
Powder Injection Molding of Ti-Al-W Nano/Micro Bimodal Powders: Structure, Phase Composition and Oxidation Kinetics



Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation
2.2. Sample Investigation and Testing
3. Results and Discussion
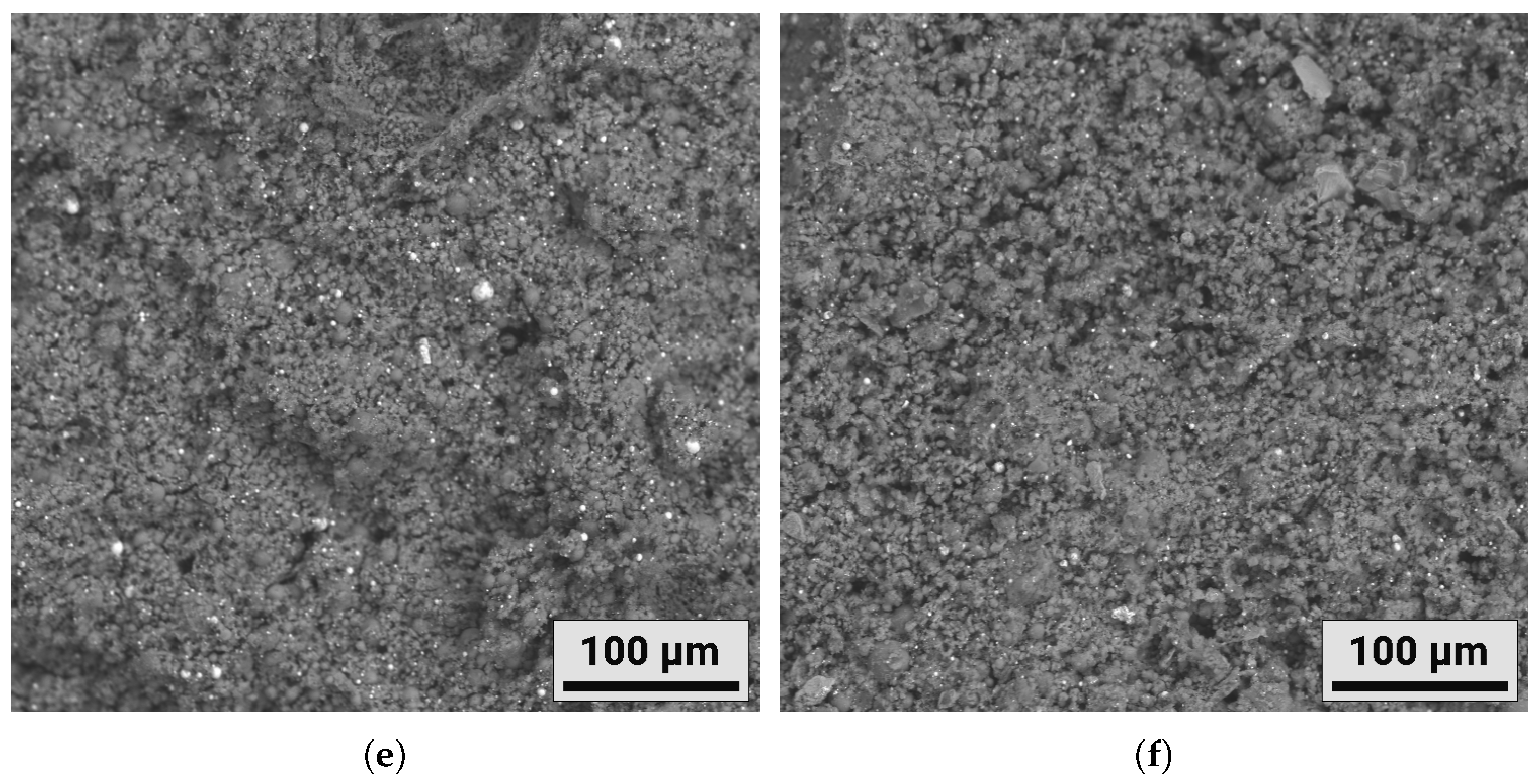
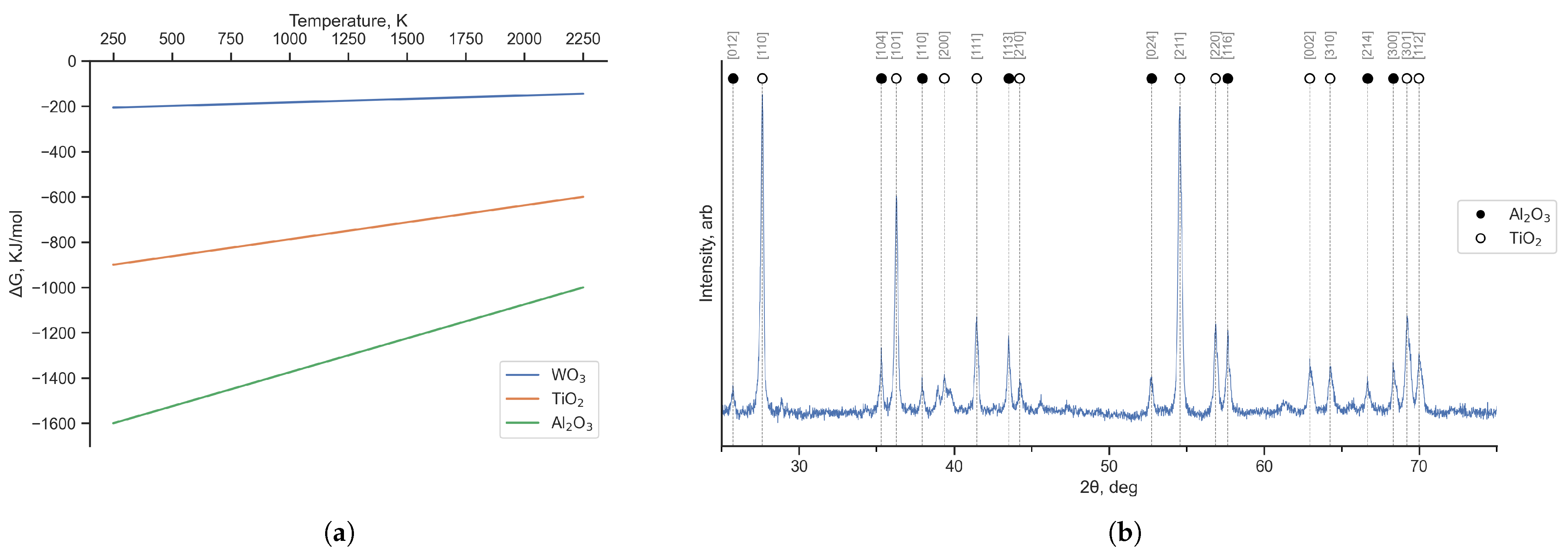
3.1. Structure and Phase Composition
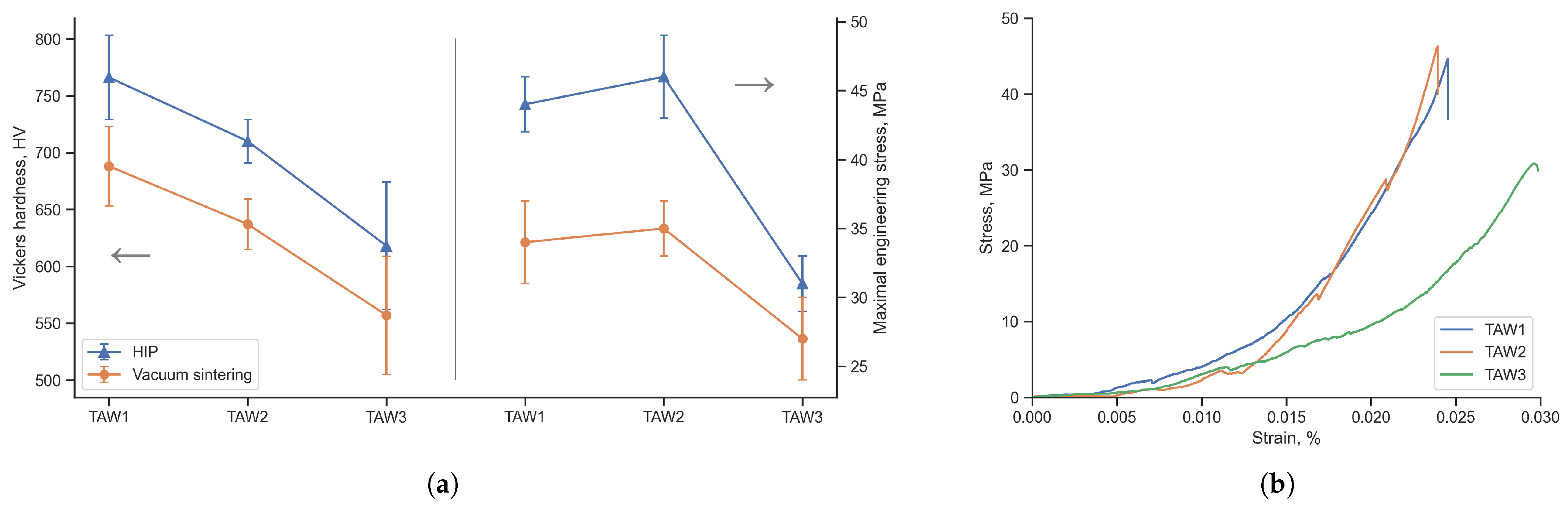
3.2. Mechanical Properties
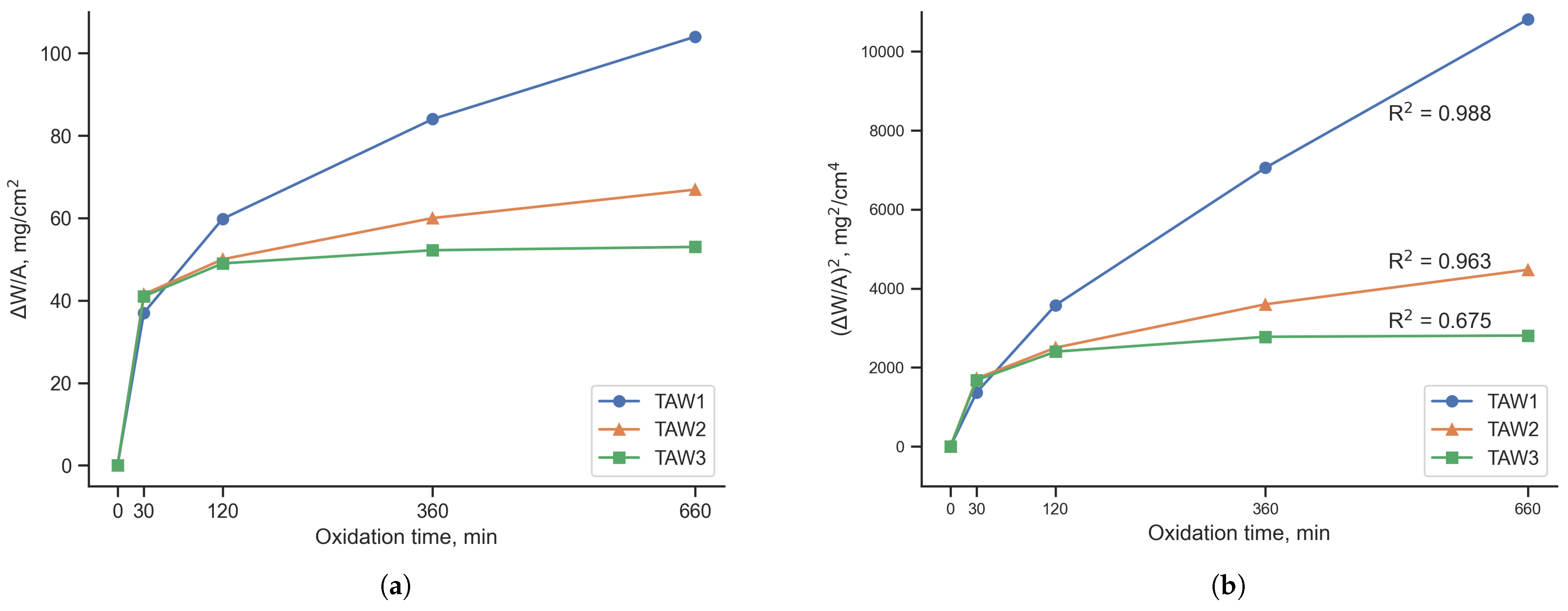
3.3. Oxidation
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Singh, D.D.; Mahender, T.; Reddy, A.R. Powder bed fusion process: A brief review. Mater. Today Proc. 2021, 46, 350–355. [Google Scholar] [CrossRef]
- Kotadia, H.; Gibbons, G.; Das, A.; Howes, P. A review of Laser Powder Bed Fusion Additive Manufacturing of aluminium alloys: Microstructure and properties. Addit. Manuf. 2021, 46, 102155. [Google Scholar] [CrossRef]
- McCann, R.; Obeidi, M.A.; Hughes, C.; McCarthy, É.; Egan, D.S.; Vijayaraghavan, R.K.; Joshi, A.M.; Garzon, V.A.; Dowling, D.P.; McNally, P.J.; et al. In-situ sensing, process monitoring and machine control in Laser Powder Bed Fusion: A review. Addit. Manuf. 2021, 45, 102058. [Google Scholar] [CrossRef]
- Nadammal, N.; Mishurova, T.; Fritsch, T.; Serrano-Munoz, I.; Kromm, A.; Haberland, C.; Portella, P.D.; Bruno, G. Critical role of scan strategies on the development of microstructure, texture, and residual stresses during laser powder bed fusion additive manufacturing. Addit. Manuf. 2021, 38, 101792. [Google Scholar] [CrossRef]
- Gonzalez-Gutierrez, J.; Cano, S.; Schuschnigg, S.; Kukla, C.; Sapkota, J.; Holzer, C. Additive manufacturing of metallic and ceramic components by the material extrusion of highly-filled polymers: A review and future perspectives. Materials 2018, 11, 840. [Google Scholar] [CrossRef]
- Tuncer, N.; Bose, A. Solid-state metal additive manufacturing: A review. JOM 2020, 72, 3090–3111. [Google Scholar] [CrossRef]
- Bricout, J.; Gelin, J.C.; Ablitzer, C.; Matheron, P.; Brothier, M. Influence of powder characteristics on the behaviour of PIM feedstock. Chem. Eng. Res. Des. 2013, 91, 2484–2490. [Google Scholar] [CrossRef]
- Liu, Z.; Loh, N.; Tor, S.; Khor, K. Characterization of powder injection molding feedstock. Mater. Charact. 2002, 49, 313–320. [Google Scholar] [CrossRef]
