
A Review of Top Submerged Lance (TSL) Processing—Part II: Thermodynamics, Slag Chemistry and Plant Flowsheets

 ,
,  ,
,
Abstract
:1. Introduction: Process Flowsheets and Reactions for Individual Metal Processing Using TSL Technology
2. Tin
2.1. Reactions and Chemistry within the Tin System
2.2. Commonwealth Scientific and Industrial Research Organization (CSIRO)

2.3. Further Tin Applications Using TSL Technology

3. Copper
3.1. Reactions and Chemistry within the Copper System (Primary Production)
3.1.1. Matte Smelting
3.1.2. Matte Converting and Respective Slag Systems
3.1.3. Different Types of Slag Systems and Chemistry for Copper Converting
- Magnetite is not formed in this slag system because the activity of Fe2O3 is lowered.
- The possibility of slag foaming is minimized.
- Copper loss is low because of the increased activity of Cu2O.
- Acidic oxides (As2O3, Bi2O3, Sb2O3) are more easily removed due to the calcium ferrite slag being more basic.
- They exhibit low solubility with regard to SiO2; this can be understood when plotting calcium ferrite slags within the SiO2-CaO-FeOx phase diagram, as shown in Figure 8.
- Calcium ferrite slags are aggressive towards MgO-Cr2O3 refractory lining.

3.2. ISASMELT and ISACONVERT: Primary Copper Smelting and Converting
3.3. AUSMELT and C3 Converting: Primary Copper Smelting and Converting
3.4. Trends concerning Primary Copper Production
3.4.1. Handling of Impurities
3.4.2. TSL Furnace Optimization
- i.
- High levels of oxygen enrichment blown through the lance: Levels up to 80% can be realized today (regarding primary smelting), which results in lower electricity/energy consumption. In addition, compressed air, off gas processing and a more concentrated SO2 stream are beneficial for sulfuric acid production. Therefore, existing plants can increase their capacity, e.g., an increase in oxygen enrichment from 40% to 52% led to an increase in the feed rate in the Tongling Jinchang smelter (AUSMELT) from 48 t/h to 120 t/h. With regard to continuous converting, oxygen enrichment of 52% has been suggested [43].
- ii.
- Cooling of the furnace: For example, water-cooled copper elements employed in different parts of the TSL furnace will increase the refractory life; thereby, less maintenance is required (see original reference and Part I of this series of papers for more details).
- iii.
- Dried feed: A reduction of 20–35% in energy consumption can be achieved through the utilization of steam in the WHB to reduce the feed moisture content to 1 wt.-%. Such dried feed can be injected through the lance, hence reducing fossil fuel consumption associated with the latent heat of the water and reducing off gas volume (and thus electricity consumption). Alternatively, only partial drying of the feed to 8 wt.-% has been considered, which can be added to the furnace via overhead feeding [43].
- avoidance of carbonaceous fuel addition in the ESF, or
- using a slag cleaning furnace and utilizing a concentrator plant (milling and flotation) to recover copper from the slag and the use of continuous converting or,
- finally, the carbon–lean natural gas fuel can be applied for primary copper smelting, as proven by JSC Karabashmed, Russia.
3.4.3. Direct-to-Blister Copper
3.5. Secondary Copper Smelting and Recycling Process
3.5.1. Recycling Feedstocks
- Metallurgical wastes (slags, drosses, slimes, dust and sludges).
- Industrial wastes (bars, sheets, screws and pipes).
- Consumer wastes, which include brass and bronze-related products.
- Derived from WEEE or simply e-waste/e-scrap.
3.5.2. Recycling Routes
3.5.3. AUSMELT: Secondary Copper Recycling
3.5.4. ISASMELT: Secondary Copper Recycling

3.5.5. Distribution of Minor Elements
3.5.6. Cobalt Recovery from Slags Associated with Copper and Nickel Processing
- adding a sulfurizing agent and producing a cobalt-containing matte phase (lower grade) at lower temperatures (1300–1350 °C) or
- producing a (sulfur-deficient) cobalt alloy/matte phase at higher temperatures (1400–1500 °C) without adding a sulfurizing agent.
4. Lead
4.1. Reactions and Chemistry of Primary Lead and Zinc Systems
- Stage 1: Smelting of primary lead concentrates
- The silica and limestone act as a flux for slag generation. They are important to keep the slag liquid, considering that lead oxide will be removed within the next phases (PbO removal leads to higher liquidus temperatures).
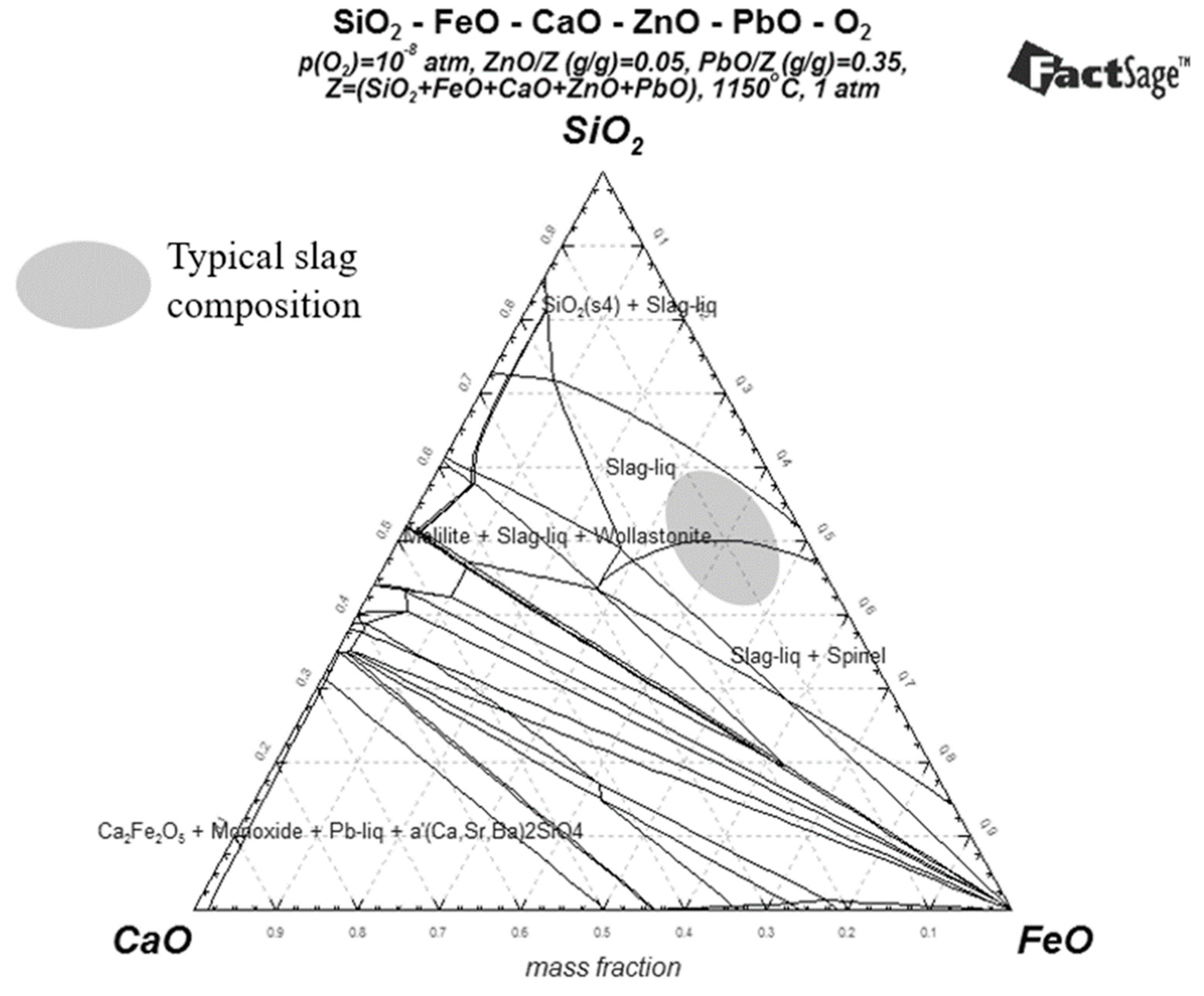
- The main slag components include FeOx, SiO2 CaO, PbO, ZnO Al2O3, MgO (SiO2/Fe = 0.83–2, for smelting and reducing operations). The content of PbO in the slag is 35 wt.-%. Typical slag chemistry and the operational window (marked region) during smelting are shown in Figure 17. Using our FactSage calculations, the SiO2/Fe values around the center point of the grey circle (in Figure 17) are ~2. The upper and lower points of the circle exhibit SiO2/Fe values of approximately 2.8 and 1, respectively. It should be noted that by adding more SiO2 (i.e., moving to the upper point of the circle), the amount of slag generation will be higher (i.e., more landfill costs and more energy to smelt) and the slag will be more viscous because SiO2 is a network binder.
