
Mechanical Properties of Explosion-Welded Titanium/Duplex Stainless Steel under Different Energetic Conditions

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Morphology of the Welding Interface
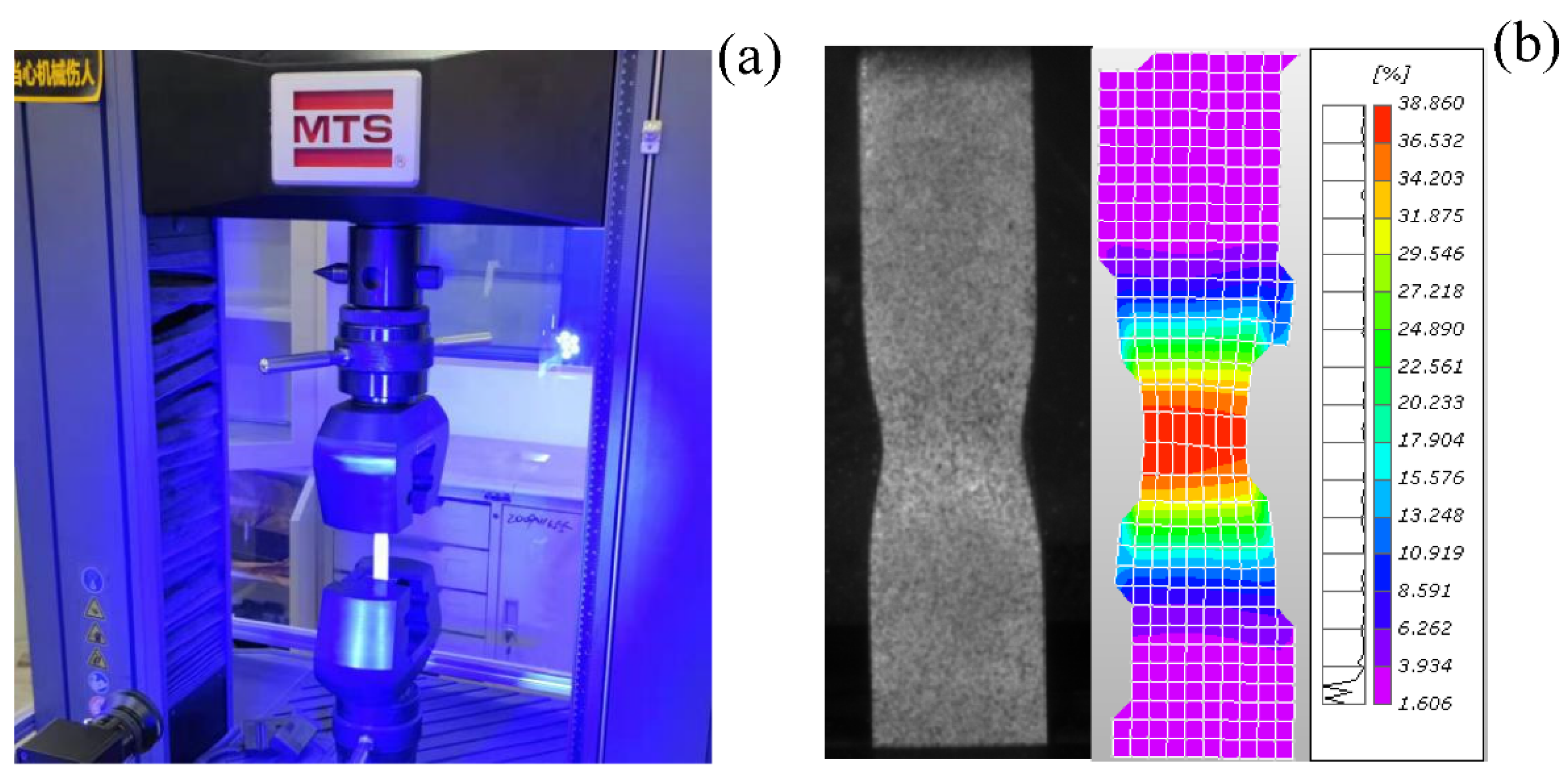
3.2. Tensile Test
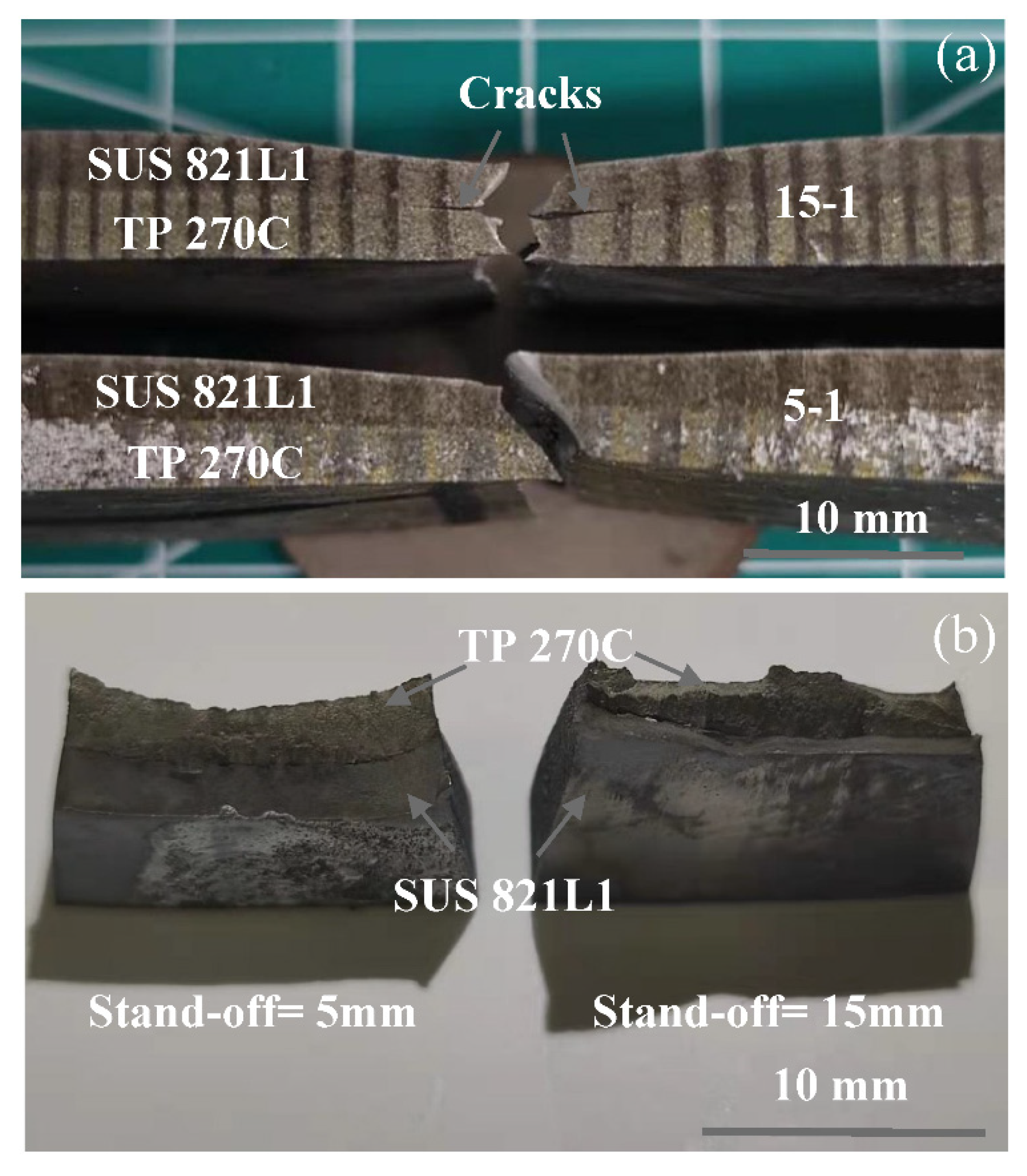
3.3. Fracture Analysis
3.4. Bending Test
3.5. Vickers Hardness
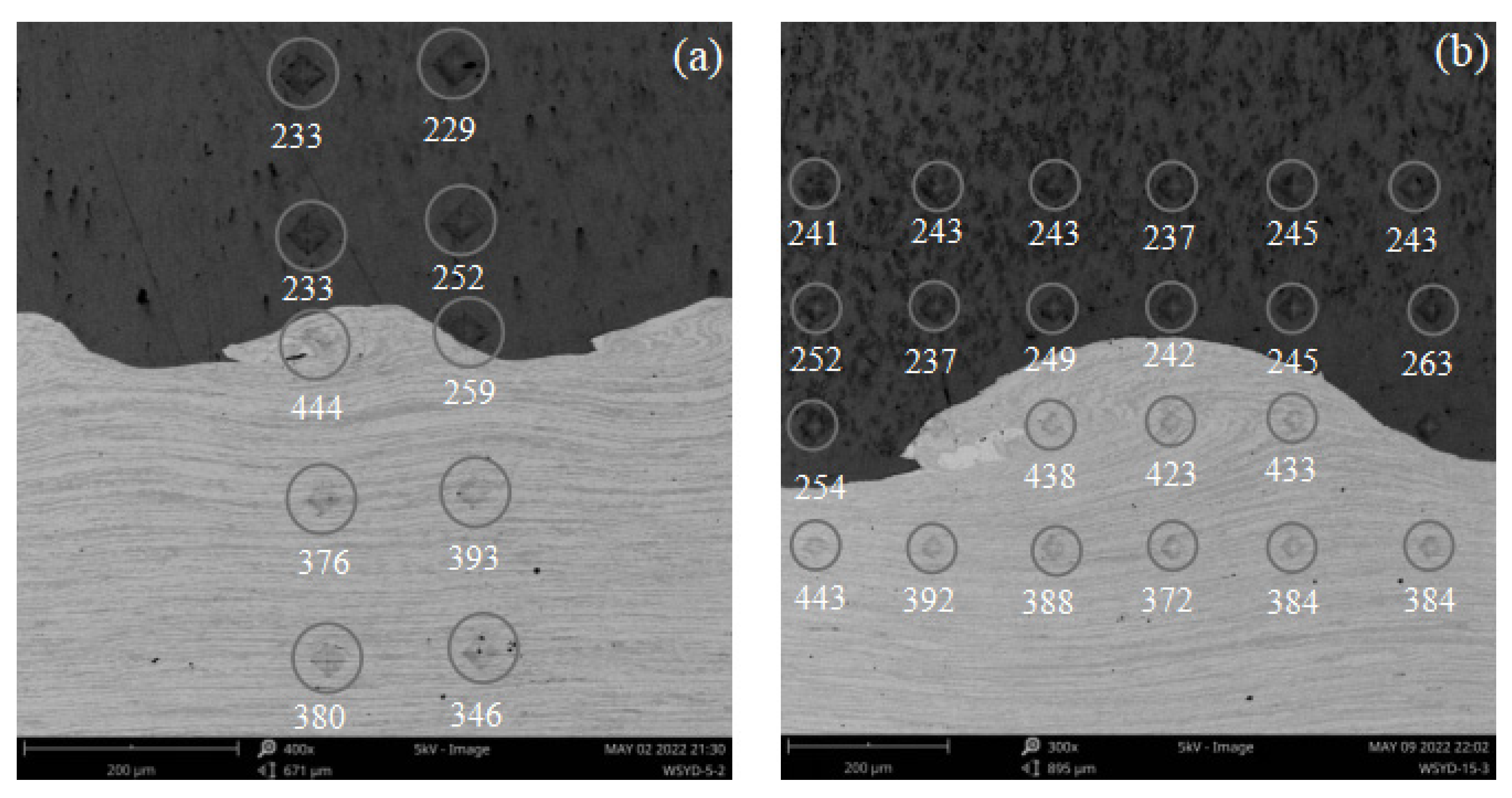
3.6. Nanoindentation
4. Conclusions
- DIC and 90° bending tests indicated that the interface with small waves had greater ability to resist plastic deformation. Overall, the mechanical properties of the small wavy interface were better.