- German, R.M. Homogeneity effects on feedstock viscosity in powder injection molding. J. Am. Ceram. Soc. 1994, 77, 283–285. [Google Scholar] [CrossRef]
- Zlatkov, B.; Griesmayer, E.; Loibl, H.; Aleksić, O.; Danninger, H.; Gierl, C.; Lukić, L. Recent advances in PIM technology I. Sci. Sinter. 2008, 40, 79–88. [Google Scholar] [CrossRef]
- Hwang, K.; Lin, H.; Lee, S. Thermal, solvent, and vacuum debinding mechanisms of PIM compacts. Mater. Manuf. Process 1997, 12, 593–608. [Google Scholar] [CrossRef]
- You, W.K.; Choi, J.P.; Yoon, S.M.; Lee, J.S. Low temperature powder injection molding of iron micro-nano powder mixture. Powder Technol. 2012, 228, 199–205. [Google Scholar] [CrossRef]
- Fu, G.; Loh, N.; Tor, S.; Tay, B.; Murakoshi, Y.; Maeda, R. Injection molding, debinding and sintering of 316L stainless steel microstructures. Appl. Phys. A 2005, 81, 495–500. [Google Scholar] [CrossRef]
- Mukund, B.N.; Hausnerova, B.; Shivashankar, T.S. Development of 17-4PH stainless steel bimodal powder injection molding feedstock with the help of interparticle spacing/lubricating liquid concept. Powder Technol. 2015, 283, 24–31. [Google Scholar] [CrossRef]
- Antusch, S.; Armstrong, D.E.; Britton, T.B.; Commin, L.; Gibson, J.S.L.; Greuner, H.; Hoffmann, J.; Knabl, W.; Pintsuk, G.; Rieth, M.; et al. Mechanical and microstructural investigations of tungsten and doped tungsten materials produced via powder injection molding. Nucl. Mater. Energy 2015, 3, 22–31. [Google Scholar] [CrossRef]
- Fayyaz, A.; Muhamad, N.; Sulong, A.B.; Rajabi, J.; Wong, Y.N. Fabrication of cemented tungsten carbide components by micro-powder injection moulding. J. Mater. Process. Technol. 2014, 214, 1436–1444. [Google Scholar] [CrossRef]
- Jabir, S.M.; Noorsyakirah, A.; Afian, O.M.; Nurazilah, M.; Aswad, M.A.; Afiq, N.M.; Mazlan, M. Analysis of the rheological behavior of copper metal injection molding (MIM) feedstock. Procedia Chem. 2016, 19, 148–152. [Google Scholar] [CrossRef]
- Thavanayagam, G.; Pickering, K.L.; Swan, J.E.; Cao, P. Analysis of rheological behaviour of titanium feedstocks formulated with a water-soluble binder system for powder injection moulding. Powder Technol. 2015, 269, 227–232. [Google Scholar] [CrossRef]
