
Research Progress of Magnetic Field Regulated Mechanical Property of Solid Metal Materials

Abstract
:1. Introduction
2. Magnetic Field Assisted Heat Treatment of Metallic Materials
3. Magnetic Field Assisted Stretching of Metallic Materials
4. Magnetic Field Independent Treated to Metallic Materials
5. Mechanism Analysis of Magnetic Field Regulate Metal Material Properties
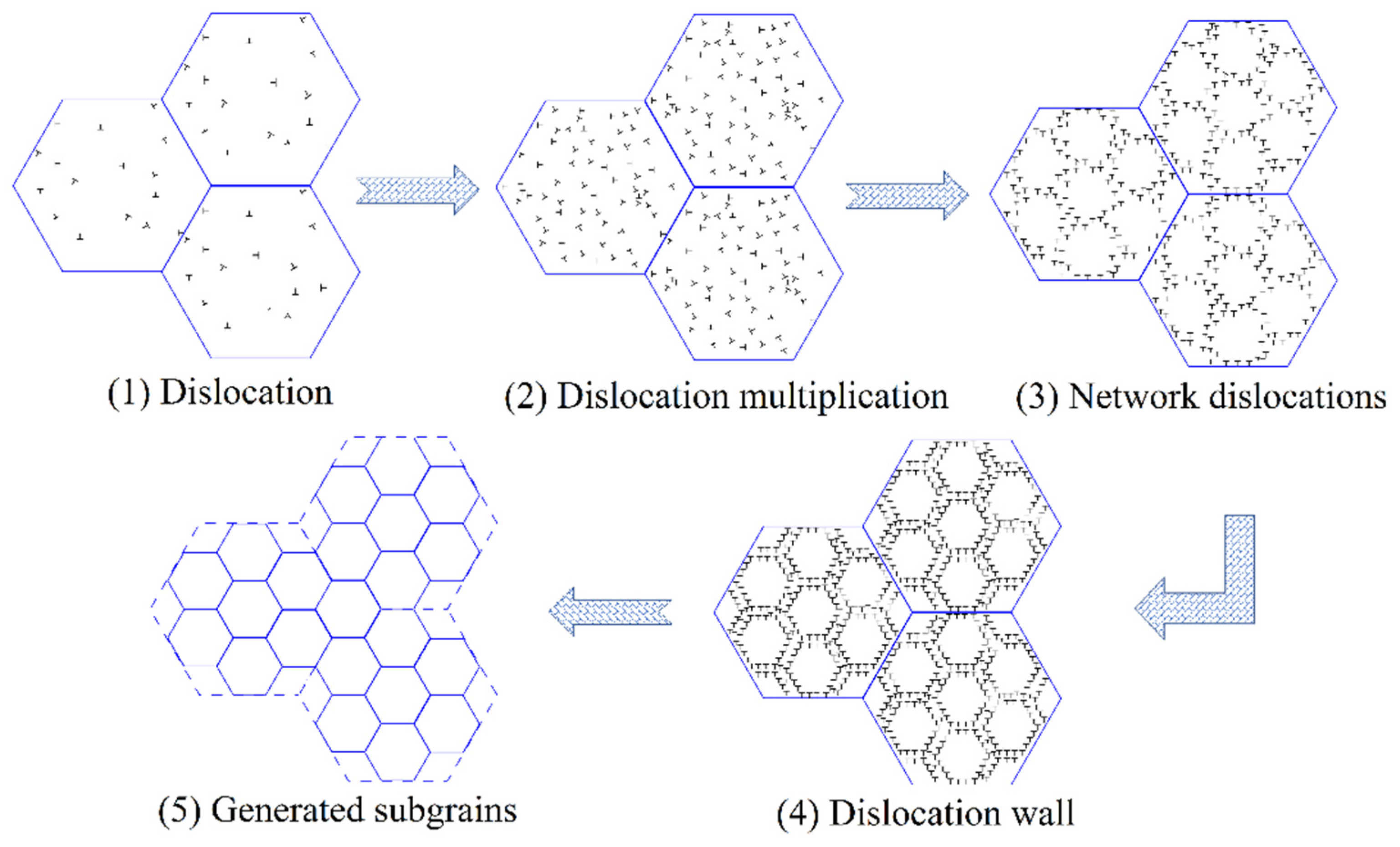
5.1. Magnetic Field Promotes Dislocation Motion
5.2. Magnetic Field Changes Residual Stress Distribution
5.3. Magnetic Field Can Refine Grains
5.4. Magnetic Field Affects the Second Phase Precipitation
5.5. Magnetic Field Improves Alloy Texture
6. Prospect
7. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Molodov, D.A.; Bollmann, C.; Konijnenberg, P.J.; Barrales-Mora, L.A.; Mohles, V. Annealing texture and microstructure evolution during grain growth in an external magnetic field. Mater. Trans. 2007, 48, 2800–2808. [Google Scholar] [CrossRef] [Green Version]
- Li, C.J.; He, S.Y.; Engelhardt, H.; Zhan, T.J.; Xuan, W.D.; Li, X.; Zhong, Y.B.; Ren, Z.M.; Rettenmayr, M. Alternating-magnetic-field induced enhancement of diffusivity in Ni-Cr alloys. Sci. Rep. 2017, 7, 18085. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cullity, B.D.; Allen, C.W. Accelerated stress relaxation caused by an alternating magnetic field. Acta Metall. 1965, 13, 933–935. [Google Scholar] [CrossRef]
- Hayashi, S.; Takahashi, S.; Yamamoto, M. Plastic deformation of nickel single crystals in an alternating magnetic field. J. Phys. Soc. Jpn. 1968, 25, 910. [Google Scholar] [CrossRef]
- Asai, S. Birth and recent activities of electromagnetic processing of materials. ISIJ Int. 1989, 29, 981–992. [Google Scholar] [CrossRef]
- Golovin, Y.I. Magnetoplastic effects in solids. Phys. Solid State 2004, 46, 789–824. [Google Scholar] [CrossRef]
- He, T.; Wang, Y.; Zhao, X. The evolution of recrystallized texture of cold-rolled pure copper annealed with a magnetic field in the transverse direction. Mater. Sci. Eng. 2015, 82, 012055. [Google Scholar] [CrossRef] [Green Version]
- Bhaumik, S.; Molodova, X.; Molodov, D.A.; Gottstein, G. Magnetically enhanced recrystallization in an aluminum alloy. Scr. Mater. 2006, 55, 995–998. [Google Scholar] [CrossRef]
- Molodov, D.A.; Sheikh-Ali, A.D. Effect of magnetic field on texture evolution in titanium. Acta Mater. 2004, 52, 4377–4383. [Google Scholar] [CrossRef]