- The process is governed by the oxygen partial pressure (10−6.5–10−7.5 atm), which, as discussed above, can be set at will. In stage 1, the goal is to form PbO in the slag by operating the bath under a high partial pressure of oxygen (see Equation (29)). A key aspect is avoiding residual PbS, considering that the latter is a volatile component or can form a matte phase (see Equation (27)). PbS would be stable at a lower partial pressure of oxygen than those mentioned above, which would hinder its oxidation. The importance of oxygen partial pressure is shown since it directly influences reactions 28–37. Hence, the ratios of Pb (bullion)/PbO (slag) or Zn (fume)/ZnO (slag) and Fe+3 (slag)/Fe+2 (slag) and sulfate formation in cooler sections of the off gas path depend on the oxygen potential. Bath oxidation Equations (30)–(33) and (35)–(37) are written as overall equations, while the aspect of oxidation proceeding either through direct oxidation with O2 (gas) or indirectly through Fe3+ is not discussed within the aforementioned reference.
- Further, the operating strategy involves low temperature (1150 °C) to minimize the vapor pressure of volatile species such as zinc (see, for example, Equation (32)), arsenic and antimony. In addition, the strategy involves keeping the off gas volume low, thus further inhibiting the removal of the above species through fuming.
- Finally, it is interesting to note that the operating TSL window with regard to the slag (see Figure 17) extends also to a slag–spinel two-phase region with the smelter being able to cope with such a more viscous slag system also due to the inherent aspect of induced turbulence.

- Stage 2: Reduction of lead from slag
- i.
- Higher temperatures (~1200 °C) and lower partial pressures of oxygen (PO2 = 10−8–10−8.5 atm).
- ii.
- It is crucial to minimize zinc fuming to allow direct reuse of the lead-rich fume within the feed (see Figure 16). Zinc fuming can be minimized by:
- Firstly, reducing the Pb slag content (from 35 wt.-% to approximately 15 wt.-%) by adding PbS (Equation (38)) since the resulting partial pressure of oxygen does not favor zinc fuming.
- Then, adding carbon (e.g., coal or coke), but still maintaining close control of the oxygen partial pressure. Hence, the goal is to drive Equation (39) forward and avoid reducing zinc oxide and thus fuming zinc. The residual lead content after step 2 is about 5 wt.-%. in the slag. The lab trials using hydrogen as an alternative carbon source are discussed by [85], which is not considered in this report.