- Gülsoy, H.; Gunay, V.; Baykara, T. Influence of TiC, TiN and TiC (N) additions on sintering and mechanical properties of injection moulded titanium based metal matrix composites. Powder Metall. 2015, 58, 30–35. [Google Scholar] [CrossRef]
- Yılmaz, E.; Gökçe, A.; Findik, F.; Gulsoy, H.O.; İyibilgin, O. Mechanical properties and electrochemical behavior of porous Ti-Nb biomaterials. J. Mech. Behav. Biomed. Mater. 2018, 87, 59–67. [Google Scholar] [CrossRef] [PubMed]
- Dzogbewu, T. Additive manufacturing of porous Ti-based alloys for biomedical applications—A review. J. New Gener. Sci. 2017, 15, 278–294. [Google Scholar]
- Dzogbewu, T.C.; du Preez, W.B. Additive manufacturing of Ti-based intermetallic alloys: A review and conceptualization of a next-generation machine. Materials 2021, 14, 4317. [Google Scholar] [CrossRef] [PubMed]
- Ghanmi, O.; Demers, V. Molding properties of titanium-based feedstock used in low-pressure powder injection molding. Powder Technol. 2021, 379, 515–525. [Google Scholar] [CrossRef]
- Dzogbewu, T.C. Additive manufacturing of TiAl-based alloys. Manuf. Rev. 2020, 7, 35. [Google Scholar] [CrossRef]
- Havet, G.; Isayev, A. Rheology of silica-filled polystyrene: From microcomposites to nanocomposites. Polym. Sci. Ser. A 2012, 54, 476–492. [Google Scholar] [CrossRef]
- Bek, M.; Gonzalez-Gutierrez, J.; Kukla, C.; Pušnik Črešnar, K.; Maroh, B.; Slemenik Perše, L. Rheological behaviour of highly filled materials for injection moulding and additive manufacturing: Effect of particle material and loading. Appl. Sci. 2020, 10, 7993. [Google Scholar] [CrossRef]
- Oh, J.W.; Lee, W.S.; Park, S.J. Nanopowder effect on Fe nano/micro-bimodal powder injection molding. Metall. Mater. Trans. A 2018, 49, 5535–5545. [Google Scholar] [CrossRef]
- Fu, X.; Yu, Z.; Tan, Z.; Fan, G.; Li, P.; Wang, M.; Xiong, D.B.; Li, Z. Enhanced strain hardening by bimodal grain structure in carbon nanotube reinforced Al–Mg composites. Mater. Sci. Eng. A 2021, 803, 140726. [Google Scholar] [CrossRef]
- Peng, P.; Tang, A.; She, J.; Zhang, J.; Zhou, S.; Song, K.; Pan, F. Significant improvement in yield stress of Mg-Gd-Mn alloy by forming bimodal grain structure. Mater. Sci. Eng. A 2021, 803, 140569. [Google Scholar] [CrossRef]