- Sheikh-Ali, A.D.; Molodov, D.A.; Garmestani, H. Magnetically induced texture development in zinc alloy sheet. Scr. Mater. 2002, 46, 857–862. [Google Scholar] [CrossRef]
- Li, P.X.; Zhang, Y.; Wang, W.Y.; He, Y.X.; Wang, J.X.; Han, M.X.; Wang, J.; Zhang, L.; Zhao, R.F.; Kou, H.C.; et al. Coupling effects of high magnetic field and annealing on the microstructure evolution and mechanical properties of additive manufactured Ti–6Al–4V. Mater. Sci. Eng. A 2021, 824, 141815. [Google Scholar] [CrossRef]
- Zhao, R.F.; Li, J.S.; Zhang, Y.; Li, P.X.; Wang, J.X.; Zou, C.X.; Tang, B.; Kou, H.C.; Gan, B.; Zhang, L.; et al. Improved Mechanical Properties of Additive Manufactured Ti-6Al-4V Alloy via Annealing in High Magnetic Field. Rare Met. Mater. Eng. 2018, 47, 3678–3685. [Google Scholar]
- Zhang, T. Magnetoplastic Effects in Pure Metals under Action of Alternating Magnetic Field; Shanghai University: Shanghai, China, 2019. (In Chinese) [Google Scholar]
- Zhao, Z.F.; Liu, L.; Qi, J.G.; Wang, J.Z. Aging mechanism of Al-5%Cu alloy under pulse magnetic field. Heat Treat. Met. 2016, 41, 113–116. (In Chinese) [Google Scholar]
- Liu, Y.Z.; Zhan, L.H.; Ma, Q.Q.; Ma, Z.Y.; Huang, M.H. Effects of alternating magnetic field aged on microstructure and mechanical properties of AA2219 aluminum alloy. J. Alloy. Compd. 2015, 647, 644–647. [Google Scholar] [CrossRef]
- Yu, V.O.; Petrov, S.S.; Pokoev, A.V.; Radzhabov, A.K.; Runov, V.V. Kinetics of aging of the Cu-Be alloy with different beryllium concentrations in an external constant magnetic field. Phys. Solid State 2012, 54, 568–572. [Google Scholar] [CrossRef]
- Osinskaya, Y.V.; Pokoev, A.V. Effect of Nickel Additives and a Constant Magnetic Field on the Structure and Properties of Aged Copper–Beryllium Alloys. J. Surf. Investig. 2018, 12, 145–148. [Google Scholar] [CrossRef]
- Osinskaya, J.V.; Pokoev, A.V. Effect of a constant magnetic field on the structure and physical-mechanical properties of Cu57Be43 alloy. J. Surf. Investig. 2017, 11, 544–548. [Google Scholar] [CrossRef]
- Post, R.; Osinskaya, J.V.; Wilde, G.; Divinskia, S.V.; Pokoevb, A.V. Effect of the Annealing Temperature and Constant Magnetic Field on the Decomposition of Quenched Beryllium Bronze BrB-2. J. Surf. Investig. 2020, 14, 464–472. [Google Scholar] [CrossRef]
- Pokoev, A.V.; Osinskaya, J.V.; Shakhbanova, S.G.; Yamtshikova, K.S. The Magnetoplastic Effect in Aluminum Alloys. Bull. Russ. Acad. Sci. Phys. 2018, 82, 870–873. [Google Scholar] [CrossRef]