- Stage 3: Zinc fuming—slag cleaning
- i.
- Increasing temperature to above 1250 °C and decreasing partial pressure to 10−10–10−11 atm.
- ii.
- The main overall reactions involve volatilization of Zn and Pb, as shown in Equations (41)–(43).
- iii.
- Zinc and lead are oxidized above the bath to their respective oxides, thus creating dust.
- iv.
- Fume from the reduction stage is not recycled. Effectively, the fume is a purge for impurities and should be treated separately.
4.2. AUSMELT: Primary Lead Smelting

| Industry | Feed Material | Capacity (tpa) | Mode of Operation | Process | ||
|---|---|---|---|---|---|---|
| Smelting | Slag Reduction | Slag Fuming | ||||
| YTCL, Datun, China | Concentrates | 190,000 | Batch | AUSMELT | ||
| Intertrust Holdings, Olovno Tzinkov, Bulgaria | Concentrates, battery scrap, residues, slag | 125,000 | Continuous, batch | AUSMELT (2 TSLs) | AUSMELT | |
| HZL, Chanderiya, India | Concentrates, sludges | 85,000 | Batch | AUSMELT | Imperial smelting furnace (ISF)/slag fumer | |
| Votorantim Metais, Juiz de Fora, Brazil | Concentrates, battery scrap, residues | 75,000 | Batch | AUSMELT | - | |
| HCHM, Hulunbeier, China | Concentrates, residues | 66,000 | Batch | AUSMELT | Slag fumer | |
| KCM SA, Plovdiv, Bulgaria | Concentrates, battery paste, slimes | 75,000 | Batch | AUSMELT | Slag fumer | |
| Korea Zinc, Onsan, South Korea | Concentrates secondaries, fume, Pb tailings, leach residues, high-Pb slag | >1,000,000 | Continuous | AUSMELT + QSL | AUSMELTs | AUSMELTs |
| Weser Metall GmbH, Nordenham, Germany (Glencore) | Concentrates, battery scrap | 200,000 | Continuous | AUSMELT | Side-blown reactor | - |
| Carat-TSM, Sorsk, Russia | Pb polymetallic concentrates | 170,000 | Continuous | AUSMELT | Electric arc | - |
| Nyrstar, Port Pirie, Australia | Concentrates, residues | 170,000 | Continuous | AUSMELT | Blast furnace | Slag fumer |

4.3. ISASMELT: Primary Lead Smelting
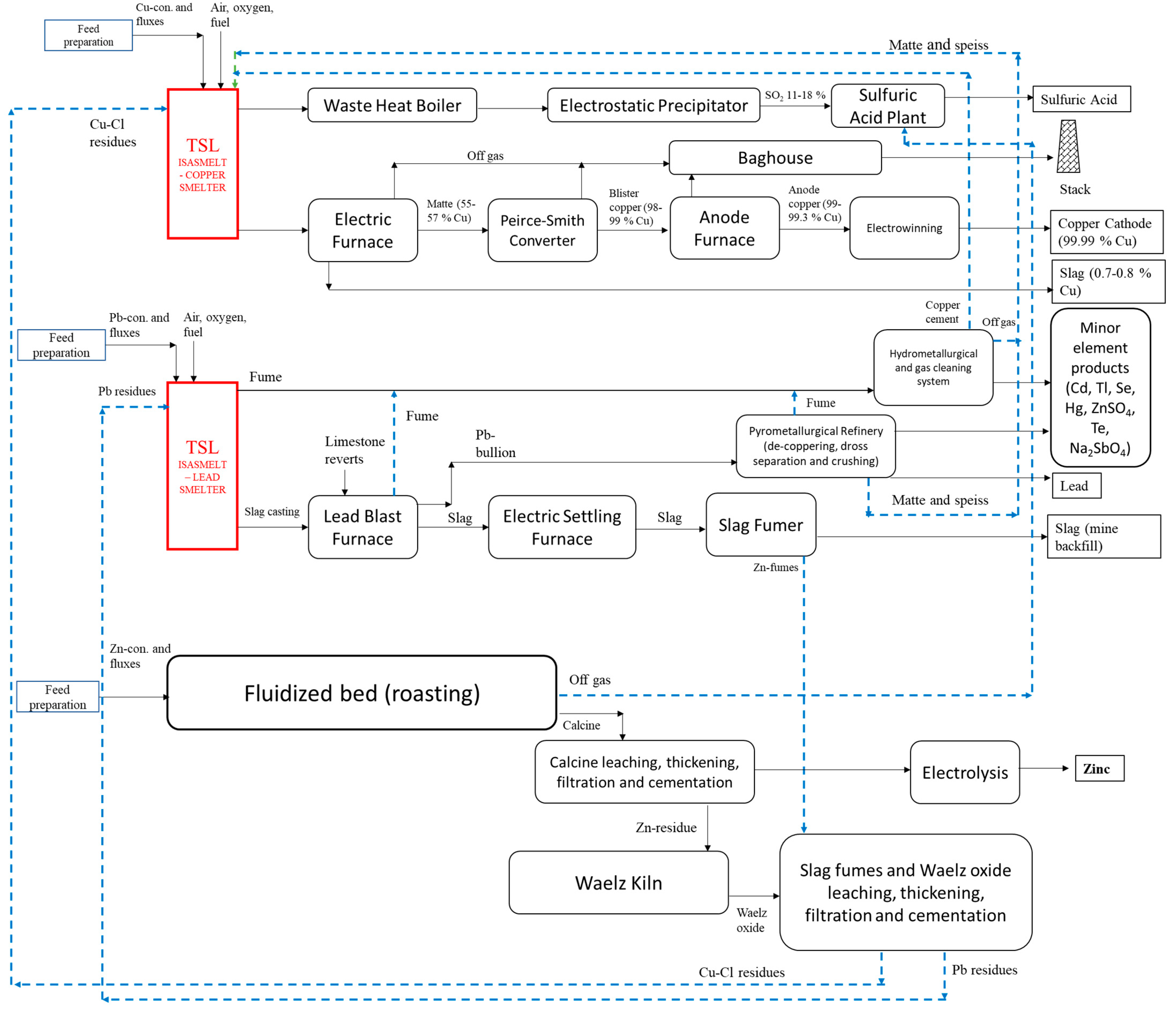
- (i)
- a TSL-based copper-concentrate-smelting flowsheet with feed capacity of 294,000 tpa (general aspects discussed in Section 3),
- (ii)
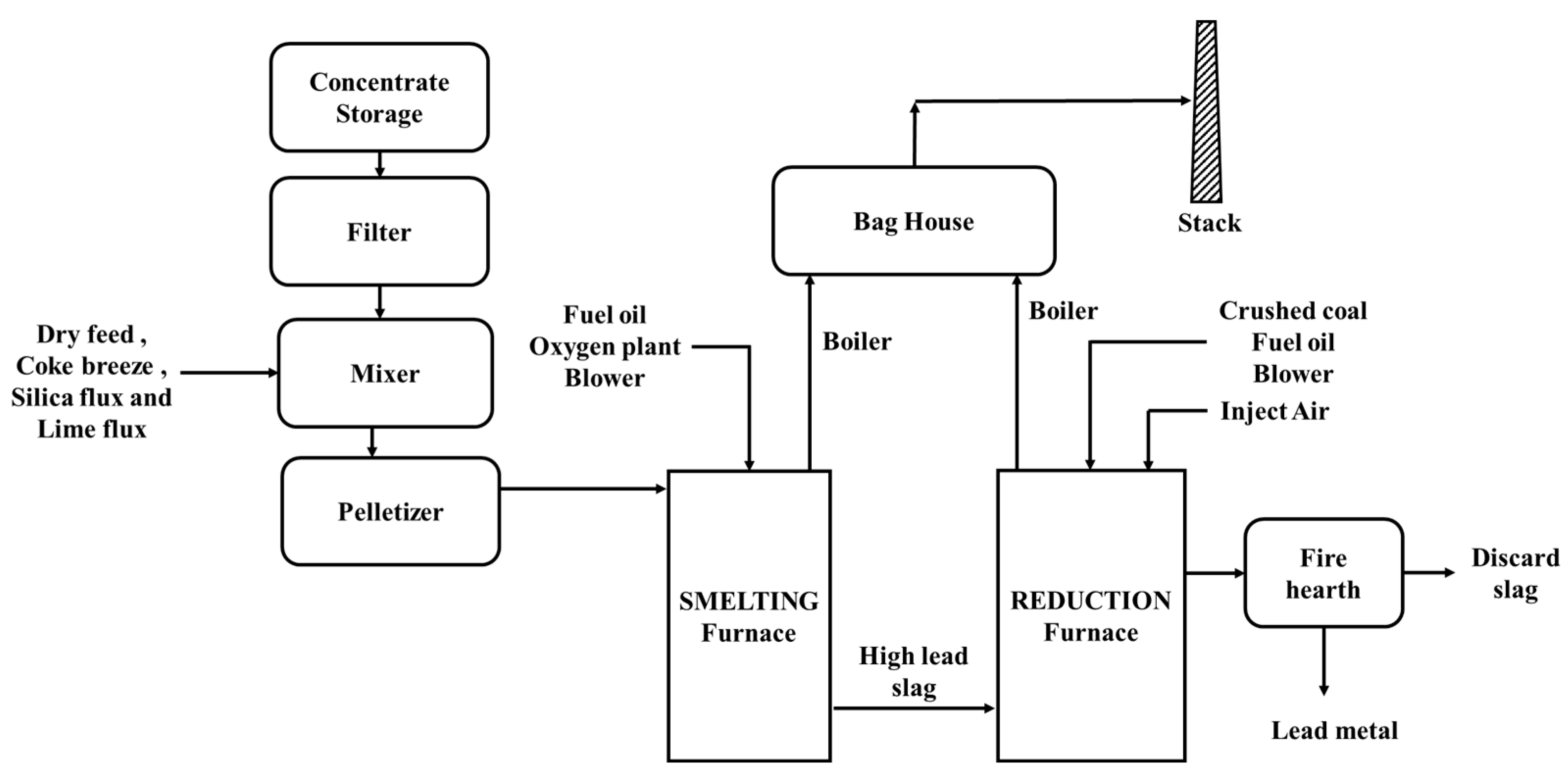
- a lead TSL flowsheet, with a feed capacity of 291,000 tpa, utilizing a TSL for smelting, a blast furnace for slag reduction and a fumer at the end of the process chain and
- (iii)
- a zinc extraction flowsheet (from primary concentrates) via RLE including a Waelz kiln for Zn residue fuming are shown.