- Ren, Y.; Han, Y.; Yan, S.; Sun, J.; Duan, Z.; Chen, H.; Ran, X. Microstructure and Mechanical Properties of Powder Metallurgical TiAl-Based Alloy Made by Micron Bimodal-Sized Powders. J. Mater. Eng. Perform. 2021, 30, 269–280. [Google Scholar] [CrossRef]
- Gromov, A.A.; Förter-Barth, U.; Teipel, U. Aluminum nanopowders produced by electrical explosion of wires and passivated by non-inert coatings: Characterisation and reactivity with air and water. Powder Technol. 2006, 164, 111–115. [Google Scholar] [CrossRef]
- Kwon, Y.S.; Jung, Y.H.; Yavorovsky, N.; Illyn, A.; Kim, J.S. Ultra-fine powder by wire explosion method. Scr. Mater. 2001, 44, 2247–2251. [Google Scholar] [CrossRef]
- Tang, H.; Xing, W.; Li, X.; Chen, B.; Zhao, P.; Shu, L.; Zhang, M.; Ma, Y.; Liu, K. Insights into the gradient-characteristic precipitation behaviors of laves phase induced by Fe/W/Mo addition in Ti42Al5Mn alloy. Intermetallics 2021, 128, 107022. [Google Scholar] [CrossRef]
- Li, X.; Tang, H.; Xing, W.; Zhao, P.; Chen, B.; Ma, Y.; Liu, K. Microstructural stability, phase evolution and mechanical properties of a forged W-modified high-Mn β-γ-TiAl alloy. Intermetallics 2021, 136, 107230. [Google Scholar] [CrossRef]
- Zhao, P.; Li, X.; Tang, H.; Ma, Y.; Chen, B.; Xing, W.; Liu, K.; Yu, J. Improved high-temperature oxidation properties for Mn-containing beta-gamma TiAl with W addition. Oxid. Met. 2020, 93, 433–448. [Google Scholar] [CrossRef]
- Couret, A.; Monchoux, J.P.; Caillard, D. On the high creep strength of the W containing IRIS-TiAl alloy at 850 °C. Acta Mater. 2019, 181, 331–341. [Google Scholar] [CrossRef]
- Seo, D.; Zhao, L.; Beddoes, J. Primary creep behavior of Ti-48Al-2W as a function of stress and lamellar morphology. Metall. Mater. Trans. A 2003, 34, 2177–2190. [Google Scholar] [CrossRef]
- Lapin, J.; Nazmy, M. Microstructure and creep properties of a cast intermetallic Ti–46Al–2W–0.5 Si alloy for gas turbine applications. Mater. Sci. Eng. A 2004, 380, 298–307. [Google Scholar] [CrossRef]
- Hodge, A.; Hsiung, L.; Nieh, T. Creep of nearly lamellar TiAl alloy containing W. Scr. Mater. 2004, 51, 411–415. [Google Scholar] [CrossRef]
- Barsoum, M.; El-Raghy, T.; Ali, M. Processing and characterization of Ti2AlC, Ti2AlN, and Ti2AlC0.5N0.5. Metall. Mater. Trans. A 2000, 31, 1857–1865. [Google Scholar] [CrossRef]
- Wang, X.; Zhou, Y. Layered machinable and electrically conductive Ti2AlC and Ti3AlC2 ceramics: A review. J. Mater. Sci. Technol. 2010, 26, 385–416. [Google Scholar] [CrossRef]
