
Solute Effect on Grain Refinement of Al- and Mg-Alloys: An Overview of the Recent Advances Made by the LiME Research Hub



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Solute Effect on Heterogeneous Nucleation
2.1. Heterogeneous Nucleation
2.2. Effect of Solute Segregating at the Liquid/Substrate Interface
2.3. Effect of Solute on the Formation of New Nucleant Particles
2.4. Effect of Solute on Particle Agglomeration
3. Effect of Solute Growth Restriction on Grain Refinement
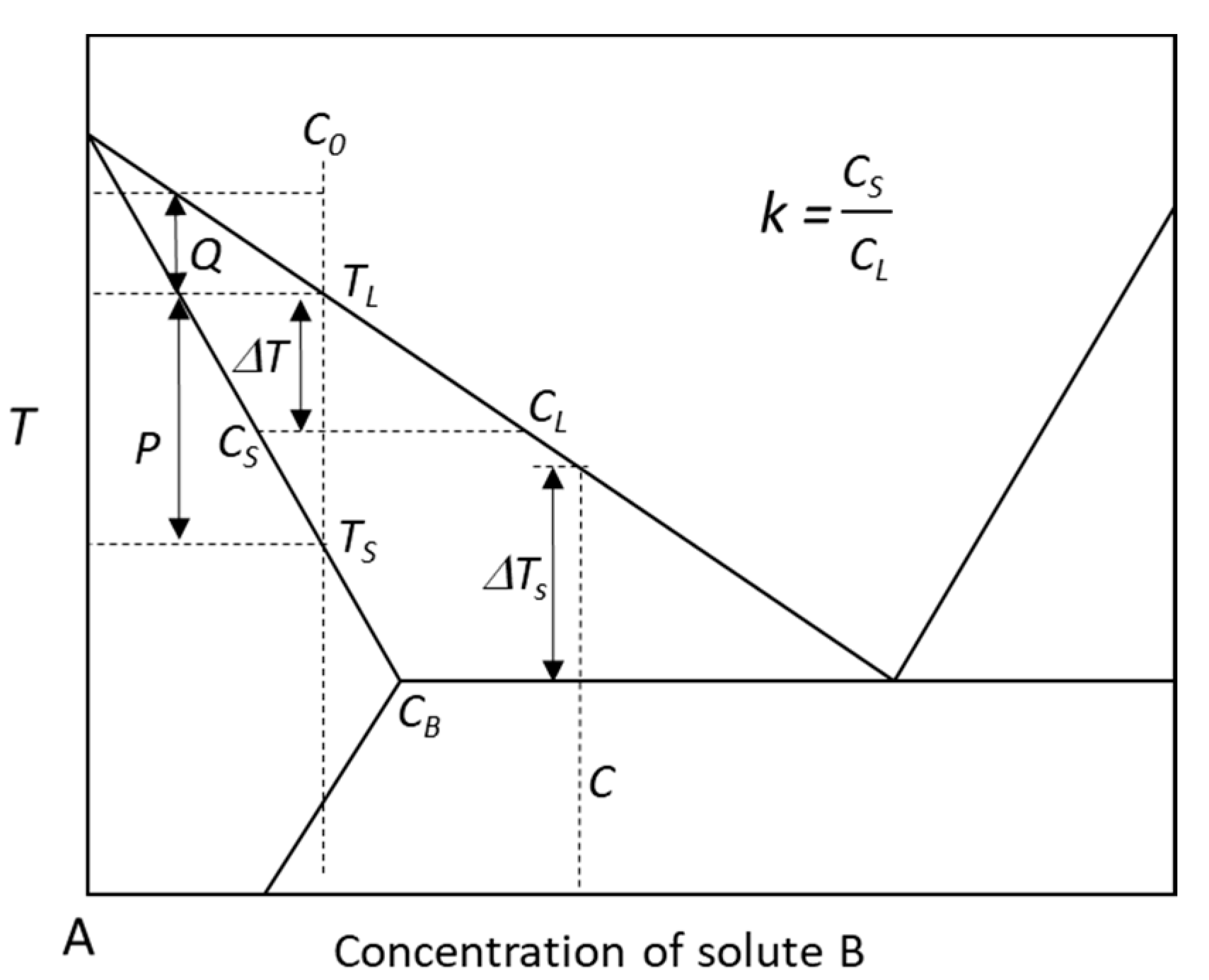
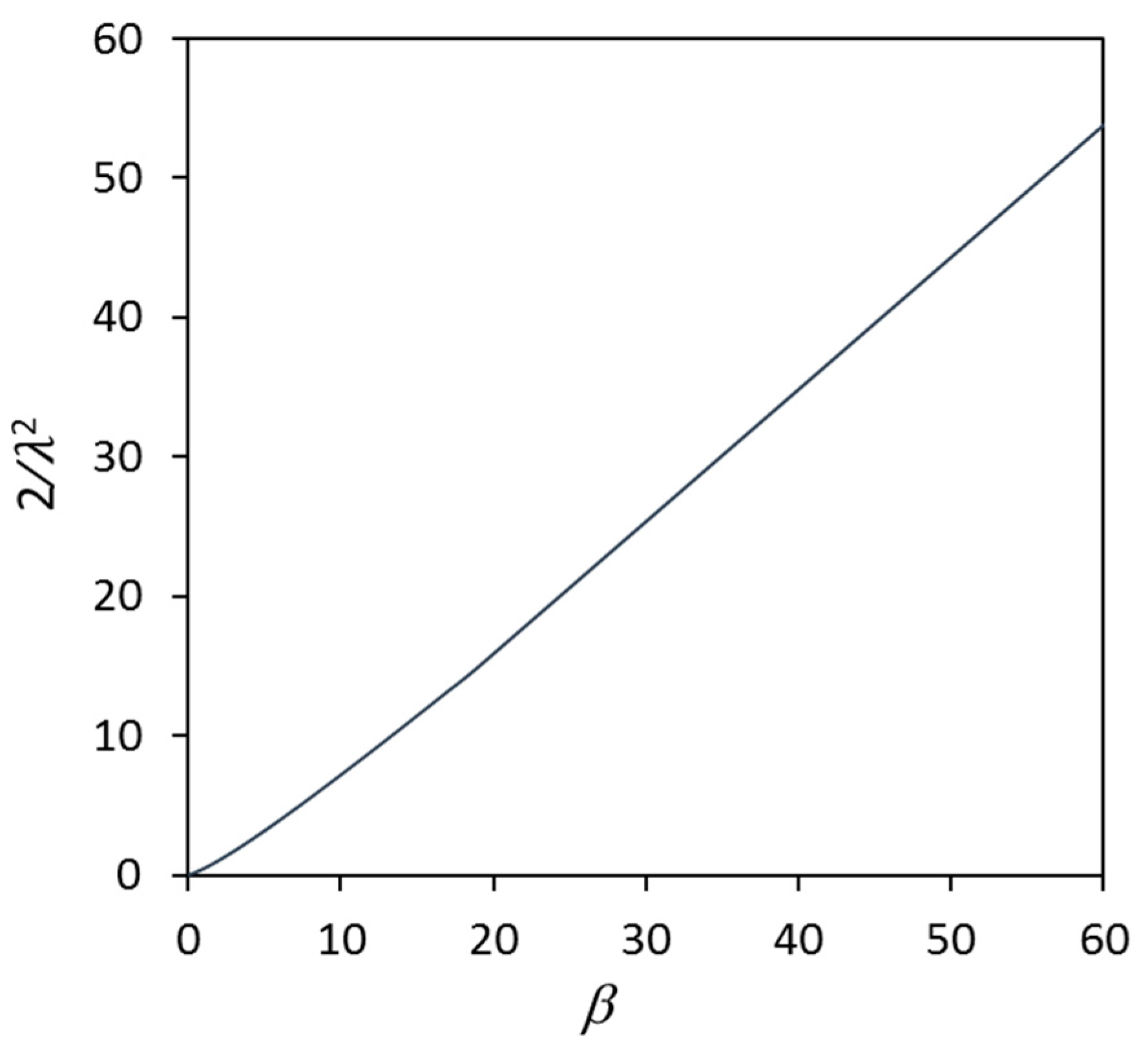
3.1. Growth Restriction Parameter β
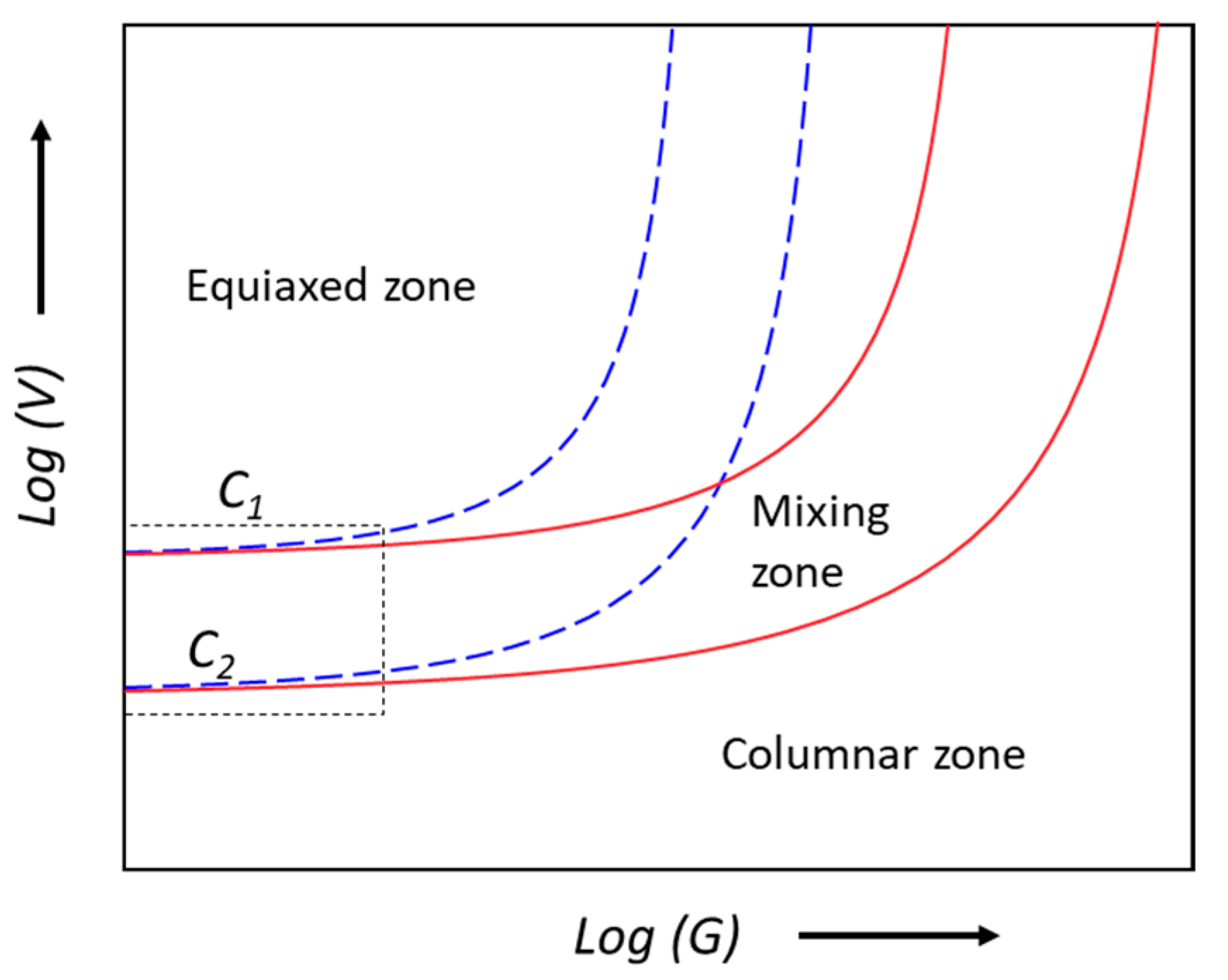
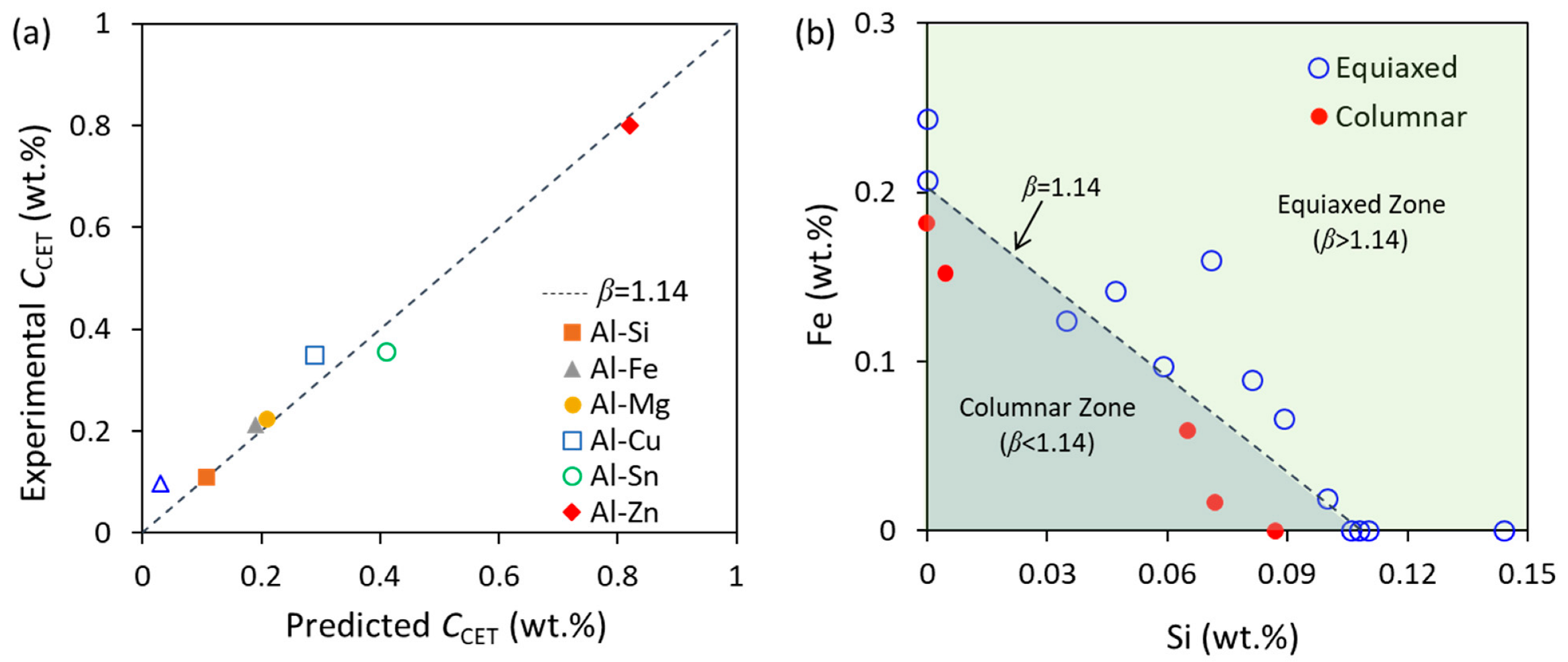
3.2. Effect of Growth Restriction on Columnar to Equiaxed Transition (CET)
3.3. Effect of Growth Restriction on Grain Size
- (1)
- Using an excess-Ti-free grain refiner for Al alloys: To eliminate the influence of excess Ti (introduced from Al-5Ti-1B grain refiner), a new grain refiner alloy, Al-1.54TiB2 [87], was produced by repeated dilution–filter–dilution of the commercial Al-5Ti-1B grain