
Enhanced Mechanical Performance of a Biodegradable Fe–Mn Alloy Manufactured by Metal Injection Molding and Minor Carbon Addition


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
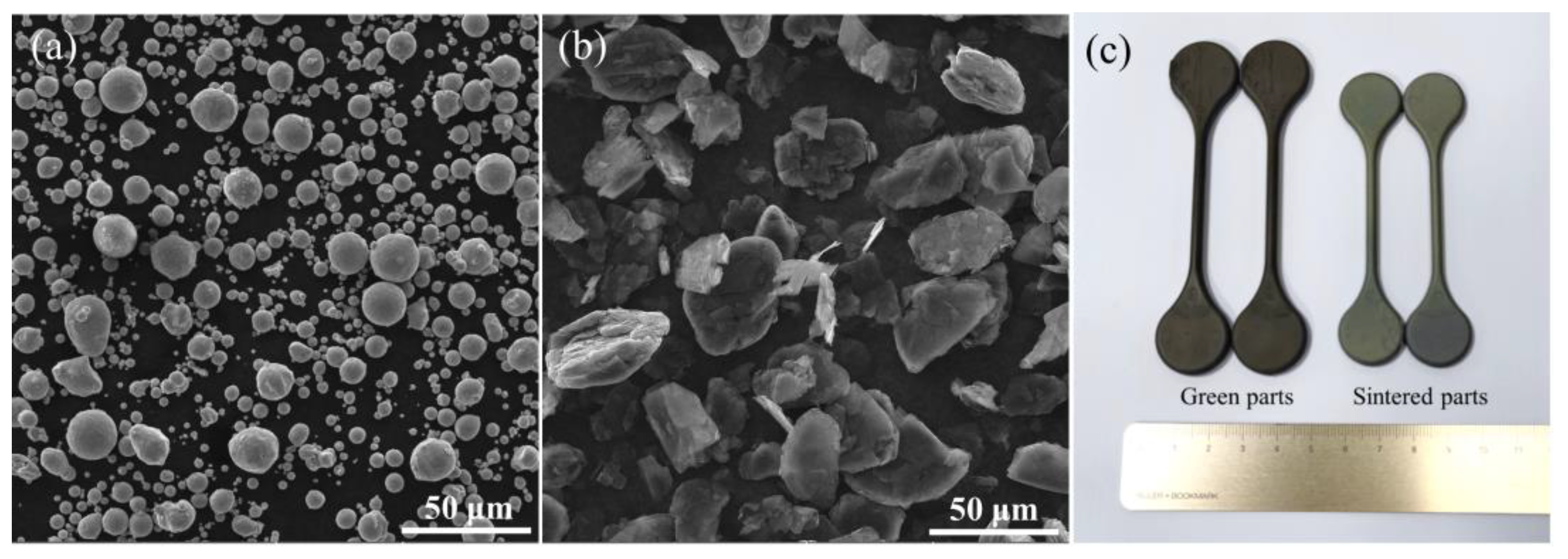
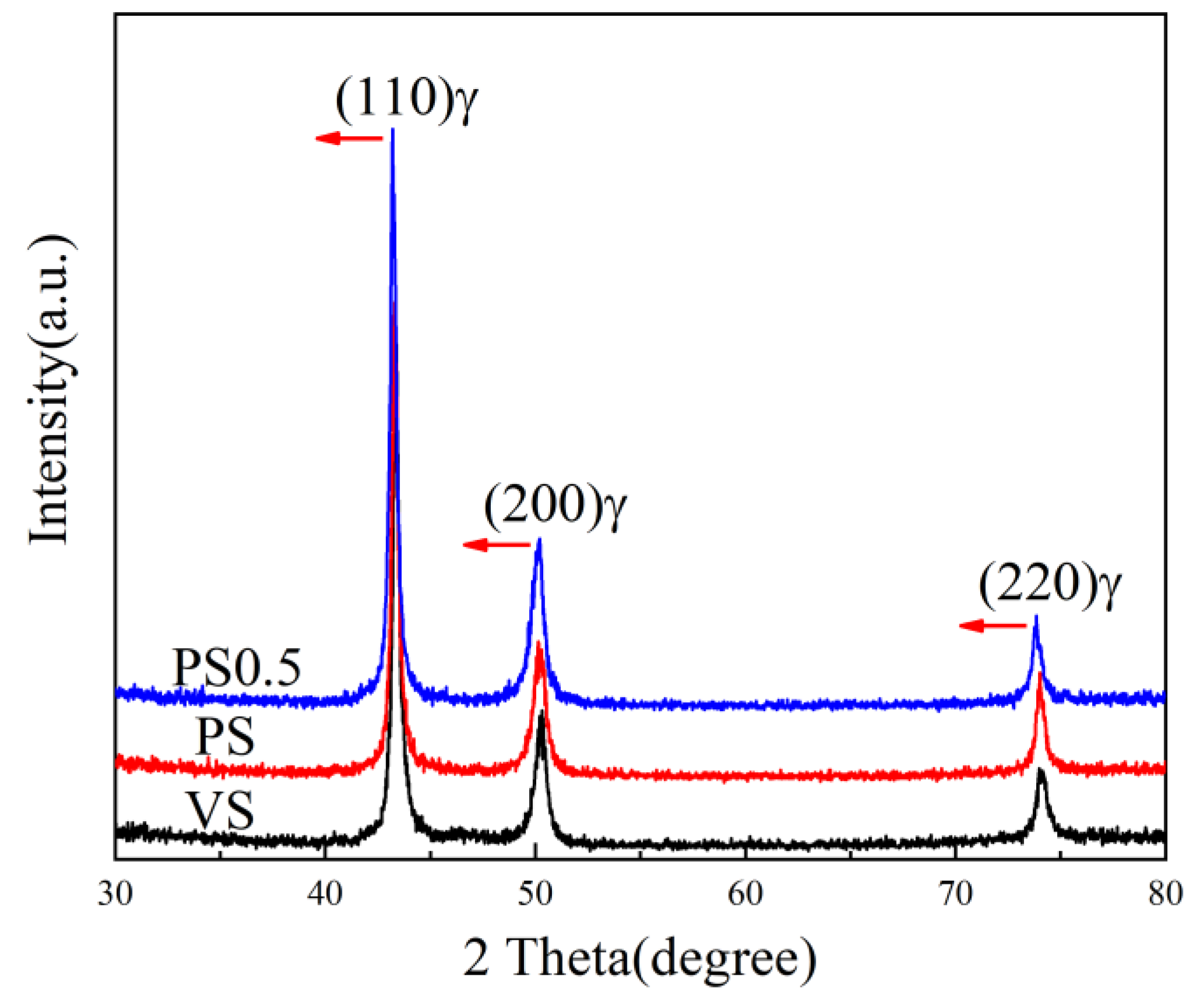
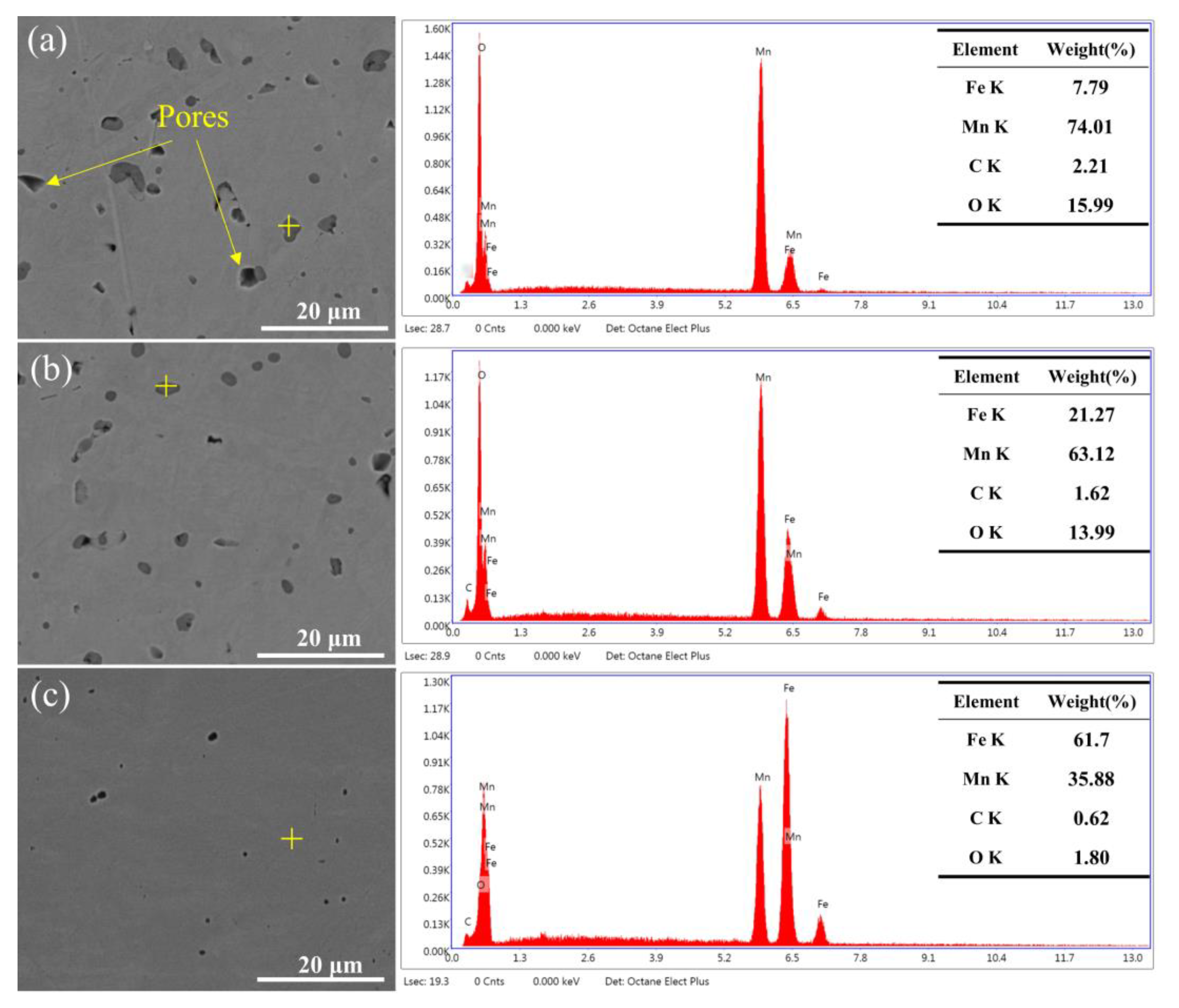
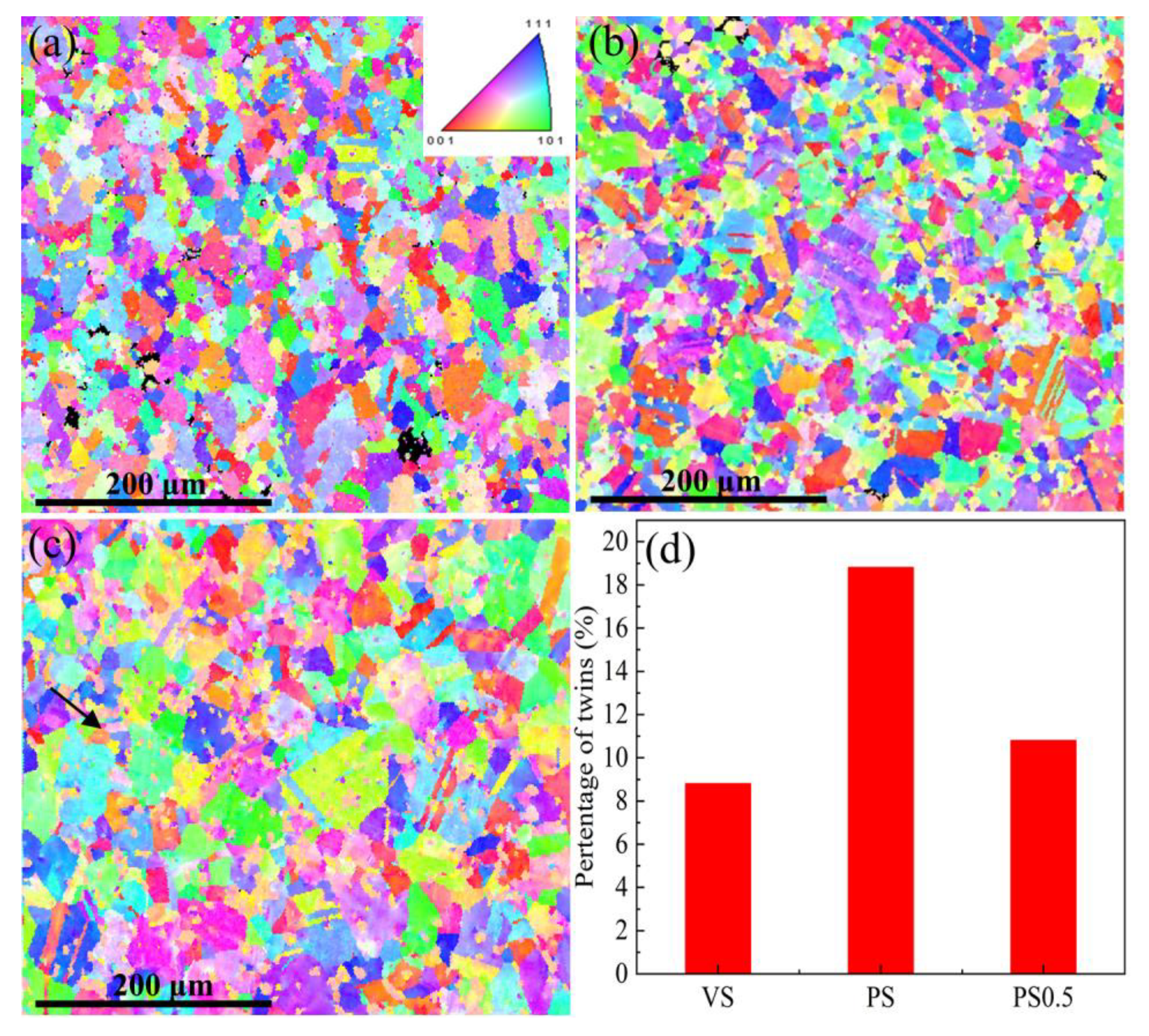
3.1. Microstructure and Phase Characterization
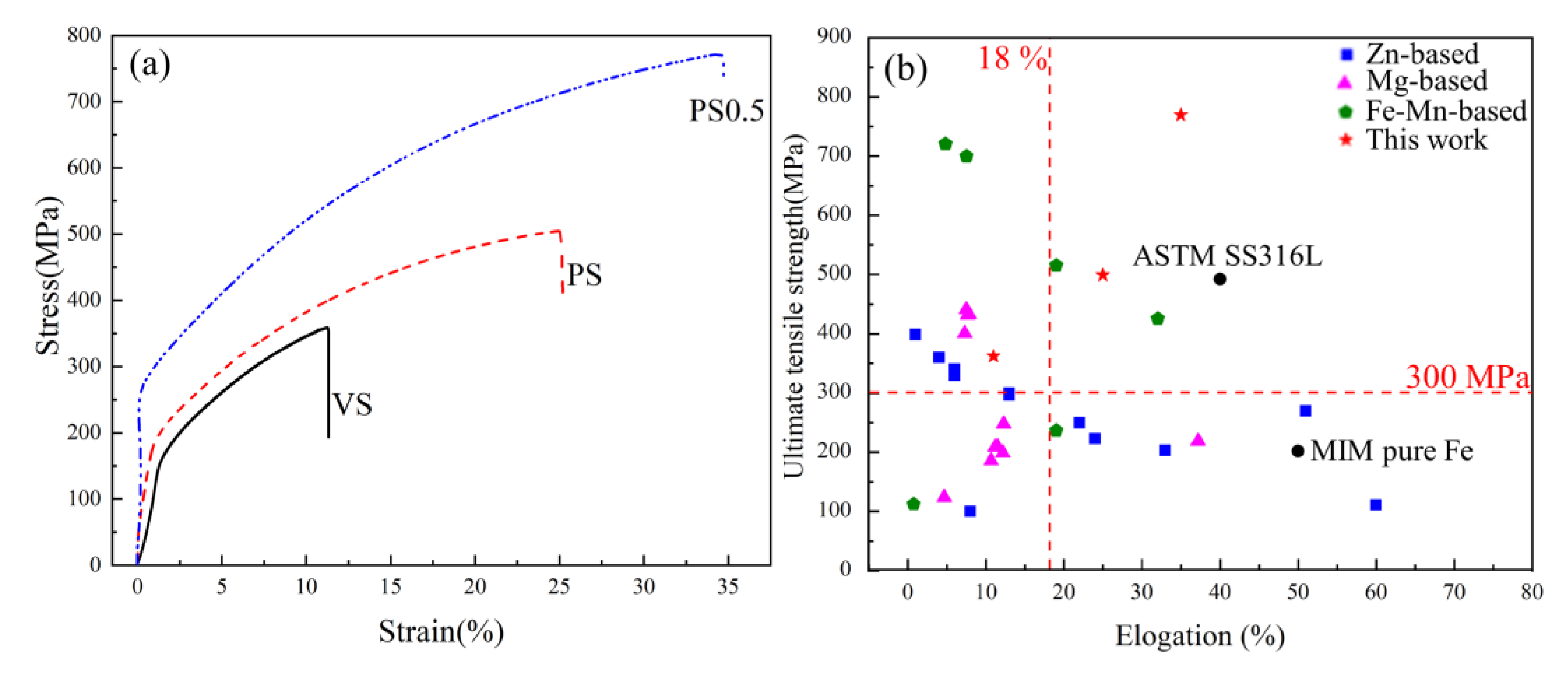
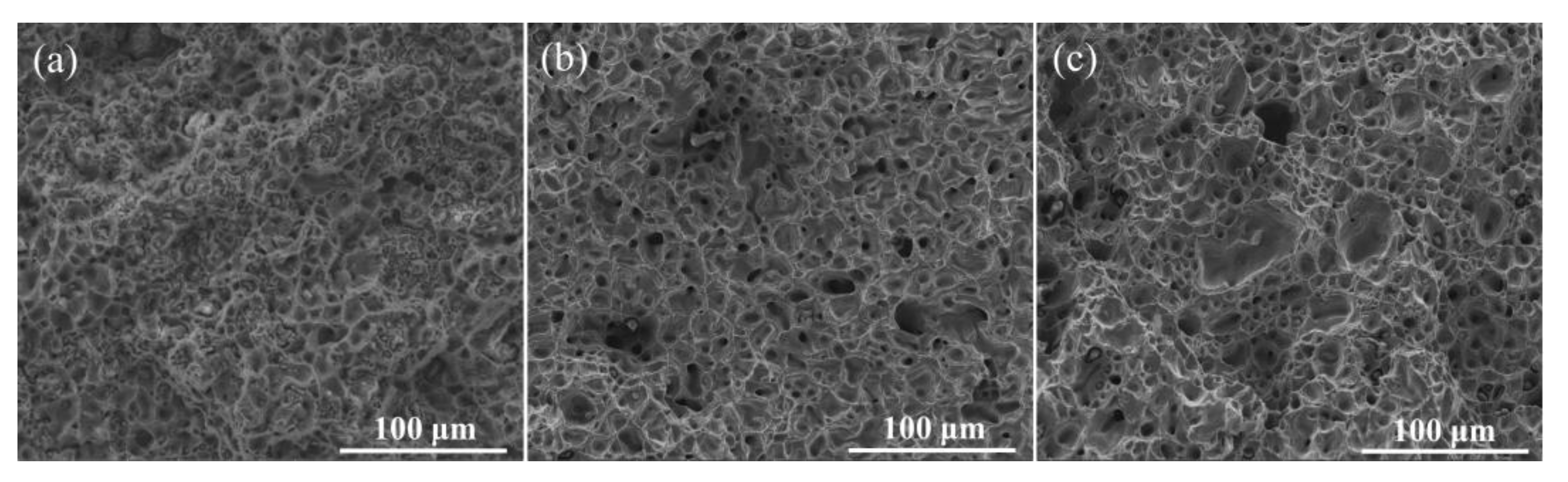
3.2. Mechanical Properties


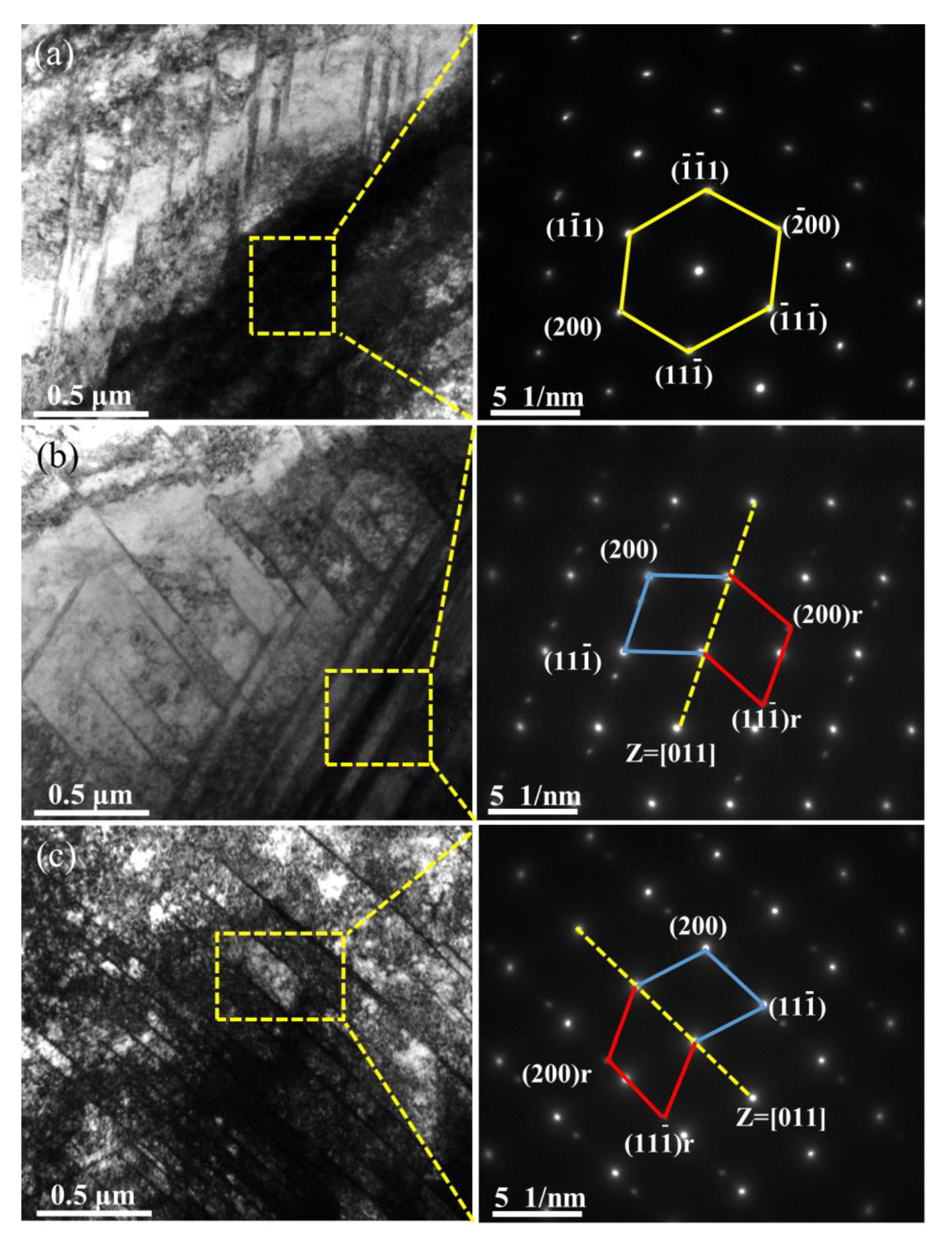
3.3. Deformation Mechanism Analysis
4. Conclusions
- (1)
- Compared to vacuum sintering, even though the Mn equilibrium vapor pressure is the same, Mn loss under pressure sintering can be significantly reduced to less than 0.5% because the pressure system avoids the continuous extraction of Mn vapor. The relative density of the Fe-35Mn-0.5C alloy was enhanced to 97 ± 0.30% by increasing the sintering pressure and adding carbon content.
- (2)
- With the addition of trace carbon and optimization of the sintering process, the tensile strength and elongation were simultaneously improved significantly. The ultimate tensile strength of 772 MPa in PS0.5, yield