
Effect of Cu Content on Microstructure and Mechanical Properties for High-Strength Deposited Metals Strengthened by Nano-Precipitation




Abstract
:1. Introduction
2. Materials and Methods
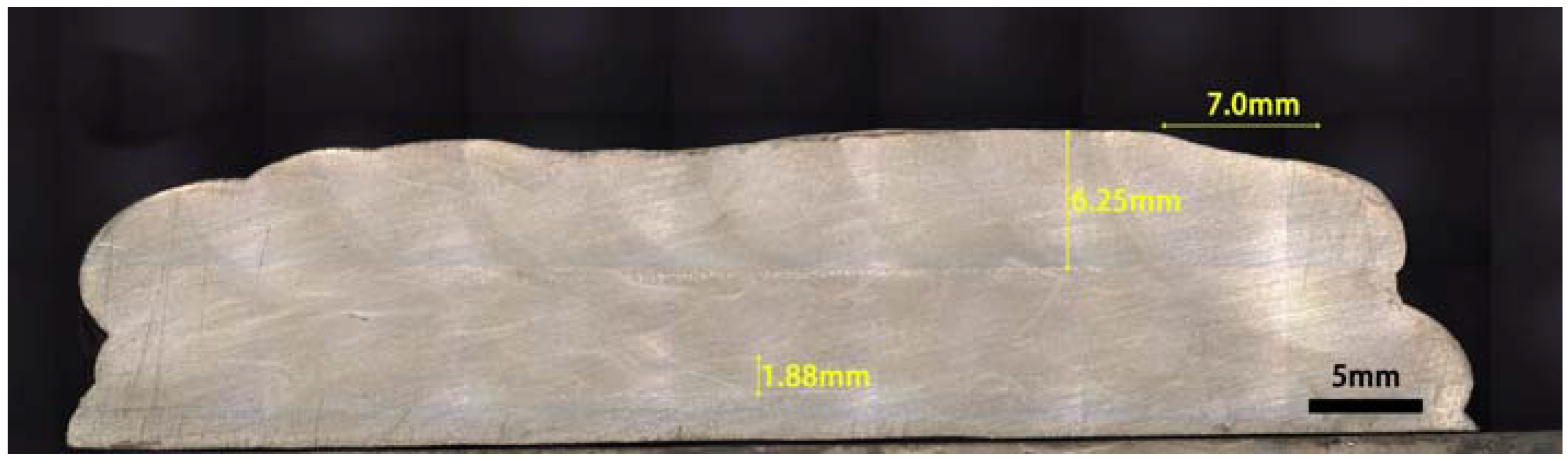
2.1. Materials
2.2. Microstructure Observation
2.3. Mechanical Properties Testing
3. Results
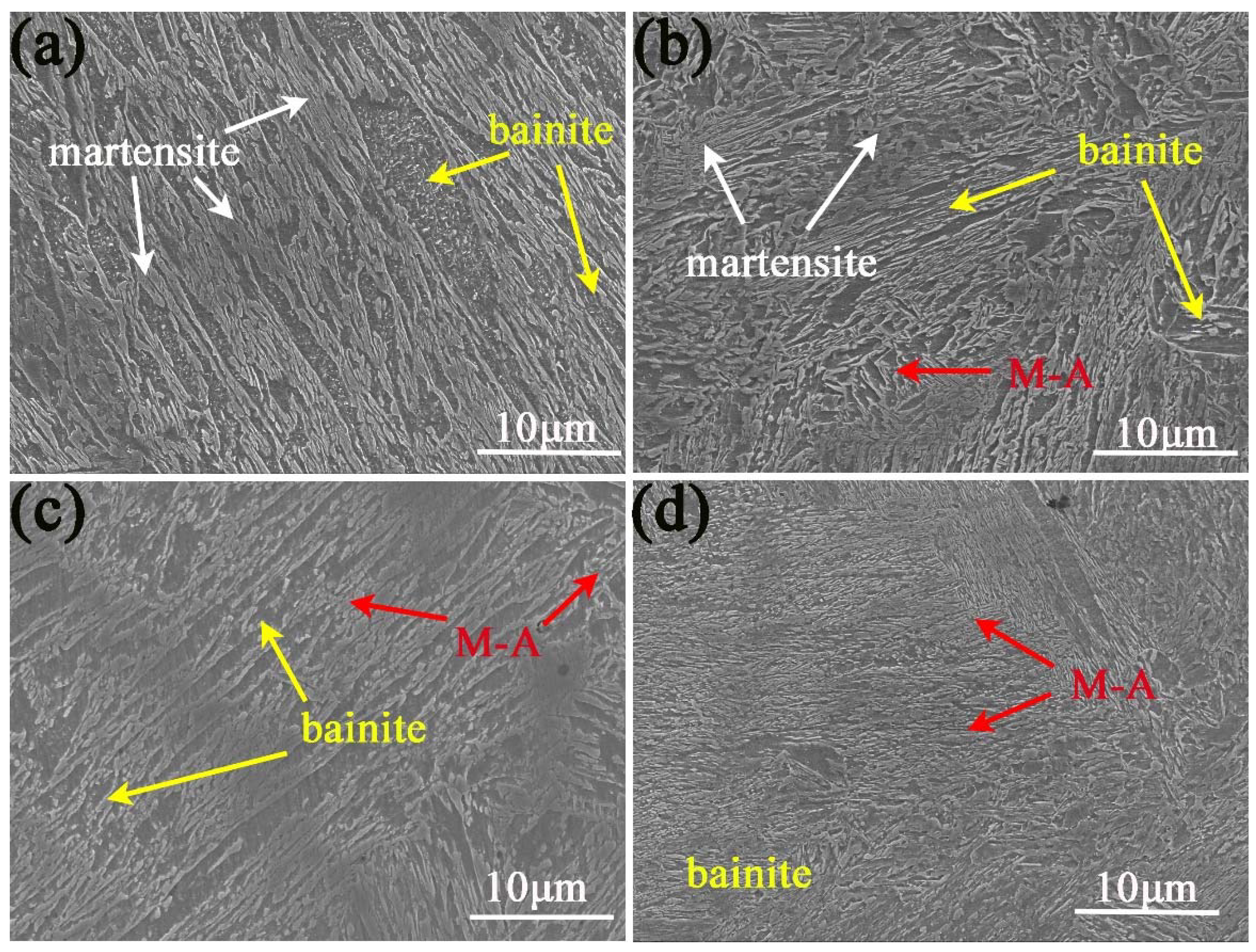
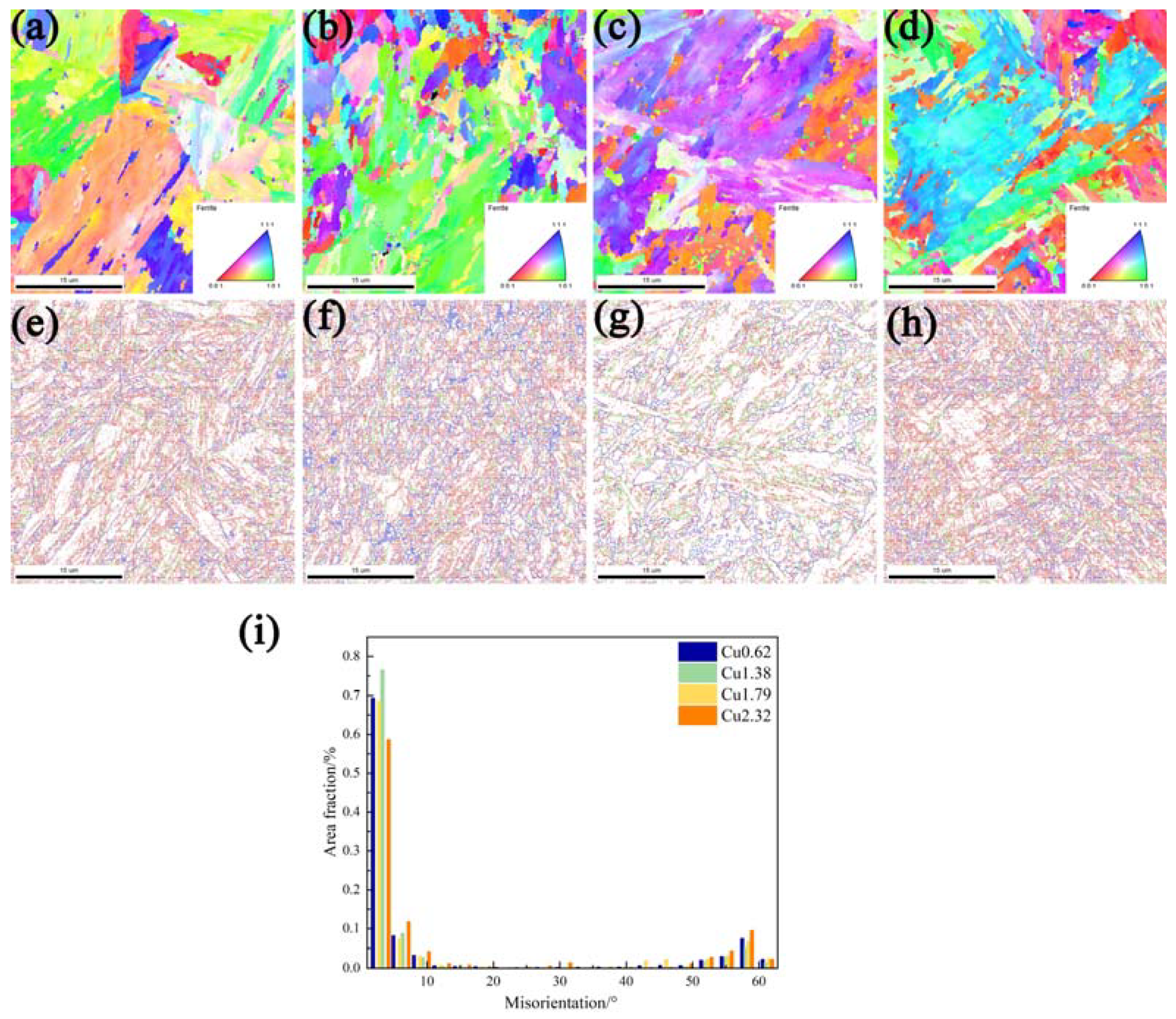
3.1. Microstructure Characterization
3.2. Mechanical Properties
4. Discussion
4.1. Effects of Cu on Microstructure and Precipitates Characterization
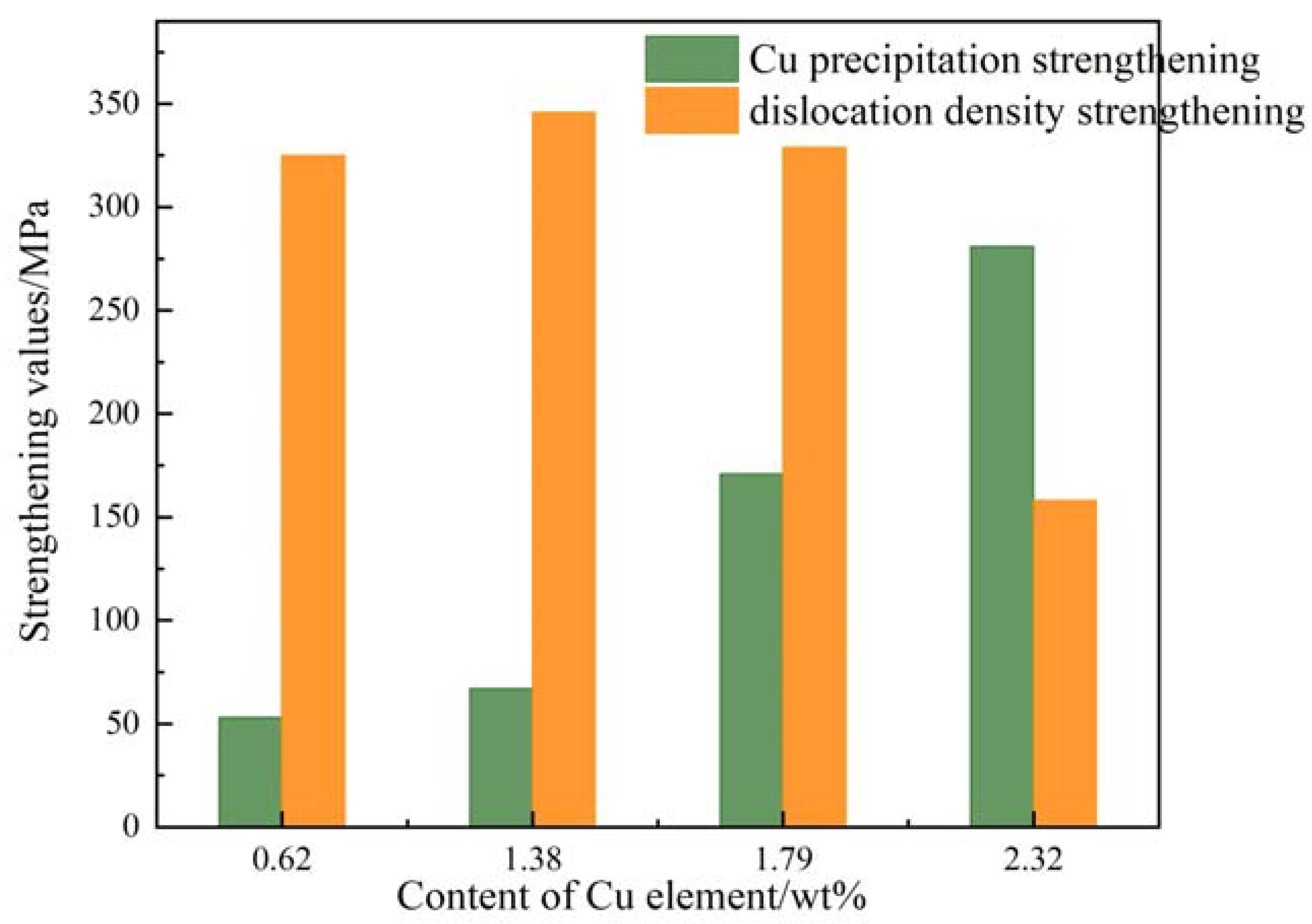
4.2. Strengthening of Cu Precipitates and Dislocation Density
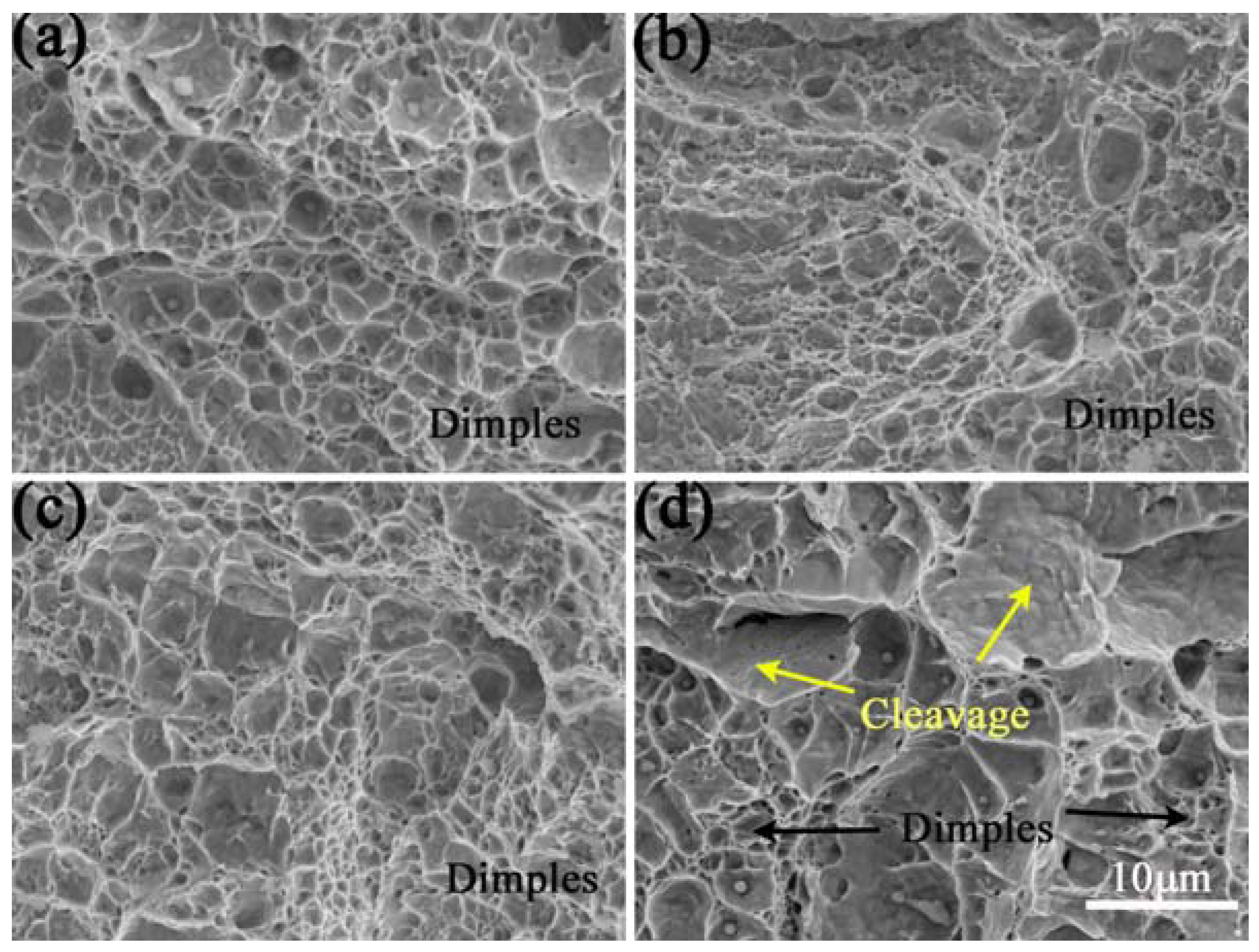
4.3. Toughening Mechanism of Deposited Metals
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- World Steel Association. Future Stee Lvehicle Results and Reports & Cost Model. 2020. Available online: https://www.worldautosteel.org/projects/future-steel-vehicle/phase-2-results/ (accessed on 15 February 2020).
- Metlitskii, V. Flux-cored wires for arc welding and surfacing of cast iron. Weld. Int. 2008, 22, 796–800. [Google Scholar] [CrossRef]
- Gavrilov, S.N.; Khitsov, O.V. Metal-powder wires for mechanized and automatic gas-shielded welding of low carbon and low-alloy steels. Weld. Int. 2014, 28, 234–236. [Google Scholar] [CrossRef]
- William, R.; Honeycombe, K. Steels: Microstructure and Properties; Edward Arnold: London, UK, 1981. [Google Scholar]
