
Recycling Aluminium AA6061 Chips with Reinforced Boron Carbide (B4C) and Zirconia (ZrO2) Particles via Hot Extrusion

 , , ,
, , ,  ,
,  ,
,  ,
,
Abstract
:1. Introduction
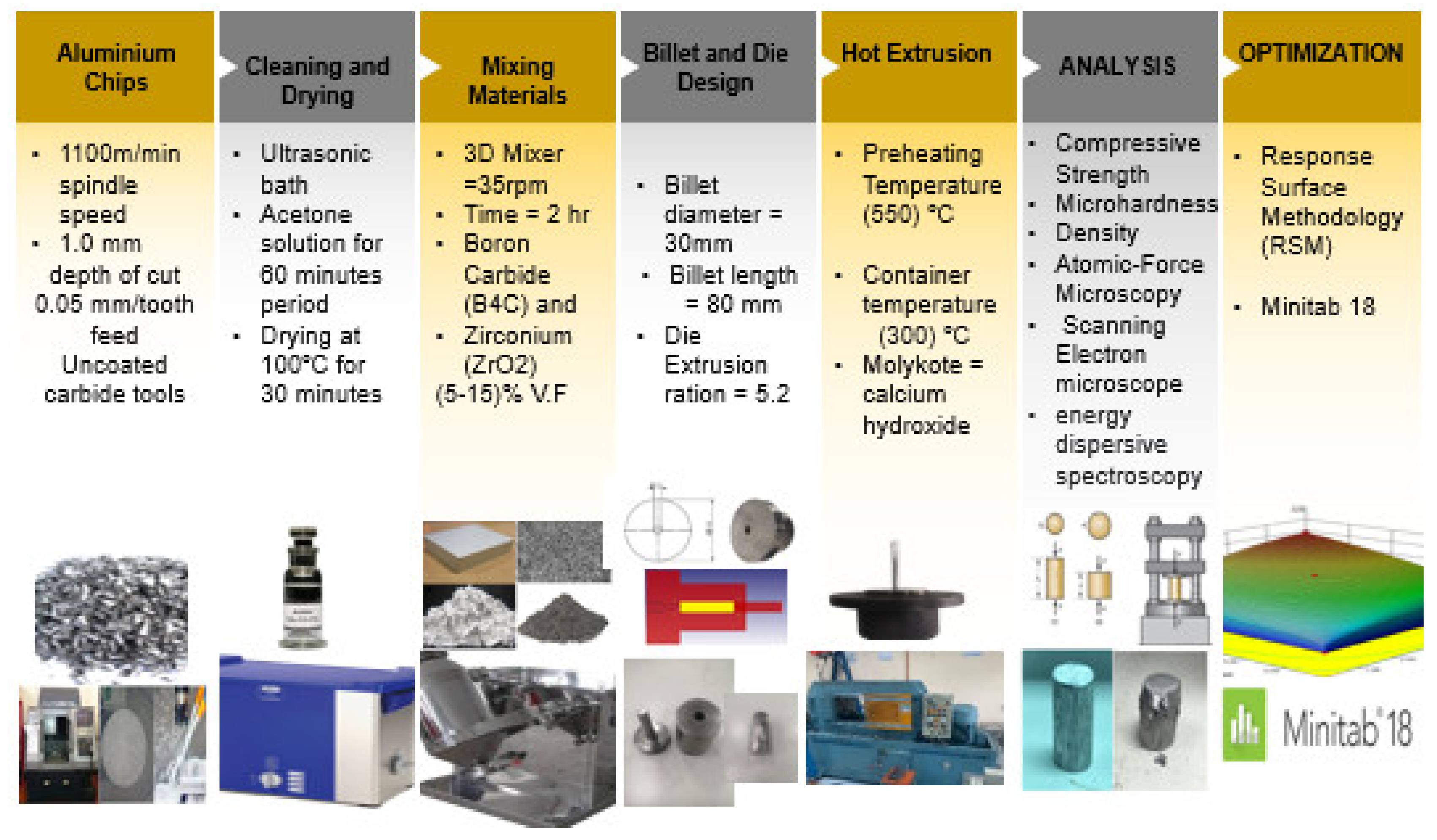
2. Materials and Methods
2.1. Preparation of the Al6061-B4C/ZrO2 Composites
2.2. Hot-Extrusion Experiment
2.3. Material Characterisation
3. Results and Discussion
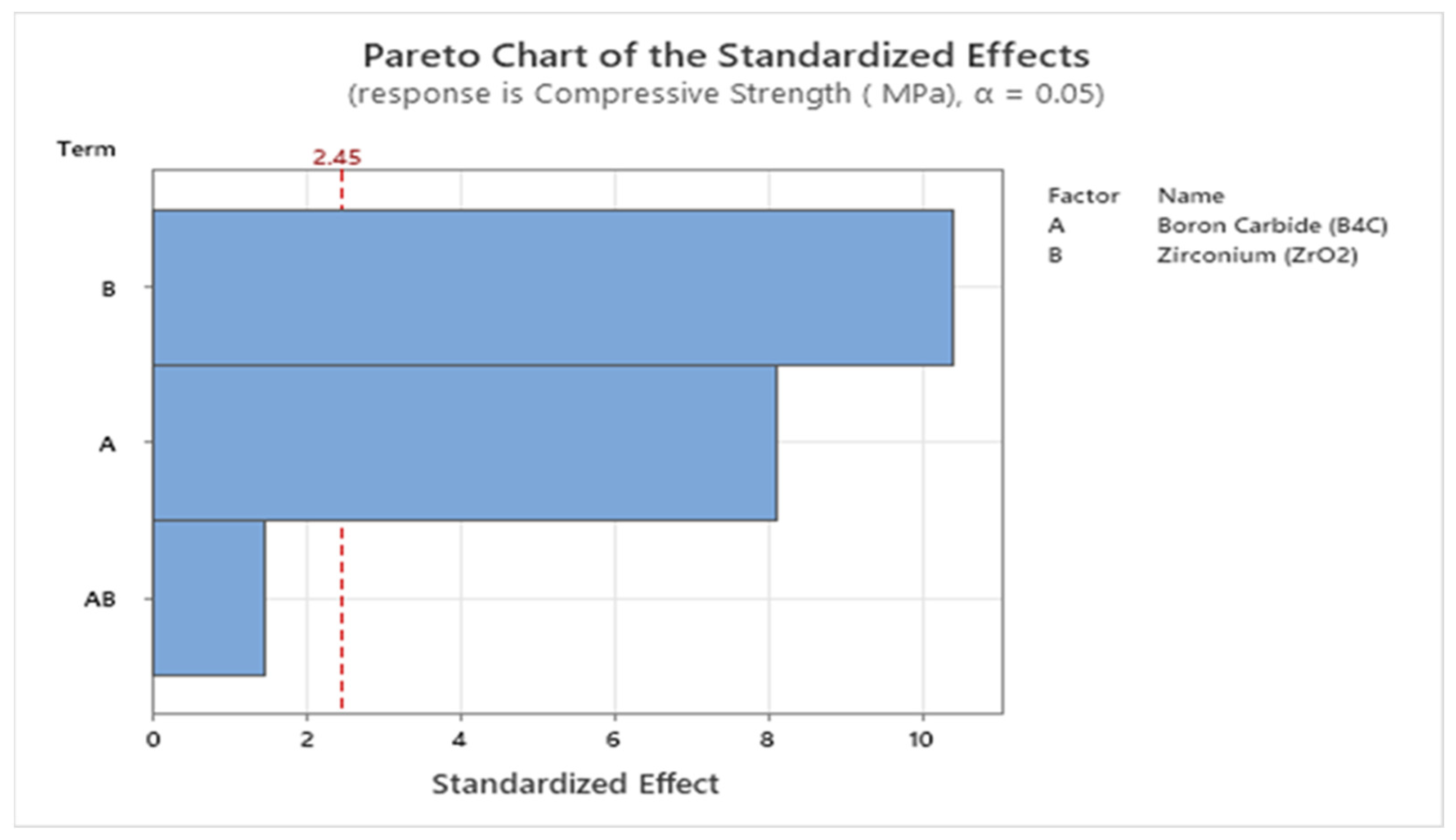
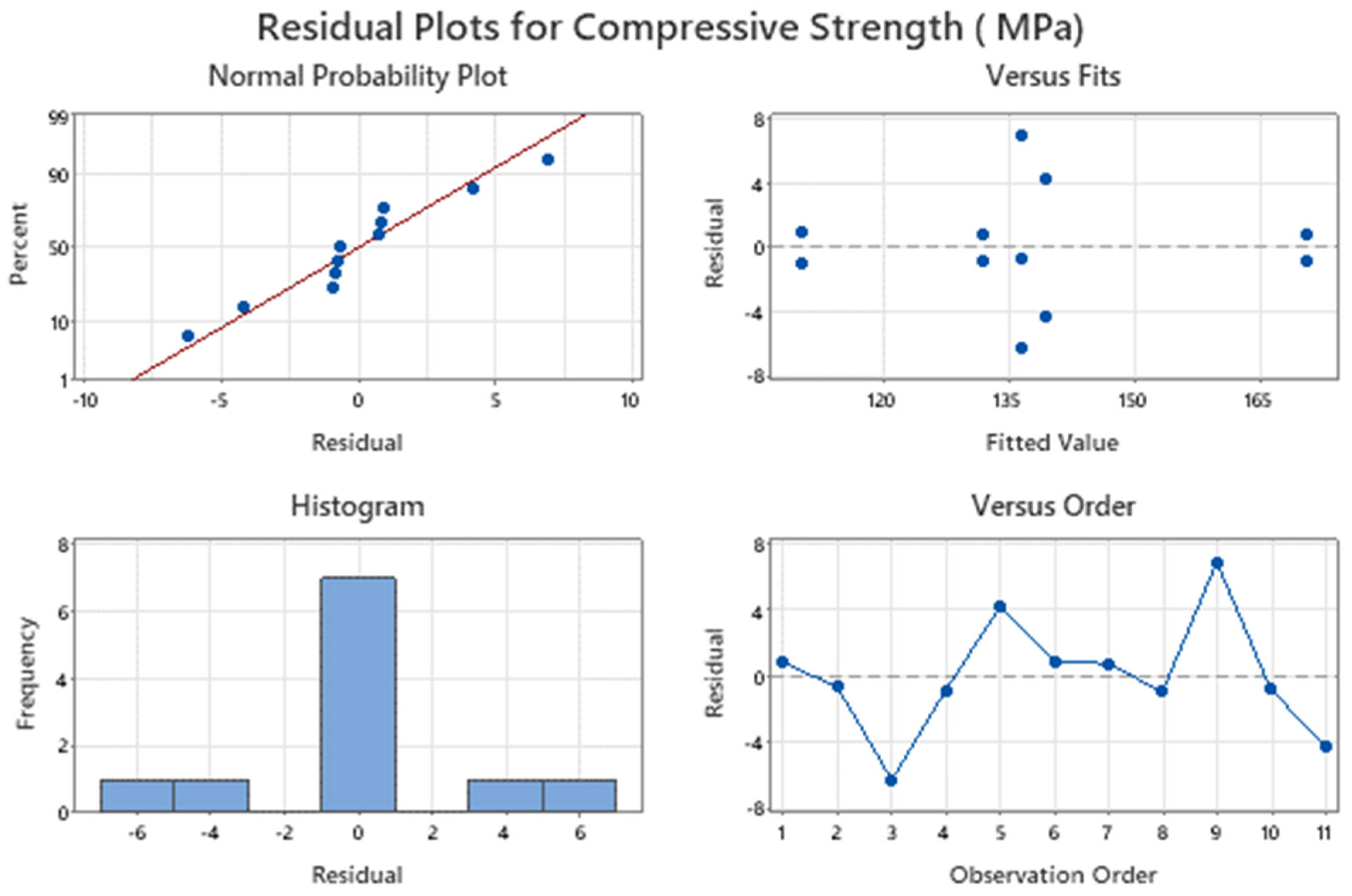
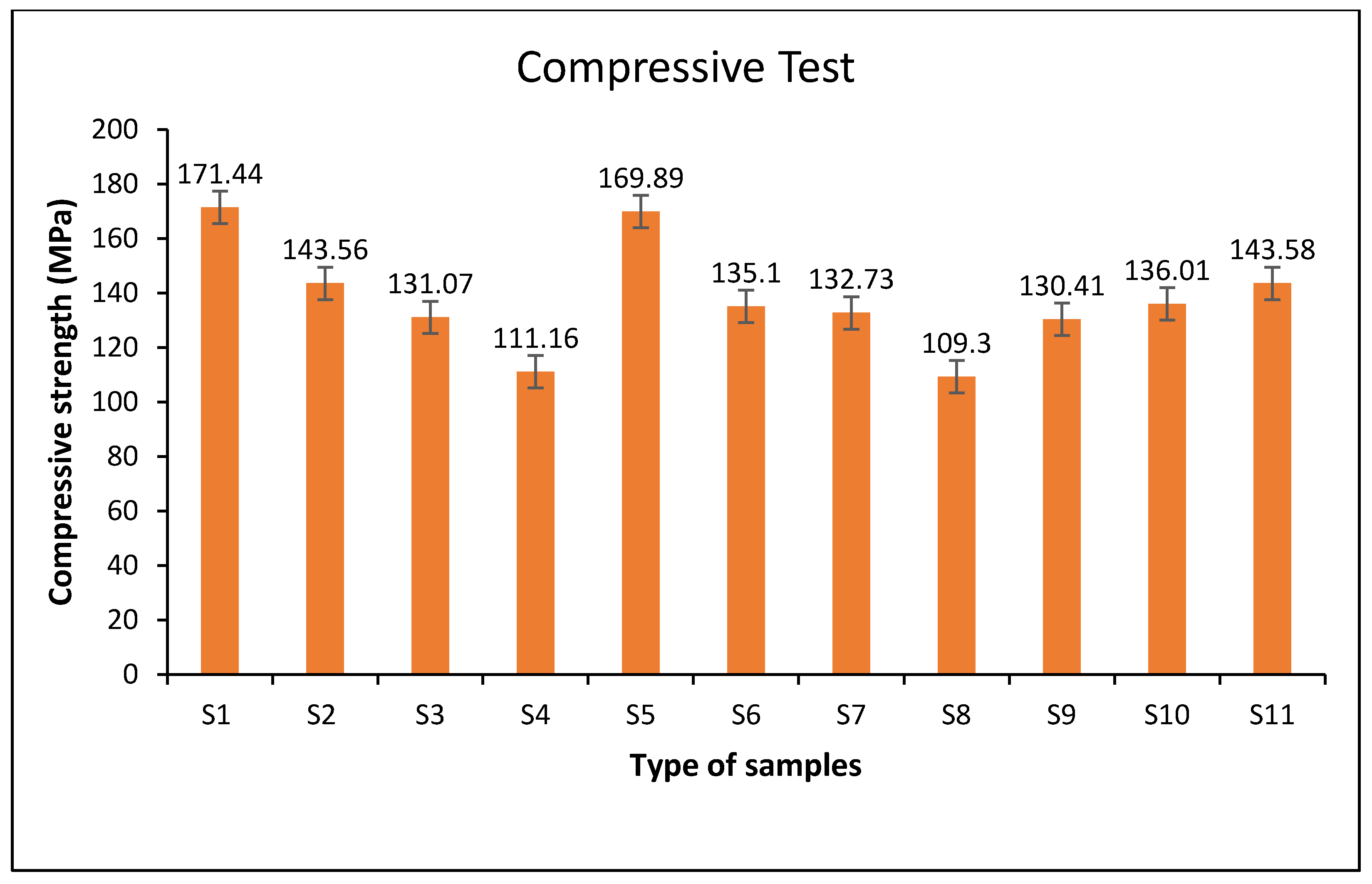
3.1. Compressive Strength
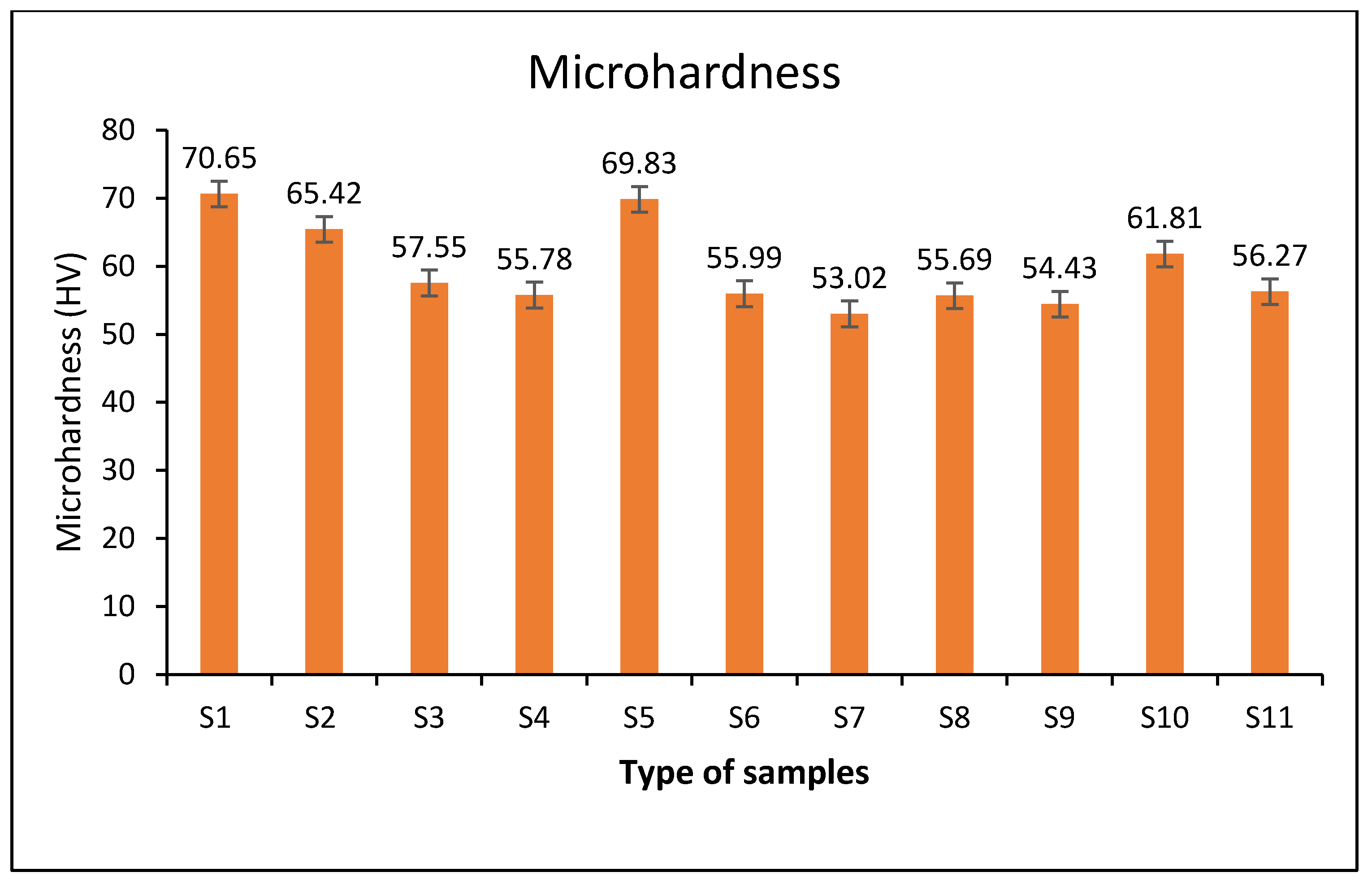
3.2. Microhardness
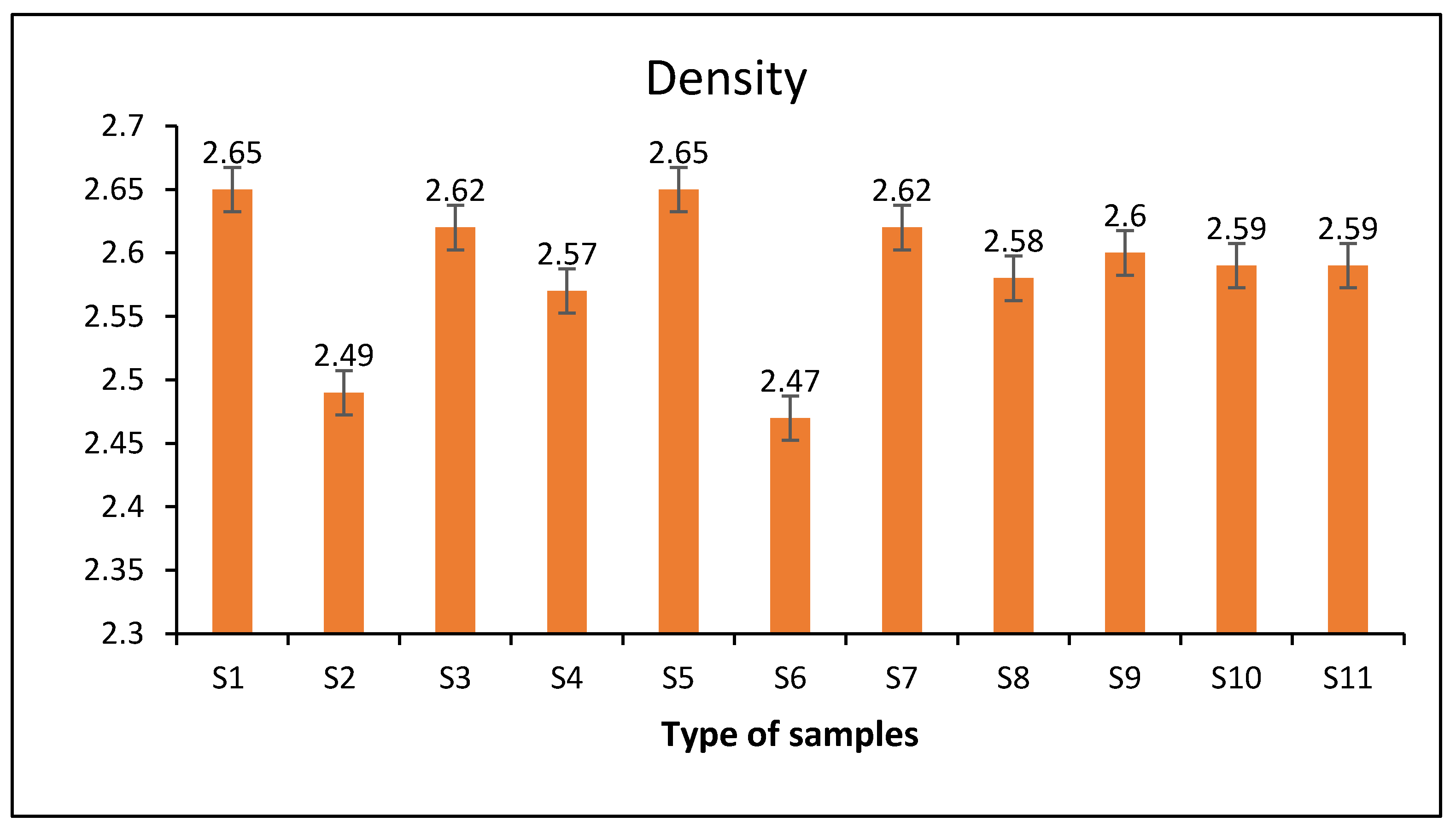
3.3. Density
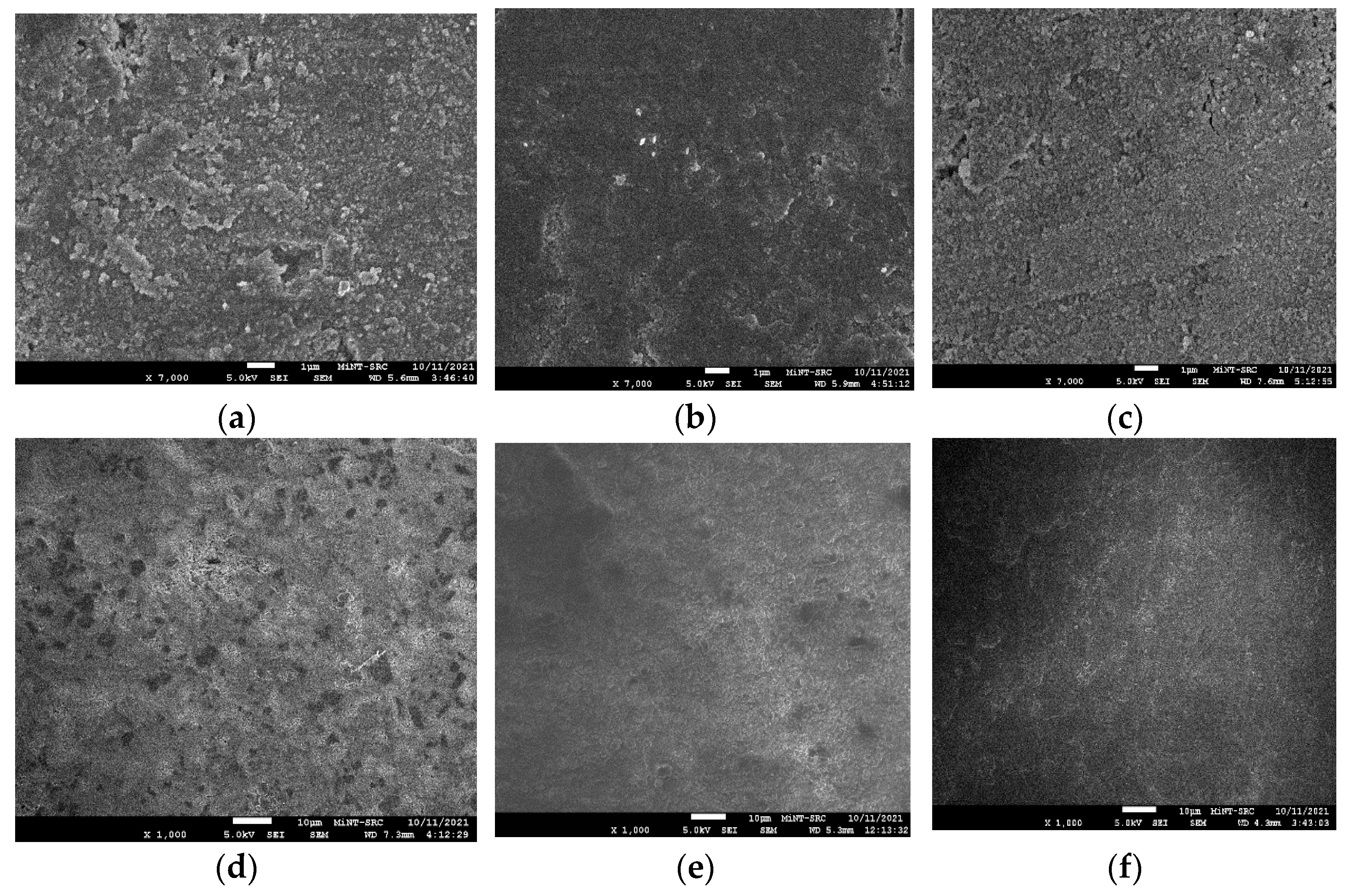
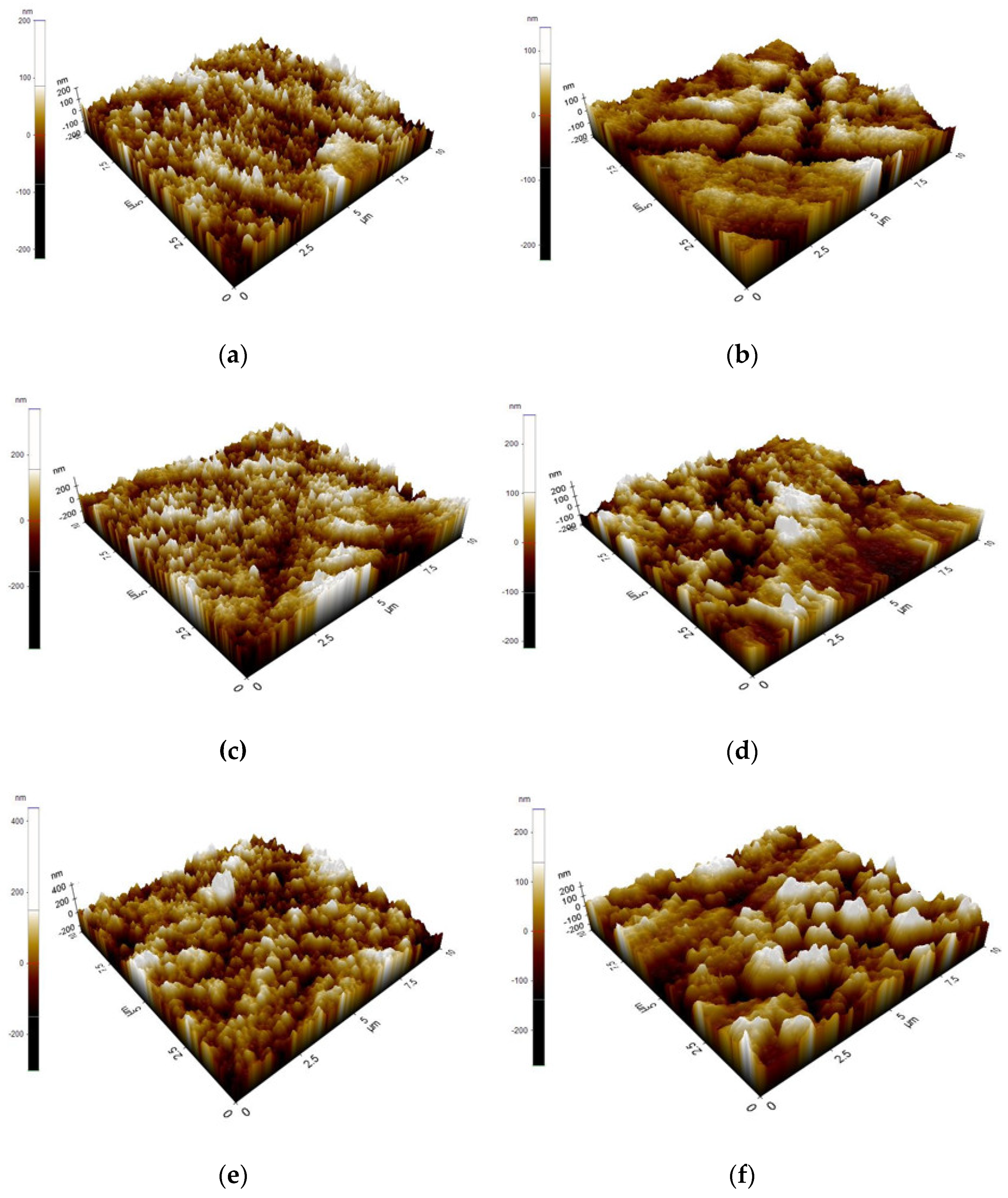
3.4. Metallographic FE-SEM and AFM Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Abbas, A.T.; Taha, M.A.; Ragab, A.E.; El-Danaf, E.A.; Abd El Aal, M.I. Effect of Equal Channel Angular Pressing on the Surface Roughness of Solid State Recycled Aluminum Alloy 6061 Chips. Adv. Mater. Sci. Eng. 2017, 2017, 5131403. [Google Scholar] [CrossRef] [Green Version]
- Tekkaya, A.E.; Schikorra, M.; Becker, D.; Biermann, D.; Hammer, N.; Pantke, K. Hot profile extrusion of AA-6060 aluminum chips. J. Mater. Process. Technol. 2009, 209, 3343–3350. [Google Scholar] [CrossRef]
- Haase, M.; Tekkaya, A.E. Recycling of aluminum chips by hot extrusion with subsequent cold extrusion. Procedia Eng. 2014, 81, 652–657. [Google Scholar] [CrossRef] [Green Version]
- Zhou, W.; Shao, Z.; Yu, J.; Lin, J. Advances and trends in forming curved extrusion profiles. Materials 2021, 14, 1603. [Google Scholar] [CrossRef]
- Zhou, W.; Shi, Z.; Lin, J.; Dean, T.A. Dean. An upper bound solution for deformation field analysis in differential velocity sideways extrusion using a unified stream function. Int. J. Mech. Sci. 2022, 224, 107323. [Google Scholar] [CrossRef]
- Chmura, W.; Gronostajski, Z. Bearing composites made from aluminium and aluminium bronze chips. J. Mater. Process. Technol. 2006, 178, 188–193. [Google Scholar] [CrossRef]
