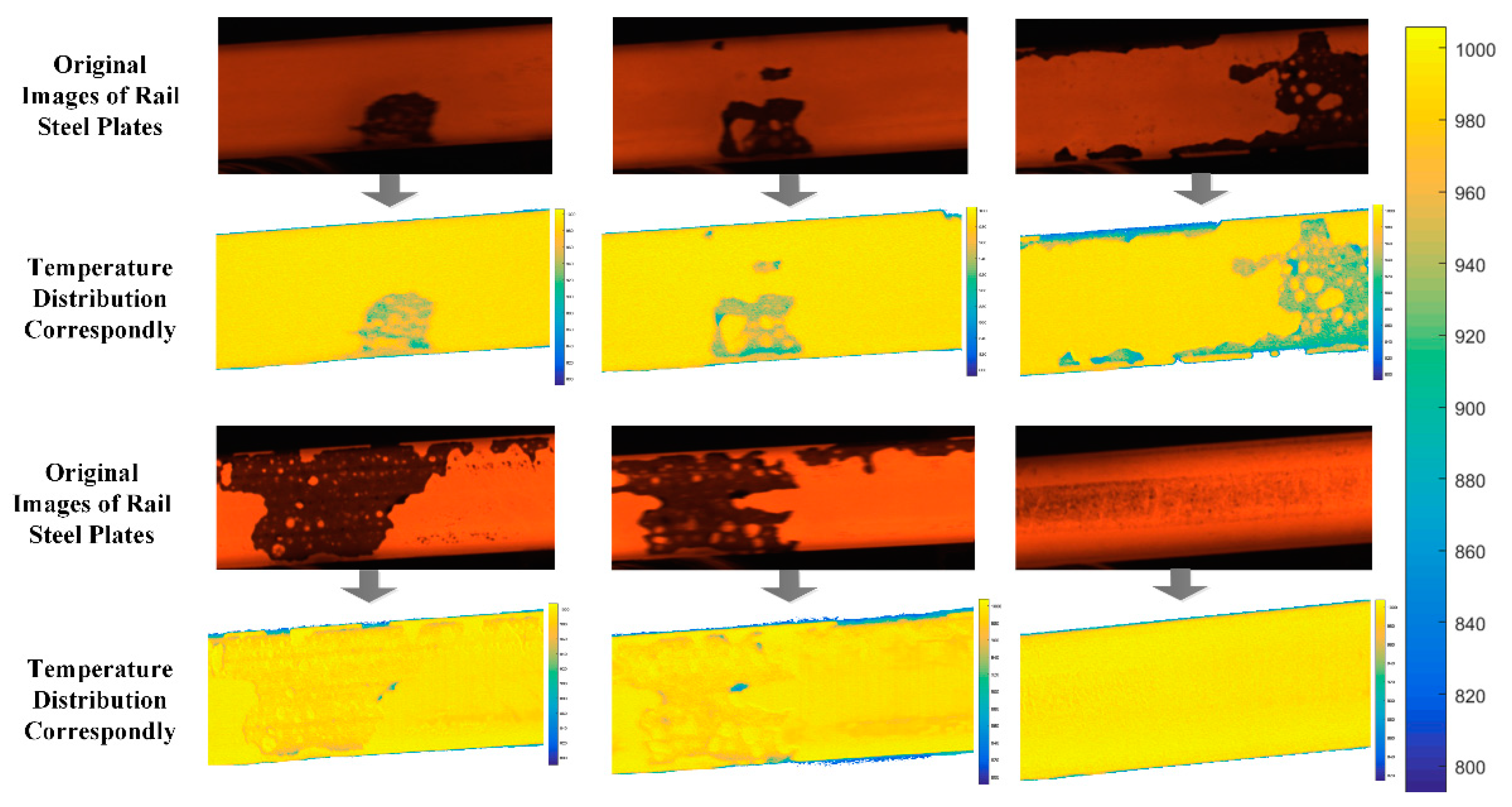
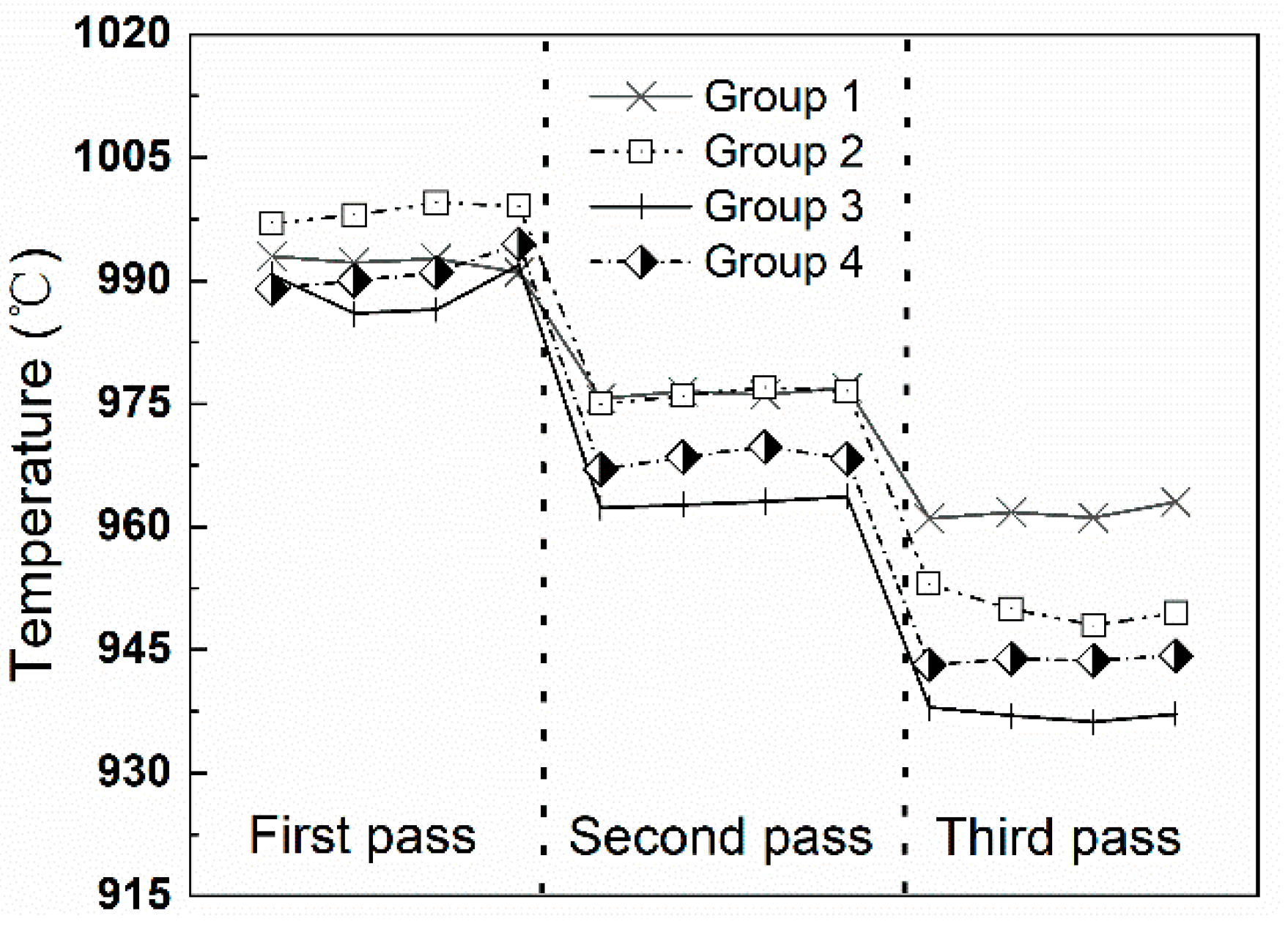
5.2. Temperature Detection Results during Rolling Passes
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Seo, J.; Hur, H.; Kwon, S. Effect of Mechanical Properties of Rail and Wheel on Wear and Rolling Contact Fatigue. Metals 2022, 12, 630. [Google Scholar] [CrossRef]
- Khan, A.R.; Yu, S.; Wang, H.; Jiang, Y. Effect of Cooling Rate on Microstructure and Mechanical Properties in the CGHAZ of Electroslag Welded Pearlitic Rail Steel. Metals 2019, 9, 742. [Google Scholar] [CrossRef] [Green Version]
- Rodríguez-Garrido, R.; Carballar, A.; Vera, J.; González-Aguilar, J.; Altamirano, A.; Loureiro, A.; Pereira, D. High-Temperature Monitoring in Central Receiver Concentrating Solar Power Plants with Femtosecond-Laser Inscribed FBG. Sensors 2021, 21, 3762. [Google Scholar] [CrossRef] [PubMed]
- Jiang, W.; Long, M.; Chen, D.; Ai, S.; Duan, H. Temperature Distribution in the As-Cast Steel Specimen During Gleeble Hot-Tensile Test and Its Effect on High-Temperature Mechanical Properties. Metall. Mater. Trans. B-Process Metall. Mater. Process. Sci. 2021, 52, 1228–1242. [Google Scholar] [CrossRef]
- Monier, R.; Thumerel, F.; Chapuis, J.; Soulié, F.; Bordreuil, C. Liquid metals surface temperature distributions measurements with a two-colour pyrometer. Measurement 2017, 101, 72–80. [Google Scholar] [CrossRef] [Green Version]
- Gosai, M.; Bhavsar, S.N. Experimental Study on Temperature Measurement in Turning Operation of Hardened Steel (EN36). Procedia Technol. 2016, 23, 311–318. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Xie, Z.; Hu, Z.; Zhao, S.; Bai, H. Online Surface Temperature Measurement of Plates in Secondary Cooling Zone End-Piece Based on Data Fusion. IEEE Trans. Instrum. Meas. 2014, 63, 612–619. [Google Scholar] [CrossRef]