- Jiao, Z.B.; Luan, J.H.; Guo, W.; Poplawsky, J.D.; Liu, C.T. Effects of welding and post-weld heat treatments on nanoscale precipitation and mechanical properties of an ultra-high strength steel hardened by NiAl and Cu nanoparticles. Acta Mater. 2016, 120, 216–227. [Google Scholar] [CrossRef]
- Chen, R.; Kong, H.J.; Luan, J.H.; Wang, A.D.; Jiang, P.; Liu, C.T. Effect of external applied magnetic field on microstructures and mechanical properties of laser welding joint of medium-Mn nanostructured steel. Mater. Sci. Eng. A 2020, 792, 139787. [Google Scholar] [CrossRef]
- Kalpana, J.; Rao, P.S.; Rao, P.G. A review on techniques for improving the mechanical properties of fusion welded joints. Eng. Solid Mech. 2017, 4, 213–224. [Google Scholar] [CrossRef]
- Chen, K.; Jiang, Z.; Liu, F.; Li, H.; Ma, X.; Zhao, B.; Kang, C.; Li, Y. Enhanced mechanical properties by retained austenite in medium-carbon Si-rich microalloyed steel treated by quenching-tempering, austempering and austempering-tempering processes. Mater. Sci. Eng. A 2020, 790, 139742. [Google Scholar] [CrossRef]
- Gao, G.; Zhang, H.; Tan, Z.; Liu, W.; Bai, B. A carbide-free bainite/martensite/austenite triplex steel with enhanced mechanical properties treated by a novel quenching-partitioning-tempering process. Mater. Sci. Eng. A 2013, 559, 165–169. [Google Scholar] [CrossRef]
- Yu, X.; Caron, J.L.; Babu, S.S.; Lippold, J.C.; Isheim, D.; Seidman, D.N. Strength recovery in a high-strength steel during multiple weld thermal simulations. Metall. Mater. Trans. A 2011, 42, 3669–3679. [Google Scholar] [CrossRef]