refiner using HP-Al. The resultant Al-1.54TiB2 master alloy contains only Al3Ti 2DC sheathed TiB2 particles with other impurities being reduced to a few ppm. In each Al binary alloy, the same amount of potent TiB2 particles was added, approximately 1013 m−3.
- (2)
- Applying intensive melt shearing for Mg alloys: An intensive melt shearing technique [88,89,90,91] was adopted in Mg binary alloys, which can effectively disperse MgO particles to ensure a nearly consistent total number density throughout the melt prior to solidification processing. The particle number density in the fully sheared melt is estimated to be 1017 m−3, compared with 1014 m−3 in the non-sheared melts [92].
- (3)
- Using standard TP-1 test to standardise solidification condition: The standard Alcan TP-1 test [84] provides a quasi-isothermal solidification with a constant cooling rate (3.5 K/s) at the centre of the sample for Al and Mg alloys.
- (4)
- Checking microstructure in both vertical and cross sections: The grain size is only meaningful for equiaxed grain structures. To ensure grain size is measured only for equiaxed grain structures, both vertical and cross sections of TP-1 samples were checked, as some samples that show an equiaxed structure in cross section may be columnar when the vertical section is checked. This will avoid the inaccuracy introduced by the “grain size” data measured from the columnar structures.
3.4. Growth Restriction in the Case of Explosive Grain Initiation (EGI)
4. Discussion
4.1. Atomistic Mechanism of Growth Restriction
4.2. Enhancing Grain Refinement
5. Summary
- (1)
- The growth restriction parameter, β, is a function of C0, m, k and ΔT, incorporating holistically the nature of solute, solute concentration and solidification condition. The physical meaning of β is the ratio of the liquid phase fraction, to the solid phase fraction, .
- (2)
- Theoretically, for a given alloy system solidifying under a given undercooling, there is a critical solute concentration (C*), below which solidification becomes partitionless (non-equilibrium solidification), and therefore there is no growth restriction (β = 0) during solidification.