- He, Q.; Xie, Z. Molten Steel Level Identification Based on Temperature Distribution Distribution Sensed by a Refractory Bar. IEEE Trans. Instrum. Meas. 2018, 67, 2830–2840. [Google Scholar] [CrossRef]
- Zhang, Y.; Lang, X.; Hu, Z.; Shu, S. Development of a CCD-based pyrometer for surface temperature measurement of casting plates. Meas. Sci. Technol. 2017, 28, 65903. [Google Scholar] [CrossRef]
- Qi, P.Y.; Wang, G.; Gao, Z.; Liu, X.; Liu, W. Measurements of Temperature Distribution for High Temperature Rail steel plates Based on Digital Image Correlation. Materials 2019, 12, 3322. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Chen, D.; Wang, G.; Long, Y.; Luo, J.; Liu, L.; Yang, Q. Measurement technology for material emissivity under high temperature dynamic heating conditions. Measurement 2013, 46, 4023–4031. [Google Scholar] [CrossRef]
- Shi, D.; Zou, F.; Wang, S.; Zhu, Z.; Sun, J. Effect of surface oxidization on the spectral emissivity of steel 304 at the elevated temperature in air. Infrared Phys. Technol. 2014, 66, 6–12. [Google Scholar] [CrossRef]
- Honnerová, P.; Veselý, Z.; Honner, M. Experimental mathematical model as a generalization of sensitivity analysis of high temperature spectral emissivity measurement method. Measurement 2016, 90, 475–482. [Google Scholar] [CrossRef]
- Larciprete, M.C.; Gloy, Y.S.; Li Voti, R.; Cesarini, G.; Leahu, G.; Bertolotti, M.; Sibilia, C. Temperature dependent emissivity of different stainless steel textiles in the infrared range. Int. J. Therm. Sci. 2017, 113, 130–135. [Google Scholar] [CrossRef]
- Taylor, S.; Wright, J.B.; Forrest, E.C.; Jared, B.; Koepke, J.; Beaman, J. Investigating relationship between surface topography and emissivity of metallic additively manufactured parts. Int. Commun. Heat Mass Transf. 2020, 115, 104614. [Google Scholar] [CrossRef]
- Karthick, S.; Prasanna Raj Yadav, S.; Joel, C.; Senthilnathan, K.; Suresh, R.; Muthukumaran, S. A straightforward trail study on analysis of thickness variation of black nickel coating on stainless steel surface for emissivity. Mater. Today Proc. 2021, 37, 129–132. [Google Scholar] [CrossRef]