- Rebhi, A.; Makhlouf, T.; Njah, N. X-ray diffraction analysis of 99.1% recycled aluminium subjected to equal channel angular extrusion. Phys. Procedia 2009, 2, 1263–1270. [Google Scholar] [CrossRef] [Green Version]
- Zhou, W.; Yu, J.; Lin, J.; Dean, T.A. Effects of die land length and geometry on curvature and effective strain of profiles produced by a novel sideways extrusion process. J. Mater. Process. Technol. 2020, 282, 116682. [Google Scholar] [CrossRef]
- Shamsudin, S.; Lajis, M.; Zhong, Z.W. Evolutionary in Solid State Recycling Techniques of Aluminium: A review. Procedia CIRP 2016, 40, 256–261. [Google Scholar] [CrossRef] [Green Version]
- Sabbar, H.M.; Leman, Z.; Shamsudin, S.B.; Tahir, S.M.; Aiza Jaafar, C.N.; Hanim, M.A.A.; Ismsrrubie, Z.N.; Al-Alimi, S. AA7075-ZrO2 Nanocomposites Produced by the Consecutive Solid-State Process: A Review of Characterisation and Potential Applications. Metals 2021, 11, 805. [Google Scholar] [CrossRef]
- Zhou, W.; Lin, J.; Dean, T.A.; Wang, L. Feasibility studies of a novel extrusion process for curved profiles: Experimentation and modelling. Int. J. Mach. Tools Manuf. 2018, 126, 27–43. [Google Scholar] [CrossRef] [Green Version]
- Zhou, W.; Yu, J.; Lin, J.; Dean, T.A. Manufacturing a curved profile with fine grains and high strength by differential velocity sideways extrusion. Int. J. Mach. Tools Manuf. 2019, 140, 77–88. [Google Scholar] [CrossRef]
- Zhou, W.; Yu, J.; Lu, X.; Lin, J.; Dean, T.A. A comparative study on deformation mechanisms, microstructures and mechanical properties of wide thin-ribbed sections formed by sideways and forward extrusion. Int. J. Mach. Tools Manuf. 2021, 168, 103771. [Google Scholar] [CrossRef]
- Zhou, W.; Lin, J.; Balint, D.S.; Dean, T.A. Clarification of the effect of temperature and strain rate on workpiece deformation behaviour in metal forming processes. Int. J. Mach. Tools Manuf. 2021, 171, 103815. [Google Scholar] [CrossRef]
- Güley, V.; Güzel, A.; Jäger, A.; Ben Khalifa, N.; Tekkaya, A.E.; Misiolek, W.Z. Effect of die design on the welding quality during solid state recycling of AA6060 chips by hot extrusion. Mater. Sci. Eng. A 2013, 574, 163–175. [Google Scholar] [CrossRef]