- (3)
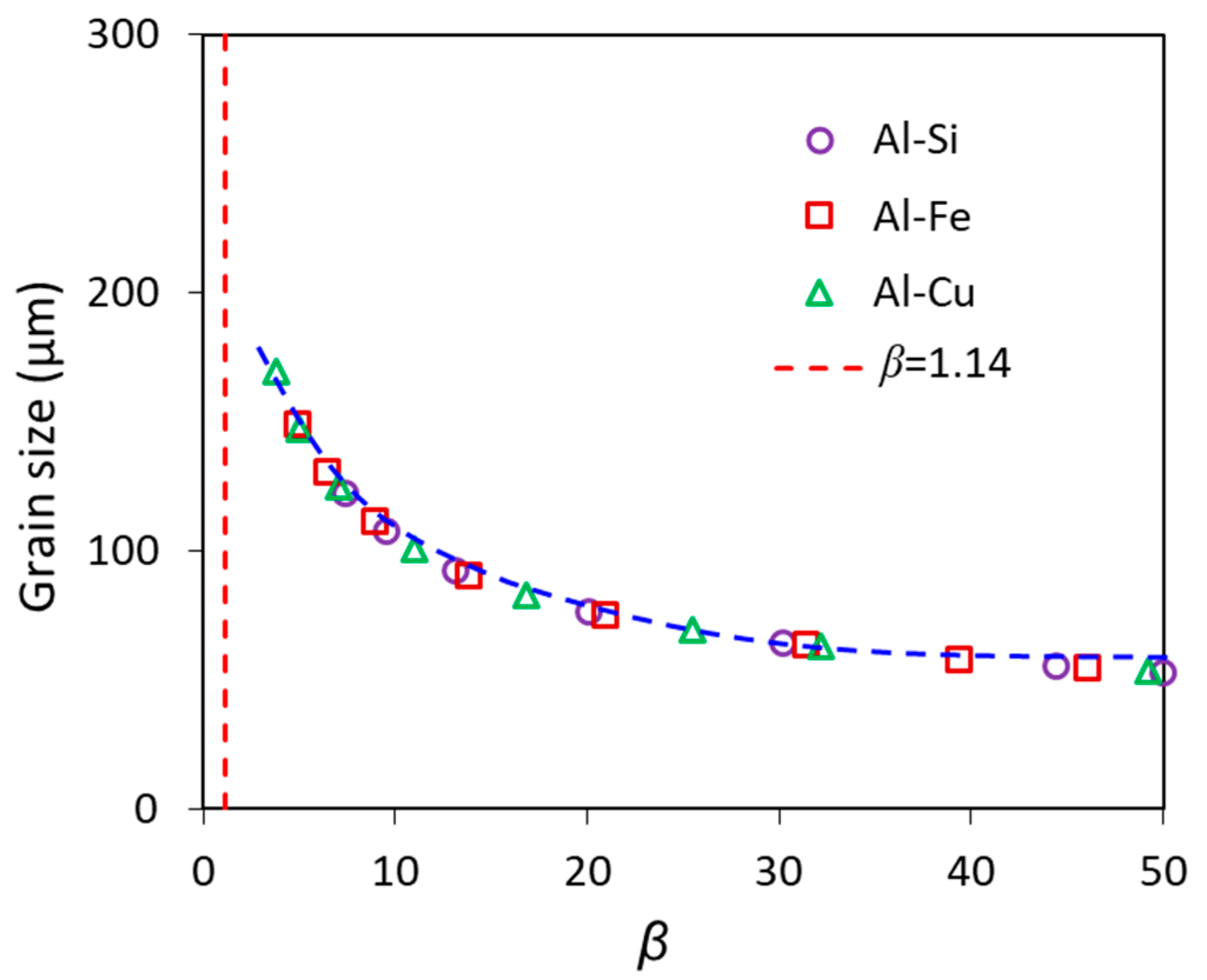
- The key role of growth restriction on grain refinement is to achieve the equiaxed structure of as-cast alloys. Under quasi-isothermal solidification condition, a CET criterion is developed: β = 1.14. When β < 1.14, the as-cast microstructure is most likely columnar; and when β > 1.14, the as-cast microstructure will be equiaxed.
- (4)
- For progressive grain initiation, the grain size is moderately reduced with an increase in growth restriction just after CET, and levels off with further increase in growth restriction. For explosive grain initiation, the growth restriction has no effect on the grain size.
- (5)
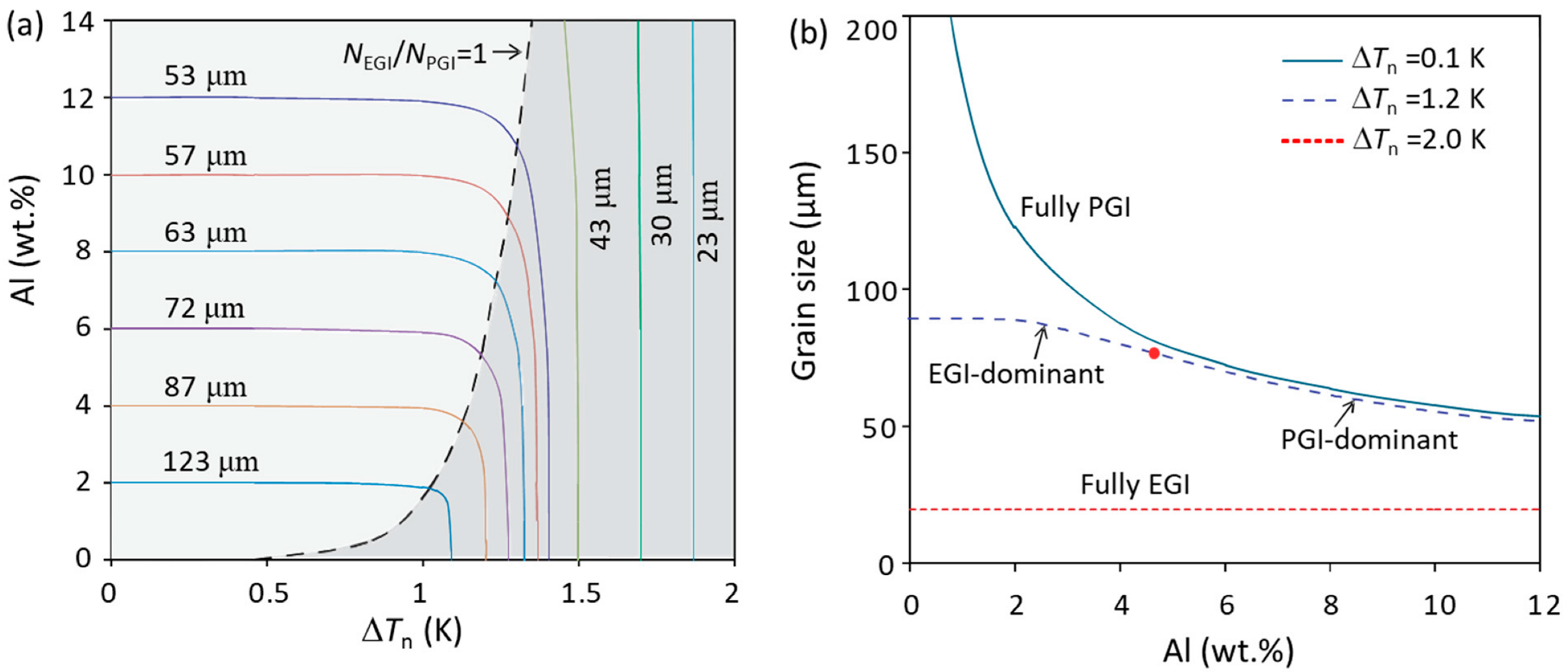
- The traditional approach that promotes PGI by the addition of grain refiner with potent nucleant particles to achieve grain refinement has reached its limit leaving little space for further improvement. However, impeding heterogeneous nucleation (increasing ΔTn), promoting EGI, may achieve significant grain refinement.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Polmear, I.; StJohn, D.; Nie, J.F.; Qian, M. (Eds.) Light Alloys: Metallurgy of the Light Metals; Butterworth-Heinemann: Oxford, UK, 2017. [Google Scholar]
- Dobrzański, L.A.; Totten, G.E.; Bamberger, M. (Eds.) Magnesium and Its Alloys: Technology and Applications; CRC Press: Boca Raton, FL, USA, 2020. [Google Scholar]
- McCartney, D.G. Grain refining of Al and its alloys using inoculants. Int. Mater. Rev. 1989, 34, 247–260. [Google Scholar] [CrossRef]
- Cantor, B.; O’Reilly, K. (Eds.) Solidification and Casting; The Institute of Physics: London, UK, 2003. [Google Scholar]
- Cibula, A. The mechanism of grain refinement of sand castings in Al alloys. J. Inst. Met. 1949, 76, 321–360. [Google Scholar]
- Easton, M.; Stjohn, D. Grain refinement of aluminum alloys: Part I. the nucleant and solute paradigms-a review of the literature. Metall. Mater. Trans. A 1999, 30, 1613–1623. [Google Scholar] [CrossRef]
- Lee, Y.C.; Dahle, A.K.; StJohn, D.H. The role of solute in grain refinement of magnesium. Metall. Mater. Trans. A 2000, 31, 2895–2906. [Google Scholar] [CrossRef]
- StJohn, D.H.; Qian, M.A.; Easton, M.A.; Cao, P.; Hildebrand, Z. Grain refinement of magnesium alloys. Metall. Mater. Trans. A 2005, 36, 1669–1679. [Google Scholar] [CrossRef]
- Fan, Z.; Gao, F.; Wang, Y.; Men, H.; Zhou, L. Effect of solutes on grain refinement. Prog. Mater. Sci. 2022, 123, 100809. [Google Scholar] [CrossRef]
- Murty, B.S.; Kori, S.A.; Chakraborty, M. Grain refinement of aluminium and its alloys by heterogeneous nucleation and alloying. Int. Mater. Rev. 2002, 47, 3–29. [Google Scholar] [CrossRef]
- Greer, A.L. Overview: Application of heterogeneous nucleation in grain-refining of metals. J. Chem. Phys. 2016, 145, 211704. [Google Scholar] [CrossRef]
- Easton, M.A.; Qian, M.; Prasad, A.; StJohn, D.H. Recent advances in grain refinement of light metals and alloys. Curr. Opin. Solid State Mater. Sci. 2016, 20, 13–24. [Google Scholar] [CrossRef]
- Liu, Z. Review of grain refinement of cast metals through inoculation: Theories and developments. Metall. Mater. Trans. A 2017, 48, 4755–4776. [Google Scholar] [CrossRef]
- Maxwell, I.; Hellawell, A. A simple model for grain refinement during solidification. Acta Metall. 1975, 23, 229–237. [Google Scholar] [CrossRef]
- Rutter, J.W.; Chalmers, B. A prismatic substructure formed during solidification of metals. Can. J. Phys. 1953, 31, 15–39. [Google Scholar] [CrossRef]
- Tiller, W.A.; Jackson, K.A.; Rutter, J.W.; Chalmers, B. The redistribution of solute atoms during the solidification of metals. Acta Metall. 1953, 1, 428–437. [Google Scholar] [CrossRef]