- Pierre, T.; Krapez, J.; Orlande, H.R.B.; Rodiet, C.; Le Maux, D.; Courtois, M.; Le Masson, P.; Lamien, B. Simultaneous estimation of temperature and emissivity of metals around their melting points by deterministic and Bayesian techniques. Int. J. Heat Mass Transf. 2022, 183, 122077. [Google Scholar] [CrossRef]
- Touloukian, Y.S.; DeWitt, D.P. Thermal Radiative Properties: Metallic Elements and Alloys; Purdue University, Thermophysical Properties Research Center: West Lafayette, IN, USA, 1970. [Google Scholar]
- Mayr-Schmolzer, B.; Wesemann, I.; Trober, R.; O’Sullivan, M.; Kestler, H.; Sigl, L. A method for measuring the high temperature emittance of refractory metal surfaces. Int. J. Refract. Met. Hard Mater. 2018, 73, 7–12. [Google Scholar] [CrossRef]
- Xing, W.; Shi, D.; Sun, J.; Zhu, Z. Emissivity model of steel 430 during the growth of oxide layer at 800–1100 K and 1.5 μm. Infrared Phys. Technol. 2018, 88, 23–31. [Google Scholar] [CrossRef]
- Ham, S.H.; Carteret, C.; Angulo, J.; Fricout, G. Relation between emissivity evolution during annealing and selective oxidation of TRIP steel. Corros. Sci. 2018, 132, 185–193. [Google Scholar] [CrossRef]
- Suleiman, F.K.; Lin, K.; Daun, K.J. Development of a multivariate spectral emissivity model for an advanced high strength steel alloy through factorial design-of-experiments. J. Quant. Spectrosc. Radiat. Transf. 2021, 271, 107693. [Google Scholar] [CrossRef]
- Li, J.; Huang, Y.; Fu, L.; Fu, T.; Zhang, J. Measurements of spectral emissivity, reflectance and transmittance at high temperatures using laser heating and auxiliary light source. Int. J. Heat Mass Transf. 2022, 183, 122092. [Google Scholar] [CrossRef]
- Wang, P.; Xie, Z.; Hu, Z. Study on the Multi-wavelength Emissivity of GCr15 Steel and its Application on Temperature Measurement for Plates. Int. J. Thermophys. 2016, 37, 129. [Google Scholar] [CrossRef]