- Blindheim, J.; Grong, Ø.; Aakenes, U.R.; Welo, T.; Steinert, M. Hybrid Metal Extrusion & Bonding (HYB)—A new technology for solid-state additive manufacturing of aluminium components. Procedia Manuf. 2018, 26, 782–789. [Google Scholar] [CrossRef]
- Sanusi, K.O.; Makinde, O.D.; Oliver, G.J. Equal channel angular pressing technique for the formation of ultra-fine grained structures. South. Afr. J. Sci. 2012, 108, 1–7. [Google Scholar] [CrossRef]
- Rezaei, M.R.; Shabestari, S.G.; Razavi, S.H. Effect of ECAP consolidation temperature on the microstructure and mechanical properties of Al-Cu-Ti metallic glass reinforced aluminum matrix composite. J. Mater. Sci. Technol. 2017, 33, 1031–1038. [Google Scholar] [CrossRef]
- Zhou, P.; Wang, H.; Nie, H.; Cheng, W.; Niu, X.; Wang, Z.; Liang, W. Effect of ECAP temperature on precipitation and strengthening mechanisms of Mg–9Al–1Si alloys. J. Mater. Res. 2018, 33, 1822–1829. [Google Scholar] [CrossRef]
- Nie, C.; Gu, J.; Liu, J.; Zhang, D. Production of Boron Carbide Reinforced 2024 Aluminum Matrix Composites by Mechanical Alloying. Mater. Trans. 2007, 48, 990–995. [Google Scholar] [CrossRef] [Green Version]
- Fogagnolo, J.B.; Ruiz-Navas, E.M.; Simón, M.A.; Martinez, M.A. Recycling of aluminium alloy and aluminium matrix composite chips by pressing and hot extrusion. J. Mater. Process. Technol. 2003, 143–144, 792–795. [Google Scholar] [CrossRef]
- Qi, Y.; Kosinova, A.; Lakin, E.; Popov, V.V., Jr.; Rabkin, E.; Lapovok, R. Effect of SPD Processing on the Strength and Conductivity of AA6061 Alloy. Adv. Eng. Mater. 2019, 21, 1801370. [Google Scholar] [CrossRef]
- Larianovsky, N.; Popov, V.; Katz-Demyanetz, A.; Fleisher, A.; Meyers, D.E.; Chaudhuri, R.S. Production of Al Metal Matrix Composites Reinforced with Carbon Nanotubes by Two-Stage Melt-Based HPDC-CE Method. J. Eng. Mater. Technol. 2019, 141, 011002. [Google Scholar] [CrossRef]
- Murthy, I.N.; Babu, N.A.; Rao, J.B. Comparative Studies on Microstructure and Mechanical Properties of Granulated Blast Furnace Slag and Fly Ash Reinforced AA 2024 Composites. J. Miner. Mater. Charact. Eng. 2014, 2, 319–333. [Google Scholar] [CrossRef] [Green Version]
