
Effect of 1wt%Zn Addition on Microstructure and Mechanical Properties of Mg-6Er Alloys under High Strain Rates


 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
3. Results
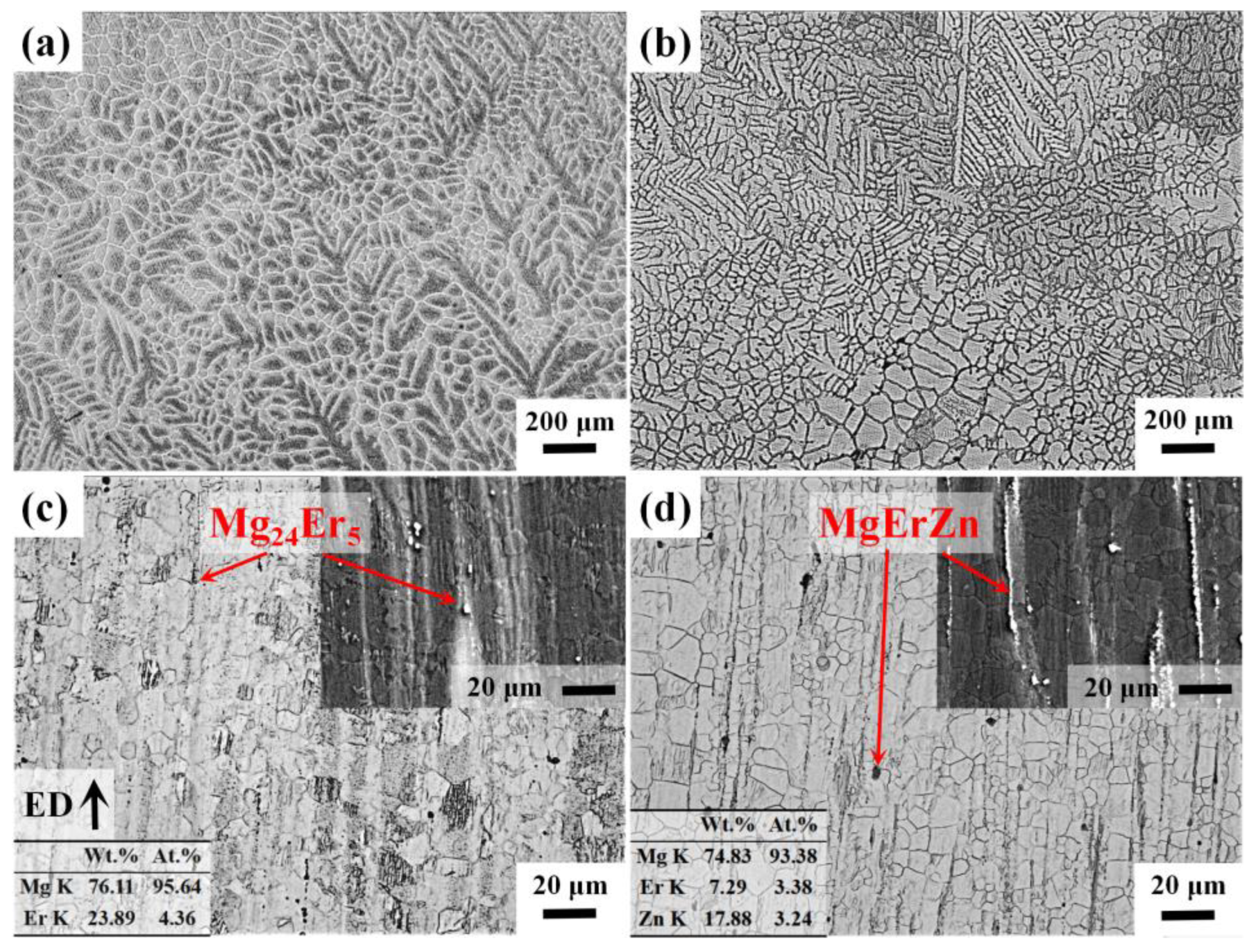
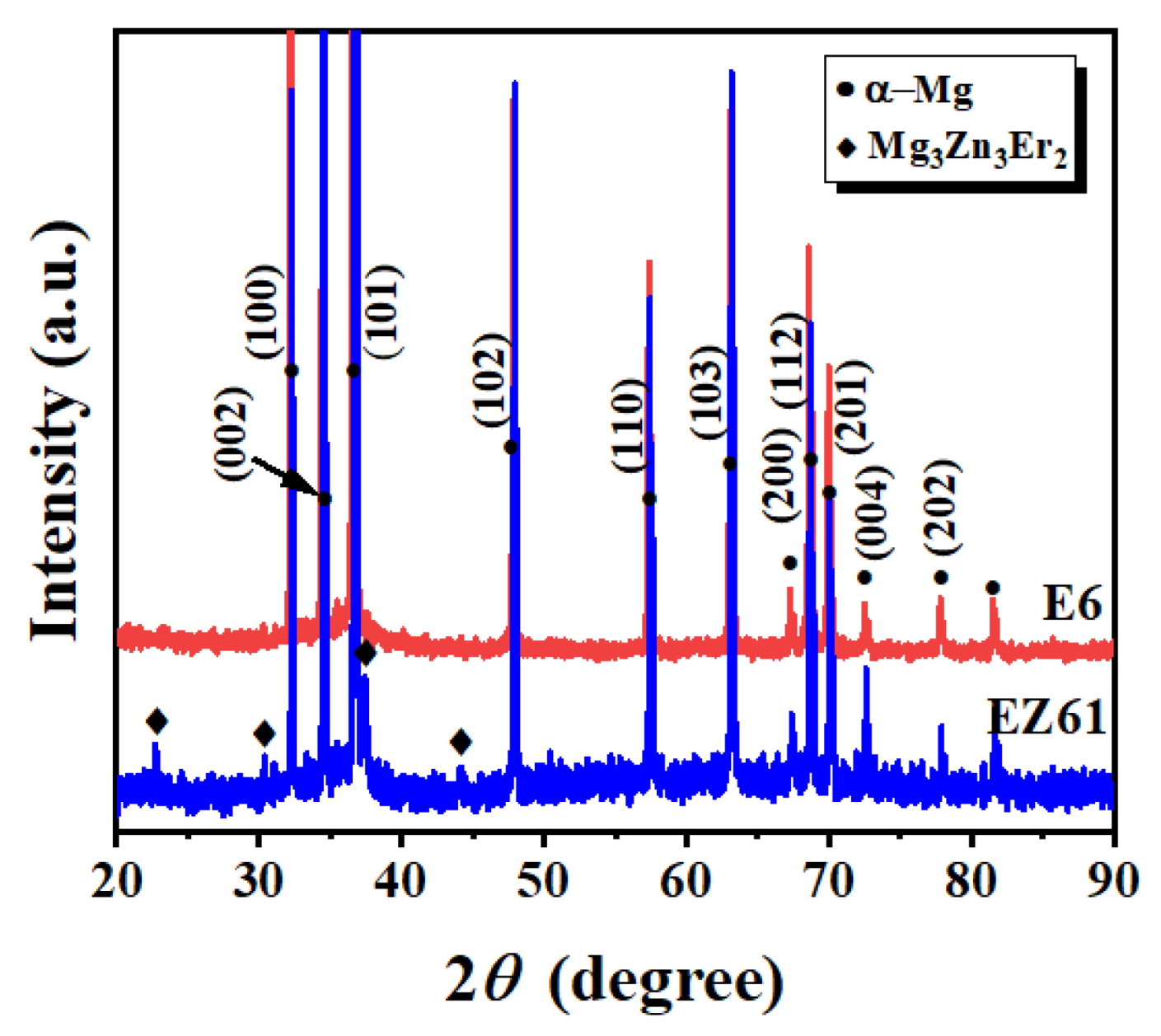
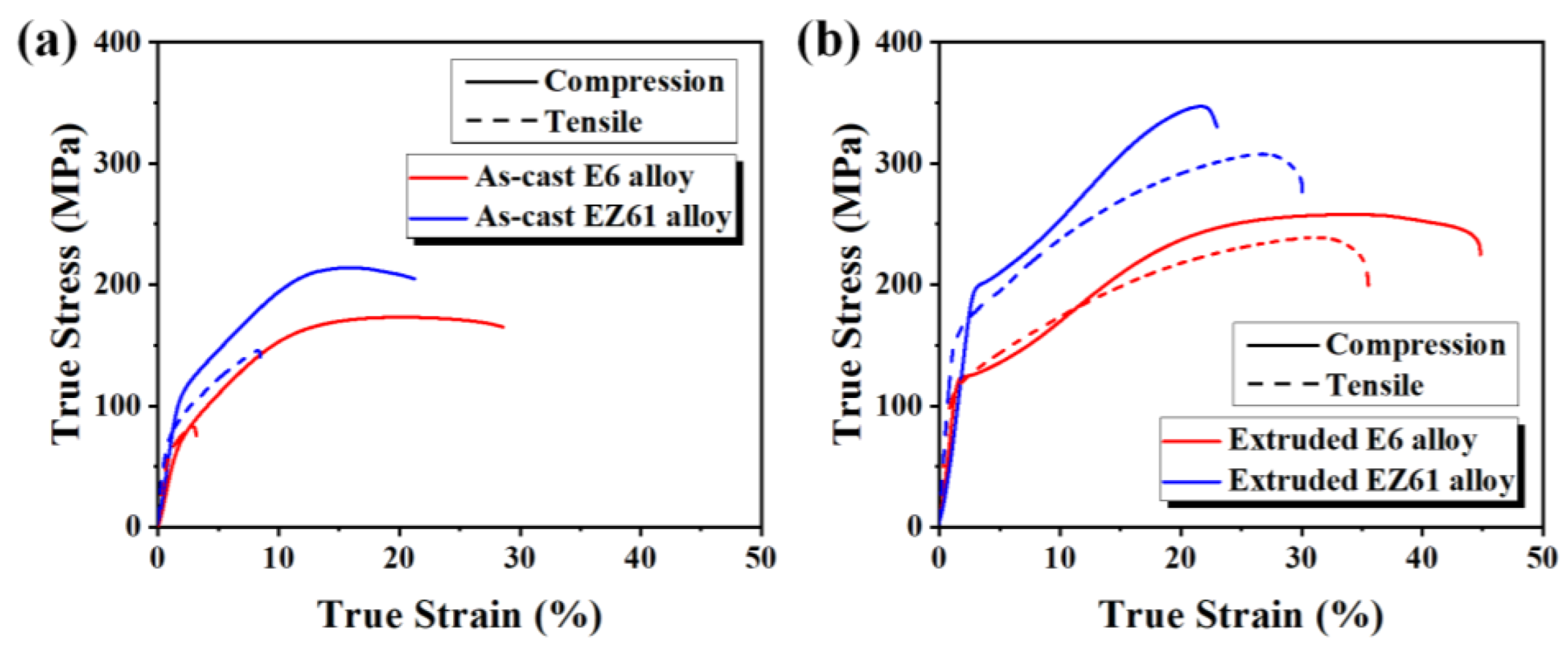
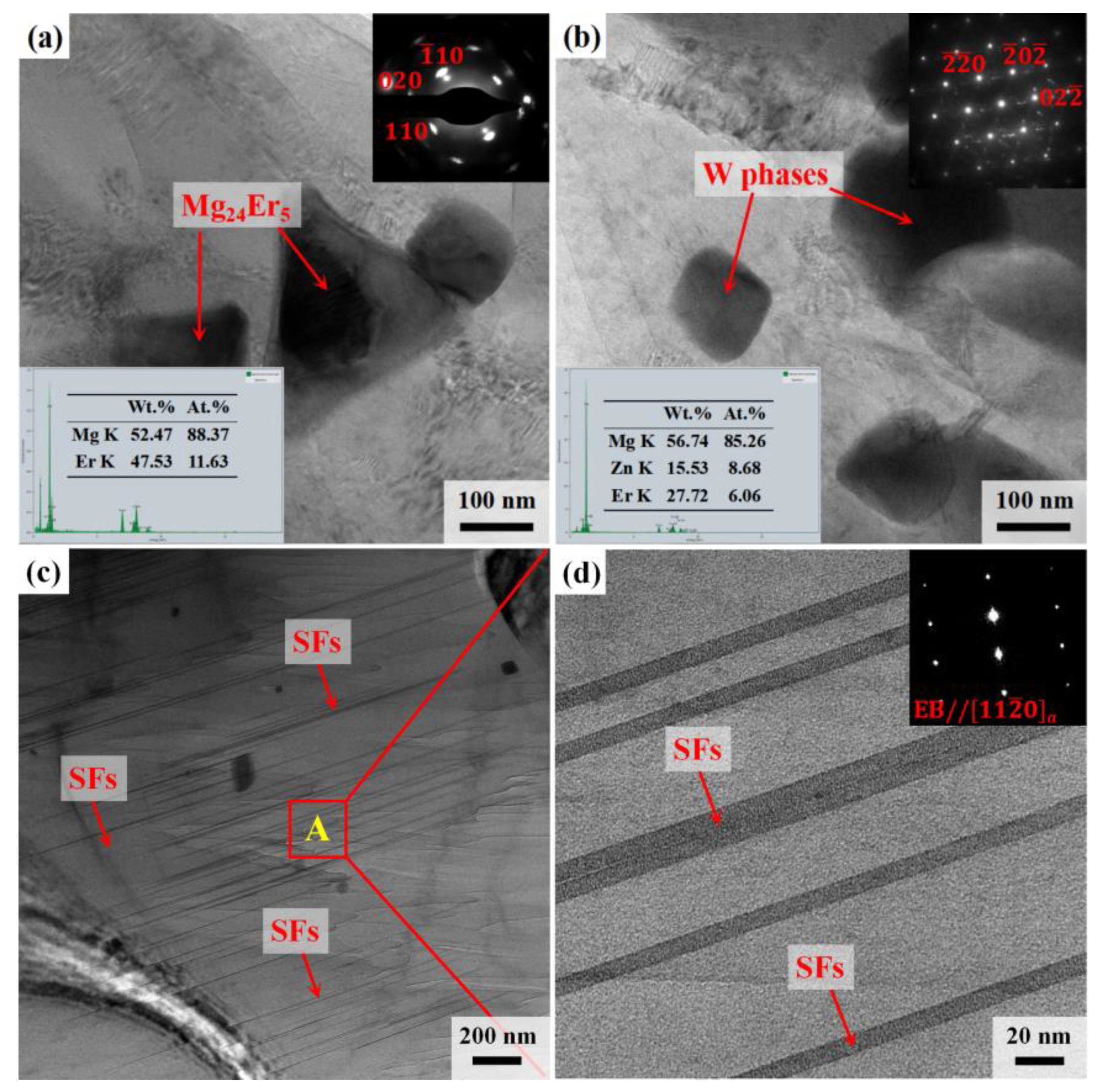
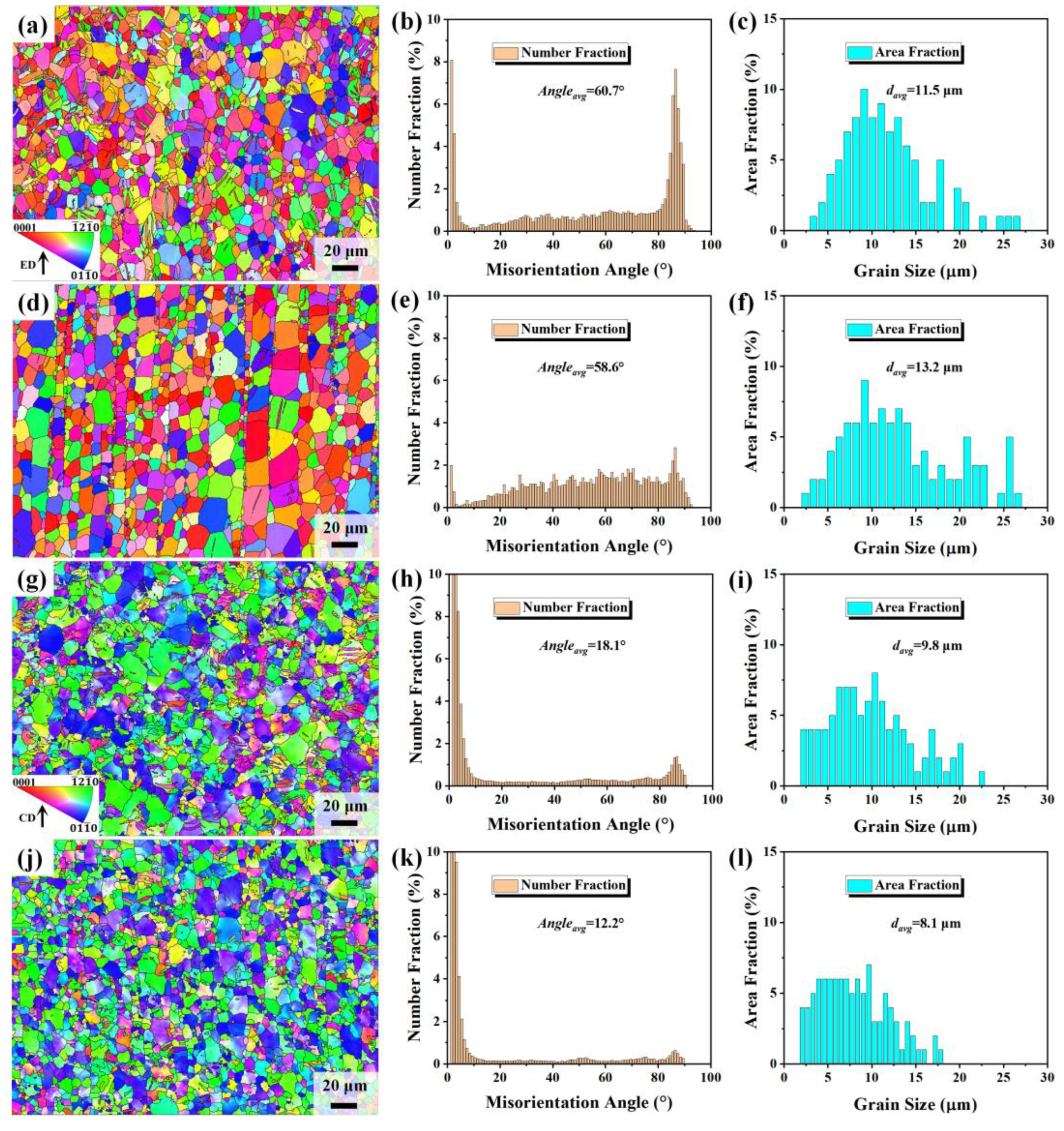
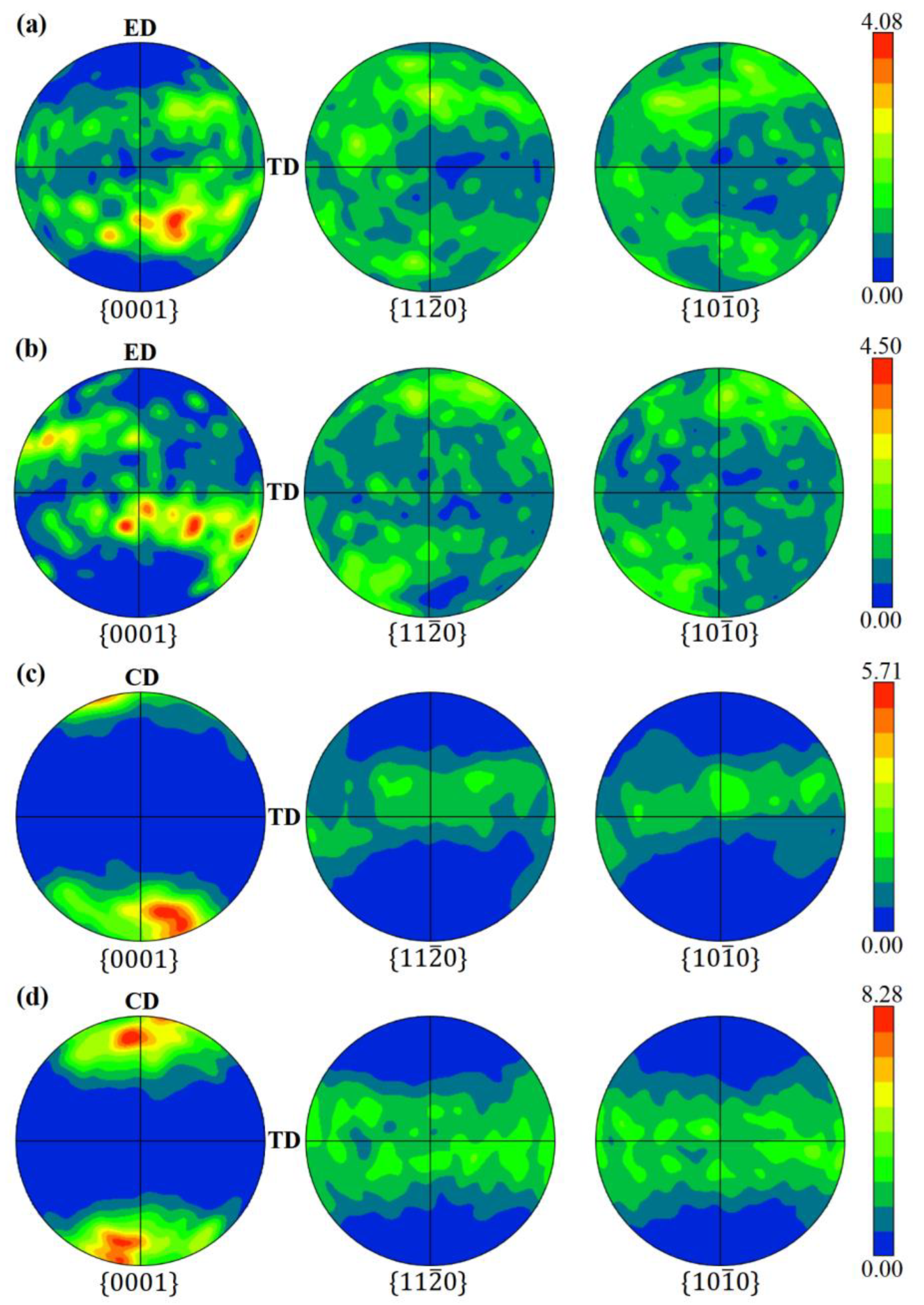
3.1. Microstructure and Mechanical Properties of Extruded Alloys
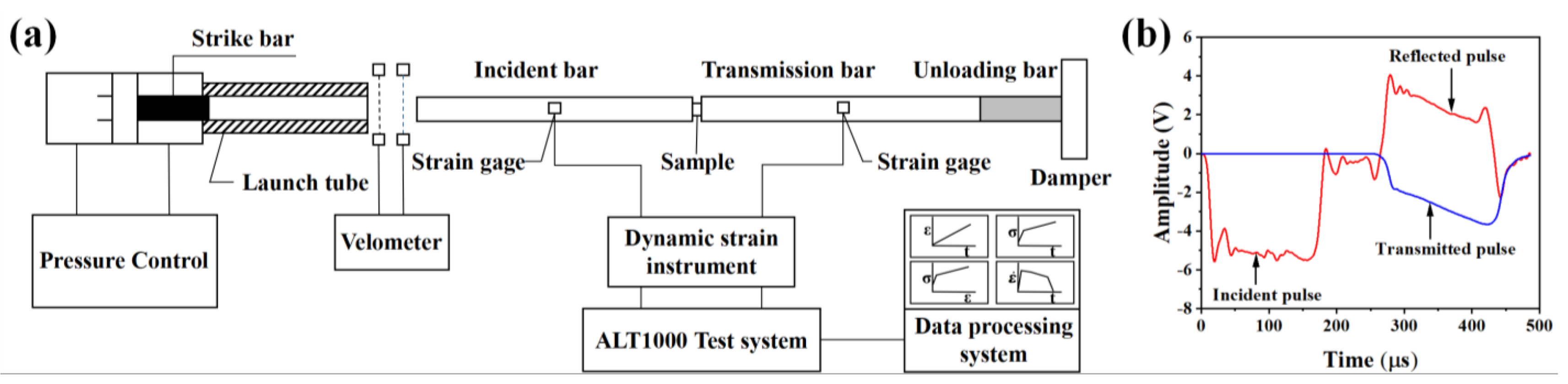
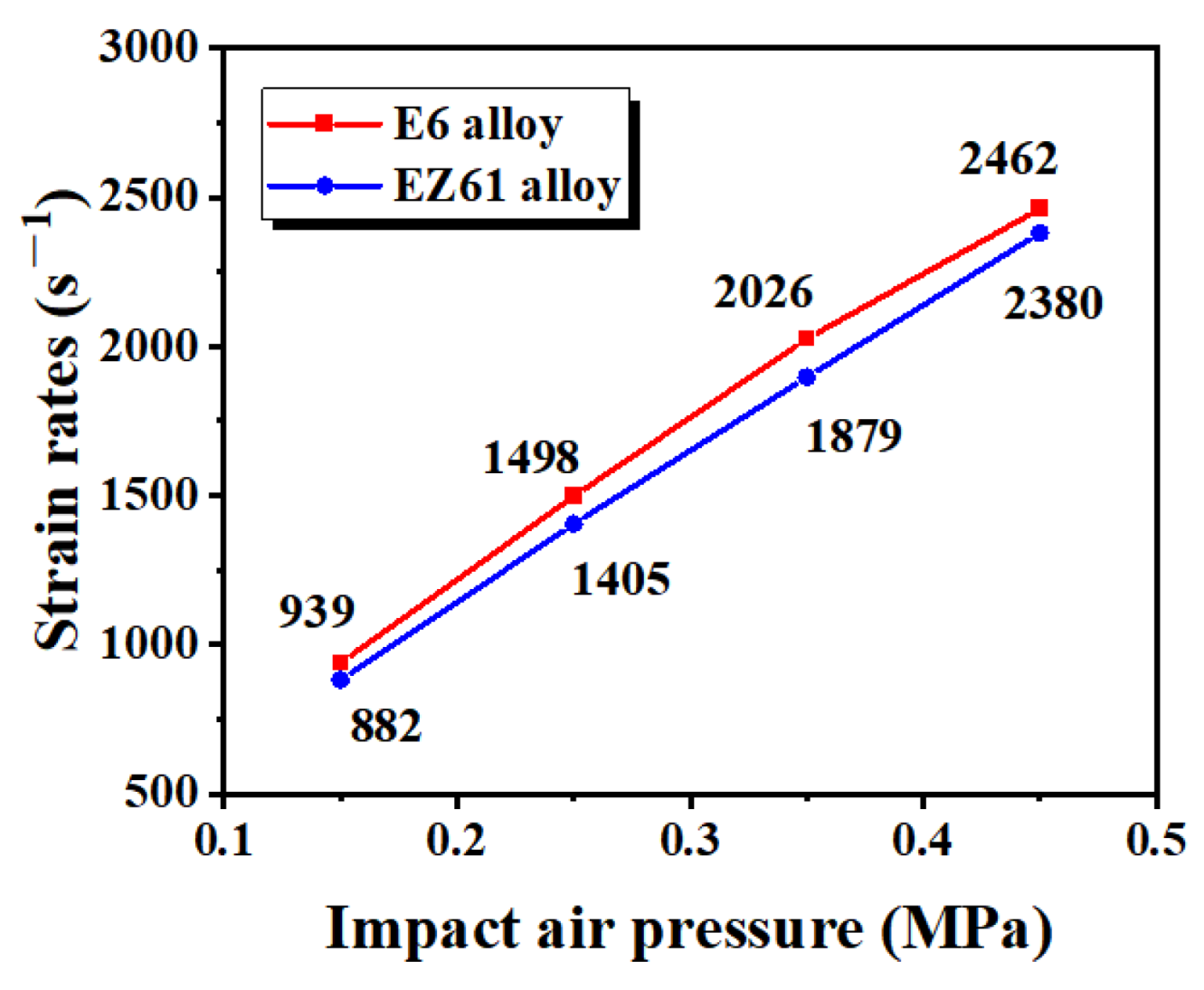
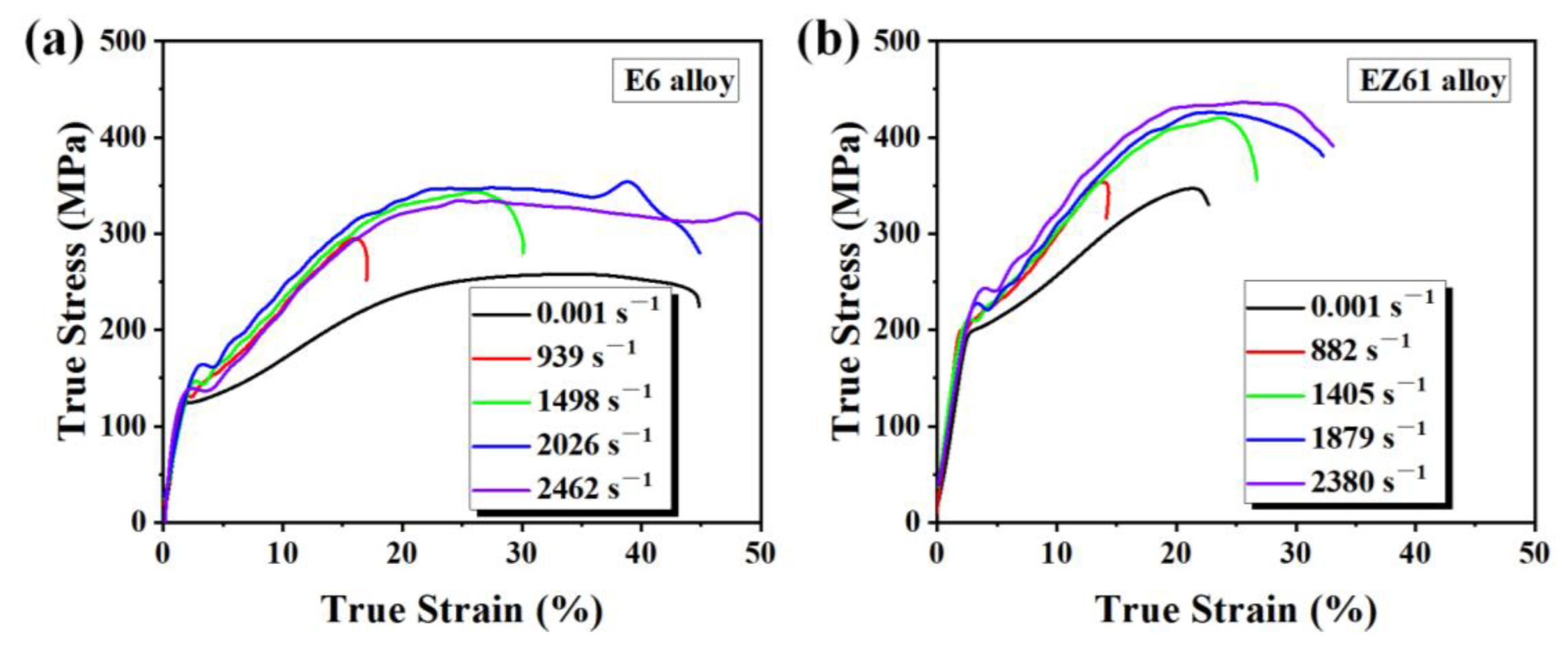
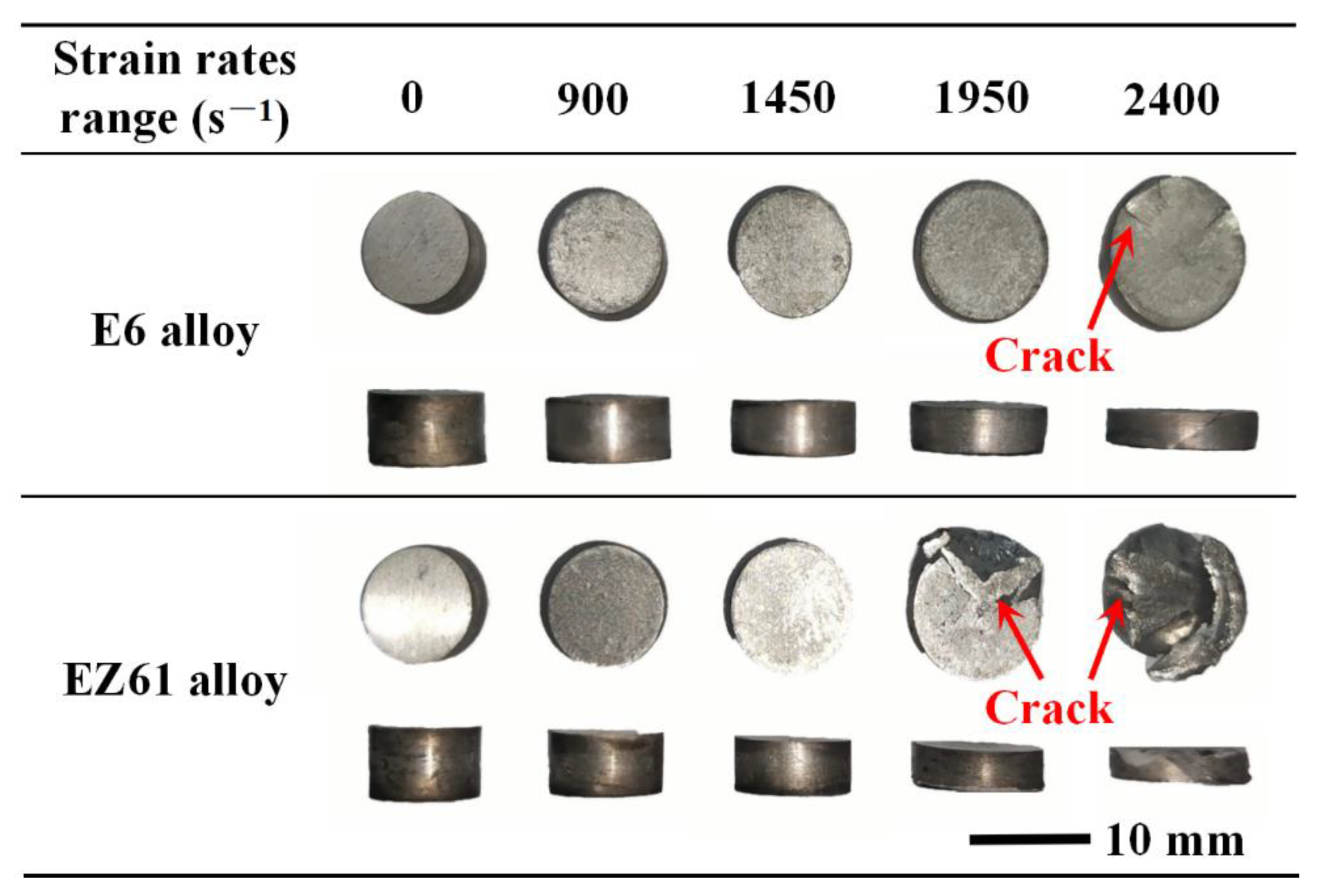
3.2. Dynamic Behavior of Mg-Er-(Zn) Alloys
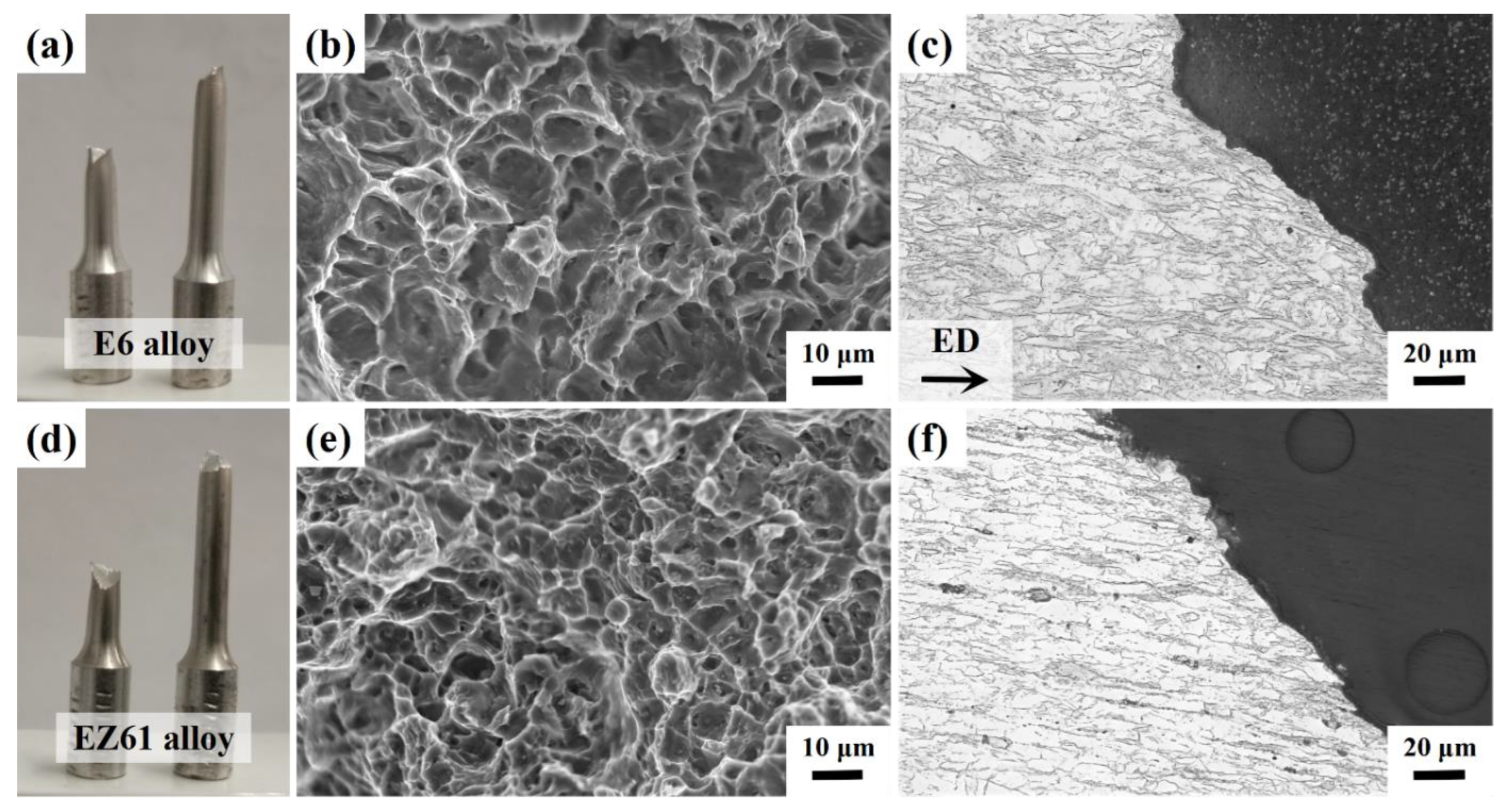
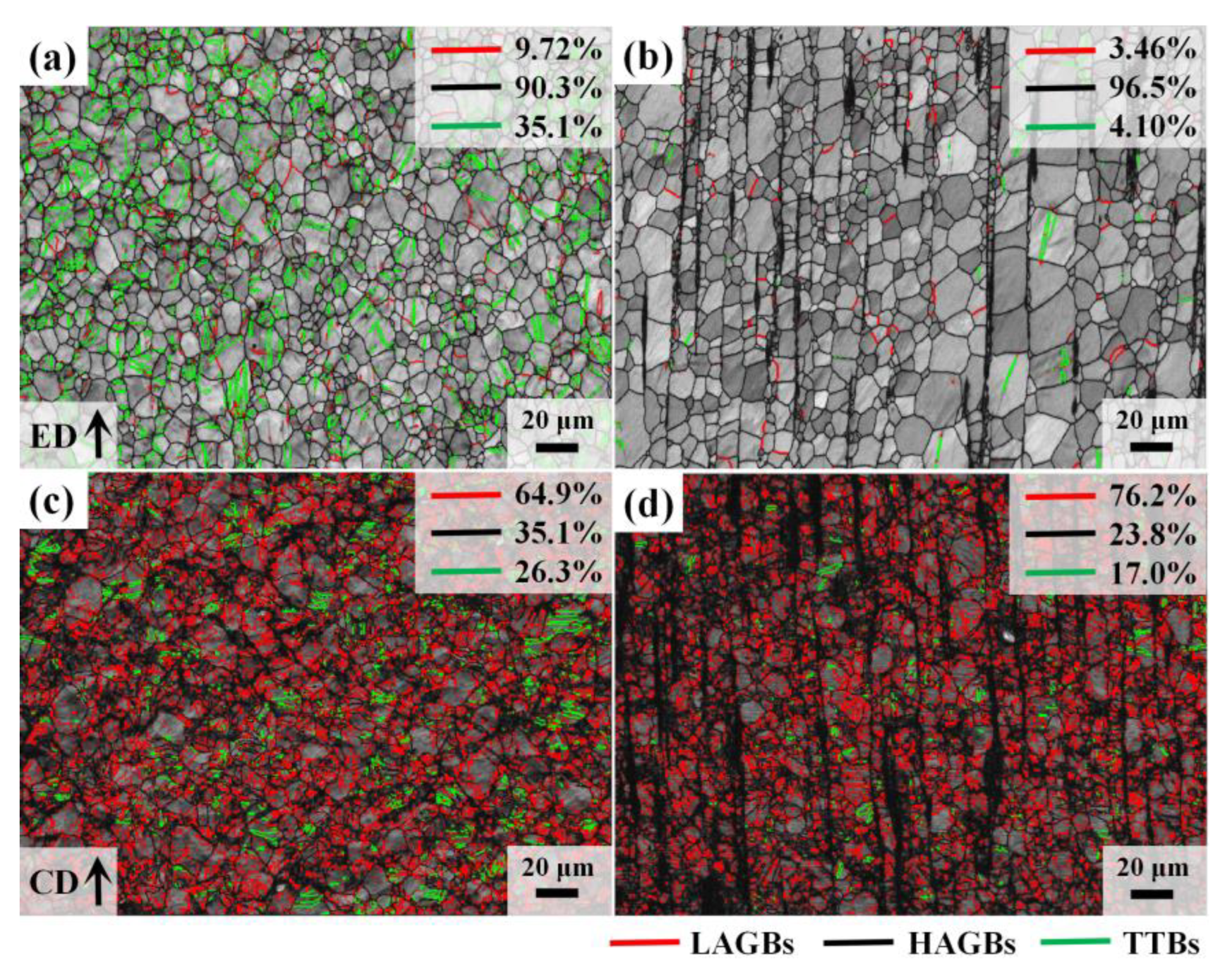
3.3. Dynamic Impact Microstructure Evolution
4. Discussion
4.1. Strengthening Mechanisms with Twins or SFs
4.2. Dynamic Mechanical Behavior
4.3. Refinement Mechanisms by SFs at High Strain Rates
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Xu, T.C.; Yang, Y.; Peng, X.D.; Song, J.F.; Pan, F.S. Overview of advancement and development trend on magnesium alloy. J. Magnes. Alloys 2019, 7, 536–544. [Google Scholar] [CrossRef]
- Li, J.L.; Wu, D.; Chen, R.S.; Han, E.H. Anomalous effects of strain rate on the room-temperature ductility of a cast Mg-Gd-Y-Zr alloy. Acta Mater. 2018, 159, 31–45. [Google Scholar] [CrossRef]
- Feng, F.; Huang, S.Y.; Meng, Z.H.; Hu, J.H.; Lei, Y.; Zhou, M.C.; Wu, D.; Yang, Z.Z. Experimental study on tensile property of AZ31B magnesium alloy at different high strain rates and temperatures. Mater. Des. 2014, 57, 10–20. [Google Scholar] [CrossRef]
- Tang, W.R.; Liu, Z.; Liu, S.M.; Zhou, L.; Mao, P.L.; Guo, H.; Sheng, X.F. Deformation mechanism of fine grained Mg-7Gd-5Y-1.2Nd-0.5Zr alloy under high temperature and high strain rates. J. Magnes. Alloys 2020, 8, 1144–1153. [Google Scholar] [CrossRef]
- Li, A.W.; Li, W.; Luo, M.; Yu, H.M.; Sun, Y.D.; Liang, Y.L. Effect of grain size on the microstructure and deformation mechanism of Mg-2Y-0.6Nd-0.6Zr alloy at a high strain rate. Mater. Sci. Eng. A 2021, 824, 141774. [Google Scholar] [CrossRef]
