
Investigation on Interfacial Bonding Characteristics of Steel/Aluminum Bi-Metal Gears by Hot Forging Processing



Abstract
:1. Introduction
2. Experimental Procedures
2.1. Materials
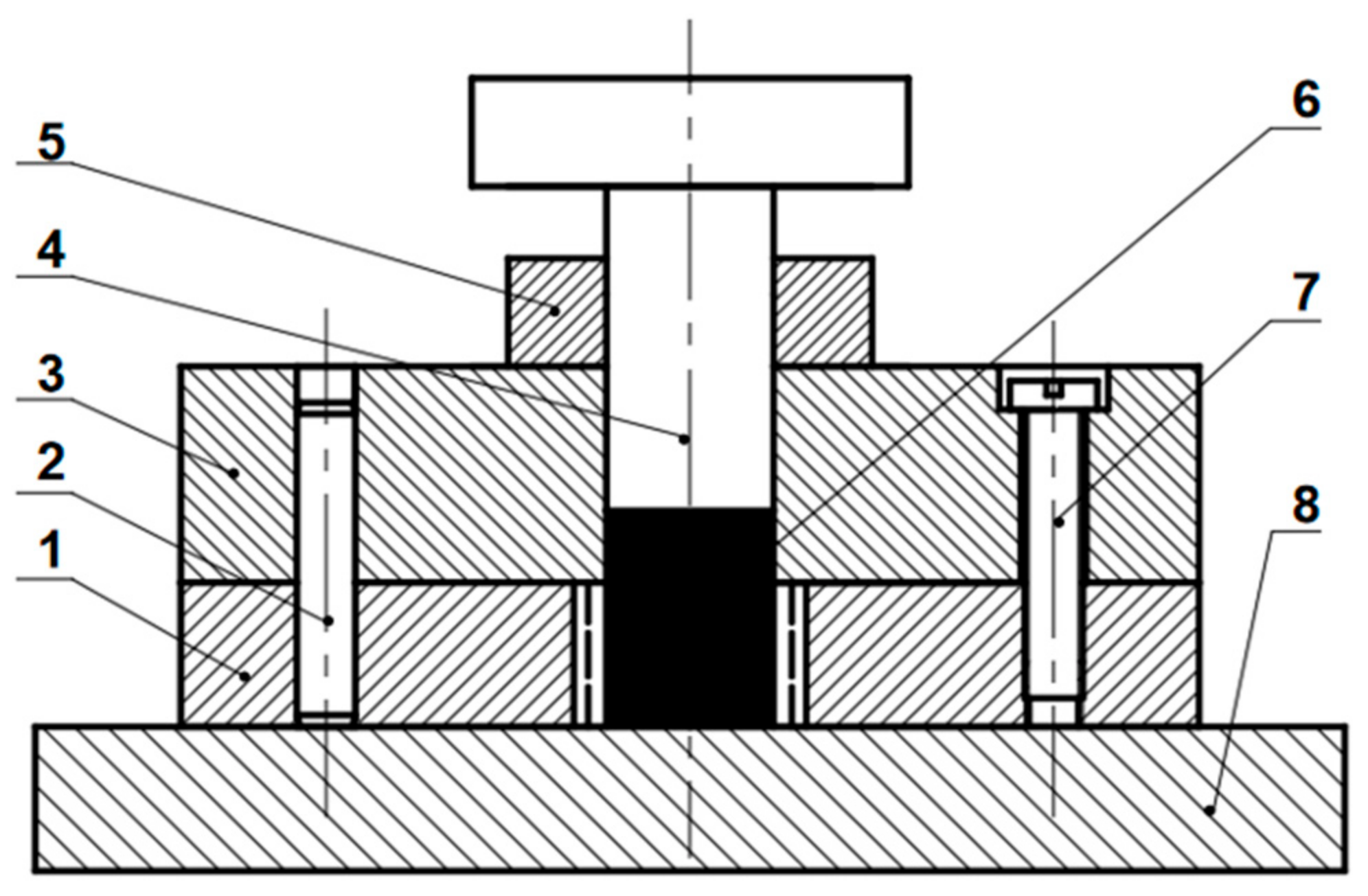
2.2. Hot Forging Process Experiment
2.3. Characterization of Interface Morphology
2.4. Simulation of Hot Forging Process
3. Results and Discussion
3.1. Microscopic Analyses of Interface
3.2. Interfacial Bonding Characteristics of Bi-Metal Gears
3.3. Finite Element Analysis
4. Conclusions
- (1).