- Al-Alimi, S.; Lajis, M.A.; Shamsudin, S.; Chan, B.L.; Mohammed, Y.; Ismail, A.E.; Sultan, N.M. Development of metal matrix composites and related forming techniques by direct recycling of light metals: A review. Int. J. Integr. Eng. 2020, 12, 144–171. [Google Scholar]
- Derakhshandeh-Haghighi, R.; Jenabali Jahromi, S.A. The Effect of Multi-pass Equal-Channel Angular Pressing (ECAP) for Consolidation of Aluminum-Nano Alumina Composite Powder on Wear Resistance. J. Mater. Eng. Perform. 2016, 25, 687–696. [Google Scholar] [CrossRef]
- Yerbolat, G.; Amangeldi, S.; Ali, M.H.; Badanova, N.; Ashirbeok, A.; Islam, G. Composite materials property determination by Rule of Mixture and Monte Carlo Simulation. In Proceedings of the 2018 IEEE International Conference on Advanced Manufacturing (ICAM), Yunlin, Taiwan, 16–18 November 2018; pp. 384–387. [Google Scholar] [CrossRef]
- Aliofkhazraei, M.; Ali, N. AFM Applications in Micro/Nanostructured Coatings; Elsevier: Amsterdam, The Netherlands, 2014; Volume 7, ISBN 9780080965338. [Google Scholar]
- Khuri, A.I.; Mukhopadhyay, S. Response surface methodology. Wiley Interdiscip. Rev. Comput. Stat. 2010, 2, 128–149. [Google Scholar] [CrossRef]
- Peasura, P. Application of Response Surface Methodology for Modeling of Postweld Heat Treatment Process in a Pressure Vessel Steel ASTM A516 Grade 70. Sci. World J. 2015, 2015, 318475. [Google Scholar] [CrossRef] [Green Version]
- Zhou, W.; Xi, Z. Bending Behaviour Analysis of Aluminium Profiles in Differential Velocity Sideways Extrusion Using a General Flow Field Model. Metals 2022, 12, 877. [Google Scholar] [CrossRef]
- Nemati-chari, R.; Dehghani, K.; Kami, A.; Banabic, D. Application of Response Surface Methodology for Study of Effective Strain in Equal Channel Angular Pressing of Aa6061 Alloy. Proc. Rom. Acad. Ser. A 2015, 16, 217–225. [Google Scholar]
- Penjumras, P.; Abdul Rahman, R.; Talib, R.A.; Abdan, K. Response Surface Methodology for the Optimization of Preparation of Biocomposites Based on Poly(lactic acid) and Durian Peel Cellulose. Sci. World J. 2015, 2015, 293609. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Al-Alimi, S.A.M.; Bin Lajis, M.A.; Bin Shamsudin, S.; Long, C.B. Influence of Zirconia Percent on Physical Properties of Zirconia—Aluminum Chip Matrix (Al6061) Nanocomposites. J. Nanostruct. 2022, 12, 194–203. [Google Scholar] [CrossRef]