strength of 290 MPa, and elongation of 35% are much higher than those of the directly sintered Fe-35Mn alloys previously reported in the literature. The highly dense microstructure, uniform austenite phase composition, twinning-induced plasticity, and carbon-accelerated twin growth mechanism are responsible for the excellent mechanical properties.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, P.F.; Zhang, D.C.; Dai, Y.L. Microstructure, mechanical properties, degradation behavior, and biocompatibility of porous Fe-Mn alloys fabricated by sponge impregnation and sintering techniques. Acta Biomater. 2020, 114, 485–496. [Google Scholar] [CrossRef] [PubMed]
- Hermawan, H.; Dubé, D.; Mantovani, D. Development of degradable Fe-35Mn Alloy for biomedical application. Adv. Mater. Res. 2007, 15–17, 107–112. [Google Scholar]
- Hermawan, H.; Purnama, A.; Dubé, D. Fe–Mn alloys for metallic biodegradable stents: Degradation and cell viability studies. Acta Biomater. 2010, 6, 1852–1860. [Google Scholar] [CrossRef] [PubMed]
- Sing, N.B.; Mostavan, A.; Hamzah, E. Degradation behavior of biodegradable Fe35Mn alloy stents. J. Biomed. Mater. Res. B 2015, 103, 572–577. [Google Scholar] [CrossRef] [PubMed]