- Tang, W.R.; Liu, S.M.; Liu, Z.; Kang, S.; Mao, P.L.; Zhou, L.; Wang, Z. Microstructure evolution and constitutive relation establishment of Mg-7Gd-5Y-1.2Nd-0.5Zr alloy under high strain rate after severe multi-directional deformation. Mater. Sci. Eng. A 2021, 809, 140994. [Google Scholar] [CrossRef]
- Liu, Y.Y.; Mao, P.L.; Zhang, F.; Liu, Z.; Wang, Z. Effect of temperature on the anisotropy of AZ31 magnesium alloy rolling sheet under high strain rate deformation. Philos. Mag. 2018, 98, 1068–1086. [Google Scholar] [CrossRef]
- Liu, K.; Sun, C.C.; Wang, Z.H.; Li, S.B.; Wang, Q.F.; Du, W.B. Microstructure, texture and mechanical properties of Mg-Zn-Er alloys containing I-phase and W-phase simultaneously. J. Alloys Compd. 2016, 665, 76–85. [Google Scholar] [CrossRef]
- Tahreen, N.; Zhang, D.F.; Pan, F.S.; Jiang, X.Q.; Li, D.Y.; Chen, D.L. Strengthening mechanisms in magnesium alloys containing ternary I, W and LPSO phases. J. Mater. Sci. Technol. 2018, 34, 1110–1118. [Google Scholar] [CrossRef]
- Yamasaki, M.; Sasaki, M.; Nishijima, M.; Hiraga, K.; Kawamura, Y. Formation of 14H long period stacking ordered structure and profuse stacking faults in Mg-Zn-Gd alloys during isothermal aging at high temperature. Acta Mater. 2007, 55, 6798–6805. [Google Scholar] [CrossRef]
- Li, D.J.; Zeng, X.Q.; Dong, J.; Zhai, C.Q.; Ding, W.J. Microstructure evolution of Mg-10Gd-3Y-1.2Zn-0.4Zr alloy during heat-treatment at 773 K. J. Alloys Compd. 2009, 468, 164–169. [Google Scholar] [CrossRef]
- Shao, X.H.; Yang, Z.Q.; Ma, X.L. Strengthening and toughening mechanisms in Mg-Zn-Y alloy with a long period stacking ordered structure. Acta Mater. 2010, 58, 4760–4771. [Google Scholar] [CrossRef]
- Zhang, L.; Zhang, J.H.; Xu, C.; Jing, Y.B.; Zhuang, J.P.; Wu, R.Z.; Zhang, M.L. Formation of stacking faults for improving the performance of biodegradable Mg-Ho-Zn alloy. Mater. Lett. 2014, 133, 158–162. [Google Scholar] [CrossRef]