- Sarabia, L.A.; Ortiz, M.C. Response Surface Methodology. 1.12—Response Surface Methodology. In Comprehensive Chemometrics; Elsevier: Oxford, UK, 2009; pp. 345–390. [Google Scholar] [CrossRef]
- Msebawi, M.S.; Leman, Z.; Shamsudin, S.; Tahir, S.M.; Aiza Jaafar, C.N.; Ariff, A.H.M.; Zahari, N.I.; Abdellatif, A. Production of Aluminum AA6061 Hybrid Nanocomposite from Waste Metal Using Hot Extrusion Process: Strength Performance and Prediction by RSM and Random Forest. Materials 2021, 14, 6102. [Google Scholar] [CrossRef] [PubMed]
- Ramnath, B.V.; Elanchezhian, C.; Annamalai, R.M.; Aravind, S.; Atreya, T.S.A.; Vignesh, V.; Subramanian, C. Aluminium metal matrix composites—A review. Rev. Adv. Mater. Sci. 2014, 38, 55–60. [Google Scholar]
- Al-Alimi, S.; Lajis, M.A.; Shamsudin, S.; Yusuf, N.K.; Chan, B.L.; Didane, D.H.; Rady, M.H.; Sabbar, H.M.; Msebawi, M.S. Development of Hot Equal Channel Angular Processing (ECAP) Consolidation Technique in the Production of Boron Carbide(B4C)-Reinforced Aluminium Chip (AA6061)-Based Composite. Int. J. Renew. Energy Dev. 2021, 10, 607–621. [Google Scholar] [CrossRef]
- Rino, J.J.; Chandramohan, D.; Sucitharan, K.S. An Overview on Development of Aluminium Metal Matrix Composites with Hybrid Reinforcement. Int. J. Sci. Res. 2012, 1, 196–203. [Google Scholar]
- Xu, C.; Langdon, T.G. The development of hardness homogeneity in aluminum and an aluminum alloy processed by ECAP. J. Mater. Sci. 2007, 42, 1542–1550. [Google Scholar] [CrossRef] [Green Version]
- Shirvanimoghaddam, K.; Khayyam, H.; Abdizadeh, H.; Karbalaei Akbari, M.; Pakseresht, A.H.; Abdi, F.; Abbasi, A.; Naebe, M. Effect of B4C, TiB2 and ZrSiO4 ceramic particles on mechanical properties of aluminium matrix composites: Experimental investigation and predictive modelling. Ceram. Int. 2016, 42, 6206–6220. [Google Scholar] [CrossRef]