- Jamari, J.; Ammarullah, M.I.; Santoso, G.; Sugiharto, S.; Supriyono, T.; Prakoso, A.T.; Basri, H.; van der Heide, E. Computational Contact Pressure Prediction of CoCrMo, SS 316L and Ti6Al4V Femoral Head against UHMWPE Acetabular Cup under Gait Cycle. J. Funct. Biomater. 2022, 13, 64. [Google Scholar] [CrossRef]
- Wu, S.; Wang, D.; Zhao, C.; Zhang, Z.; Li, C.; Di, X. Enhanced toughness of Fe-12Cr-5.5Ni-Mo-deposited metals through formation of fine reversed austenite. J. Mater. Sci. 2018, 53, 15679–15693. [Google Scholar] [CrossRef]
- Luo, X.; Chen, X.; Wang, T.; Pan, S.; Wang, Z. Effect of morphologies of martensite–austenite constituents on impact toughness in intercritically reheated coarse-grained heat-affected zone of HSLA steel. Mater. Sci. Eng. A 2018, 710, 192–199. [Google Scholar] [CrossRef]
- Kapoor, M.; Isheim, D.; Ghosh, G.; Vaynman, S.; Fine, M.E.; Chung, Y.-W. Aging characteristics and mechanical properties of 1600 MPa body-centered cubic Cu and B2-NiAl precipitation-strengthened ferritic steel. Acta Mater. 2014, 73, 56–74. [Google Scholar] [CrossRef]
- Kolli, R.P.; Seidman, D.N. The temporal evolution of the decomposition of a concentrated multicomponent Fe-Cu-based steel. Acta Mater. 2008, 56, 2073–2088. [Google Scholar] [CrossRef]
- Isheim, D.; Gagliano, M.S.; Fine, M.E.; Seidman, D.N. Interfacial segregation at Cu-rich precipitates in a high-strength low-carbon steel studied on a sub-nanometer scale. Acta Mater. 2006, 54, 841–849. [Google Scholar] [CrossRef]