- Xu, C.; Zhang, J.H.; Liu, S.J.; Jing, Y.B.; Jiao, Y.F.; Xu, L.J.; Zhang, L.; Jiang, F.C.; Zhang, M.L.; Wu, R.Z. Microstructure, mechanical and damping properties of Mg-Er-Gd-Zn alloy reinforced with stacking faults. Mater. Des. 2015, 79, 53–59. [Google Scholar] [CrossRef]
- Jiao, Y.F.; Zhang, J.H.; Jing, Y.B.; Xu, C.; Liu, S.J.; Zhang, L.; Xu, L.J.; Zhang, M.L.; Wu, R.Z. Development of High-Performance Mg Alloy via Introducing Profuse Long Period Stacking Ordered Phase and Stacking Faults. Adv. Eng. Mater. 2015, 17, 876–884. [Google Scholar] [CrossRef]
- Jian, W.W.; Cheng, G.M.; Xu, W.Z.; Yuan, H.; Tsai, M.H.; Wang, Q.D.; Koch, C.C.; Zhu, Y.T.; Mathaudhu, S.N. Ultrastrong Mg Alloy via Nano-spaced Stacking Faults. Mater. Res. Lett. 2013, 1, 61–66. [Google Scholar] [CrossRef]
- Jiao, Y.F.; Zhang, J.H.; Kong, P.Y.; Zhang, Z.W.; Jing, Y.B.; Zhuang, J.P.; Wang, W.; Zhang, L.; Xu, C.; Wu, R.Z.; et al. Enhancing the performance of Mg-based implant materials by introducing basal plane stacking faults. J. Mater. Chem. B 2015, 3, 7386–7400. [Google Scholar] [CrossRef]
- Wang, M.; Xu, X.Y.; Wang, H.Y.; He, L.H.; Huang, M.X. Evolution of dislocation and twin densities in a Mg alloy at quasi-static and high strain rates. Acta Mater. 2020, 201, 102–113. [Google Scholar] [CrossRef]
- Zhang, F.; Liu, Z.; Wang, Y.; Mao, P.L.; Kuang, X.W.; Zhang, Z.L.; Ju, Y.D.; Xu, X.Z. The modified temperature term on Johnson-Cook constitutive model of AZ31 magnesium alloy with {0002} texture. J. Magnes. Alloys 2020, 8, 172–183. [Google Scholar] [CrossRef]
- Zhao, F.; Suo, T.; Chen, B.; Li, Y.L. Strength-ductility combination of fine-grained magnesium alloy with high deformation twin density. J. Alloys Compd. 2019, 798, 350–359. [Google Scholar] [CrossRef]
- Guo, P.C.; Li, L.X.; Xiao, G.; Cao, S.F.; Wang, G.; He, H. High-speed impact behavior of a casting AM80 magnesium alloy under various deformation temperatures. J. Alloys Compd. 2019, 811, 151875. [Google Scholar] [CrossRef]
- Guo, P.C.; Tang, Q.; Li, L.X.; Xie, C.; Liu, W.H.; Zhu, B.W.; Liu, X. The deformation mechanism and adiabatic shearing behavior of extruded Mg-8.0Al-0.1Mn alloy in different heat treated states under high-speed impact load. J. Mater. Res. Technol. 2021, 11, 2195–2207. [Google Scholar] [CrossRef]