- Pokoev, A.V.; Osinskaya, J.V. Manifestation of Magnetoplastic Effect in Some Metallic Alloys. Defect Diffus. Forum 2018, 383, 180–184. [Google Scholar] [CrossRef]
- Li, C. Research on Mechanical Properties and Microscopic Mechanism of 2024 Aluminum Alloy Stretched under Electromagnetic Field; Jiangsu University: Zhenjiang, China, 2018. (In Chinese) [Google Scholar]
- Li, G.R.; Xue, F.; Wang, H.M.; Zheng, R.; Zhu, Y.; Chu, Q.Z.; Cheng, J.F. Tensile properties and microstructure of 2024 aluminum alloy subjected to the high magnetic field and external stress. Chin. Phys. B 2016, 25, 262–270. [Google Scholar] [CrossRef]
- Li, G.R.; Li, C.Q.; Han, S.; Wang, H.M.; Cheng, J.F. Plasticity and microstructure of 2024 aluminum alloy treated by magnetic physics fields. J. Jiangsu Univ. 2019, 40, 344–349. (In Chinese) [Google Scholar]
- Shi, Y.Z.; Lu, G.P.; Gao, Y.; Liao, C.Z.; Yang, Y. Effect of pulsed magnetic field treatment on properties and microstructure of 7075 aluminum alloy. Heat Treat. Met. 2021, 46, 159–164. (In Chinese) [Google Scholar]
- Li, G.R.; Cheng, J.F.; Wang, H.M.; Li, P.S.; Li, C.Q. Influence of a high pulsed magnetic field on the tensile properties and phase transition of 7055 aluminum alloy. Mater. Res. Express 2016, 3, 106507. [Google Scholar] [CrossRef]
- Li, G.R.; Wang, F.F.; Wang, H.M.; Huang, C. Plasticity and Microstructure of TC4 Alloy Subjected to the High Magnetic Field Tensile Test. Rare Met. Mater. Eng. 2018, 47, 1119–1123. [Google Scholar]
- Li, G.R.; Wang, F.F.; Wang, H.M.; Zheng, R.; Xue, F.; Cheng, J.F. Influence of high pulsed magnetic field on tensile properties of TC4 alloy. Chin. Phys. B 2017, 26, 046201. [Google Scholar] [CrossRef]
- Wang, H.M.; Zhu, Y.; Li, G.R.; Zheng, R. Plasticity and microstructure of AZ31 magnesium alloy under coupling action of high pulsed magnetic field and external stress. Acta Phys. Sin. 2016, 65, 195–205. [Google Scholar]
- Soika, A.K.; Sologub, I.O.; Shepelevich, V.G.; Sivtsovad, P.A. Magnetoplastic effect in metals in strong pulsed magnetic fields. Phys. Solid State 2015, 57, 1997–1999. [Google Scholar] [CrossRef]
- Li, G.R.; Cheng, J.F.; Wang, H.M.; Li, C.Q. Influence of Static Magnetic Field on Microstructure and Properties of 7055 Aluminum Alloy. Rare Met. Mater. Eng. 2019, 48, 1036–1045. [Google Scholar]