- Little difference was found in the tensile properties of the composite plates obtained under the two welding energy conditions; the tensile stress of the large wavy interface was slightly higher. The crack propagation along the interface of the large waves after fracture was more obvious than that of the small wavy interface. The tensile fracture of pure titanium was ductile; however, the fracture of the titanium side was brittle in the composite plate.
- The hardness change near the interface was caused by large plastic deformation and alloy compounds. The hardness of the micro-area improved by only 1.5 times by large plastic deformation. Under the condition of high-energy welding, the hardness of the vortex region was complex due to the existence of many components and large plastic deformation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhao, H.; Zhao, C.; Yang, Y.; Wang, Y.; Sheng, L.; Li, Y.; Huo, M.; Zhang, K.; Xing, L.; Zhang, G. Study on the Microstructure and Mechanical Properties of a Ti/Mg Alloy Clad Plate Produced by Explosive Welding. Metals 2022, 12, 399. [Google Scholar] [CrossRef]
- Parchuri, P.; Kotegawa, S.; Ito, K.; Yamamoto, H.; Mori, A.; Tanaka, S.; Hokamoto, K. Characterization of Shock Wave Damages in Explosion Welded Mo/Cu Clads. Metals 2021, 11, 501. [Google Scholar] [CrossRef]
- Mahmood, Y.; Dai, K.; Chen, P.; Zhou, Q.; Bhatti, A.A.; Arab, A. Experimental and Numerical Study on Microstructure and Mechanical Properties of Ti-6Al-4V/Al-1060 Explosive Welding. Metals 2019, 9, 1189. [Google Scholar] [CrossRef]
- Mousavi, S.A.; Sartangi, P.F. Experimental investigation of explosive welding of cp-titanium/AISI 304 stainless steel. Mater. Des. 2009, 30, 459–468. [Google Scholar] [CrossRef]
- Ribeiro, J.; Mendes, R.; Loureiro, A. Review of the weldability window concept and equations for explosive welding. J. Phys. Conf. Ser. 2014, 500, 052038. [Google Scholar] [CrossRef]
- Liu, Y.; Li, C.; Hu, X.; Yin, C.; Liu, T. Explosive Welding of Copper to High Nitrogen Austenitic Stainless Steel. Metals 2019, 9, 339. [Google Scholar] [CrossRef]
- Émurlaeva, Y.Y.; Bataev, I.A.; Zhou, Q.; Lazurenko, D.V.; Ivanov, I.V.; Riabinkina, P.A.; Tanaka, S.; Chen, P. Welding window: Comparison of deribas’ and wittman’s approaches and SPH simulation results. Metals 2019, 9, 1323. [Google Scholar] [CrossRef]
- Manikandan, P.; Hokamoto, K.; Deribas, A.A.; Raghukandan, K.; Tomoshige, R. Explosive Welding of Titanium/Stainless Steel by Controlling Energetic Conditions. Mater. Trans. 2006, 47, 2049–2055. [Google Scholar] [CrossRef]
- Manikandan, P.; Hokamoto, K.; Fujita, M.; Raghukandan, K.; Tomoshige, R. Control of energetic conditions by employing interlayer of different thickness for explosive welding of titanium/304 stainless steel. J. Mater. Process. Technol. 2008, 195, 232–240. [Google Scholar] [CrossRef]
- Habib, M.A.; Keno, H.; Uchida, R.; Mori, A.; Hokamoto, K. Cladding of titanium and magnesium alloy plates using energy-controlled underwater three layer explosive welding. J. Mater. Process. Technol. 2015, 217, 310–316. [Google Scholar] [CrossRef]