- Fu, T.; Xiong, Y.; Liu, J.; Shi, C. Measurements of Temperature and Emissivity Distributions on a High-Temperature Surface Using an Auxiliary Light Source Method. J. Heat Transf.-Trans. ASME 2019, 141, 082702. [Google Scholar] [CrossRef]
- Zhang, Y.; Lu, F.; Wang, W.; Shu, S.; Dong, J.; Tao, X. Noise characterization and compensation for a charge-coupled-device-based pyrometer. Rev. Sci. Instrum. 2021, 92, 054902. [Google Scholar] [CrossRef]
- Liu, H.; Ge, J.; Song, W.; Lan, J. Interference Platee Noise Reduction of CMOS Sensor-Based Digital Holographic Measurement System. IEEE Photonics J. 2021, 13, 1–18. [Google Scholar]
- Volgyesi, L.; Toth, G. Calibration of CCD sensors mounted on geodetic measuring systems. Surv. Rev. 2021, 53, 136–145. [Google Scholar] [CrossRef]
- Zhang, F.; Sun, X.; Xing, J. Research of Multi Points and Multi Spectral Calibration in Two-Dimensional Temperature Distribution Reconstruction Based on CCD. Spectrosc. Spectr. Anal. 2017, 37, 2283–2287. [Google Scholar]
- Zhou, D.; Xu, K.; Bai, J.; He, D. On-line detecting the tuyere coke size and temperature distribution of raceway zone in a working blast furnace. Fuel 2022, 316, 123349. [Google Scholar] [CrossRef]
- Montoya-Rangel, M.; Garza-Montes De Oca, N.; Gaona-Tiburcio, C.; Colás, R.; Cabral-Miramontes, J.; Nieves-Mendoza, D.; Maldonado-Bandala, E.; Chacón-Nava, J.; Almeraya-Calderón, F. Electrochemical Noise Measurements of Advanced High-Strength Steels in Different Solutions. Metals 2020, 10, 1232. [Google Scholar] [CrossRef]
- Draper, T.; Zeltner, D.; Tree, D.; Xue, Y.; Tsiava, R. Two-dimensional flame temperature and emissivity measurements of pulverized oxy-coal flames. Appl. Energy 2012, 95, 38–44. [Google Scholar] [CrossRef]