- Kim, S.H.; Yeon, S.-M.; Lee, J.H.; Kim, Y.W.; Lee, H.; Park, J.; Lee, N.-K.; Choi, J.P.; Aranas, C., Jr.; Lee, Y.J.; et al. Additive manufacturing of a shift block via laser powder bed fusion: The simultaneous utilisation of optimised topology and a lattice structure. Virtual Phys. Prototyp. 2020, 15, 460–480. [Google Scholar] [CrossRef]
- Vaynman, S.; Isheim, D.; Kolli, R.P.; Bhat, S.P.; Seidman, D.N.; Fine, M.E. High-strength low-carbon ferritic steel containing Cu-Fe-Ni-Al-Mn precipitates. Metall. Mater. Trans. A 2008, 39, 363–373. [Google Scholar] [CrossRef]
- Mattes, V.R. Microstructure and Mechanical Properties of HSLA-100 Steel; Naval Postgraduate School: Monterey, CA, USA, 1990. [Google Scholar]
- Czyryca, E.J.; Vassilaros, M.G. Advances in Low Carbon, High Strength Ferrous Alloys. J. Chem. Inf. Model. 1993, 92/63, 1–44. [Google Scholar]
- Wang, J.; Di, X.; Li, C.; Wang, D. Characterization of nanoscale precipitates and enhanced mechanical properties of high strength weld metals containing Cu additions after PWHT. Metall. Res. Technol. 2022, 119, 119. [Google Scholar] [CrossRef]
- Wang, H.; Yu, X.; Isheim, D.; Seidman, D.; Babu, S.S. High strength weld metal design through nanoscale copper precipitation. Mater. Des. 2013, 50, 962–967. [Google Scholar] [CrossRef]
- Kong, H.; Jiao, Z.; Lu, J.; Liu, C.T. Low-carbon advanced nanostructured steels: Microstructure, mechanical properties, and applications. Sci. China Mater. 2021, 64, 1580–1597. [Google Scholar] [CrossRef]