- Jynge, P.; Brurok, H.; Asplund, A. Cardiovascular safety of MnDPDP and MnCl2. Acta Radiol. 1997, 38, 740–749. [Google Scholar] [CrossRef]
- Crossgrove, J.; Zheng, W. Manganese toxicity upon overexposure. NMR Biomed. 2004, 17, 544–553. [Google Scholar] [CrossRef]
- Hermawan, D.; Dubé, D.; Mantovani, D. Degradable metallic biomaterials: Design and development of Fe-Mn alloys for stents. J. Biomed. Mater. Res. A 2010, 93, 1–11. [Google Scholar] [CrossRef]
- Xu, W.L.; Lu, X.; Tan, L.L. Study on properties of a novel biodegradable Fe-30Mn-1C alloy. Acta Metall. Sin. 2011, 47, 1342–1347. [Google Scholar]
- Liu, R.Y.; He, R.G.; Chen, Y.X. Effect of Ag on the microstructure, mechanical and bio-corrosion properties of Fe–30Mn Alloy. Acta Metall. Sin. 2019, 32, 1337–1345. [Google Scholar] [CrossRef] [Green Version]
- Sotoudehbagha, P.; Sheibani, S.; Khakbiz, M. Novel antibacterial biodegradable Fe-Mn-Ag alloys produced by mechanical alloying. Sci. Eng. Compos. Mater. 2018, 88, 88–94. [Google Scholar] [CrossRef] [Green Version]
- Mandal, S.; Ummadi, R.; Bose, M. Fe-Mn-Cu alloy as biodegradable material with enhanced antimicrobial properties. Mater. Lett. 2019, 237, 323–327. [Google Scholar] [CrossRef]