- The width of the iron oxide layer along the interface zone increases with the increase in gear deformation degree.
- (2).
- The bonding between steel and aluminum is mechanical when the deformation degree is 50% and 70% and the metallurgical bond has been formed locally at the steel–aluminum joining zone when the deformation degree is 90%.
- (3).
- The increase in the difference between the interfacial radial stress and the flow stress of the AISI 1045 steel contributes to the formation of metallurgical bonds at the steel–aluminum joining zone.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Groche, P.; Wohletz, S.; Brenneis, M.; Pabst, C.; Resch, F. Joining by forming—A review on joint mechanisms, applications and future trends. J. Mater. Processing Technol. 2014, 214, 1972–1994. [Google Scholar] [CrossRef]
- Behrens, B.A.; Bistron, M.; Kueper, A.; Moehwald, K. Investigation of load adapted gears and shafts manufactured by compound-forging. J. Adv. Manuf. Syst. 2008, 7, 175–182. [Google Scholar] [CrossRef]
- Politis, D.J.; Lin, J.; Dean, T.A.; Balint, D.S. An investigation into the forging of Bi-metal gears. J. Mater. Processing Technol. 2014, 214, 2248–2260. [Google Scholar] [CrossRef]
- Wu, P.; Wang, B.; Lin, J.; Zuo, B.; Zhou, J. Investigation on metal flow and forming load of bi-metal gear hot forging process. Int. J. Adv. Manuf. Technol. 2017, 88, 2835–2847. [Google Scholar] [CrossRef]
- Chavdar, B.; Goldstein, R.; Ferguson, L. Hot hydroforging of lightweight bimaterial gears and hollow products. In Proceedings of the 23rd IFHTSE World Congress, Savannah, GA, USA, 18–21 April 2016. [Google Scholar]
- Yılmaz, T.G.; Doğan, O.; Karpat, F. A comparative numerical study of forged bi-metal gears: Bending strength and dynamic response. Mech. Mach. Theory 2019, 141, 117–135. [Google Scholar] [CrossRef]
- Behrens, B.A.; Kosch, K.G. Development of the heating and forming strategy in compound forging of hybrid steel-aluminum parts. Mater. Und Werkst. 2011, 42, 973–978. [Google Scholar] [CrossRef]
- Behrens, B.A.; Kosch, K.G. Production of Strong Steel-Aluminum Composites by Formation of Intermetallic Phases in Compound Forging. Steel Res. Int. 2011, 82, 1261–1265. [Google Scholar] [CrossRef]
- Springer, H.; Kostka, A.; Santos, J.F.; Raabe, D. Influence of intermetallic phases and Kirkendall-porosity on the mechanical properties of joints between steel and aluminium alloys. Mater. Sci. Eng. A 2011, 528, 4630–4642. [Google Scholar] [CrossRef]
- Yamamoto, N.; Takahashi, M.; Aritoshi, M.; Ikeuchi, K. Formation of intermetallic compounds in friction bonding of Al alloys to steel. Materials science forum. Mater. Sci. Forum 2007, 539, 3865–3871. [Google Scholar] [CrossRef]
- Yang, Y.C.; Zhang, F.Y.; Qin, Y.F.; He, J.; Liu, B.X.; Yang, M.X.; Yin, F.X. Microstructure, growth kinetics and mechanical properties of interface layer for roll bonded aluminum-steel clad sheet annealed under argon gas protection. Vacuum 2018, 151, 189–196. [Google Scholar] [CrossRef]