- Barsoum, M.W. MAX Phases: Properties of Machinable Ternary Carbides and Nitrides; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar]
- Ramaseshan, R.; Kakitsuji, A.; Seshadri, S.; Nair, N.; Mabuchi, H.; Tsuda, H.; Matsui, T.; Morii, K. Microstructure and some properties of TiAl-Ti2AlC composites produced by reactive processing. Intermetallics 1999, 7, 571–577. [Google Scholar] [CrossRef]
- Yeh, C.; Shen, Y. Formation of TiAl–Ti2AlC in situ composites by combustion synthesis. Intermetallics 2009, 17, 169–173. [Google Scholar] [CrossRef]
- Yang, C.; Wang, F.; Ai, T.; Zhu, J. Microstructure and mechanical properties of in situ TiAl/Ti2AlC composites prepared by reactive hot pressing. Ceram. Int. 2014, 40, 8165–8171. [Google Scholar] [CrossRef]
- Ren, L.; Qin, S.; Zhao, S.; Xiao, H. Fabrication and mechanical properties of Ti2AlC/TiAl composites with co-continuous network structure. Trans. Nonferrous Met. Soc. China 2021, 31, 2005–2012. [Google Scholar] [CrossRef]
- Song, X.; Cui, H.; Han, Y.; Hou, N.; Wei, N.; Ding, L.; Song, Q. Effect of carbon reactant on microstructures and mechanical properties of TiAl/Ti2AlC composites. Mater. Sci. Eng. A 2017, 684, 406–412. [Google Scholar] [CrossRef]
- Chen, Y.L.; Yan, M.; Sun, Y.M.; Mei, B.C.; Zhu, J.Q. The phase transformation and microstructure of TiAl/Ti2AlC composites caused by hot pressing. Ceram. Int. 2009, 35, 1807–1812. [Google Scholar] [CrossRef]
- Feng, J.; Xiao, H. Tribocorrosion Behavior of Laser Cladded Ti-Al-(C, N) Composite Coatings in Artificial Seawater. Coatings 2022, 12, 187. [Google Scholar] [CrossRef]
- Lerner, M.; Pervikov, A.; Glazkova, E.; Rodkevich, N.; Toropkov, N. Electrical Explosion Synthesis, Oxidation and Sintering Behavior of Ti-Al Intermetallide Powders. Metals 2021, 11, 760. [Google Scholar] [CrossRef]
- Lerner, M.; Pervikov, A.; Glazkova, E.; Rodkevich, N.; Suliz, K.; Kazantsev, S.; Toropkov, N.; Bakina, O. Synthesis of Ti–Al Bimodal Powder for High Flowability Feedstock by Electrical Explosion of Wires. Metals 2022, 12, 478. [Google Scholar] [CrossRef]
- Pervikov, A.; Suliz, K.; Kazantsev, S.; Rodkevich, N.; Tarasov, S.; Lerner, M. Preparation of nano/micro-bimodal Ti/Al/(Mo, W, Cu) powders by simultaneous electrical explosion of dissimilar metal wires. Powder Technol. 2022, 397, 117093. [Google Scholar] [CrossRef]