- Wang, H.M.; Peng, C.X.; Li, G.R.; Li, P.S. Structural Evolution and Mechanical Properties of Solid Aluminum Matrix Composites Processed by High Magnetic Field. Rare Met. Mater. Eng. 2017, 46, 1425–1430. [Google Scholar]
- Akram, S.; Babutskyi, A.; Chrysanthou, A.; Montalvão, D.; Whiting, M.J.; Pizurova, N. Improvement of the wear resistance of nickel-aluminum bronze and 2014-T6 aluminum alloy by application of alternating magnetic field treatment. Wear 2021, 480, 203940. [Google Scholar] [CrossRef]
- Akram, S.; Babutskyi, A.; Chrysanthou, A.; Montalvão, D.; Pizurova, N. Effect of Alternating Magnetic Field on the Fatigue Behaviour of EN8 Steel and 2014-T6 Aluminium Alloy. Metals 2019, 9, 984. [Google Scholar] [CrossRef] [Green Version]
- Shao, Q.; Wang, G.; Wang, H.; Xing, Z.; Fang, C.; Cao, Q. Improvement in uniformity of alloy steel by pulsed magnetic field treatment. Mater. Sci. Eng. A 2021, 799, 140143. [Google Scholar] [CrossRef]
- Li, G.M.; Li, M.Y.; Wang, F.F.; Wang, H.M. Effect of high pulsed magnetic field on microstructure and mechanical properties of TC4 titanium alloy. Chin. J. Nonferrous Met. 2015, 25, 330–337. [Google Scholar]
- Li, G.R.; Wang, F.F.; Wang, H.M.; Cheng, J.F. Microstructure and Mechanical Properties of TC4 Titanium Alloy Subjected to High Static Magnetic Field. Mater. Sci. Forum 2017, 898, 345–354. [Google Scholar] [CrossRef]
- Wang, L.; Liu, J.; Yang, Y.; Yang, G.; Wei, C.; Wang, L.B.; Gao, Y. Effects of electromagnetic treatment on microstructures and properties of TC11 titanium alloy. Chin. J. Nonferrous Met. 2018, 28, 931–937. [Google Scholar]
- Xu, Q.D.; Li, K.J.; Cai, Z.P.; Wu, Y. Effect of Pulsed Magnetic Field on the Microstructure of TC4 Titanium Alloy and Its Mechanism. Acta Metall. Sin. 2019, 55, 489–495. [Google Scholar]
- Yang, Y.F.; Yang, Y.; Li, Q.Q.; Qin, Y.; Yang, G.; Zhou, B.H.; Deng, C.J.; Wu, M.X. An eco-friendly pulsed magnetic field treatment on cemented carbide (WC–12Co) for enhanced milling performance. J. Clean. Prod. 2022, 340, 130748. [Google Scholar] [CrossRef]
- Zhong, F.; Wang, J.; Zhang, Q.W.; Huang, J.G.; Wang, W.; Xu, J.; Huang, K.L.; Qin, Y. Residual stress reductions of carbide cutting tools through applying pulsed magnetic field and coupled electromagnetic field–mechanism analysis and comparison study. Int. J. Adv. Manuf. Technol. 2022, 121, 4757–4775. [Google Scholar] [CrossRef]