- Kim, H.J.; Kim, T.H.; Shin, J.S.; Park, S.Y.; Hyun, S.; Lim, K.M. Effect of Surface Treatments on Cast-Bonding Characteristics of Steel-Aluminum Hybrid Composite Materials. Arch. Metall. Mater. 2019, 64, 889–892. [Google Scholar] [CrossRef]
- Mirza, F.A.; Macwan, A.; Bhole, S.D.; Chen, D.L.; Chen, X.G. Effect of welding energy on microstructure and strength of ultrasonic spot welded dissimilar joints of aluminum to steel sheets. Mater. Sci. Eng. A 2016, 668, 73–85. [Google Scholar] [CrossRef]
- Xu, L.; Wang, L.; Chen, Y.C.; Robson, J.; Prangnell, P. Effect of interfacial reaction on the mechanical performance of steel to aluminum dissimilar ultrasonic spot welds. Metall. Mater. Trans. A 2016, 47, 334–346. [Google Scholar] [CrossRef]
- Aizawa, Y.; Nishiwaki, J.; Harada, Y.; Muraishi, S.; Kumai, S. Experimental and numerical analysis of the formation behavior of intermediate layers at explosive welded Al/Fe joint interfaces. J. Manuf. Processes 2016, 24, 100–106. [Google Scholar] [CrossRef]
- Kaya, Y. Microstructural, mechanical and corrosion investigations of ship steel-aluminum bimetal composites produced by explosive welding. Metals 2018, 8, 544. [Google Scholar] [CrossRef]
- Groche, P.; Wohletz, S.; Erbe, A.; Altin, A. Effect of the primary heat treatment on the bond formation in cold welding of aluminum and steel by cold forging. J. Mater. Processing Technol. 2014, 214, 2040–2048. [Google Scholar] [CrossRef]
- Akramifard, H.R.; Mirzadeh, H.; Parsa, M.H. Estimating interface bonding strength in clad sheets based on tensile test results. Mater. Des. 2014, 64, 307–309. [Google Scholar] [CrossRef]
- Chen, G.; Xu, G. Effects of melt pressure on process stability and bonding strength of twin-roll cast steel/aluminum clad sheet. J. Manuf. Processes 2017, 29, 438–446. [Google Scholar] [CrossRef]
- Hosseini, M.; Pardis, N.; Manesh, H.D.; Abbasi, M.; Kim, D. Structural characteristics of Cu/Ti bimetal composite produced by accumulative roll-bonding (ARB). Mater. Des. 2017, 113, 128–136. [Google Scholar] [CrossRef]
- Babaee, M.H.; Niroumand, B.; Maleki, A.; Lashani, Z.M. Simulation and experimental verification of interfacial interactions in compound squeeze cast Al/Al–Cu macrocomposite bimetal. Trans. Nonferrous Met. Soc. China 2019, 29, 950–963. [Google Scholar] [CrossRef]
- Babaee, M.H.; Maleki, A.; Niroumand, B. A novel method to improve interfacial bonding of compound squeeze cast Al/Al− Cu macrocomposite bimetals: Simulation and experimental studies. Trans. Nonferrous Met. Soc. China 2019, 29, 1184–1199. [Google Scholar] [CrossRef]
- Rezaii, A.; Shafiei, E.; Ostovan, F.; Daneshmanesh, H. Experimental & theoretical investigation of roll bonding process of multilayer strips by finite element method. J. Manuf. Processes 2020, 54, 54–69. [Google Scholar] [CrossRef]
- Carvalho, G.; Galvão, I.; Mendes, R.; Rui, M. Leal Aluminum-to-steel cladding by explosive welding. Metals 2020, 10, 1062. [Google Scholar] [CrossRef]