- Greer, A.L.; Bunn, A.M.; Tronche, A.; Evans, P.V.; Bristow, D.J. Modelling of inoculation of metallic melts: Application to grain refinement of Al by Al-Ti-B. Acta Mater. 2000, 48, 2823–2835. [Google Scholar] [CrossRef]
- Quested, T.E.; Greer, A.L. Effect of the size distribution of inoculant particles on as-cast grain size in Al alloys. Acta Mater. 2004, 52, 3859–3868. [Google Scholar] [CrossRef]
- Men, H.; Fan, Z. Effects of solute content on grain refinement in an isothermal melt. Acta Mater. 2011, 59, 2704–2712. [Google Scholar] [CrossRef]
- Fan, Z.; Gao, F.; Jiang, B.; Que, Z.P. Impeding nucleation for more significant grain refinement. Sci. Rep. 2020, 10, 9448. [Google Scholar] [CrossRef]
- Qian, M.; Cao, P.; Easton, M.A.; McDonald, S.D.; StJohn, D.H. An analytical model for constitutional supercooling-driven grain formation and grain size prediction. Acta Mater. 2010, 58, 3262–3270. [Google Scholar] [CrossRef]
- StJohn, D.H.; Qian, M.; Easton, M.A.; Cao, P. The interdependence theory: The relationship between grain formation and nucleant selection. Acta Mater. 2011, 59, 4907–4921. [Google Scholar] [CrossRef]
- Tarshis, L.A.; Walker, J.L.; Rutter, J.W. Experiments on the solidification structure of alloy castings. Metall. Trans. 1971, 2, 2589–2597. [Google Scholar] [CrossRef]
- Spittle, J.A.; Sadli, S.B. Effect of alloy variables on grain refinement of binary Al alloys with Al-Ti-B. Mater. Sci. Technol. 1995, 11, 533–537. [Google Scholar] [CrossRef]
- Spittle, J.A.; Brown, S.G.R. Computer simulation of effects of alloy variables on the grain structures of castings. Acta Metall. 1989, 37, 1803–1810. [Google Scholar] [CrossRef]
- Easton, M.A.; StJohn, D.H. An analysis of the relationship between grain size, solute content, and the potency and number density of nucleant particles. Metall. Mater. Trans. A 2005, 36, 1911–1920. [Google Scholar] [CrossRef]
- Easton, M.A.; StJohn, D.H. Improved prediction of grain size of Al alloys that includes effect of cooling rate. Mater. Sci. Eng. A 2008, 486, 8–13. [Google Scholar] [CrossRef]
- Becerra, A.; Pekguleryuz, M. Effects of zinc, lithium, and indium on grain size of magnesium. J. Mater. Res. 2009, 24, 1722–1729. [Google Scholar] [CrossRef]
- Xu, H.; Xu, L.D.; Zhang, S.J.; Han, Q. Effect of the alloy composition on the grain refinement of Al alloys. Scr. Mater. 2006, 54, 2191–2196. [Google Scholar] [CrossRef]
- Liu, Z.; Wang, F.; Qiu, D.; Taylor, J.A.; Zhang, M.X. Effect of solute elements on the grain refinement of cast Zn. Metall. Mater. Trans. A 2013, 44, 4025–4030. [Google Scholar] [CrossRef]
- Shu, D.; Sun, B.; Mi, J.; Grant, P.S. A quantitative study of solute diffusion field effects on heterogeneous nucleation and grain size of alloys. Acta Mater. 2011, 59, 2135–2144. [Google Scholar] [CrossRef]
- Du, Q.; Li, Y. An extension of the Kampmann-Wagner numerical model towards as-cast grain size prediction of multicomponent Al alloys. Acta Mater. 2014, 71, 380–389. [Google Scholar] [CrossRef]
- Wagner, R.; Kampmann, R. Homogeneous second phase precipitation. In Materials Science and Technology: A Comprehensive Treatment; Cahn, R.W., Ed.; John Wiley & Sons, Inc.: Weinheim, Germany, 1991. [Google Scholar]
- Fan, Z. Heterogeneous nucleation, grain initiation and grain refinement of Mg-alloys. In Proceedings of the 11th International Conference on Magnesium Alloys and Their Applications; Beaumont Estate: Old Windsor, UK, 2018; pp. 7–17. [Google Scholar]
- Fan, Z.; Gao, F. Grain initiation and grain refinement: An overview. Metals, 2022; in progress. [Google Scholar]
- Fan, Z.; Wang, Y.; Zhang, Y.; Qin, T.; Zhou, X.R.; Thompson, G.E.; Pennycook, T.; Hashimotob, T. Grain refining mechanism in the Al/Al-Ti-B system. Acta Mater. 2015, 84, 292–304. [Google Scholar] [CrossRef]