- Novoselova, T.; Celotto, S.; Morgan, R.; Fox, P.; O’neill, W. Formation of TiAl intermetallics by heat treatment of cold-sprayed precursor deposits. J. Alloys Compd. 2007, 436, 69–77. [Google Scholar] [CrossRef]
- Van Loo, F.; Rieck, G. Diffusion in the titanium-aluminium system—I. Interdiffusion between solid Al and Ti or Ti-Al alloys. Acta Metall. 1973, 21, 61–71. [Google Scholar] [CrossRef]
- Chen, R.; Fang, H.; Chen, X.; Su, Y.; Ding, H.; Guo, J.; Fu, H. Formation of TiC/Ti2AlC and α2+ γ in in-situ TiAl composites with different solidification paths. Intermetallics 2017, 81, 9–15. [Google Scholar] [CrossRef]
- Choi, J.P.; Park, J.S.; Hong, E.J.; Lee, W.S.; Lee, J.S. Analysis of the rheological behavior of Fe trimodal micro-nano powder feedstock in micro powder injection molding. Powder Technol. 2017, 319, 253–260. [Google Scholar] [CrossRef]
- Liu, G.; Wang, Z.; Fu, T.; Li, Y.; Liu, H.; Li, T.; Gong, M.; Wang, G. Study on the microstructure, phase transition and hardness for the TiAl–Nb alloy design during directional solidification. J. Alloys Compd. 2015, 650, 45–52. [Google Scholar] [CrossRef]
- Acoff, V.L.; Wilkerson, S.; Arenas, M. The effect of rolling direction on the weld structure and hardness of gamma-TiAl sheet material. Mater. Sci. Eng. A 2002, 329, 763–767. [Google Scholar] [CrossRef]
- Schloffer, M.; Iqbal, F.; Gabrisch, H.; Schwaighofer, E.; Schimansky, F.P.; Mayer, S.; Stark, A.; Lippmann, T.; Göken, M.; Pyczak, F.; et al. Microstructure development and hardness of a powder metallurgical multi phase γ-TiAl based alloy. Intermetallics 2012, 22, 231–240. [Google Scholar] [CrossRef]
- Ma, T.; Li, Q.; Wang, Y.; Wang, X.; Dong, D.; Zhu, D. Microstructure and mechanical properties of micro-nano Ti2AlC-reinforced TiAl composites. Intermetallics 2022, 146, 107563. [Google Scholar] [CrossRef]
- Perdrix, F.; Trichet, M.F.; Bonnentien, J.L.; Cornet, M.; Bigot, J. Relationships between interstitial content, microstructure and mechanical properties in fully lamellar Ti–48Al alloys, with special reference to carbon. Intermetallics 2001, 9, 807–815. [Google Scholar] [CrossRef]
- German, R.M. Sintering Theory and Practice; John Wiley & Sons: Hoboken, NJ, USA, 1996. [Google Scholar]