- Wang, H.H.; Tong, Z.; Hou, T.P.; Wu, K.M.; Mehmood, T. Effects of evolution of nanoscale copper precipitation and copper content on mechanical properties of high-strength steel weld metal. Sci. Technol. Weld. Join. 2016, 22, 191–197. [Google Scholar] [CrossRef]
- Wang, J.; Di, X.; Li, C.; Wang, D. The influence of Ni on bainite/martensite transformation and mechanical properties of deposited metals obtained from metal-cored wire. Metals 2021, 11, 1971. [Google Scholar] [CrossRef]
- Mao, G.; Cao, R.; Yang, J.; Jiang, Y.; Wang, S.; Guo, X.; Yuan, J.; Zhang, X.; Chen, J. Effect of nickel contents on the microstructure and mechanical properties for low-carbon bainitic weld metals. J. Mater. Eng. Perform. 2017, 26, 2057–2071. [Google Scholar] [CrossRef]
- Takebayashi, S.; Kunieda, T.; Yoshinaga, N.; Ushioda, K.; Ogata, S. Comparison of the dislocation density in martensitic steels evaluated by some X-ray diffraction methods. ISIJ Int. 2010, 50, 875–882. [Google Scholar] [CrossRef]
- Fang, H.S. Bainite Transformation; Science Press: Beijing, China, 1999. [Google Scholar]
- Zhang, T.T. Study on Interlaced Multiphase Microstructure and Strengthening and Toughening Mechanism of Deposited Metals of Metal Powder-Cored Wires for 800 MPa Grade High Strength Steels. Ph.D. Thesis, Tianjin University, Tianjin, China, 2016. [Google Scholar]
- Liu, C.T.; Jiao, Z.B.; Luan, J.H. Copper-rich nanoclusters: Ferritic steels strengthened. In Encyclopedia of Iron, Steel, and Their Alloys; CRC Press: Boca Raton, FL, USA, 2015. [Google Scholar]