4.4. Reactions of Secondary Lead-Bearing Systems
4.5. Secondary Lead Recycling (Lead–Acid Batteries)
4.6. AUSMELT: Secondary Lead Recycling

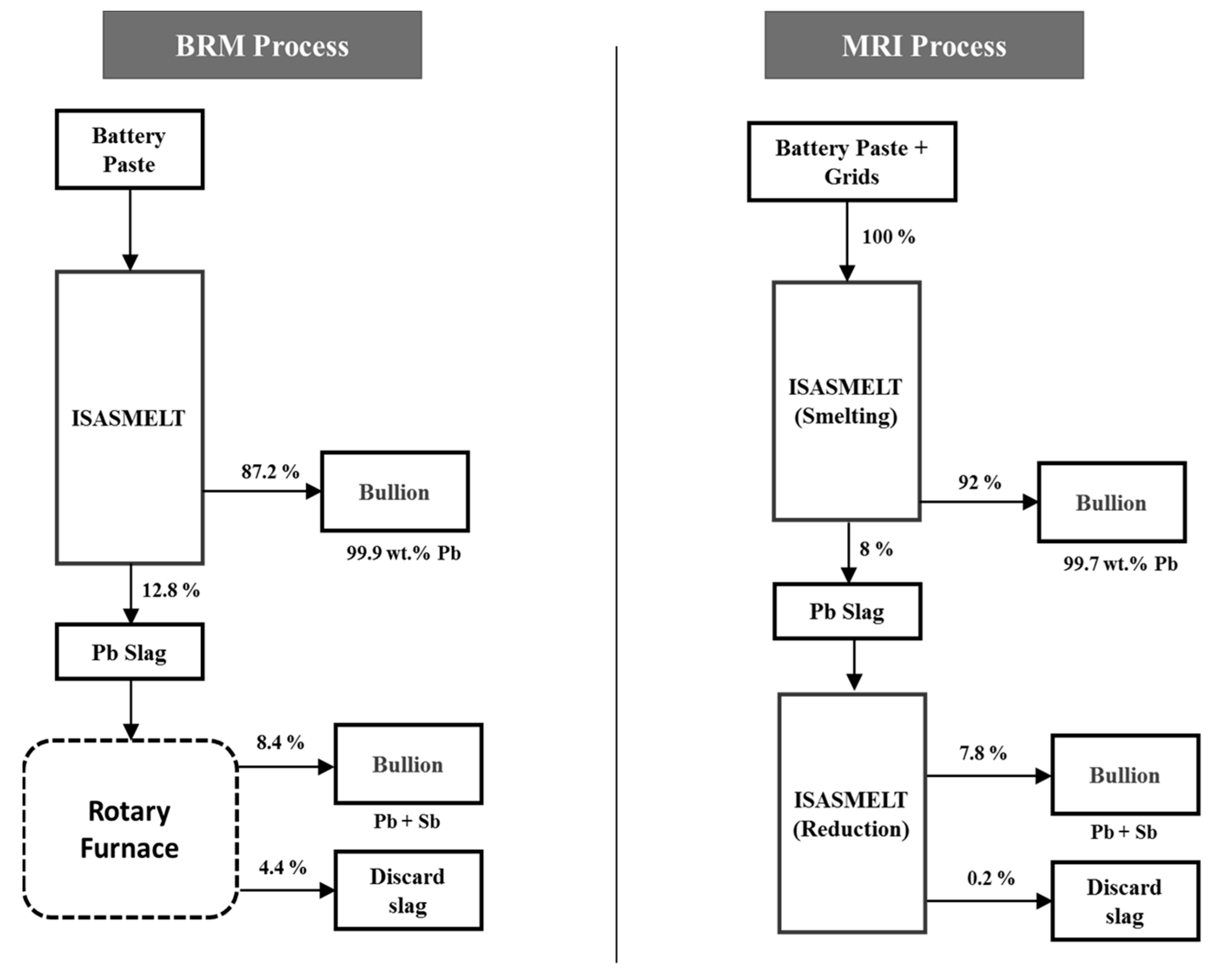
4.7. ISASMELT: Secondary Lead Recycling

- Smelting includes feeding a mixture of battery paste, grids and dross.
- Primary concentrates have also been smelted (up to the limit for SO2 capture) and can be used to partially reduce the high-lead slag, followed by the addition of coal for complete reduction.
- Natural gas (rather than fuel oil) and oxygen-enriched air are used in the TSL reactor.
- Sulfur capture is practiced instead of paste desulfurization. The off gases are processed in two stages: the first stage is evaporative cooling followed by bag filters, and the second stage involves SO2 capture. The technology used is named the “Chiyoda Flue Gas Desulfurizer”. The off gas is passed through water, forming a fine bubble bed where SO2 is absorbed, oxidized by injected air and then neutralized by a limestone slurry. This technology provides gypsum to the cement industry.
Scale-Up Trend
- Lance air is enriched with 40% O2.
- A relatively small furnace (3–3.5 m of inner diameter) compared to TSL applications in the primary production sector can be utilized.
- The smelting stage of the process can be operated continuously, thereby:
- ○
- Producing soft lead.
- ○
- Producing a SO2-rich gas suitable for sulfuric acid production.
- Operation at low temperatures of around 850 °C is possible due to the litharge PbO-Sb2O3 slag utilization.
- Reduction of the produced slag can occur in a second/smaller TSL reactor (approx. 2 m inner diameter).
4.8. Distribution of Indium in Lead Smelters
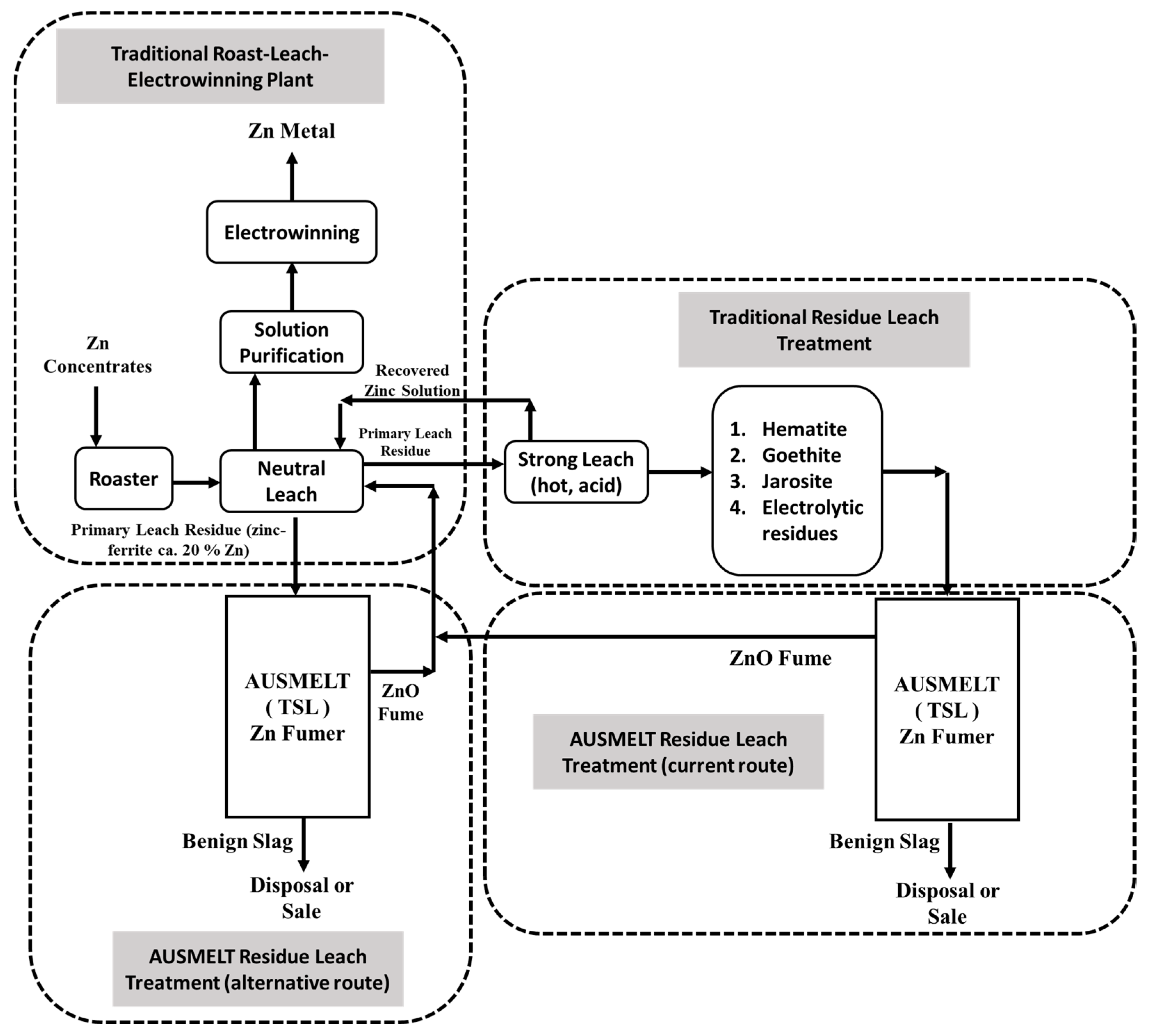
5. Zinc
- ▪ Zinc fuming of respective slags, i.e., ISF slag or slags associated with lead, e.g., lead blast furnace slag.