- McCullough, C.; Valencia, J.; Levi, C.; Mehrabian, R. Phase equilibria and solidification in Ti-Al alloys. Acta Metall. 1989, 37, 1321–1336. [Google Scholar] [CrossRef]
- Kim, J.; Kang, S. Stable phase domains of the TiO2–Ti3O5–Ti2O3–TiO–Ti (C x O y)–TiC system examined experimentally and via first principles calculations. J. Mater. Chem. A 2014, 2, 2641–2647. [Google Scholar] [CrossRef]
- Dickinson, C.; Nicholas, M.; Pranatis, A.; Whitman, C. Protective Coatings For Tungsten. JOM 1963, 15, 787–792. [Google Scholar] [CrossRef]
- Mizuhara, Y.; Hashimoto, K.; Masahashi, N. Microstructure and phase stability of TiAl–W ternary alloy. Intermetallics 2003, 11, 807–816. [Google Scholar] [CrossRef]
- Shida, Y.; Anada, H. Role of W, Mo, Nb and Si on oxidation of TiAl in air at high temperatures. Mater. Trans. JIM 1994, 35, 623–631. [Google Scholar] [CrossRef]
- Yang, W.; Dong, S.; Luo, P.; Yangli, A.; Liu, Q.; Xie, Z. Effect of Ni addition on the preparation of Al2O3–TiB2 composites using high-energy ball milling. J. Asian Ceram. Soc. 2014, 2, 399–402. [Google Scholar] [CrossRef]
- Verma, V.; Kumar, B.M. Tribological characteristics of conventionally sintered TiCN-WC-Ni/Co cermets against cemented carbide. Ceram. Int. 2017, 43, 368–375. [Google Scholar] [CrossRef]
- Grzmil, B.; Kic, B.; Rabe, M. Inhibition of the anatase-rutile phase transformation with addition of K2O, P2O5, and Li2O. Chem. Pap 2004, 58, 410–414. [Google Scholar]
- Liang, W.; Ma, X.; Zhao, X.; Zhang, F.; Shi, J.; Zhang, J. Oxidation kinetics of the pack siliconized TiAl-based alloy and microstructure evolution of the coating. Intermetallics 2007, 15, 1–8. [Google Scholar] [CrossRef]
- Schumacher, G.; Dettenwanger, F.; Schütze, M.; Hornauer, U.; Richter, E.; Wieser, E.; Möller, W. Microalloying effects in the oxidation of TiAl materials. Intermetallics 1999, 7, 1113–1120. [Google Scholar] [CrossRef]
- Unnam, J.; Shenoy, R.; Clark, R. Oxidation of commercial purity titanium. Oxid. Met. 1986, 26, 231–252. [Google Scholar] [CrossRef]
- Beck, A.; Heine, M.; Caule, E.; Pryor, M. The kinetics of the oxidation of Al in oxygen at high temperature. Corros. Sci. 1967, 7, 1–22. [Google Scholar] [CrossRef]