- Wei, L. Effect of Pulsed Magnetic Field on Microstructure and Performance of YG8 Cemented Carbide. Rare Met. Cem. Carbides 2021, 49, 87–93. (In Chinese) [Google Scholar]
- Liao, C.Z.; Qin, Y.; Yang, Y.; Xu, G.L.; Yang, G.; Gao, H.J.; Wu, M.X. Enhanced service life of nickel-based alloy die for copper extrusion by pulsed magnetic field. J. Manuf. Processes 2022, 81, 798–806. [Google Scholar] [CrossRef]
- Anatolii, B.; Andreas, C.; Chuanli, Z. Effect of pulsed magnetic field pre-treatment of AISI 52100 steel on the coefficient of sliding friction and wear in pin-on-disk tests. Friction 2014, 2, 310–316. [Google Scholar]
- Smirnov, N. To the Explanation of the Magnetoplastic Effect in Diamagnetic and Paramagnetic Solids. Mosc. Univ. Phys. Bull. 2019, 74, 453–458. [Google Scholar] [CrossRef]
- Alshits, V.I.; Darinskaya, E.V.; Koldaeva, M.V.; Petrzhik, E.A. Magnetoplastic effect: Basic properties and physical mechanisms. Crystallogr. Rep. 2003, 48, 768–795. [Google Scholar] [CrossRef]
- Zhang, X.; Zhao, Q.; Wang, Z.Y.; Cai, Z.P.; Pan, J.L. A study on the room-temperature magnetoplastic effect of silicon and its mechanism. J. Phys. Condens. Matter 2021, 33, 435702. [Google Scholar] [CrossRef] [PubMed]
- Molotskii, M.I. Theoretical basis for electro-and magnetoplasticity. Mater. Sci. Eng. A 2000, 287, 248–258. [Google Scholar] [CrossRef]
- Zhang, X.; Zhao, Q.; Cai, Z.P.; Pan, J.L. Effects of magnetic field on the residual stress and structural defects of Ti-6Al-4V. Metals 2020, 10, 141. [Google Scholar] [CrossRef] [Green Version]
- Golovin, Y.I. Mechanochemical reactions between structural defects in magnetic fields. J. Mater. Sci. 2004, 39, 5129–5134. [Google Scholar] [CrossRef]
- Li, G.R.; Wang, H.M.; Li, P.S.; Gao, L.Z.; Peng, Z.X.; Zheng, R. Mechanism of dislocation kinetics under magnetoplastic effect. Acta Phys. Sin. 2015, 64, 148102. [Google Scholar]
- Zhu, Y. Microstructure and Mechanical Properties of AZ31 Magnesium Alloy Processed By Pulsed High Magnetic Field; Jiangsu University: Zhenjiang, China, 2018. (In Chinese) [Google Scholar]
- Yan, M.; Wang, C.; Luo, T.; Li, Y.; Feng, X.; Huang, Q.; Yang, Y. Effect of Pulsed Magnetic Field on the Residual Stress of Rolled Magnium Alloy AZ31 Sheet. Acta Metall. Sin. 2021, 34, 45–53. [Google Scholar] [CrossRef]
- Li, G.R.; Wang, H.M.; Yuan, X.T.; Cai, Y. Structural Evolution and Mechanism of Particles Reinforced Aluminum Matrix Composites Impacted by Pulsed Electromagnetic Field. Chin. J. Mater. Res. 2013, 27, 397–403. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Alloy Types | Solid Solution Process | Aging Process | Magnetic Field Types or Strength | Microhardness Change | Reference |