- Zhu, C.C.; Song, Y.T.; Peng, X.B.; Wei, Y.P.; Mao, X.; Li, W.X.; Qian, X.Y. The dynamical mechanical properties of tungsten under compression at working temperature range of divertors. J. Nucl. Mater. 2016, 469, 120–124. [Google Scholar] [CrossRef] [Green Version]
- Li, H.; Du, W.B.; Li, S.B.; Wang, Z.H. Effect of Zn/Er weight ratio on phase formation and mechanical properties of as-cast Mg-Zn-Er alloys. Mater. Des. 2012, 35, 259–265. [Google Scholar] [CrossRef]
- Xu, D.K.; Liu, L.; Xu, Y.B.; Han, E.H. The influence of element Y on the mechanical properties of the as-extruded Mg-Zn-Y-Zr alloys. J. Alloys Compd. 2006, 426, 155–161. [Google Scholar] [CrossRef]
- Wen, K.; Qin, Z.; Li, Y.; Zhang, W. Effect of heat treatment on structure transformation of LPSO phase of Mg-Er-Zn(Zr)alloy. Ordnance Mater. Sci. Eng. 2018, 41, 74–78. [Google Scholar]
- Wang, Z.J.; Jia, W.P.; Cui, J.Z. Study on the deformation behavior of Mg-3.6%Er magnesium alloy. J. Rare Earths 2007, 25, 744–748. [Google Scholar]
- Yang, Z.J.; Cao, J.H.; Yu, W.X.; Hou, S.S.; Wang, G.L.; Lang, S.T.; Ding, P. Effects of microstructure characteristics on the mechanical properties and elastic modulus of a new Ti-6Al-2Nb-2Zr-0.4B alloy. Mater. Sci. Eng. A 2021, 820, 141564. [Google Scholar] [CrossRef]
- Qian, X.Y.; Peng, X.B.; Song, Y.T.; Huang, J.J.; Wei, Y.P.; Liu, P.; Mao, X.; Zhang, J.W.; Wang, L. Dynamic constitutive relationship of CuCrZr alloy based on Johnson-Cook model. Nucl. Mater. Energy 2020, 24, 100768. [Google Scholar] [CrossRef]
- Abd El-Aty, A.; Xu, Y.; Zhang, S.H.; Ha, S.; Ma, Y.; Chen, D.Y. Impact of high strain rate deformation on the mechanical behavior, fracture mechanisms and anisotropic response of 2060 Al-Cu-Li alloy. J. Adv. Res. 2019, 18, 19–37. [Google Scholar] [CrossRef]
- Gui, Y.W.; Ouyang, L.X.; Cui, Y.J.; Bian, H.K.; Li, Q.A.; Chiba, A. Grain refinement and weak-textured structures based on the dynamic recrystallization of Mg-9.80Gd-3.78Y-1.12Sm-0.48Zr alloy. J. Magnes. Alloys 2021, 9, 456–466. [Google Scholar] [CrossRef]