- Hufenbach, J.; Wendrock, H.; Kochta, F. Novel biodegradable Fe-Mn-C-S alloy with superior mechanical and corrosion properties. Mater. Lett. 2017, 186, 330–333. [Google Scholar] [CrossRef]
- Xu, Z.G.; Hodgson, M.A.; Cao, P. A comparative study of powder metallurgical (PM) and wrought Fe-Mn-Si alloys. Mater. Sci. Eng. A 2015, 630, 116–124. [Google Scholar] [CrossRef]
- Dargusch, M.S.; Manshadi, A.D.; Shahbazi, M. Exploring the role of Manganese on the microstructure, mechanical properties, biodegradability, and biocompatibility of porous iron-based scaffolds. ACS Biomater. Sci. Eng. 2019, 5, 1686–1702. [Google Scholar] [CrossRef] [PubMed]
- Hou, S.L. Vapourization and control of manganese in vacuum induction melting. Shanghai Metal. 1992, 2, 60–61. [Google Scholar]
- Zhang, Y.; Li, D.Y.; Li, Y.M. Preperation and properties of biodegradable Fe-Mn alloy by injection molding. Mater. Sci. Eng. Powder. Metall. 2022, 1, 102–110. [Google Scholar]
- Kubásek, J.; Vojtěch, D.; Jablonská, E. Structure, mechanical characteristics and in vitro degradation, cytotoxicity, genotoxicity and mutagenicity of novel biodegradable Zn-Mg alloys. Mater. Sci. Eng. C 2016, 58, 24–35. [Google Scholar] [CrossRef]