- Shi, C.; Yang, X.; Ge, Y.; You, J.; Hou, H. Lower limit law of welding windows for explosive welding of dissimilar metals. J. Iron Steel Res. Int. 2017, 24, 852–857. [Google Scholar] [CrossRef]
- Zhou, Q.; Feng, J.; Chen, P. Numerical and Experimental Studies on the Explosive Welding of Tungsten Foil to Copper. Materials 2017, 10, 984. [Google Scholar] [CrossRef]
- Carvalho, G.; Galvão, I.; Mendes, R.; Leal, R.M.; Loureiro, A. Weldability of aluminium-copper in explosive welding. Int. J. Adv. Manuf. Technol. 2019, 103, 3211–3221. [Google Scholar] [CrossRef]
- Chen, X.; Inao, D.; Tanaka, S.; Mori, A.; Li, X.; Hokamoto, K. Explosive welding of Al alloys and high strength duplex stainless steel by controlling energetic conditions. J. Manuf. Process. 2020, 58, 1318–1333. [Google Scholar] [CrossRef]
- Chen, X.; Li, X.; Inao, D.; Tanaka, S.; Hokamoto, K. Study of explosive welding of A6061/SUS821L1 using interlayers with different thicknesses and the air shockwave between plates. Int. J. Adv. Manuf. Technol. 2021, 116, 3779–3794. [Google Scholar] [CrossRef]
- Chen, X.; Inao, D.; Tanaka, S.; Li, X.-J.; Bataev, I.; Hokamoto, K. Comparison of explosive welding of pure titanium/SUS 304 austenitic stainless steel and pure titanium/SUS 821L1 duplex stainless steel. Trans. Nonferrous Met. Soc. China 2021, 31, 2687–2702. [Google Scholar] [CrossRef]
- Chen, X.; Inao, D.; Li, X.; Tanaka, S.; Li, K.; Hokamoto, K. Optimal parameters for the explosive welding of TP 270C pure titanium and SUS 821L1 duplex stainless steel. J. Mater. Res. Technol. 2022, 19, 4771–4786. [Google Scholar] [CrossRef]
- Miao, Y.; Chen, X.; Wang, H. Some applications of interlayer explosive welding. Compos. Interfaces 2021, 29, 345–360. [Google Scholar] [CrossRef]
- Paul, H.; Skuza, W.; Chulist, R.; Miszczyk, M.; Gałka, A.; Prażmowski, M.; Pstruś, J. The effect of interface morphology on the electro-mechanical properties of Ti/Cu clad composites produced by explosive welding. Metall. Mater. Trans. A 2020, 51, 750–766. [Google Scholar] [CrossRef]
- Pei, Y.; Huang, T.; Chen, F.; Pang, B.; Guo, J.; Xiang, N.; Song, Z.; Zhang, Y. Microstructure and fracture mechanism of Ti/Al layered composite fabricated by explosive welding. Vacuum 2020, 181, 109596. [Google Scholar] [CrossRef]
- Sun, W.; Guo, J.; Zhang, W.; Li, X.; Chen, X. Microstructure and Strengthening Mechanism of Ti/Cu Laminated Composite Produced by Underwater Explosive Welding. J. Mater. Eng. Perform. 2020, 29, 5069–5079. [Google Scholar] [CrossRef]
- Zeng, X.; Wang, Y.; Li, X.; Li, X.; Zhao, T. Effect of inert gas-shielding on the interface and mechanical properties of Mg/Al explosive welding composite plate. J. Manuf. Process. 2019, 45, 166–175. [Google Scholar] [CrossRef]
- Paul, H.; Chulist, R.; Mania, I. Structural Properties of Interfacial Layers in Tantalum to Stainless Steel Clad with Copper Interlayer Produced by Explosive Welding. Metals 2020, 10, 969. [Google Scholar] [CrossRef]