- Wang, Q.F.; Liu, K.; Wang, Z.H.; Li, S.B.; Du, W.B. Microstructure, texture and mechanical properties of as-extruded Mg-Zn-Er alloys containing W-phase. J. Alloys Compd. 2014, 602, 32–39. [Google Scholar] [CrossRef]
- Yu, H.; Liu, H.; Jiang, B.N.; Yu, W.; Kang, S.M.; Cheng, W.L.; Park, S.; Chen, D.; Yin, F.X.; Shin, K.; et al. A Comprehensive Study of Dynamic Recrystallization Behavior of Mg Alloy with 3 wt.% Bi Addition. Metals 2021, 11, 2838. [Google Scholar] [CrossRef]
- Li, H.L.; Hsu, E.; Szpunar, J.; Utsunomiya, H.; Sakai, T. Deformation mechanism and texture and microstructure evolution during high-speed rolling of AZ31B Mg sheets. J. Mater. Sci. 2008, 43, 7148–7156. [Google Scholar] [CrossRef]
- Zhang, J.Y.; Xu, B.; Tariq, N.U.; Sun, M.Y.; Li, D.A.Z.; Li, Y.Y. An innovative approach for grain refinement in Ni-based superalloys: Modification in the classical delta process through gamma “pre-aging treatment. J. Alloys Compd. 2020, 818, 152827. [Google Scholar] [CrossRef]
- Yang, Y.; Huo, Q.H.; Zhang, Y.X.; Luo, L.; Xiao, Z.Y.; Wang, J.; Hashimoto, A.; Yang, X.Y. Effects of volume fraction of fine grains on the tensile creep properties of a hot-deformed Mg-Gd-Y-Zr alloy. Mater. Sci. Eng. A 2020, 777, 139052. [Google Scholar] [CrossRef]
- Sakai, T.; Belyakov, A.; Kaibyshev, R.; Miura, H.; Jonas, J.J. Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions. Prog. Mater. Sci. 2014, 60, 130–207. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.; Dou, Y.; Wan, X.; Chen, J. The strengthening effects of basal stacking faults on {10–12} twin in magnesium: A molecular dynamics study. Comput. Condens. Matter 2020, 23, e00466. [Google Scholar] [CrossRef]
- Fonda, R.W.; Knipling, K.E. Texture development in friction stir welds. Sci. Technol. Weld. Join. 2011, 16, 288–294. [Google Scholar] [CrossRef]
- Jiang, M.G.; Xu, C.; Yan, H.; Fan, G.H.; Nakata, T.; Lao, C.S.; Chen, R.S.; Kamado, S.; Han, E.H.; Lu, B.H. Unveiling the formation of basal texture variations based on twinning and dynamic recrystallization in AZ31 magnesium alloy during extrusion. Acta Mater. 2018, 157, 53–71. [Google Scholar] [CrossRef]