- Oladijo, O.P.; Awe, S.A.; Akinlabi, E.T.; Phiri, R.R.; Collieus, L.L.; Phuti, R.E. High-Temperature Properties of Metal Matrix Composites. Encycl. Mater. Compos. 2021, 360–374. [Google Scholar] [CrossRef]
- Oñoro, J.; Salvador, M.D.; Cambronero, L.E.G. High-temperature mechanical properties of aluminium alloys reinforced with boron carbide particles. Mater. Sci. Eng. A 2009, 499, 421–426. [Google Scholar] [CrossRef]
- Bony, A. AFM characterization of the shape of surface structures with localization factor. Micron 2016, 87, 1–9. [Google Scholar]
- Borblik, V.; Korchevoi, A.; Nikolenko, A.; Strelchuk, V.; Fonkich, A. Fabrication of Nanostructured Objects by Thermal Vacuum Deposition of Ge Fabrication of Nanostructured Objects by Thermal Vacuum Deposition of Ge Films onto (100) GaAs Substrates. Nanosci. Nanoeng. 2016, 4, 22–30. [Google Scholar] [CrossRef]
- Faizov, S.; Sarafanov, A.; Erdakov, I.; Gromov, D.; Svistun, A.; Glebov, L.; Bykov, V.; Bryk, A.; Radionova, L. On the direct extrusion of solder wire from 52in-48sn alloy. Machines 2021, 9, 93. [Google Scholar] [CrossRef]
- Poovazhagan, L.; Kalaichelvan, K.; Rajadurai, A.; Senthilvelan, V. Characterization of hybrid silicon carbide and boron carbide nanoparticles-reinforced aluminum alloy composites. Procedia Eng. 2013, 64, 681–689. [Google Scholar] [CrossRef] [Green Version]
- Fang, D.R.; Zhang, Z.F.; Wu, S.D.; Huang, C.X.; Zhang, H.; Zhao, N.Q.; Li, J.J. Effect of equal channel angular pressing on tensile properties and fracture modes of casting Al–Cu alloys. Mater. Sci. Eng. A 2006, 426, 305–313. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Units | Values |
|---|---|---|
| Chips size | mm | 1 |
| B4C, ZrO2 size | µm | 7 ± 3 |
| Mixing time | hr | 2 |
| Mixing speed | rpm | 35 |
| Drying temperature | °C | 100 |
| Billet preheated temperature | °C | 550 |
| Billet preheated time | hr | 3 |
| Extrusion die temperature | °C | 300 |
| Factor | Variation Levels | ||
|---|---|---|---|
| Low (−1) | Medium (0) | High (+1) | |
| Boron Carbide B4C (%) | 5 | 10 | 15 |
| Zirconia ZrO2 (%) | 5 | 10 | 15 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 4 | 3758.36 | 939.59 | 44.23 | 0.000 |