- ▪ Treatment of EAF dust associated with the secondary production of steel from scrap.
- ▪ DZS is considered an alternative to classical RLE processes.
- ▪ Treatment of zinc-containing residues (jarosite, goethite) resulting from the operation of conventional RLE systems (mentioned above).
5.1. Reactions of Zinc System from Experimental Investigations
5.1.1. Zinc Fume Production through Sulfide Oxidation (1st Stage of DZS Only)
5.1.2. Zinc Fuming (through Oxide Reduction)
5.1.3. Zinc Slag Fuming


5.2. AUSMELT: EAF Dust Processing (Smelting and Fuming)
- Lead and zinc contents in the EAF slag are in the range of 15–25 wt.-%.
- The EAF dust contains heavy metals (such as Pb, Cr, Cd), chlorides and halides, which are leachable.
- The annual production of the EAF dust was 5 million tpa in 2008.
- Smelting stage: Continuous feeding of the mixture above, a temperature of approximately 1300 °C and partial pressure of oxygen corresponding to slag with 3–4 wt.-% zinc.
- Reduction stage: Stopping feeding of new material, setting a temperature of around 1350 °C, adding coal for 30–45 min to maintain an oxygen partial pressure of 10−10 atm, achievement of a discard slag of below 1 wt.-% zinc, ideally a slag with a residual zinc level of 0.5 wt.-%. The composition of EAF feed dust and products is given in Table 7. Essentially, the phase diagram shown in Figure 30 can be used to describe the above process with regard to the removal of ZnO from the slag phase.
| Input | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Zn | Pb | Fe | Cu | S | SiO2 | CaO | MgO | MnO | Al2O3 | |
| EAF dust (trial 1) | 21.6 | 1.3 | 29.5 | 0.1 | 0.5 | 5.6 | 9.3 | 2.7 | 2.2 | 0.7 |
| EAF dust (trial 2) | 25.8 | 1.9 | 24.2 | 0.2 | 0.5 | 4 | 7 | 2.5 | 2.2 | 1 |
| Output | ||||||||||
| Fume (trial 1) | 56.2 | 5.3 | 1 | - | - | 2.4 | 0.1 | - | - | - |
| Slag (trial 1) | 0.1 | 0.05 | - | - | - | - | - | - | - | - |
| Fume (trial 2) | 59.2 | 5.9 | 0.3 | - | - | 1.5 | 0.1 | - | - | - |
| Slag (trial 2) | 0.7 | 0.1 | - | - | - | - | - | - | - | - |
5.3. AUSMELT: Direct Zinc Smelting

5.4. AUSMELT: Zinc Residue Fuming

5.5. Distribution of Germanium in Lead/Zinc Smelters
6. Nickel
6.1. Reactions in the Nickel System
6.1.1. Nickel Laterite (Saprolite) Ores
- Commonly, nickel in the laterite ore is associated with magnesium hydroxy-silicates (e.g., garnierite, (Mg,Ni)3Si2O5(OH)4). The moist laterite ore (1.3–2.5 wt.-% Ni and 35 wt.-% water) is dried/calcined in a rotating dryer/kiln (800 °C) to remove the water content, reduce Fe2O3 to FeO, reduce 25% of NiO to Ni and also reduce 5% of the iron to metallic Fe. Some occurring reactions are given below (see Equations (55)–(60)). Coal is used as the reductant, which explains direct reduction with C and CO, H2 reduction (see Equations (57)–(60)). Drying and partial reduction in the kiln are examples of gas–solid ore processing.
- The dry (moisture would cause explosions in the furnace) and hot (900 °C) laterite ore, already containing required carbon from the previous process step, is smelted to form ferronickel (20–40 wt.-% Ni and 60–80 wt.-% Fe) and slag (40–55 wt.-% SiO2, 20–35 wt.-% MgO, 5–20 wt.-% FeO, 1–7 wt.-% CaO and 1–2 wt.-% Al2O3). The slag is classified as an olivine slag, (Mg, Fe)2SiO4. Electric furnaces are typically used for smelting which encompasses suspended electrodes. The reduction to pure nickel (metallic) cannot be obtained because of the low Ni content in laterite (so only Fe-Ni alloy can be produced via saprolite smelting); see Equations (61)–(63). Several slag elements (Ca, Mg, Al, Si) exhibit a higher affinity to oxygen and remain in the slag. Iron distributes between ferronickel and slag. As demonstrated through Equation (64) and Section 3 (however, concerning fayalitic slag), the slag is ionic. Ferronickel and slag temperatures are approximately 1450 °C and 1550 °C, respectively.
- The crude ferronickel from the smelting (contains 0.06 wt.-% P and 0.4 wt.-% S) can be further refined to remove impurities (e.g., S, P, C, Si and O), and later the ferronickel is granulated and sent to steel making (e.g., stainless steel and ferrous alloy making), see Equations (65) and (66). Refining operations occur after tapping within a ladle. Phosphor and sulfur are removed sequentially by adding CaO and CaC2, respectively. It is to be noted that cobalt cannot be removed from ferronickel without significant nickel loss. The chromium, silicon and carbon can be removed through oxidation.
6.1.2. Nickel Sulfidic Ores
- The sulfidic ores are crushed and ground before the froth flotation process. Flotation aims to separate gangue and pyrrhotite first (at a pH value of approximately 9). If the copper concentration is high (Cu/Ni > 3), separation of chalcopyrite and pentlandite occurs within a second flotation step (by increasing the pH value to 12). In any case, the nickel sulfide smelting should also deal with a copper content fraction.