- Wang, M.; Lu, L.; Li, C.; Xiao, X.H.; Zhou, X.M.; Zhu, J.; Luo, S.N. Deformation and spallation of a magnesium alloy under high strain rate loading. Mater. Sci. Eng. A 2016, 661, 126–131. [Google Scholar] [CrossRef] [Green Version]
- Zhang, W.G.; Ye, Y.C.; He, L.J.; Li, P.J.; Zhang, H.S. Dynamic mechanical response and microstructural evolution of extruded Mg AZ31B plate over a wide range of strain rates. J. Alloys Compd. 2017, 696, 1067–1079. [Google Scholar] [CrossRef] [Green Version]
- Shi, D.F.; Wang, C.Y.; Cepeda-Jimenez, C.M.; Perez-Prado, M.T. Atomic scale interactions of basal dislocations and twin boundaries with ultrathin precipitates in magnesium alloys. Acta Mater. 2021, 221, 117442. [Google Scholar] [CrossRef]
- Lv, B.J.; Wang, S.; Cui, N.; Guo, F. Twinning and dynamic recrystallization of Mg-7Sn-3Zn alloy under high strain rate hot compression. Mater. Sci. Eng. A 2021, 809, 140986. [Google Scholar] [CrossRef]
- Luque, A.; Ghazisaeidi, M.; Curtin, W.A. A new mechanism for twin growth in Mg alloys. Acta Mater. 2014, 81, 442–456. [Google Scholar] [CrossRef]
- Zhu, Y.M.; Morton, A.J.; Nie, J.F. Growth and transformation mechanisms of 18R and 14H in Mg-Y-Zn alloys. Acta Mater. 2012, 60, 6562–6572. [Google Scholar] [CrossRef]
- Xu, C.; Nakata, T.; Qiao, X.G.; Zheng, M.Y.; Wu, K.; Kamado, S. Effect of LPSO and SFs on microstructure evolution and mechanical properties of Mg-Gd-Y-Zn-Zr alloy. Sci. Rep. 2017, 7, 40846. [Google Scholar] [CrossRef]
- Bi, G.L.; Fang, D.Q.; Zhao, L.; Lian, J.S.; Jiang, Q.; Jiang, Z.H. An elevated temperature Mg-Dy-Zn alloy with long period stacking ordered phase by extrusion. Mater. Sci. Eng. A 2011, 528, 3609–3614. [Google Scholar] [CrossRef]
- Wei, K.; Xiao, L.R.; Gao, B.; Li, L.; Liu, Y.; Ding, Z.G.; Liu, W.; Zhou, H.; Zhao, Y.H. Enhancing the strain hardening and ductility of Mg-Y alloy by introducing stacking faults. J. Magnes. Alloys 2020, 8, 1221–1227. [Google Scholar] [CrossRef]