- Jiao, Z.B.; Luan, J.H.; Miller, M.K.; Yu, C.Y.; Liu, C.T. Group precipitation and age hardening of nanostructured Fe-based alloys with ultra-high strengths. Sci. Rep. 2016, 6, 21364. [Google Scholar] [CrossRef]
- Ungár, T.; Harjo, S.; Kawasaki, T.; Tomota, Y.; Ribárik, G.; Shi, Z. Composite behavior of lath martensite steels induced by plastic strain, a new paradigm for the elastic-plastic response of martensitic steels. Metall. Mater. Trans. A 2017, 48, 159–167. [Google Scholar] [CrossRef]
- He, S.H.; He, B.B.; Zhu, K.Y.; Huang, M.X. On the correlation among dislocation density, lath thickness and yield stress of bainite. Acta Mater. 2017, 135, 382–389. [Google Scholar] [CrossRef]
- Edalati, K.; Horita, Z. High-pressure torsion of pure metals: Influence of atomic bond parameters and stacking fault energy on grain size and correlation with hardness. Acta Mater. 2011, 59, 6831–6836. [Google Scholar] [CrossRef]
- Wen, Y.R.; Li, Y.P.; Hirata, A.; Zhang, Y.; Fujita, T.; Furuhara, T.; Liu, C.T.; Chiba, A.; Chen, M.W. Synergistic alloying effect on microstructural evolution and mechanical properties of Cu precipitation-strengthened ferritic alloys. Acta Mater. 2013, 61, 7726–7740. [Google Scholar] [CrossRef]
- Hall, E.O. The deformation and ageing of mild steel: III discussion of results. Proc. Phys. Soc. Sect. B 1951, 64, 747–752. [Google Scholar] [CrossRef]
- Fine, M.E.; Isheim, D. Origin of copper precipitation strengthening in steel revisited. Scr. Mater. 2005, 53, 115–118. [Google Scholar] [CrossRef]