- The Ni concentrate (15 wt.-% Ni and 0.5 wt.-% Co [113] or 40 wt.-% Fe, 3–10 wt.-% Ni, and 1–5% wt.-% Cu [119]) is sent to smelting (to roasting–EAF or to flash smelting or to a TSL reactor), where discharge slag and Ni matte (40 wt.-% Ni, 0.5 wt.-% Co, 25 wt.-% Fe and ~34.5 wt.-% S) are produced at 1350 °C.
- The primary smelting Ni matte is sent to converting to produce low-iron sulfide matte (50–60 wt.-% Ni, 1 wt.-% Co and 1 wt.-% Fe and up to 23 wt.-% S), termed as “Bessemer matte” at 1275 °C. The latter term refers to a low-iron nickel matte; the threshold regarding iron has been defined as 4 wt.-% [120].
- The Bessemer matte consists of nickel, sulfur, iron (small amounts), copper, cobalt and PGMs. These elements cannot be separated from molten matte. Therefore, it must be solidified and treated further in two different techniques: vapo-metallurgical (e.g., INCO carbonyl process) or hydrometallurgical refining. When the matte is slowly cooled, heazlewoodite (Ni3S2), chalcocite (Cu2S) and metallic alloy (generated because the original matte is sulfur-deficient) are formed (large individual grains/individual phases), as can be explained from the Ni-Cu-S phase diagram (not shown here). After slow cooling, the matte is crushed and ground so that the grains can be separated. The ground grains are sorted into alloy, copper sulfide and nickel sulfide streams using magnetic separation and froth flotation. It is to be noted that the nickel–copper alloy is magnetic and contains most of the PGMs. The individual recovery of these elements is discussed elsewhere in [113].
6.2. Nickel Smelting
- Roasting followed by EAF smelting: The fine nickel concentrate is subjected to oxidation at 650 °C. Because the affinity of oxygen to iron is greater than that of copper or nickel, the primary reaction occurring in the roaster is of the type given in Equation (69). Copper and nickel are sulfidic in the roaster product. The roaster is also fed with a coarse particle flux phase. The bulk of the calcine ore phase is entrained and shows high iron oxidation (40–70% total oxidation degree [113]) during a single pass [119].Smelting the calcine in the EAF produces a matte of the following composition: 13–36 wt.-% Ni, 1–13 wt.-% Cu, 0.7–1 wt.-% Cu, 33–53 wt.-% Fe, 17–27 wt.-% S. Nickel is present as Ni3S2 in the matte [122,123] or most likely in sulfur-deficient forms thereof. The recovery of Cu and Ni is 98% to the matte, while Co is 50–80%. Au, Ag and PGMs report to the matte phase [124]. The slag produced has <0.5 wt.-% Ni. The EAF can maintain high temperature levels to cope with potential high amounts of MgO in the slag [113].3 Fe7S8 (concentrate, solid) + 38 O2 → 7 Fe3O4 (solid) + 24 SO2 (gas)
- b.
- Flash smelting: In the flash smelter, roasting and smelting coincide, due to which more nickel is lost to slag because of the highly oxidizing atmosphere. Therefore, flash smelter slag treatment is required by using ESF. The flash smelter’s output is Ni-Fe-S matte (17–47 wt.-% Ni, 1.5–15 wt.-% Cu, 0.4–0.8 wt.-% Co, 20–33 wt.-% Fe, 23–27 wt.-% S) at 1300 °C and iron silicate slag. Matte compositions exhibit less iron; however, more Ni generally reports to the slag, prior to the ESF, the Ni content in the slag being 0.2–4 wt.-% Ni. Recovery of Ni after slag cleaning is 95%, while values from copper and cobalt vary from 80–93% and 26–70%, respectively, i.e., less than the fluidized bed roasting–EAF smelting route [125].
- c.
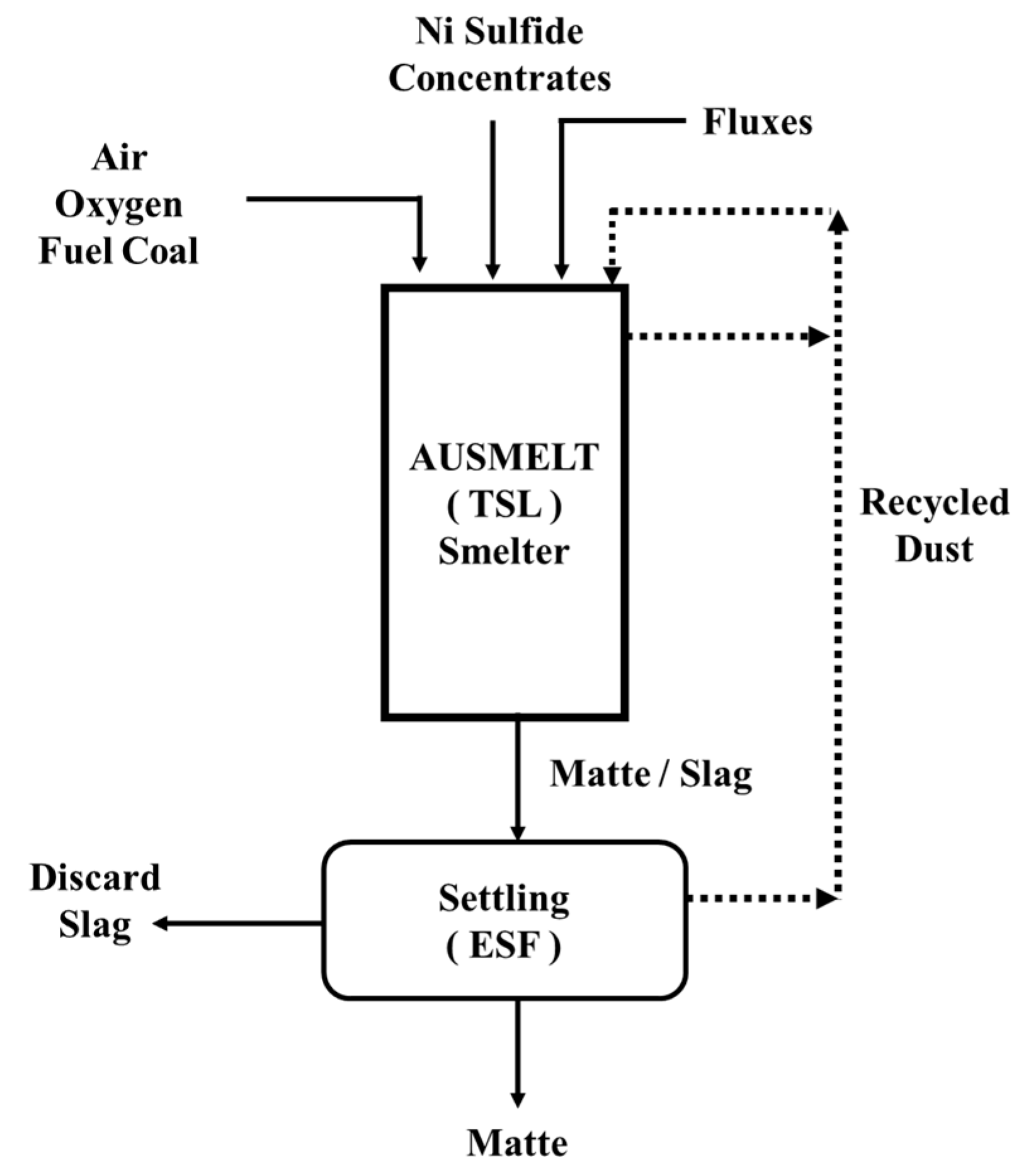
- TSL smelting: Similar to traditional nickel smelting, the TSL is fed with nickel sulfide concentrates. The feed dissociates into matte species (e.g., Ni3S2, FeS, Cu2S—see Equations (70)–(73)), which then react with (Fe3+) in the slag to form a primary smelting matte (Fe > 15 wt.-%). The mechanism is similar to that of copper TSL sulfide smelting (see Section 3, Equations (4)–(8) and [14,18]). Suppose the Fe content in the concentrates is low; in that case, Bessemer matte (Fe < 4 wt.-%) can be produced directly from TSL smelting (i.e., without converter) [120]; this represents a TSL variant of the DON process discussed above. Additionally, the authors of [88] portrayed overall reactions (simplified) for a typical nickel–copper concentrate [120] (see Equations (70)–(73)); the latter may also be rich in PGMs (Pt, Pd, Rh, Ru, Ir) and cobalt, gold and silver [113]. The overall reactions (Equations (73)–(76)) project that oxygen directly oxidizes sulfide species instead of Fe+3 oxide species undertaking that role (as discussed in the copper smelting section). Oxygen is supplied in the form of oxygen-enriched air. Based on its affinity to oxygen, FeS reacts to FeO, which reports to the slag. The equations below can be understood as simplifications as they do not capture the sulfur-deficient nature of the produced matte.