|---|---|---|---|---|---|---|
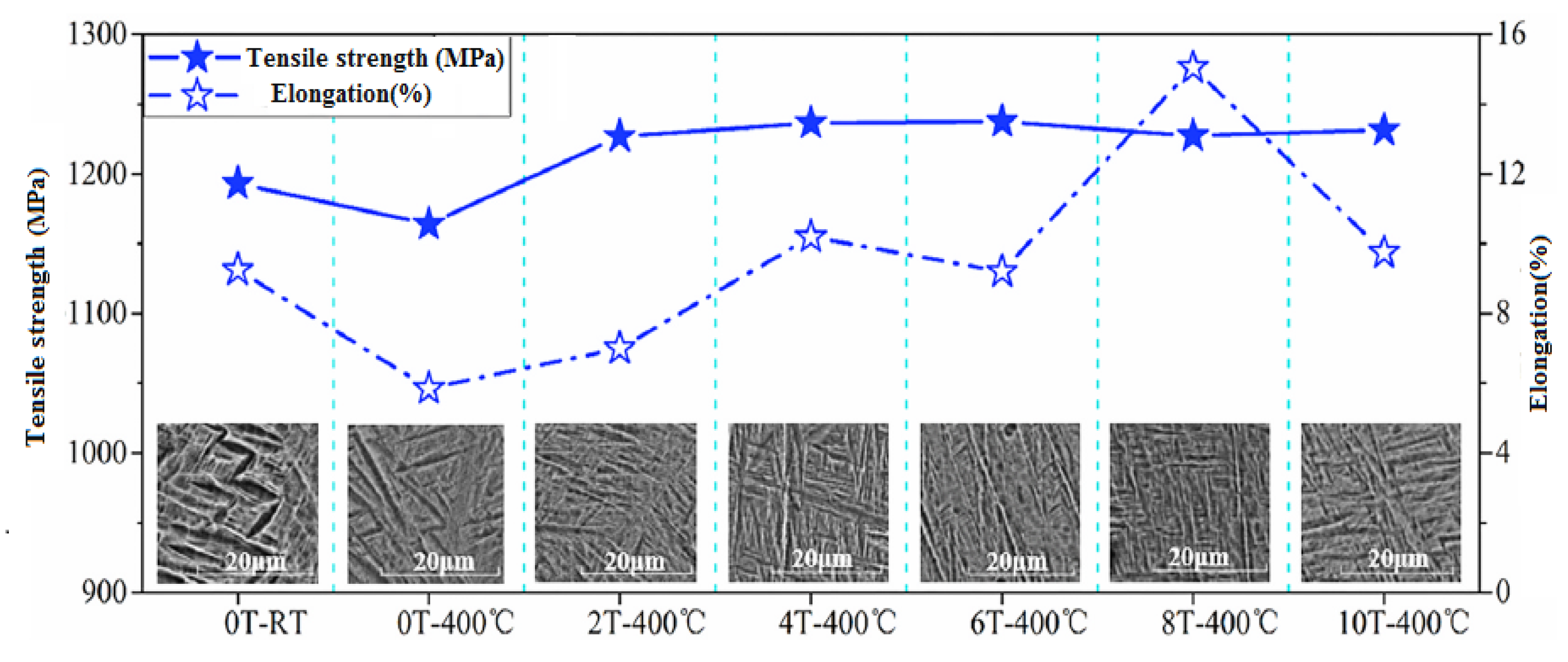
| 1 | Ti-6.0Al-4.4V | SLM process | 400 °C, 30 min | 2–10 T | +62.4% (Elongation) | [11,12] |
| 2 | High purity Al | Stress relieving + 30% compression deformation | 200 °C, 1 h | Alternating magnetic field 0.05, 0.1 T | +8.6% | [13] |
| 3 | High purity Ni | 500 °C, 1 h | +5.9% | |||
| 300 °C, 1 h | −6.2% | |||||
| 4 | High purity Cu | 200 °C, 1 h | −12.3% | |||
| 5 | Al-5%Cu | 515 °C, 10 h, Water cooling | 130 °C, 2–3 h | Pulsed magnetic fields Pulsed voltage 180 V Pulse frequency 15 Hz | +30.0% | [14] |
| 6 | AA2219 Aluminum alloy | 535 °C, 35 min, Water cooling | 175 °C, 8 h | Alternating magnetic field 0.5 T | +10.7% | [15] |
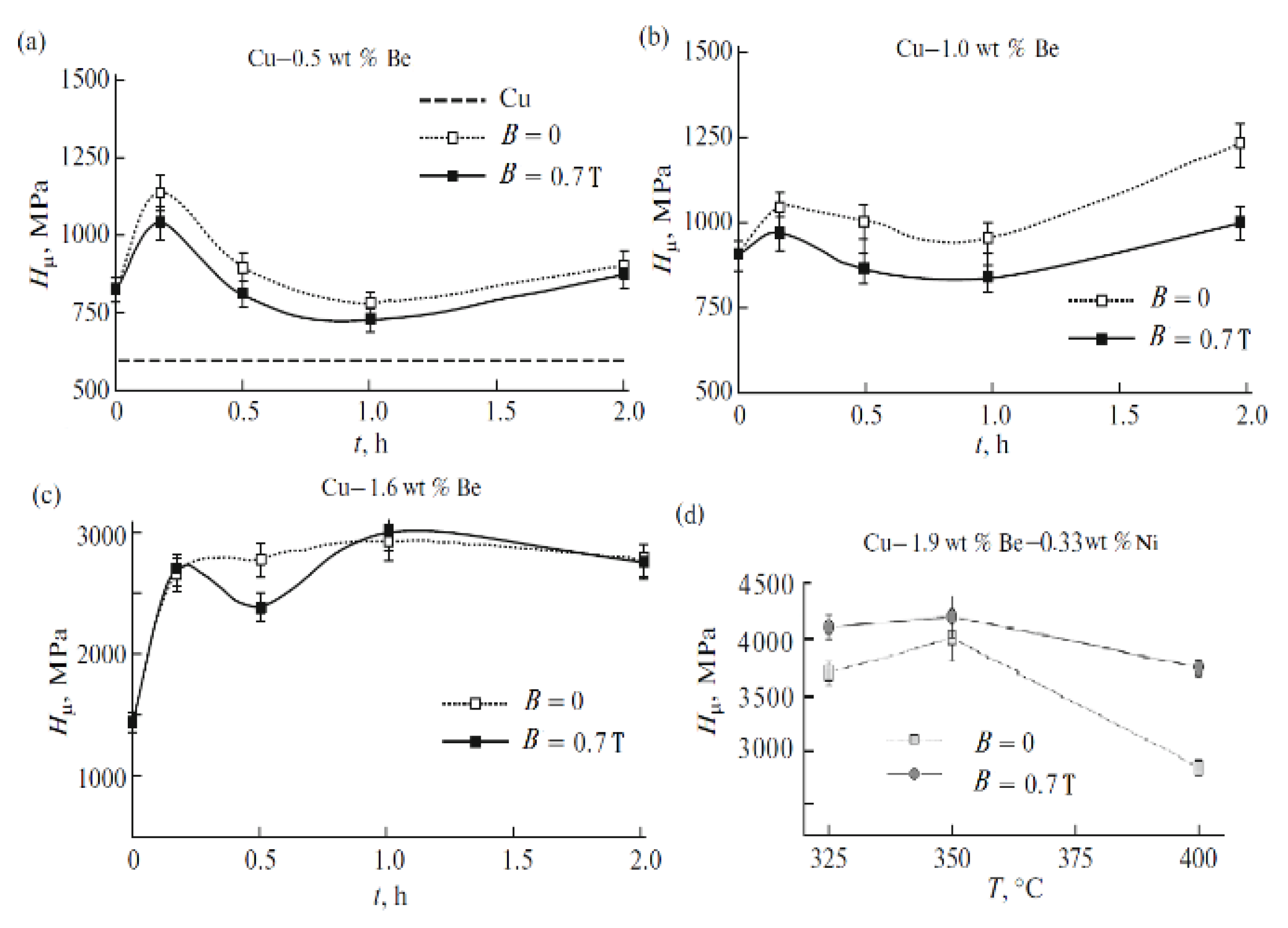
| 7 | Cu-0.5Be | 800 °C, 20 min, Water cooling | 300 °C, 10–120 min | Constant magnetic field 0.7 T | −13.0% | [16] |
| 8 | Cu-1.0Be | −23.5% | ||||
| 9 | Cu-1.6Be | −25.0% | ||||
| 10 | Cu-2.0Be | 350 °C, 10–120 min | +10.0% | [17] | ||
| 11 | Cu-2.0Be-0.4Ni | +25.0% | ||||
| 12 | Cu-2.0Be-1.0Ni | +35.0% | ||||
| 13 | Cu57Be43 | 350 °C, 1 h | −6.0% | [18] | ||
| 14 | Cu-1.9Be-0.33Ni | 800 °C, 30 min, Water cooling | 400 °C, 1 h | +38.0% | [19] | |
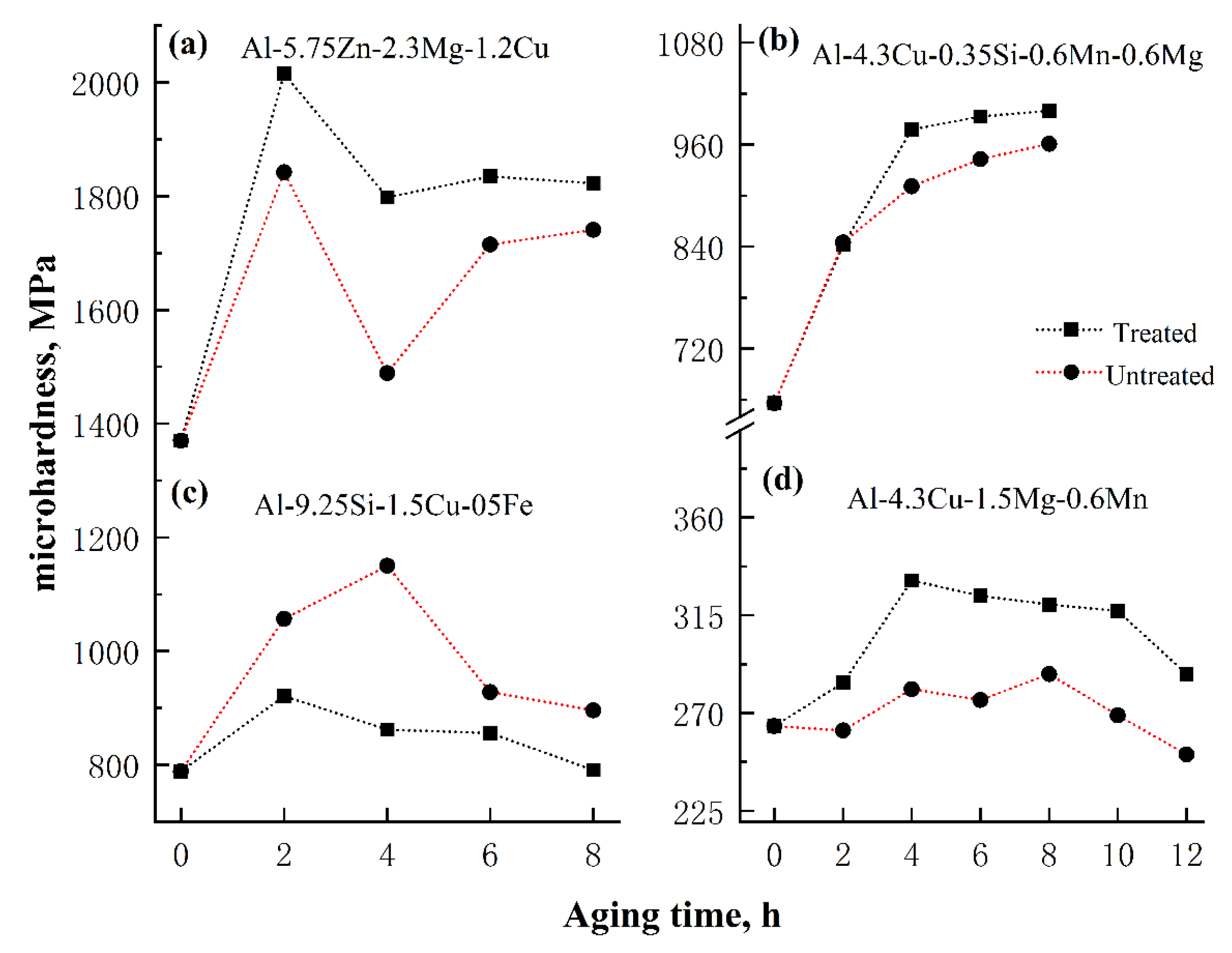
| 15 | Al-5.75Zn-2.3Mg-1.2Cu | 470 °C, 1 h, Water cooling | 140 °C, 2–8h | +21.0% | [20,21] | |
| 16 | Al-9.25Si-1.5Cu-0.5Fe | 535 °C, 2 h, Water cooling | 175 °C, 2–8 h | −25.0% | ||
| 17 | Al-4.3Cu-0.35Si-0.6Mn-0.6Mg | 450 °C, 30 min, Water cooling | 190 °C, 2–8 h | +8.0% | ||
| 18 | Al-4.3Cu-1.5Mg-0.6Mn | 500 °C, 20 min, Water cooling | 190 °C, 2–12 h | +18.0% | ||
| 19 | Al-4.0Mg-1.2Li | 500 °C, 1 h, Water cooling | 120 °C, 2–8 h | +11.0% |
| NO. | Alloy Types | Alloy Original State | Magnetic Field Types or Strength | Tensile Rates | Property Changes | References |
|---|---|---|---|---|---|---|
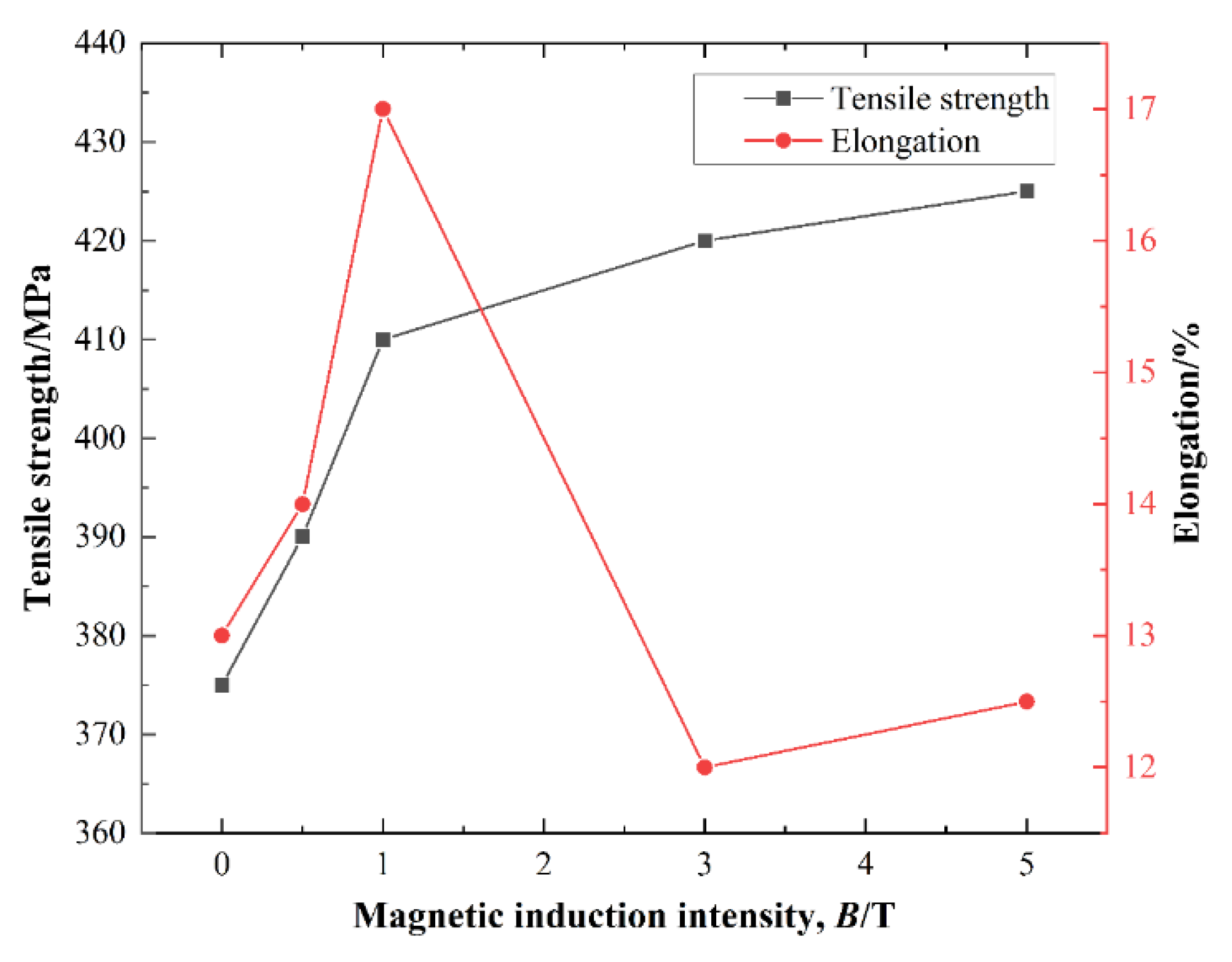
| 1 | 2024 aluminum alloy | Cold-rolled state Elongation: 13% Tensile strength: 375 MPa | Pulsed magnetic fields 0.5, 1, 3, 5 T Pulsed number: 30 times Pulse interval: 20 s | 1 mm/min | Elongation: +30.8% Tensile strength: +9.3% | [22,23,24] |
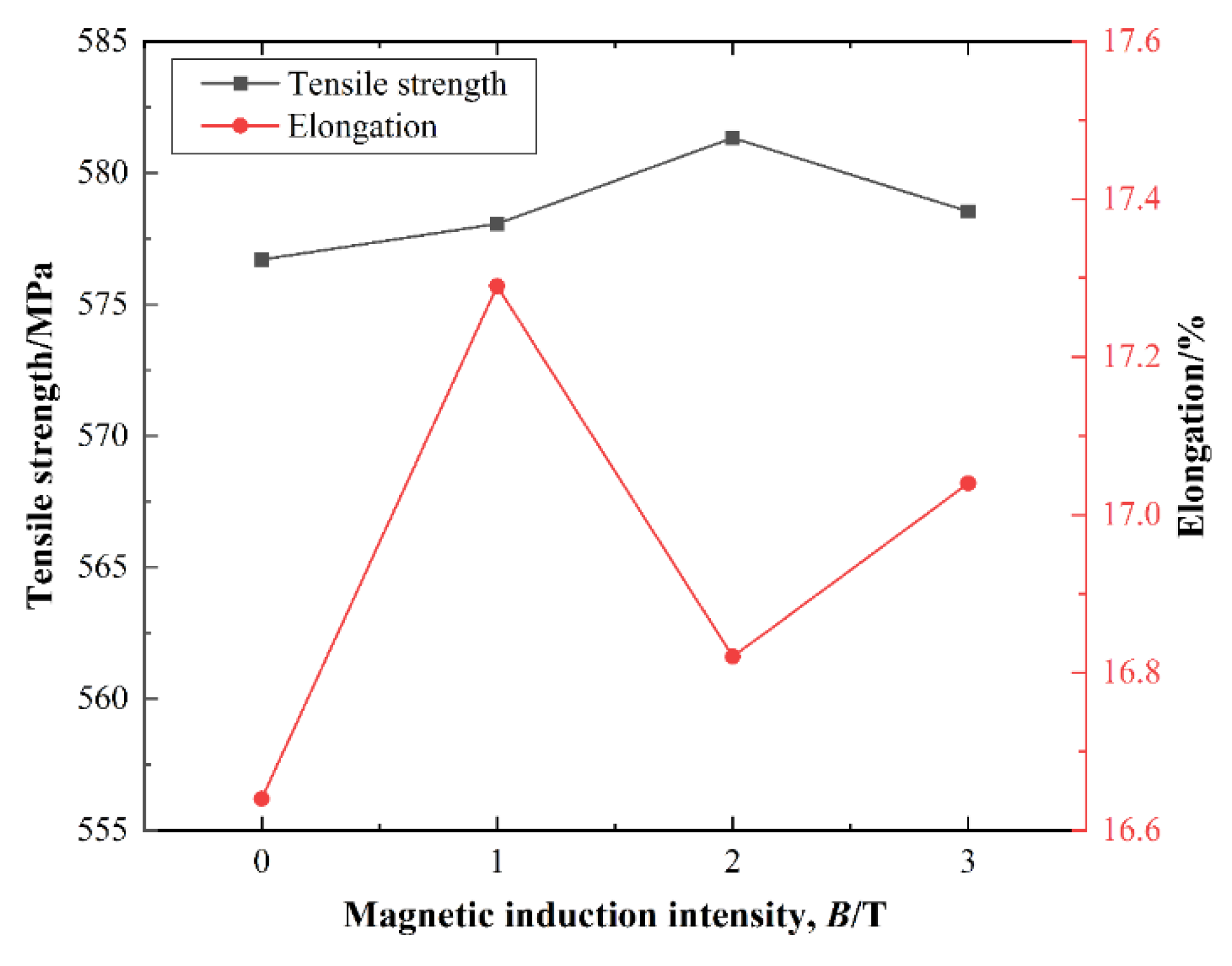