- Niu, J.L.; Tang, Z.B.; Huang, H. Research on a Zn-Cu alloy as a biodegradable material for potential vascular stents application. Mater. Sci. Eng. C 2016, 69, 407–413. [Google Scholar] [CrossRef]
- Gong, H.B.; Wang, K.; Strich, R. In vitro biodegradation behavior, mechanical properties, and cytotoxicity of biodegradable Zn–Mg alloy. J. Biomed. Mater. Res. B 2015, 103, 1632–1640. [Google Scholar] [CrossRef] [Green Version]
- Mostaed, E.; Sikora-Jasinska, M.; Mostaed, A. Novel Zn-based alloys for biodegradable stent applications: Design, development and in vitro degradation. J. Mech. Behav. Biomed. 2016, 60, 581–602. [Google Scholar] [CrossRef]
- Li, H.; Peng, Q.M.; Li, X.J. Microstructures, mechanical and cytocompatibility of degradable Mg–Zn based orthopedic biomaterials. Mater. Des. 2014, 58, 43–51. [Google Scholar] [CrossRef]
- Zhang, X.B.; Zhang, Y.; Chen, K. Microstructure, mechanical and corrosion properties of Mg–Nd–Zn–Sr–Zr alloy as a biodegradable material. Mater. Sci. Tech-Lond. 2015, 31, 866–873. [Google Scholar] [CrossRef]
- Geng, Z.W.; Xiao, D.H.; Chen, L. Microstructure, mechanical properties, and corrosion behavior of degradable Mg-Al-Cu-Zn-Gd alloys. J. Alloys Compd. 2016, 686, 145–152. [Google Scholar] [CrossRef]