- Zou, G.D.; Cai, X.C.; Fang, D.Q.; Wang, Z.; Zhao, T.S.; Peng, Q.M. Age strengthening behavior and mechanical properties of Mg-Dy based alloys containing LPSO phases. Mater. Sci. Eng. A 2015, 620, 10–15. [Google Scholar] [CrossRef]
- Jordon, J.B.; Gibson, J.B.; Horstemeyer, M.F.; El Kadiri, H.; Baird, J.C.; Luo, A.A. Effect of twinning, slip, and inclusions on the fatigue anisotropy of extrusion-textured AZ61 magnesium alloy. Mater. Sci. Eng. A 2011, 528, 6860–6871. [Google Scholar] [CrossRef]
- Huang, H.; Huang, W.G. Study on Dynamic Mechanical Properties of Magnesium Alloy AZ61. J. Mater. Eng. 2009, 117, 51–54. [Google Scholar]
- Asgari, H.; Szpunar, J.A.; Odeshi, A.G. Texture evolution and dynamic mechanical behavior of cast AZ magnesium alloys under high strain rate compressive loading. Mater. Des. 2014, 61, 26–34. [Google Scholar] [CrossRef]
- Liu, K.; Liang, J.T.; Du, W.B.; Li, S.B.; Wang, Z.H.; Yu, Z.J.; Liu, J.X. Microstructure, mechanical properties and stretch formability of as-rolled Mg alloys with Zn and Er additions. Rare Met. 2021, 40, 2179–2187. [Google Scholar] [CrossRef]
- Yan, N.; Li, Z.Z.; Xu, Y.B.; Meyers, M.A. Shear localization in metallic materials at high strain rates. Prog. Mater. Sci. 2021, 119, 100755. [Google Scholar] [CrossRef]
- Sun, H.Q.; Shi, Y.N.; Zhang, M.A.; Lu, K. Plastic strain-induced grain refinement in the nanometer scale in a Mg alloy. Acta Mater. 2007, 55, 975–982. [Google Scholar] [CrossRef]
- Sun, W.T.; Wu, B.; Fu, H.; Yang, X.S.; Qiao, X.G.; Zheng, M.Y.; He, Y.; Lu, J.; Shi, S.Q. Combining gradient structure and supersaturated solid solution to achieve superior mechanical properties in WE43 magnesium alloy. J. Mater. Sci. Technol. 2022, 99, 223–238. [Google Scholar] [CrossRef]
- Liu, Q.; Fang, L.M.; Xiong, Z.W.; Yang, J.; Tan, Y.; Liu, Y.; Zhang, Y.J.; Tan, Q.; Hao, C.C.; Cao, L.H.; et al. The response of dislocations, low angle grain boundaries and high angle grain boundaries at high strain rates. Mater. Sci. Eng. A 2021, 822, 141704. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Mg | Er | Zn | Al | Mn |
|---|---|---|---|---|---|
| Mg-6Er alloy (E6) | Bal. | 5.69 | - | 0.05 | 0.01 |