- Monzen, R.; Jenkins, M.L.; Sutton, A.P. The bcc-to-9R martensitic transformation of Cu precipitates and the relaxation process of elastic strains in an Fe-Cu alloy. Philos. Mag. A 1999, 80, 711–723. [Google Scholar] [CrossRef]
- Lozano-Perez, S.; Jenkins, M.L.; Titchmarsh, J.M. Evidence for deformation-induced transformations of Cu-rich precipitates in an aged FeCu alloy. Philos. Mag. Lett. 2006, 86, 367–374. [Google Scholar] [CrossRef]
- Bandi, R.W. Second phases in steel: New analytical methods can identify the types and amounts of complex precipitates in steel. Science 1977, 196, 136–142. [Google Scholar] [CrossRef] [PubMed]
- Dhua, S.K.; Ray, A.; Sarma, D.S. Effect of tempering temperatures on the mechanical properties and microstructures of HSLA-100 type copper-bearing steels. Mater. Sci. Eng. A 2001, 318, 197–210. [Google Scholar] [CrossRef]
- Liu, Q.; Wen, H.; Zhang, H.; Gu, J.; Li, C.; Lavernia, E.J. Effect of multistage heat treatment on microstructure and mechanical properties of high-strength low-alloy steel. Metall. Mater. Trans. A 2016, 47, 1960–1974. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | C | Mn | Si | Cr + Mo + Ni | Cu | S | P | O/ppm |
|---|---|---|---|---|---|---|---|---|
| Cu 0.62 | 0.081 | 1.76 | 0.63 | 4.45 | 0.62 | 0.01 | 0.016 | 117 |
| Cu 1.38 | 0.089 | 1.75 | 0.64 | 4.60 | 1.38 | 0.011 | 0.016 | 116 |
| Cu 1.79 | 0.099 | 1.69 | 0.6 | 4.23 | 1.79 | 0.012 | 0.023 | 118 |