- Kaya, Y. Microstructural, Mechanical and Corrosion Investigations of Ship Steel-Aluminum Bimetal Composites Produced by Explosive Welding. Metals 2018, 8, 544. [Google Scholar] [CrossRef]
- Zhou, Q.; Liu, R.; Chen, P.; Zhu, L. Microstructure characterization and tensile shear failure mechanism of the bonding interface of explosively welded titanium-steel composite. Mater. Sci. Eng. A 2021, 820, 141559. [Google Scholar] [CrossRef]
- Yang, M.; Chen, D.; Zhou, H.; Xu, J.; Ma, H.; Shen, Z.; Zhang, B.; Tian, J. Experimental and numerical investigation of microstructure and evolution of TiNi Alloy/Q235 steel interfaces prepared by explosive welding. J. Mater. Res. Technol. 2021, 15, 5803–5813. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | TP 270C | SUS 821L1 | 5-1 | 5-2 | 5-3 | 15-1 | 15-2 | 15-3 |
|---|---|---|---|---|---|---|---|---|
| Yield strength (MPa) | 550 | 520 | 680 | 670 | 700 | 710 | 690 | 705 |
| Tensile strength (MPa) | 602 | 729 | 703 | 688 | 717 | 747 | 706 | 713 |
| Sample 1 (Stand-off = 5 mm) | No.1 | No.2 | No.3 | No.4 | No.5 | No.6 | No.7 | No.8 | No.9 |
| 3.1 | 3.6 | 3.2 | 13.8 | 5.1 | 7.0 | 15.1 | 6.1 | 5.5 | |
| Ti | Ti | Ti | SUS 821L1 | SUS 821L1 | SUS 821L1 | SUS 821L1 | SUS 821L1 | SUS 821L1 | |
| No.10 | No.11 | No.12 | No.13 | No.14 | No.15 | No.16 | - | - | |
| 7.5 | 4.9 | 6.0 | 6.4 | 4.9 | 4.6 | 5.0 | - | - | |
| SUS 821L1 | SUS 821L1 | SUS 821L1 | SUS 821L1 | Stainless steel | SUS 821L1 | SUS 821L1 | - | - | |
| Sample 2 (Stand-off = 5 mm) | No.1 | No.2 | No.3 | No.4 | No.5 | No.6 | No.7 | No.8 | No.9 |
| 3.1 | 3.3 | 4.0 | 12.4 | 13.5 | 5.9 | 15.5 | 6.4 | 5.1 | |
| Ti | Ti | Ti | Alloys | Alloys | Alloys | Alloys | Alloys | Alloys | |
| No.10 | No.11 | No.12 | No.13 | No.14 | No.15 | No.16 | No.17 | - | |
| 13.0 | 14.0 | 14.1 | 4.4 | 3.1 | 6.1 | 5.4 | 5.8 | - | |
| Alloys | Alloys | Alloys | Ti | Ti | SUS 821L1 | SUS 821L1 | SUS 821L1 | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, K.; Kuroda, M.; Chen, X.; Hokamoto, K.; Li, X.; Zeng, X.; Nie, S.; Wang, Y. Mechanical Properties of Explosion-Welded Titanium/Duplex Stainless Steel under Different Energetic Conditions. Metals 2022, 12, 1354. https://doi.org/10.3390/met12081354
Wang K, Kuroda M, Chen X, Hokamoto K, Li X, Zeng X, Nie S, Wang Y. Mechanical Properties of Explosion-Welded Titanium/Duplex Stainless Steel under Different Energetic Conditions. Metals. 2022; 12(8):1354. https://doi.org/10.3390/met12081354
Chicago/Turabian StyleWang, Kang, Masatoshi Kuroda, Xiang Chen, Kazuyuki Hokamoto, Xiaojie Li, Xiangyu Zeng, Senlin Nie, and Yuanyuan Wang. 2022. "Mechanical Properties of Explosion-Welded Titanium/Duplex Stainless Steel under Different Energetic Conditions" Metals 12, no. 8: 1354. https://doi.org/10.3390/met12081354
APA StyleWang, K., Kuroda, M., Chen, X., Hokamoto, K., Li, X., Zeng, X., Nie, S., & Wang, Y. (2022). Mechanical Properties of Explosion-Welded Titanium/Duplex Stainless Steel under Different Energetic Conditions. Metals, 12(8), 1354. https://doi.org/10.3390/met12081354