6.3. Nickel Converting
6.4. Slag Chemistry during Smelting and Converting
6.5. ISASMELT: Primary Nickel Smelting (Laterite)
6.6. ISASMELT: Primary Nickel Smelting (Sulfides)
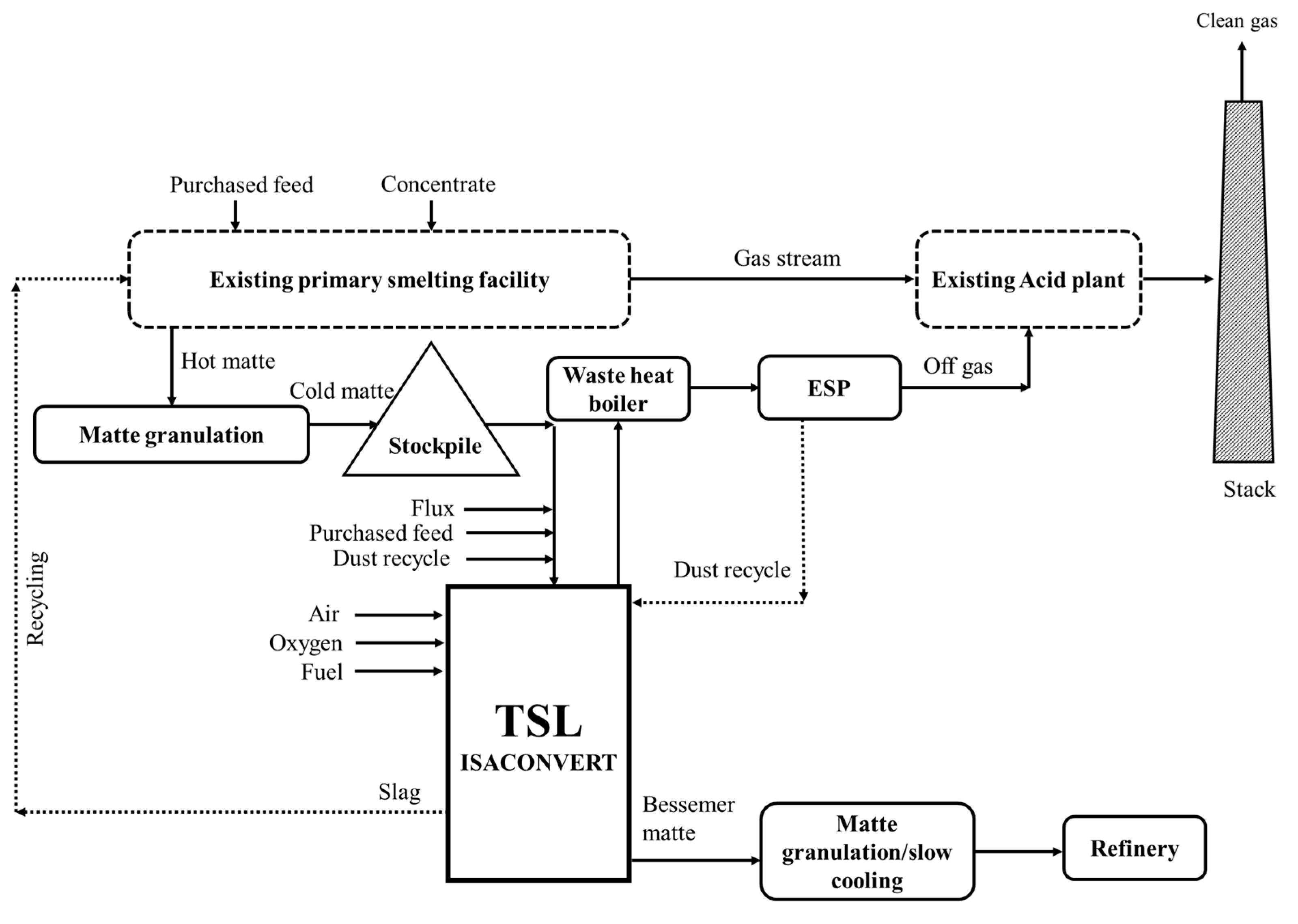
6.7. ISACONVERT: Nickel Converting (Sulfide Smelting Matte)
6.8. AUSMELT: Primary Nickel Smelting (Sulfides)
6.9. AUSMELT: Nickel Converting (Sulfide Smelting Matte)
7. Spent Pot Lining (SPL) Treatment from the Aluminum Industry
7.1. The Chemistry Associated with the SPL Processing
7.2. AUSMELT: The ALCOA Portland SPL Processing Plant
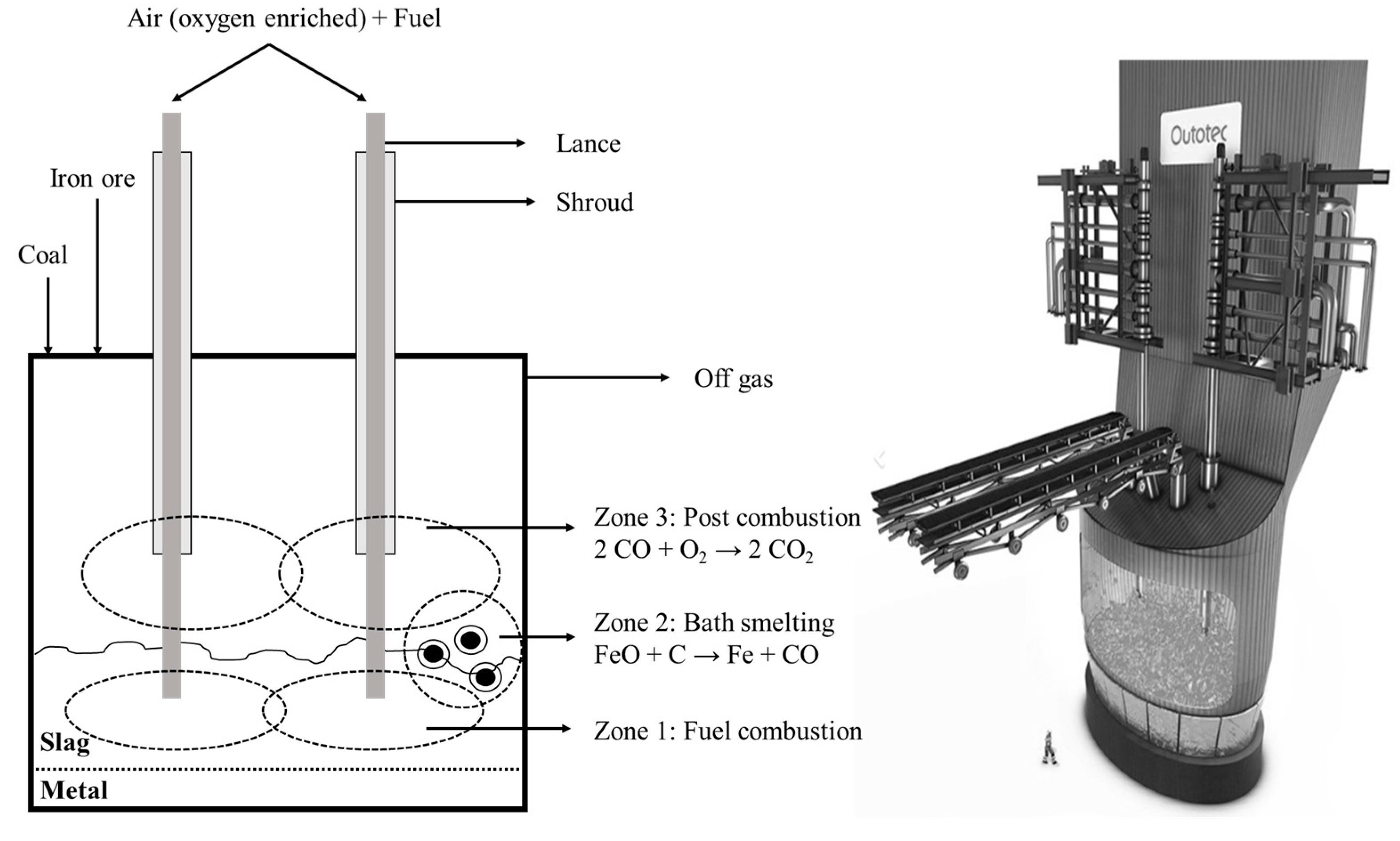
8. Ironmaking
Reactions and Chemistry within the Iron System
- Zone 1: In this zone, fuel combustion takes place. Fine coal is combusted with less than 60% of the stoichiometric oxygen enrichment.
- Zone 2: This zone is where the smelting takes place. Iron ore dissolves in the slag bath, and solid carbon (coal) in the bath reduces the dissolved iron oxide into iron metal.
- Zone 3: This is a postcombustion area (freeboard) where the oxygen is added (via lance shroud) to combust the CO generated through the reduction reactions and the fuel’s incomplete oxidation along with combustion of volatiles emitted by the coal injection. In this zone, combustion heat is transferred to the “splashing” slag, as discussed above.
- Sulfur from the fine coal entering through the lance is mainly converted to SO2 and leaves the system via the off gas.
- Sulfur entering the system via the lump coal will mainly convert to SO2. This is because lump coal drops in the slag layer and undergoes volatilization (leading to the conversion of iron oxides from the slag and the feed) and does not contact the pig iron.
- Increasing slag basicity increases the capacity of the slag for sulfur.
9. Municipal Waste Processing
9.1. Reactions and Chemistry Associated with MSW Processing
- The heat energy can be extracted from the TSL reactor by a water-cooled or steam-cooled heat exchanger (adjustable, i.e., lower or higher) coupled to the TSL smelter.
- Water can be sprayed on the external steel casing of the TSL.
- Low-energy MSW feed, stockpile slag or flux can be added to the furnace.
- The lance can be protected by extensive water cooling and selecting high-temperature-resistant materials.
- Batchwise: A fixed amount of waste is fed into the furnace successively and treated until the slag bath reaches the tapholes. Thereby, the same bath height is achieved after every cycle.
- Continuous: Waste can be fed and simultaneously tapped.
- Semi-continuous: The waste can be fed continuously, but the slag is tapped intermittently.
9.2. AUSMELT: Ash Processing/Smelting
10. Simulation and Digitalization concerning the TSL Technology
11. Conclusions and Summary
- (i)