| 2 | 7075 aluminum alloy | Cold-rolled state Elongation: 16.64% Tensile strength: 579 MPa | Pulsed magnetic fields 1, 2, 3 T Pulsed number: 20 times | 2 mm/s | Elongation: +3.9% Tensile strength: +0.8% | [25] |
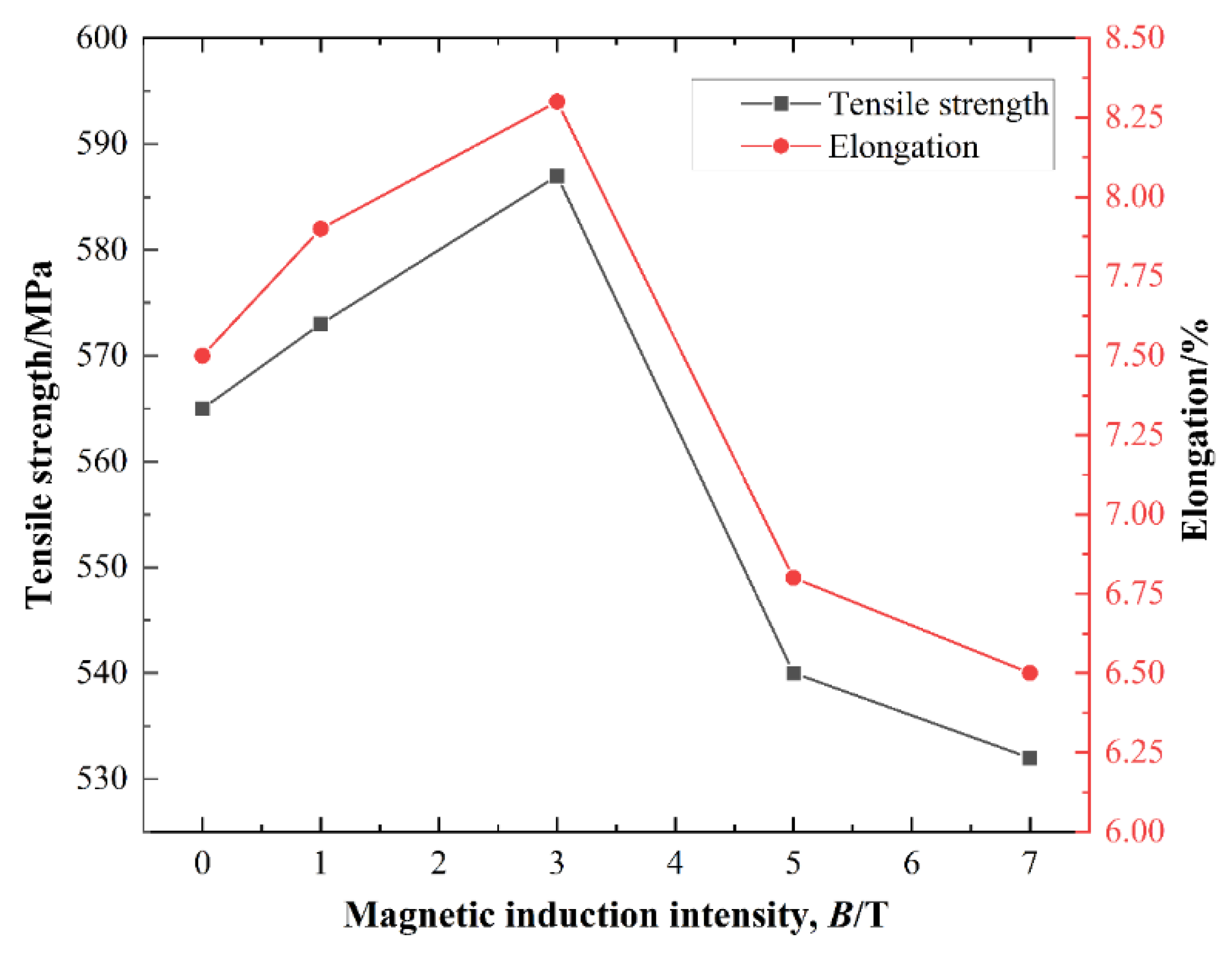
| 3 | 7055 aluminum alloy | Extrusion state Elongation: 7.5% Tensile strength: 565 MPa | Pulsed magnetic fields 1, 3, 5, 7 T Pulsed number: 30 times Pulse interval: 20 s | 0.5 mm/min | Elongation: +10.7% Tensile strength: +3.9% | [26] |
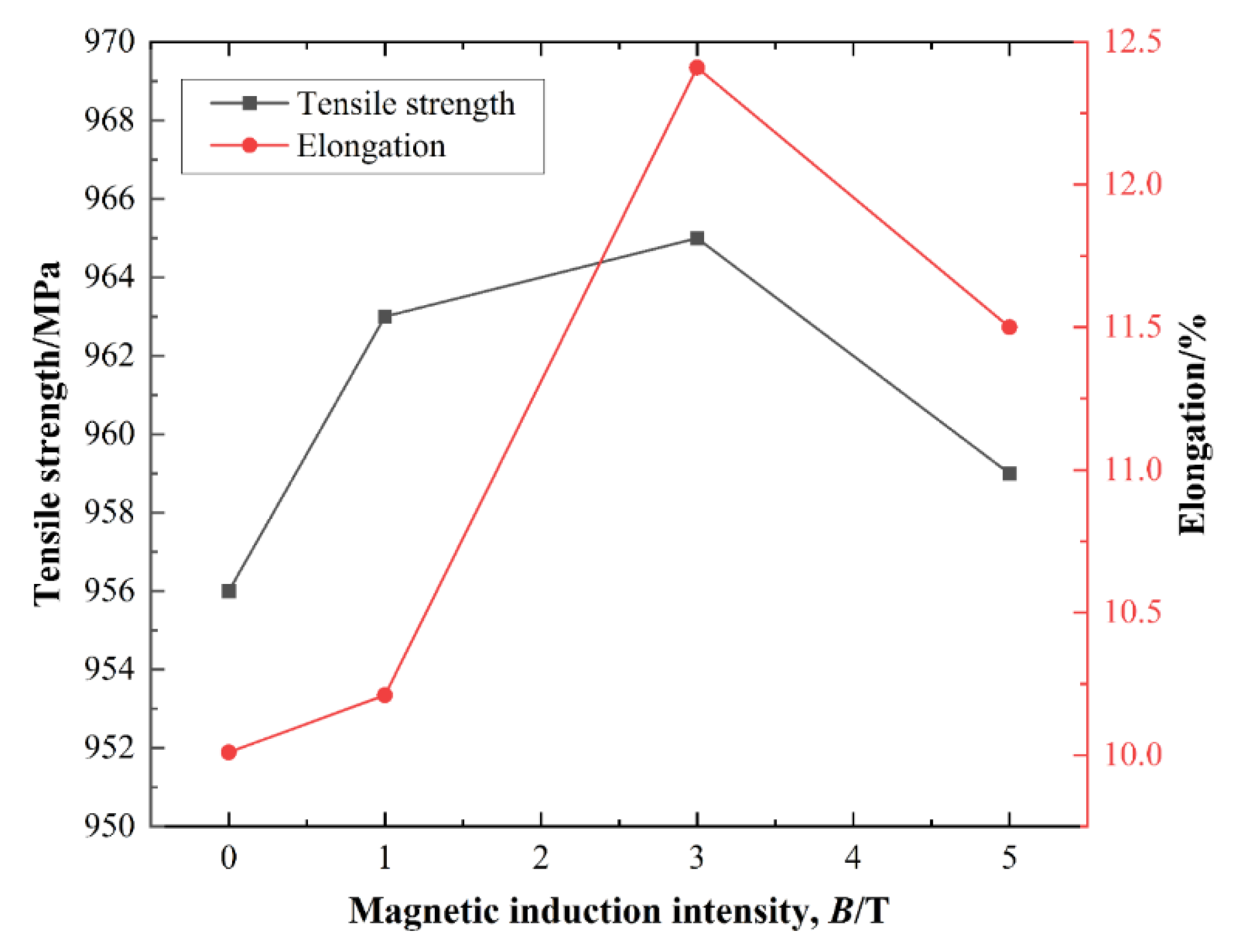
| 4 | TC4 titanium alloy | Extrusion state Elongation: 10.01% Tensile strength: 956 MPa | Pulsed magnetic fields 1, 3, 5 T Pulsed number: 30 times Pulse interval: 20 s | 0.5 mm/min | Elongation: +24.0% Tensile strength: +0.90% | [27,28] |
| 5 | AZ31 magnesium alloy | Solution and aging state Elongation: 10.1% Tensile strength: 225 MPa | Pulsed magnetic fields 3 T Pulse interval: 5 s | 1 mm/min | Elongation: +28.7% Tensile strength: +2.2% | [29] |
| NO. | Alloy Types | Magnetic Field Types or Strength, | Property Changes | References |
|---|---|---|---|---|
| 1 | Al | Pulsed magnetic fields 5–40 T | Microhardness: +48.0% | [30] |
| 2 | Al-6%Zn | Microhardness: +44.0% | ||
| 3 | Zn | Microhardness: −10.0% | ||
| 4 | Sn | Microhardness: −13.0% | ||
| 5 | 7055 aluminum alloy | Pulsed magnetic fields 1, 3, 5, 7 T Treatment time: 200 s | Elongation: +40.0% Tensile strength: −1.8% Residual stress: −68.9% | [21,31] |
| 6 | 7055 aluminum alloy | Pulsed magnetic fields 1, 3, 5 T Pulsed number: 30 times | Elongation: +16.2% Tensile strength: +10.3% Microhardness: +20.7% | [32] |
| 7 | NAB Al, 8.5–10; Ni, 4–5; Fe, 4–5; Mn, 0.5; | Alternating magnetic field 1.24 T Treatment time: 30 min | Wear rate: −61.0% Wear scar width: −18.2% Residual tensile stress: −40.2% Microhardness: +6.2% | [33] |
| 8 | AA2014-T6 aluminum alloy | Wear rate: −56.0% Wear scar width: −15.0%, Residual tensile stress: becomes compressive stress Microhardness: +4.5% | ||
| 9 | AA2014-T6 aluminum alloy | Alternating magnetic field 0.54 T Pulsed number: 360 times. Treatment time: 30 min | Fatigue life: +605.6% Residual compressive stress: +31.3% Microhardness: +3.2% Tensile strength: slightly increase | [34] |
| 10 | EN8 steel | Fatigue life: +577.3% Residual compressive stress: +19.4% Microhardness: +2.2% Tensile strength: +3.1% | ||
| 11 | 20Cr2Ni4A steel | Pulsed magnetic fields 1, 4, 9 T | Fatigue life: +42.1% | [35] |