- Wang, Y.; Fang, C.M.; Zhou, L.; Hashimoto, T.; Zhou, X.; Ramasse, Q.M.; Fan, Z. Mechanism for Zr poisoning of Al-Ti-B based grain refiners. Acta Mater. 2019, 164, 428–439. [Google Scholar] [CrossRef] [Green Version]
- Men, H.; Fan, Z. Prenucleation induced by crystalline substrates. Metall. Mater. Trans. A 2018, 49, 2766–2777. [Google Scholar] [CrossRef]
- Fan, Z.; Men, H. A molecular dynamics study of heterogeneous nucleation in generic liquid/substrate systems with positive lattice misfit. Mater. Res. Express 2020, 7, 126501. [Google Scholar] [CrossRef]
- Fan, Z.; Men, H.; Wang, Y.; Que, Z.P. A new atomistic mechanism for heterogeneous nucleation in the systems with negative lattice misfit: Creating a 2D template for crystal growth. Metals 2021, 11, 478. [Google Scholar] [CrossRef]
- Fan, Z. An epitaxial model for heterogeneous nucleation on potent substrates. Metall. Mater. Trans. A 2013, 44, 1409–1418. [Google Scholar] [CrossRef]
- Men, H.; Fang, C.M.; Fan, Z. Prenucleation at the liquid/substrate interface: An overview. Metals, 2022; in progress. [Google Scholar]
- Fan, Z.; Men, H. An overview on atomistic mechanisms of heterogeneous nucleation. Metals, 2022; in progress. [Google Scholar]
- Fan, Z.; Men, H. Heterogeneous nucleation and grain initiation on a single substrate. Metals 2022, 12, 1454. [Google Scholar] [CrossRef]
- Jiang, B.; Men, H.; Fan, Z. Atomic ordering in the liquid adjacent to an atomically rough solid surface. Comp. Mater. Sci. 2018, 153, 73–81. [Google Scholar] [CrossRef]
- Fang, C.M.; Fan, Z. Prenucleation at the interface between MgO and liquid magnesium: An ab initio molecular dynamics study. Metall. Mater. Trans. A 2020, 51, 788–797. [Google Scholar] [CrossRef]
- Fang, C.M.; Fan, Z. Prenucleation at the liquid-Al/α-Al2O3 and the liquid-Al/MgO interfaces. Comp. Mater. Sci. 2020, 171, 109258. [Google Scholar] [CrossRef]
- Fang, C.; Yasmin, S.; Fan, Z. Interfacial interaction and prenucleation at liquid-Al/γ-Al2O3 {1 1 1} interfaces. J. Phys. Comm. 2021, 5, 15007. [Google Scholar] [CrossRef]
- Fang, C.M.; Men, H.; Fan, Z. Effect of substrate chemistry on prenucleation. Metall. Mater. Trans. A 2018, 49, 6231–6242. [Google Scholar] [CrossRef] [Green Version]
- Kelton, K.F.; Greer, A.L. (Eds.) Nucleation in Condensed Matter: Applications in Materials and Biology; Pergamon: Oxford, UK, 2010. [Google Scholar]
- Gibbs, J.W. On the equilibrium of heterogeneous substances. Am. J. Sci. 1879, 16, 441–458. [Google Scholar] [CrossRef]
- Volmer, M.; Weber, A.Z. Nucleus formation in supersaturated systems. Z. Phys. Chem. 1926, 119, 277–301. [Google Scholar] [CrossRef]
- Becker, R.; Döring, W. Kinetic treatment of nucleation in supersaturated vapors. Ann. Phys. 1935, 24, 719–752. [Google Scholar] [CrossRef]
- Zeldovich, J.B. On the theory of new phase formation: Cavitation. Acta Physicochim. 1943, 18, 1. [Google Scholar]
- Cantor, B. Heterogeneous nucleation and adsorption. Phil. Trans. R. Soc. Lond. A 2003, 361, 409–417. [Google Scholar] [CrossRef]
- Gebauer, D.; Völkel, A.; Cölfen, H. Stable prenucleation calcium carbonate clusters. Science 2008, 322, 1819–1822. [Google Scholar] [CrossRef]
- Vekilov, P.G. The two-step mechanism of nucleation of crystals in solution. Nanoscale 2010, 2, 2346–2357. [Google Scholar] [CrossRef]
- Chen, J.; Zhu, E.; Liu, J.; Zhang, S.; Lin, Z.; Duan, X.; Heinz, H.; Huang, Y.; De Yoreo, J.J. Building two-dimensional materials one row at a time: Avoiding the nucleation barrier. Science 2018, 362, 1135–1139. [Google Scholar] [CrossRef]
- Zhou, J.; Yang, Y.; Yang, Y.; Kim, D.S.; Yuan, A.; Tian, X.; Ophus, C.; Sun, F.; Schmid, A.K.; Nathanson, M.; et al. Observing crystal nucleation in four dimensions using atomic electron tomography. Nature 2019, 570, 500–503. [Google Scholar] [CrossRef]