| Linear | 2 | 3707.59 | 1853.80 | 87.26 | 0.000 |
| Boron Carbide (B4C) | 1 | 1404.77 | 1404.77 | 66.12 | 0.000 |
| Zirconia (ZrO2) | 1 | 2302.83 | 2302.83 | 108.40 | 0.000 |
| 2-Way Interactions | 1 | 46.71 | 46.71 | 2.20 | 0.189 |
| Boron Carbide (B4C) × Zirconia (ZrO2) | 1 | 46.71 | 46.71 | 2.20 | 0.189 |
| Curvature | 1 | 4.06 | 4.06 | 0.19 | 0.677 |
| Error | 6 | 127.47 | 21.24 | ||
| Total | 10 | 3885.83 |
| Variable | Setting | |||
| Boron Carbide (B4C) | 5 | |||
| Zirconia (ZrO2) | 5 | |||
| Response | Fit | SE Fit | 95% CI | 95% PI |
| Compressive Strength (MPa) | 170.66 | 3.26 | (162.69, 178.64) | (156.85, 184.48) |
| No. | Sample Notation | B4C (%) | ZrO2 (%) | Density kg/m3 | Hardness (VH) | Max Strain % | Compressive Strength (MPa) |
|---|---|---|---|---|---|---|---|
| 1. | S1 | 5 | 5 | 2.65 | 70.65 | 16.477 | 171.44 |
| 2. | S2 | 15 | 5 | 2.49 | 65.42 | 13.239 | 143.56 |
| 3. | S3 | 5 | 15 | 2.62 | 57.55 | 21.669 | 131.07 |
| 4. | S4 | 15 | 15 | 2.57 | 55.78 | 11.977 | 111.16 |
| 5. | S5 | 5 | 5 | 2.65 | 69.83 | 12.130 | 169.89 |
| 6. | S6 | 15 | 5 | 2.47 | 55.99 | 11.149 | 135.10 |
| 7. | S7 | 5 | 15 | 2.62 | 53.02 | 9.531 | 132.73 |
| 8. | S8 | 15 | 15 | 2.58 | 55.69 | 10.597 | 109.30 |
| 9. | S9 | 10 | 10 | 2.6 | 54.43 | 10.497 | 130.41 |
| 10. | S10 | 10 | 10 | 2.59 | 61.81 | 15.675 | 136.01 |
| 11. | S11 | 10 | 10 | 2.59 | 56.27 | 11.555 | 143.58 |
| Samples | Grain Area (μm2) | Grain Volume (μm2) | Grain Length (μm2) | Rq | Ra |
|---|---|---|---|---|---|
| Al/5% B4C-5% ZrO2 | 0.026 | 0.001 | 0.228 | 11.85 | 9.36 |
| Al/15 B4C-15% ZrO2 | 0.041 | 0.002 | 0.232 | 8.70 | 6.77 |
| Al/10 %B4C-10% ZrO2 | 0.024 | 0.001 | 0.221 | 14.06 | 11.03 |
| Al/5 %B4C/15% ZrO2 | 0.033 | 0.001 | 0.257 | 10.70 | 8.37 |
| Al/15 %B4C/5% ZrO2 | 0.025 | 0.001 | 0.226 | 15.27 | 12.11 |
| Al-chips | 0.038 | 0.002 | 0.282 | 14.24 | 11.24 |
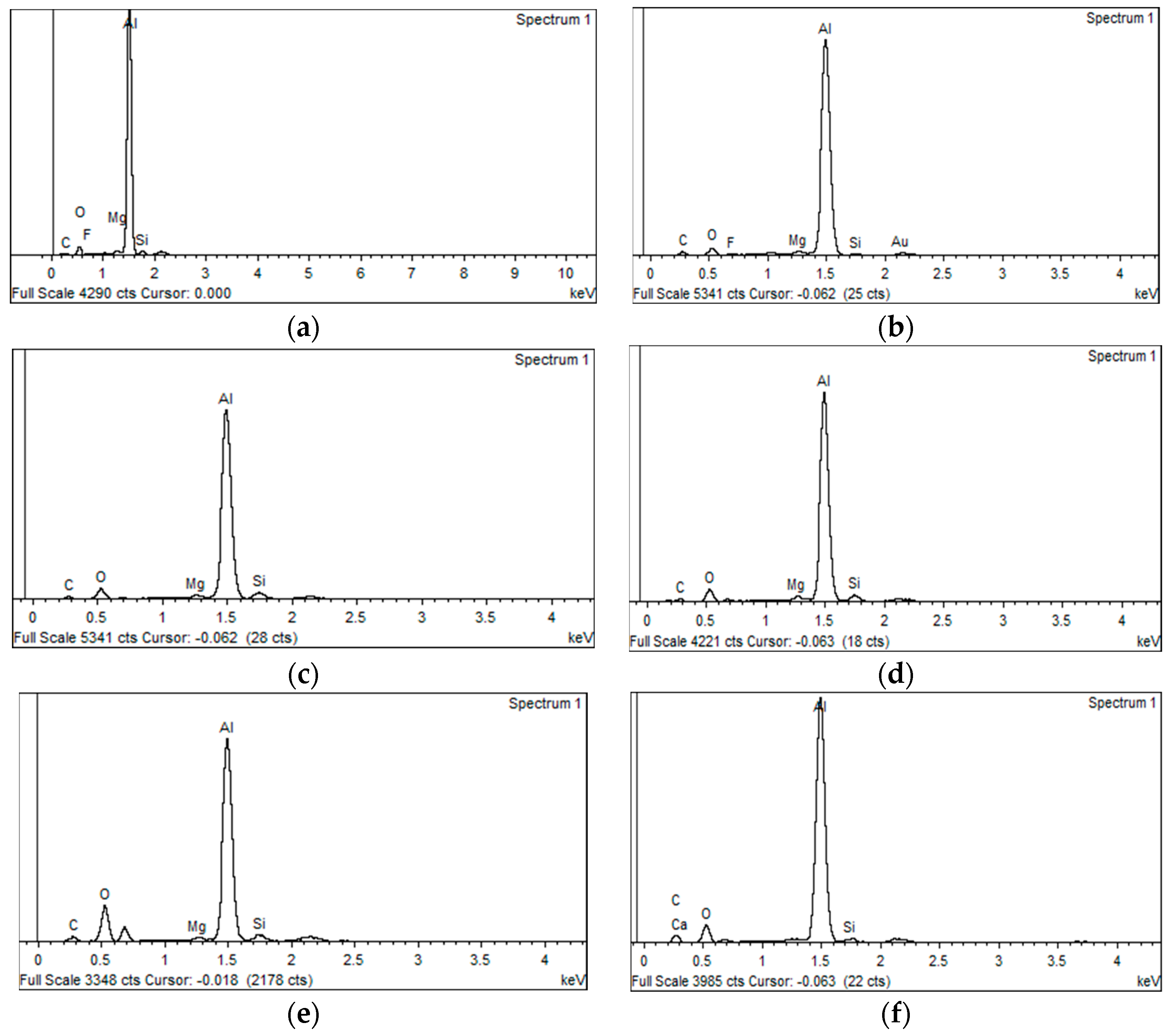
| Samples Type | Elements | |||||
|---|---|---|---|---|---|---|
| Al/5% B4C-5% ZrO2 | Element | C | O | Mg | Al | Si |
| Weight % | 7.29 | 12.42 | 0.69 | 75.58 | 2.47 | |
| Atomic % | 13.85 | 17.72 | 0.65 | 63.92 | 2.00 | |