- Zhang, X.; Xue, Y.; Wang, Z. Microstructure, mechanical and corrosion properties of Mg-(4-x) Nd-x Gd-Sr-Zn-Zr biomagnesium alloys. Acta. Metall. Sin. 2014, 50, 979–988. [Google Scholar]
- Bouaziz, O.; Allain, S.; Scott, C.P. High manganese austenitic twinning induced plasticity steels: A review of the microstructure properties relationships. Curr. Opin. Solid State Mater. Sci. 2011, 15, 141–168. [Google Scholar] [CrossRef]
- Idrissi, H.; Renard, K.; Ryelandt, L. On the mechanism of twin formation in Fe–Mn–C TWIP steels. Acta. Mater. 2010, 58, 2464–2476. [Google Scholar] [CrossRef]
- Allain, S.; Chateau, J.P.; Bouaziz, O. A physical model of the twinning-induced plasticity effect in a high manganese austenitic steel. Mater. Sci. Eng. A 2004, 387–389, 143–147. [Google Scholar] [CrossRef]
- Li, D.D.; Qian, L.H.; Liu, S. Effect of manganese content on tensile deformation behavior of Fe-Mn-C TWIP steels. Acta. Metall. Sin. 2018, 12, 1777–1784. [Google Scholar]
- Allain, S.; Chateau, J.P.; Bouaziz, O. Correlations between the calculated stacking fault energy and the plasticity mechanisms in Fe–Mn–C alloys. Mater. Sci. Eng. A 2004, 387–289, 158–162. [Google Scholar] [CrossRef]