- Oh, S.H.; Kauffmann, Y.; Scheu, C.; Kaplan, W.D.; Ruhle, M. Ordered liquid aluminum at the interface with sapphire. Science 2005, 310, 661–663. [Google Scholar] [CrossRef]
- Kauffmann, Y.; Oh, S.H.; Koch, C.T.; Hashibon, A.; Scheu, C.; Ruhe, M.; Kaplan, W.D. Quantitative analysis of layering and in-plane structural ordering at an alumina-aluminum solid-liquid interface. Acta Mater. 2011, 59, 4378–4386. [Google Scholar] [CrossRef]
- Men, H.; Fan, Z. Atomic ordering in liquid aluminium induced by substrates with misfits. Comput. Mater. Sci. 2014, 85, 1–7. [Google Scholar] [CrossRef]
- Hashibon, A.; Adler, J.; Finnis, M.W.; Kaplan, W.D. Ordering at solid-liquid interfaces between dissimilar materials. Interface Sci. 2001, 9, 175–181. [Google Scholar] [CrossRef]
- Hashibon, A.; Adler, J.; Finnis, M.W.; Kaplan, W.D. Atomistic study of structural correlations at a liquid-solid interface. Comput. Mater. Sci. 2002, 24, 443–452. [Google Scholar] [CrossRef]
- Gibbs, J.W. The Collected Works of J. Willard Gibbs; Yale University Press: New Haven, CT, USA, 1948. [Google Scholar]
- Seah, M.P. Interface adsorption, embrittlement and fracture in metallurgy: A review. Surf. Sci. 1975, 53, 168–212. [Google Scholar] [CrossRef]
- Kaplan, W.D.; Chatain, D.; Wynblatt, P.; Carter, W.C. A review of wetting versus adsorption, complexions, and related phenomena: The rosetta stone of wetting. J. Mater. Sci. 2013, 48, 5681–5717. [Google Scholar] [CrossRef]
- Kim, W.T.; Cantor, B. An adsorption model of the heterogeneous nucleation of solidification. Acta Metall. Mater. 1994, 42, 3115–3127. [Google Scholar] [CrossRef]
- Han, Y.; Dai, Y.; Shu, D.; Wang, J.; Sun, B. First-principles calculations on the stability of Al/TiB2 interface. Appl. Phys. Lett. 2006, 89, 144107. [Google Scholar] [CrossRef]
- Qin, T.; Fan, Z. Reconstruction of 2D Al3Ti on TiB2 in an aluminium melt. IOP Conf. Ser. Mater. Sci. Eng. 2012, 27, 012004. [Google Scholar] [CrossRef]
- Wang, Y.; Que, Z.P.; Hashimoto, T.; Zhou, X.; Fan, Z. Mechanism for Si poisoning of Al-Ti-B grain refiners in Al alloys. Metall. Mater. Trans. A 2020, 51, 5743–5757. [Google Scholar] [CrossRef]
- Li, H.T.; Wang, Y.; Fan, Z. Mechanisms of enhanced heterogeneous nucleation during solidification in binary Al-Mg-alloys. Acta Mater. 2012, 60, 1528–1537. [Google Scholar] [CrossRef] [Green Version]
- Jiang, B.; Liu, W.; Qiu, D.; Zhang, M.X.; Pan, F. Grain refinement of Ca addition in a twin-roll-cast Mg-3Al-1Zn alloy. Mater. Chem. Phys. 2012, 133, 611–616. [Google Scholar] [CrossRef]
- Wang, F.; Liu, Z.; Qiu, D.; Taylor, J.A.; Easton, M.A.; Zhang, M.X. Revisiting the role of peritectics in grain refinement of Al-alloys. Acta Mater. 2013, 61, 360–370. [Google Scholar] [CrossRef]
- Wang, F.; Qiu, D.; Liu, Z.; Taylor, J.A.; Easton, M.A.; Zhang, M.X. The grain refining mechanism of cast Al by zirconium. Acta Mater. 2013, 61, 5636–5645. [Google Scholar] [CrossRef]
- Peng, G.S.; Wang, Y.; Fan, Z. Competitive heterogeneous nucleation between Zr and MgO particles in commercial purity magnesium. Metall. Mater. Trans. A 2018, 49, 2182–2192. [Google Scholar] [CrossRef]
- Gao., F.; Fan, Z. Competition for nucleation and grain initiation during solidification. Metals, 2022; in progress. [Google Scholar]
- Gao, F.; Fan, Z. Effect of nucleant particle agglomeration on grain size. Metall. Mater. Trans. A 2022, 53, 810–822. [Google Scholar] [CrossRef]
- Hodaj, F.; Durand, F. Equiaxed grains in multicomponent alloys: Effect of growth rate. Acta Mater. 1997, 45, 2121–2127. [Google Scholar] [CrossRef]