| 12 | TC4 titanium alloy | Pulsed magnetic fields 2, 3, 4 T Pulsed number: 30 times Pulse interval: 20 s | Elongation: +4.8% Tensile strength: +2.3% | [36] |
| 13 | TC4 titanium alloy | Constant magnetic field1-7T Treatment time: 200 s | Elongation: +47. 5% Microhardness: +8.1% | [37] |
| 14 | TC11 titanium alloy | Pulsed magnetic fields 3 T Treatment time: 40 s | Microhardness: slightly decrease | [38] |
| 15 | TC4 titanium alloy | Pulsed magnetic fields 2 T Pulsed number: 100 times | Residual tensile stress: −24.0% | [39] |
| 16 | WC–12Co cemented carbide | Pulsed magnetic fields 1.5 T Pulsed number: 30 times Pulse interval: 10 s | The feed force Fx: −15.90% The main cutting force Fy: −13.29% The resistance to cutting depth Fz: −47.6% The surface roughness of workpiece: −63.7% The microhardness of milling tool: +10.6% | [40] |
| 17 | P10 cemented carbide | Pulsed magnetic fields 1 T Pulsed number: 25 times Pulse interval: 1 s | Residual stress: −31.9% | [41] |
| 18 | YG8 cemented carbide | Pulsed magnetic fields 0.5, 1, 1.5 T Pulsed number: 20 times | Transverse rupture strength: +9.6% Microhardness: +5.7% Cutting distance: +13.9% | [42] |
| 19 | Nickel-based alloy Ni-16Cr-12Co-4W- 4Mo-3Al-3Ti | Pulsed magnetic fields 1 T Pulsed number: 120 times Pulse interval: 10 s | Severe adhesive wear becomes mild abrasive wear Tensile strength: +7.3% Elongation: +34.6%, | [43] |
| 20 | AISI 52100 high-carbon steel | Pulsed magnetic fields 8.75 T | Friction coefficient: −12.5% Wear scar width: –23.9% | [44] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, Y.; Zhao, H.; Yu, X.; Li, J.; Zhang, B.; Li, T. Research Progress of Magnetic Field Regulated Mechanical Property of Solid Metal Materials. Metals 2022, 12, 1988. https://doi.org/10.3390/met12111988
Hu Y, Zhao H, Yu X, Li J, Zhang B, Li T. Research Progress of Magnetic Field Regulated Mechanical Property of Solid Metal Materials. Metals. 2022; 12(11):1988. https://doi.org/10.3390/met12111988
Chicago/Turabian StyleHu, Yujun, Hongjin Zhao, Xuede Yu, Junwei Li, Bing Zhang, and Taotao Li. 2022. "Research Progress of Magnetic Field Regulated Mechanical Property of Solid Metal Materials" Metals 12, no. 11: 1988. https://doi.org/10.3390/met12111988
APA StyleHu, Y., Zhao, H., Yu, X., Li, J., Zhang, B., & Li, T. (2022). Research Progress of Magnetic Field Regulated Mechanical Property of Solid Metal Materials. Metals, 12(11), 1988. https://doi.org/10.3390/met12111988