- Salishchev, G.A.; Yurchenko, N.; Chernichenko, R.S. Effect of thermomechanical processing on microstructure and mechanical properties of the carbon-containing CoCrFeNiMn high entropy alloy. J. Alloys Compd. 2017, 693, 394–405. [Google Scholar]
- Wu, Z.; Parish, C.M.; Beihjjo, A. Nano-twin mediated plasticity in carbon-containing FeNiCoCrMn high entropy alloys. J. Alloys Compd. 2015, 647, 815–822. [Google Scholar] [CrossRef] [Green Version]
- Peng, X. The Effect of Carbon Content on the Stacking Fault Energy and Twinning-Induced Plasticity Behavior and Fe-Mn-Cu-C TWIP Steel; University of Fuzhou: Fuzhou, China, 2013. [Google Scholar]
- Peng, X.; Zhu, D.Y.; HU, Z.M. Effect of carbon content on microstructure and mechanical properties of Fe-Mn-Cu-C TWIP Steels. Iron Steel 2013, 48, 55–61. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Temperature (°C) | Time (h) | Atmosphere | Pressure |
|---|---|---|---|---|
| Fe-35Mn (VS) | 1200 | 7 | vacuum | 10−1 Pa |
| Fe-35Mn (PS) | 1200 | 7 | argon | 5 atm |
| Fe-35Mn-0.5C (PS0.5) | 1200 | 7 | argon | 5 atm |
| Samples | C (wt.%) | O (wt.%) | Mn (wt.%) | Ratio of Mn Loss (%) | Relative Density (%) |
|---|---|---|---|---|---|