- Yu, X.; Fan, D.; Huang, J.; Li, C.L.; Kang, Y.T. Arc-assisted laser welding brazing of aluminum to steel. Metals 2019, 9, 397. [Google Scholar] [CrossRef]
- Bay, N.; Clemensen, C.; Juelstorp, O. Bond strength in cold roll bonding. CIRP Ann. 1985, 34, 221–224. [Google Scholar] [CrossRef]
- Zhang, Z.; Xu, W.; Gu, T.; Shan, D. Fabrication of steel/aluminum clad tube by spin bonding and annealing treatment. Int. J. Adv. Manuf. Technol. 2018, 94, 3605–3617. [Google Scholar] [CrossRef]
- Li, P.; Li, F.G.; Cao, J.; Ma, X.K.; Li, J.H. Constitutive equations of 1060 pure aluminum based on modified double multiple nonlinear regression model. Trans. Nonferrous Met. Soc. China 2016, 26, 1079–1095. [Google Scholar] [CrossRef]
- Zhou, J.L.; Shi, M.; Zhang, P.M.; Yang, G.Y.; Yu, R.; Dai, Y. Research on Hot deformation behavior of 45 steel in low temperature region. Iron Steel 2014, 49, 62–65. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Mn | Si | Cu | Cr | Al | Fe |
|---|---|---|---|---|---|---|---|
| Aluminum | - | 0.03 | 0.25 | 0.05 | - | Balance | 0.35 |
| Steel | 0.45 | 0.60 | 0.20 | - | 0.25 | - | Balance |
| Exp. | Height of Stop Block (mm) | Stoke of Top Die (mm) | Deformation Degree (%) |
|---|---|---|---|
| 1 | 20 | 5 | 50 |
| 2 | 18 | 7 | 70 |
| 3 | 16 | 9 | 90 |
| Point | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
|---|---|---|---|---|---|---|---|
| Al | 21.58 | - | - | - | - | 99.43 | 99.50 |
| Fe | 3.59 | 36.34 | 36.39 | 36.86 | 34.94 | 0.57 | 0.50 |
| O | 74.84 | 63.66 | 63.61 | 63.14 | 65.06 | - | - |
| Point | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
|---|---|---|---|---|---|---|---|
| Al | 83.97 | 83.04 | 77.89 | 56.82 | 22.36 | - | 21.09 |
| Fe | 16.03 | 16.96 | 22.11 | 43.18 | 77.64 | 33.97 | 78.91 |
| O | - | - | - | - | - | 66.03 | - |
| Deformation Degree | 50% | 70% | 90% |
|---|---|---|---|
| Experimental result (°C) | 304 | 377 | 425 |
| Simulation result (°C) | 307 | 382 | 429 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Meng, Z.; Jia, X.; Feng, W.; Zhuang, W.; Wu, M. Investigation on Interfacial Bonding Characteristics of Steel/Aluminum Bi-Metal Gears by Hot Forging Processing. Metals 2022, 12, 1244. https://doi.org/10.3390/met12081244
Meng Z, Jia X, Feng W, Zhuang W, Wu M. Investigation on Interfacial Bonding Characteristics of Steel/Aluminum Bi-Metal Gears by Hot Forging Processing. Metals. 2022; 12(8):1244. https://doi.org/10.3390/met12081244
Chicago/Turabian StyleMeng, Zhenghua, Xiangyang Jia, Wei Feng, Wuhao Zhuang, and Min Wu. 2022. "Investigation on Interfacial Bonding Characteristics of Steel/Aluminum Bi-Metal Gears by Hot Forging Processing" Metals 12, no. 8: 1244. https://doi.org/10.3390/met12081244
APA StyleMeng, Z., Jia, X., Feng, W., Zhuang, W., & Wu, M. (2022). Investigation on Interfacial Bonding Characteristics of Steel/Aluminum Bi-Metal Gears by Hot Forging Processing. Metals, 12(8), 1244. https://doi.org/10.3390/met12081244