| Mg-6Er-1Zn alloy (EZ61) | Bal. | 6.24 | 1.08 | 0.05 | 0.01 |
| Sample | CYS (MPa) | UCS (MPa) | TYS (MPa) | UTS (MPa) |
|---|---|---|---|---|
| As-cast E6 alloy | 75.5 ± 2.2 | 174.4 ± 3.5 | 69.3 ± 2.1 | 83.5 ± 2.3 |
| As-cast EZ61 alloy | 110.2 ± 2.8 | 213.8 ± 3.2 | 77.9 ± 2.6 | 146.1 ± 2.6 |
| Extruded E6 alloy | 122.1 ± 2.7 | 257.8 ± 4.1 | 102.2 ± 2.5 | 239.8 ± 2.7 |
| Extruded EZ61 alloy | 195.9 ± 3.1 | 347.2 ± 3.8 | 156.1 ± 2.6 | 306.9 ± 3.2 |
| Strain Rates Range (s−1) | E6 Alloy | EZ61 Alloy | ||
|---|---|---|---|---|
| CYS (MPa) | UCS (MPa) | CYS (MPa) | UCS (MPa) | |
| 0.001 | 122.1 ± 2.7 | 257.8 ± 4.1 | 195.9 ± 3.1 | 347.2 ± 3.8 |
| 900 | 129.1 ± 4.2 | 294.5 ± 4.3 | 197.3 ± 3.9 | 352.5 ± 4.8 |
| 1450 | 140.4 ± 4.8 | 342.6 ± 3.9 | 208.1 ± 4.5 | 419.9 ± 4.1 |
| 1950 | 157.7 ± 5.1 | 354.2 ± 4.6 | 211.8 ± 3.8 | 425.7 ± 4.9 |
| 2400 | 134.3 ± 4.2 | 334.3 ± 4.5 | 220.2 ± 4.2 | 435.9 ± 5.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, H.; Ren, J.; Kang, S.; Yu, W.; Wang, Z.; Feng, J.; Wang, Q.; Ji, P.; Zhang, X.; Yin, F. Effect of 1wt%Zn Addition on Microstructure and Mechanical Properties of Mg-6Er Alloys under High Strain Rates. Metals 2022, 12, 883. https://doi.org/10.3390/met12050883
Yu H, Ren J, Kang S, Yu W, Wang Z, Feng J, Wang Q, Ji P, Zhang X, Yin F. Effect of 1wt%Zn Addition on Microstructure and Mechanical Properties of Mg-6Er Alloys under High Strain Rates. Metals. 2022; 12(5):883. https://doi.org/10.3390/met12050883
Chicago/Turabian StyleYu, Hui, Junchao Ren, Shaoming Kang, Wei Yu, Zhifeng Wang, Jianhang Feng, Qingzhou Wang, Puguang Ji, Xin Zhang, and Fuxing Yin. 2022. "Effect of 1wt%Zn Addition on Microstructure and Mechanical Properties of Mg-6Er Alloys under High Strain Rates" Metals 12, no. 5: 883. https://doi.org/10.3390/met12050883
APA StyleYu, H., Ren, J., Kang, S., Yu, W., Wang, Z., Feng, J., Wang, Q., Ji, P., Zhang, X., & Yin, F. (2022). Effect of 1wt%Zn Addition on Microstructure and Mechanical Properties of Mg-6Er Alloys under High Strain Rates. Metals, 12(5), 883. https://doi.org/10.3390/met12050883