| VS | 0.05 | 0.35 | 32.21 ± 0.14 | 2.79 | 93.1 ± 0.12 |
| PS | 0.08 | 0.31 | 34.46 ± 0.11 | 0.54 | 95.0 ± 0.34 |
| PS0.5 | 0.46 | 0.08 | 34.54 ± 0.15 | 0.46 | 97.0 ± 0.30 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Li, S.; Li, D.; Li, Y.; He, H.; Shu, C. Enhanced Mechanical Performance of a Biodegradable Fe–Mn Alloy Manufactured by Metal Injection Molding and Minor Carbon Addition. Metals 2022, 12, 884. https://doi.org/10.3390/met12050884
Zhang Y, Li S, Li D, Li Y, He H, Shu C. Enhanced Mechanical Performance of a Biodegradable Fe–Mn Alloy Manufactured by Metal Injection Molding and Minor Carbon Addition. Metals. 2022; 12(5):884. https://doi.org/10.3390/met12050884
Chicago/Turabian StyleZhang, Ye, Song Li, Dongyang Li, Yimin Li, Hao He, and Chang Shu. 2022. "Enhanced Mechanical Performance of a Biodegradable Fe–Mn Alloy Manufactured by Metal Injection Molding and Minor Carbon Addition" Metals 12, no. 5: 884. https://doi.org/10.3390/met12050884
APA StyleZhang, Y., Li, S., Li, D., Li, Y., He, H., & Shu, C. (2022). Enhanced Mechanical Performance of a Biodegradable Fe–Mn Alloy Manufactured by Metal Injection Molding and Minor Carbon Addition. Metals, 12(5), 884. https://doi.org/10.3390/met12050884