- Sikka, V.; Rosa, C. The oxidation kinetics of tungsten and the determination of oxygen diffusion coefficient in tungsten trioxide. Corros. Sci. 1980, 20, 1201–1219. [Google Scholar] [CrossRef]
- Nagy, D.; Humphry-Baker, S.A. An oxidation mechanism map for tungsten. Scr. Mater. 2022, 209, 114373. [Google Scholar] [CrossRef]
- Khanna, A.S. High temperature oxidation. In Handbook of Environmental Degradation of Materials; Elsevier: Amsterdam, The Netherlands, 2005; pp. 105–152. [Google Scholar]
- Davis, S.E.; Ide, M.S.; Davis, R.J. Selective oxidation of alcohols and aldehydes over supported metal nanoparticles. Green Chem. 2013, 15, 17–45. [Google Scholar] [CrossRef]
- Song, P.; Wen, D.; Guo, Z.; Korakianitis, T. Oxidation investigation of nickel nanoparticles. Phys. Chem. Chem. Phys. 2008, 10, 5057–5065. [Google Scholar] [CrossRef] [PubMed]
- Rai, A.; Park, K.; Zhou, L.; Zachariah, M. Understanding the mechanism of aluminium nanoparticle oxidation. Combust. Theory Model. 2006, 10, 843–859. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Wire Diameter d, mm | E, J | l, mm | C, F | U, kV | W, J | E/E | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Ti | Al | W | Ti | Al | W | ||||||
| TAW1 | 15 | 180 | 0.40 | ||||||||
| TAW2 | 0.31 | 0.25 | 0.07 | 235 | 115 | 15 | 70 | 1.6 | 18 | 259 | 0.64 |
| TAW3 | 21 | 352 | 0.92 | ||||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Krinitcyn, M.; Pervikov, A.; Kochuev, D.; Lerner, M. Powder Injection Molding of Ti-Al-W Nano/Micro Bimodal Powders: Structure, Phase Composition and Oxidation Kinetics. Metals 2022, 12, 1357. https://doi.org/10.3390/met12081357
Krinitcyn M, Pervikov A, Kochuev D, Lerner M. Powder Injection Molding of Ti-Al-W Nano/Micro Bimodal Powders: Structure, Phase Composition and Oxidation Kinetics. Metals. 2022; 12(8):1357. https://doi.org/10.3390/met12081357
Chicago/Turabian StyleKrinitcyn, Maksim, Alexander Pervikov, Dmitriy Kochuev, and Marat Lerner. 2022. "Powder Injection Molding of Ti-Al-W Nano/Micro Bimodal Powders: Structure, Phase Composition and Oxidation Kinetics" Metals 12, no. 8: 1357. https://doi.org/10.3390/met12081357
APA StyleKrinitcyn, M., Pervikov, A., Kochuev, D., & Lerner, M. (2022). Powder Injection Molding of Ti-Al-W Nano/Micro Bimodal Powders: Structure, Phase Composition and Oxidation Kinetics. Metals, 12(8), 1357. https://doi.org/10.3390/met12081357