| Cu 2.32 | 0.081 | 1.78 | 0.66 | 4.43 | 2.32 | 0.0098 | 0.015 | 120 |
| Sample | Diameter (nm) | Volume Fraction (%) |
|---|---|---|
| Cu 0.62 | 14.21 ± 0.21 | 0.048 ± 0.0082 |
| Cu 1.38 | 28.00 ± 0.35 | 0.068 ± 0.011 |
| Cu 1.79 | 28.88 ± 0.31 | 0.35 ± 0.051 |
| Cu 2.32 | 28.44 ± 0.17 | 0.74 ± 0.12 |
| Sample | Cu 0.62 | Cu 1.38 | Cu 1.79 | Cu 2.32 |
|---|---|---|---|---|
| Ei (J) | 25.84 | 22.23 | 24.57 | 12.15 |
| Ep (J) | 38.72 | 30.03 | 31.82 | 30.51 |
| Et (J) | 64.56 | 52.56 | 56.39 | 42.66 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; Li, C.; Di, X.; Wang, D. Effect of Cu Content on Microstructure and Mechanical Properties for High-Strength Deposited Metals Strengthened by Nano-Precipitation. Metals 2022, 12, 1360. https://doi.org/10.3390/met12081360
Wang J, Li C, Di X, Wang D. Effect of Cu Content on Microstructure and Mechanical Properties for High-Strength Deposited Metals Strengthened by Nano-Precipitation. Metals. 2022; 12(8):1360. https://doi.org/10.3390/met12081360
Chicago/Turabian StyleWang, Jiamei, Chengning Li, Xinjie Di, and Dongpo Wang. 2022. "Effect of Cu Content on Microstructure and Mechanical Properties for High-Strength Deposited Metals Strengthened by Nano-Precipitation" Metals 12, no. 8: 1360. https://doi.org/10.3390/met12081360
APA StyleWang, J., Li, C., Di, X., & Wang, D. (2022). Effect of Cu Content on Microstructure and Mechanical Properties for High-Strength Deposited Metals Strengthened by Nano-Precipitation. Metals, 12(8), 1360. https://doi.org/10.3390/met12081360