| Al/15% B4C-15% ZrO2 | Element | C | O | Mg | Al | Si |
| Weight % | 19.75 | 10.47 | 0.72 | 62.36 | 0.60 | |
| Atomic % | 34.53 | 13.74 | 0.62 | 48.54 | 0.45 | |
| Al/10% B4C-10% ZrO2 | Element | C | O | Mg | Al | Si |
| Weight % | 14.94 | 16.23 | 0.95 | 63.76 | 4.12 | |
| Atomic % | 25.88 | 21.10 | 0.81 | 49.16 | 3.05 | |
| Al/5% B4C/15% ZrO2 | Element | C | O | Mg | Al | Si |
| Weight % | 16.14 | 14.73 | 0.67 | 66.41 | 2.05 | |
| Atomic % | 27.85 | 19.07 | 0.57 | 51.00 | 1.51 | |
| Al/15% B4C/5% ZrO2 | Element | C | O | Mg | Al | Si |
| Weight % | 15.80 | 33.19 | 0.54 | 48.16 | 2.31 | |
| Atomic % | 24.91 | 39.29 | 0.42 | 33.81 | 1.56 | |
| Al − chips | Element | C | O | Mg | Al | Si |
| Weight % | 23.33 | 19.70 | - | 54.99 | 1.44 | |
| Atomic % | 36.81 | 23.34 | - | 54.99 | 1.44 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Al-Alimi, S.; Shamsudin, S.; Yusuf, N.K.; Lajis, M.A.; Zhou, W.; Didane, D.H.; Sadeq, S.; Saif, Y.; Wahib, A.; Harun, Z. Recycling Aluminium AA6061 Chips with Reinforced Boron Carbide (B4C) and Zirconia (ZrO2) Particles via Hot Extrusion. Metals 2022, 12, 1329. https://doi.org/10.3390/met12081329
Al-Alimi S, Shamsudin S, Yusuf NK, Lajis MA, Zhou W, Didane DH, Sadeq S, Saif Y, Wahib A, Harun Z. Recycling Aluminium AA6061 Chips with Reinforced Boron Carbide (B4C) and Zirconia (ZrO2) Particles via Hot Extrusion. Metals. 2022; 12(8):1329. https://doi.org/10.3390/met12081329
Chicago/Turabian StyleAl-Alimi, Sami, Shazarel Shamsudin, Nur Kamilah Yusuf, Mohd Amri Lajis, Wenbin Zhou, Djamal Hissein Didane, Safwan Sadeq, Yazid Saif, Ahmed Wahib, and Zawati Harun. 2022. "Recycling Aluminium AA6061 Chips with Reinforced Boron Carbide (B4C) and Zirconia (ZrO2) Particles via Hot Extrusion" Metals 12, no. 8: 1329. https://doi.org/10.3390/met12081329
APA StyleAl-Alimi, S., Shamsudin, S., Yusuf, N. K., Lajis, M. A., Zhou, W., Didane, D. H., Sadeq, S., Saif, Y., Wahib, A., & Harun, Z. (2022). Recycling Aluminium AA6061 Chips with Reinforced Boron Carbide (B4C) and Zirconia (ZrO2) Particles via Hot Extrusion. Metals, 12(8), 1329. https://doi.org/10.3390/met12081329