- Fan, Z.; Gao, F.; Zhou, L.; Lu, S.Z. A new concept of growth restriction. Acta Mater. 2018, 152, 248–257. [Google Scholar] [CrossRef]
- Aaron, H.B.; Fainstein, D.; Kotler, G.R. Diffusion-limited phase transformations: A comparison and critical evaluation of the mathematical approximations. J. Appl. Phys. 1970, 41, 4404–4410. [Google Scholar] [CrossRef]
- Zener, C. Theory of growth of spherical precipitates from solid solution. J. Appl. Phys. 1949, 20, 950–953. [Google Scholar] [CrossRef]
- Available online: https://computherm.com/databases (accessed on 8 August 2022).
- The Al Association. Standard Test Procedure for Al Alloy Grain Refiners (TP-1); The Al Association: Washington, DC, USA, 1990. [Google Scholar]
- Hunt, J. Steady state columnar and equiaxed growth of dendrites and eutectic. Mater. Sci. Eng. 1984, 65, 75–83. [Google Scholar] [CrossRef]
- Zhou, L.; Gao, F.; Peng, G.S.; Alba-Baena, N. Effect of potent TiB2 addition levels and impurities on the grain refinement of Al. J. Alloys Comp. 2016, 689, 401–407. [Google Scholar] [CrossRef]
- Zhou, L. The Role of Various Solutes on Grain Refinement of Aluminum Alloys with Al-Ti-B Inoculations. Ph.D. Thesis, Brunel University, London, UK, 2015. [Google Scholar]
- Fan, Z.; Wang, Y.; Xia, M.; Arumuganathar, S. Enhanced heterogeneous nucleation in AZ91D alloy by intensive melt shearing. Acta Mater. 2009, 57, 4891–4901. [Google Scholar] [CrossRef]
- Fan, Z.; Jiang, B.; Zuo, Y. Apparatus and Method for Liquid Metals Treatment. U.S. Patent US 9.498,820 B2, 22 November 2016. [Google Scholar]
- Fan, Z.; Zuo, Y.; Jiang, B. A new technology for treating liquid metals with intensive melt shearing. Mater. Sci. Forum 2010, 690, 141–144. [Google Scholar]
- Patel, J.B.; Yang, X.; Mendis, C.L.; Fan, Z. Melt conditioning of light metals by application of high shear for improved microstructure and defect control. JOM 2017, 69, 1071–1076. [Google Scholar] [CrossRef]
- Men, H.; Jiang, B.; Fan, Z. Mechanisms of grain refinement by intensive shearing of AZ91alloy melt. Acta Mater. 2010, 58, 6526–6534. [Google Scholar] [CrossRef]
- Wang, S.; Wang, Y.; Ramasse, Q.; Fan, Z. The nature of native MgO in Mg and its alloys. Metall. Mater. Trans. A 2020, 51, 2957–2974. [Google Scholar] [CrossRef]
- Peng, G.S.; Gu, Y.C.; Song, G.S.; Wang, Y.; Chen, S.Y. New insight of Ca element refining grain structure in commercial purity Mg based on the first-principle calculation. Int. J. Cast Met. Res. 2021, 34, 6–13. [Google Scholar] [CrossRef]
- Wang, S.H.; Wang, F.; Wang, Y.; Ramasse, Q.M.; Fan, Z. Segregation of Ca at the Mg/MgO interface and its effect on grain refinement of Mg alloys. IOP Conf. Ser. Mater. Sci. Eng. 2019, 529, 012048. [Google Scholar] [CrossRef]
- Wang, S.H. Characterisation of Native MgO and Its Roles in Solidification of Mg Alloys. Ph.D. Thesis, Brunel University, London, UK, 2020. [Google Scholar]








Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, F.; Fan, Z. Solute Effect on Grain Refinement of Al- and Mg-Alloys: An Overview of the Recent Advances Made by the LiME Research Hub. Metals 2022, 12, 1488. https://doi.org/10.3390/met12091488
Gao F, Fan Z. Solute Effect on Grain Refinement of Al- and Mg-Alloys: An Overview of the Recent Advances Made by the LiME Research Hub. Metals. 2022; 12(9):1488. https://doi.org/10.3390/met12091488
Chicago/Turabian StyleGao, Feng, and Zhongyun Fan. 2022. "Solute Effect on Grain Refinement of Al- and Mg-Alloys: An Overview of the Recent Advances Made by the LiME Research Hub" Metals 12, no. 9: 1488. https://doi.org/10.3390/met12091488
APA StyleGao, F., & Fan, Z. (2022). Solute Effect on Grain Refinement of Al- and Mg-Alloys: An Overview of the Recent Advances Made by the LiME Research Hub. Metals, 12(9), 1488. https://doi.org/10.3390/met12091488