- González-Cencerrado, A.; Peña, B.; Gil, A. Coal flame characterization by means of digital image processing in a semi-industrial scale PF swirl burner. Appl. Energy 2012, 94, 375–384. [Google Scholar] [CrossRef]
- Zhou, D.; Cheng, S. Measurement study of the PCI process on the temperature distribution in raceway zone of blast furnace by using digital imaging techniques. Energy 2019, 174, 814–822. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wavelength/nm | Temperature/K | Calculated Emissivity | Measured Emissivity | Relative Error/% |
|---|---|---|---|---|
| 560 | 1147 | 0.3618 | 0.36 | 0.51 |
| 700 | 1700 | 0.4046 | 0.4098 | 1.21 |
| Plate | Compositions/% | |||||
|---|---|---|---|---|---|---|
| C | Si | Mn | S | P | V | |
| U75V | 0.75 | 0.67 | 0.95 | 0.025 | 0.017 | 0.095 |
| Setting Temperature/T °C | Calculated Temperature/TC °C | Error γ/% |
|---|---|---|
| 800 | 802.151 | 0.27 |
| 850 | 844.609 | 0.63 |
| 900 | 902.337 | 0.26 |
| 950 | 957.835 | 0.82 |
| 1000 | 1002.013 | 0.20 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, D.; Gao, F.; Wang, J.; Xu, K. Study of Surface Temperature Distribution for High-Temperature U75V Rail Steel Plates in Rolling Process by Colorimetry Thermometry. Metals 2022, 12, 860. https://doi.org/10.3390/met12050860
Zhou D, Gao F, Wang J, Xu K. Study of Surface Temperature Distribution for High-Temperature U75V Rail Steel Plates in Rolling Process by Colorimetry Thermometry. Metals. 2022; 12(5):860. https://doi.org/10.3390/met12050860
Chicago/Turabian StyleZhou, Dongdong, Feng Gao, Junjian Wang, and Ke Xu. 2022. "Study of Surface Temperature Distribution for High-Temperature U75V Rail Steel Plates in Rolling Process by Colorimetry Thermometry" Metals 12, no. 5: 860. https://doi.org/10.3390/met12050860
APA StyleZhou, D., Gao, F., Wang, J., & Xu, K. (2022). Study of Surface Temperature Distribution for High-Temperature U75V Rail Steel Plates in Rolling Process by Colorimetry Thermometry. Metals, 12(5), 860. https://doi.org/10.3390/met12050860