- inducing turbulence as a result of blowing gas to a molten bath (slag),
- (ii)
- regulating the oxygen potential both by controlling the flows of oxidants (oxygen-enriched air, oxidic concentrates) or reductants (such as carbonaceous fuel or sulfidic concentrates fed through the lance or overhead),
- (iii)
- indirectly oxidizing, e.g., concentrate or matte species, by use of Fe3+ oxides within the slag phase,
- (iv)
- reoxidizing Fe+2 back to Fe+3 by gaseous oxygen conveyed through the lance,
- (v)
- being able to set different oxygen potentials within the bath and above the bath (use of shroud air to oxidize reducing gases), while simultaneously allowing for respective recovery of the generated heat through falling “splashing” droplets and
- (vi)
- low amounts of dust make it a versatile reactor option from a metallurgical standpoint.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| Acronyms | |
| ACP | Anglo Platinum Converting Process |
| AI | Artificial Intelligence |
| ASBL | Australia Standard Bottle Leaching |
| ATS | Associated Tin Smelters, Australia |
| BF | Blast Furnace |
| BMBF | Bundesministerium für Bildung und Forschung (the German Federal Ministry of Education and Research) |
| BRM | Britannia Refinery Metals |
| BZP | Buka Zinc Process |
| C3 Process | Metso’s 3-stage Converting Process |
| CF | Calcium Ferrite |
| CFB | Circulating Fluidized Bed |
| CFD | Computational Fluid Dynamics |
| CIC-Virtuhcon | Centre for Innovation and Competence—Virtual High-Temperature Conversion |
| CSIRO | Commonwealth Scientific and Industrial Research Organization |
| DON | Direct Outokumpu Nickel |
| DRC | Democratic Republic of Congo |
| DZS | Direct Zinc Smelting |
| EAF | Electric Arc Furnace |
| EF | Electric Furnace |
| EPA | Environmental Protection Authority |
| E-scrap | Electronic Scrap |
| ESF | Electric Settling Furnace |
| ESP | Electrostatic Precipitator |
| EV | Electric Vehicle |
| FCS | Ferrous Calcium Silicate |
| FQM | First Quantum Minerals |
| GRM | Global Resource and Materials |
| HCHM | Hulunbeier Chihong Mining Limited |
| HFO | Heavy Fuel Oil |
| HPAL | High-Pressure Acid Leaching |
| HZL | Hindustan Zinc Limited |
| ICSG | International Copper Study Group |
| ISF | Imperial Smelting Furnace |
| ITO | Indium Tin Oxide |
| JNM | Jinchuan Nonferrous Metals |
| KRS | Kayser Recycling System |
| LCD | Liquid Crystal Display |
| MIM | Mount Isa Mines |
| ML | Machine Learning |
| MPE | Multi-Phase Equilibrium |
| MRI | Metal Reclamation Industries Sdn. Bhd. |
| MSW | Municipal Solid Waste |
| MT | Metric Tons |
| PGM | Platinum Group Metal |
| PM | Precious Metal |
| P-S | Peirce–Smith |
| QSL | Queneau–Schuhmann–Lurgi |
| REE | Rare Earth Element |
| RHF | Rotary Holding Furnace |
| RKEF | Rotary Kiln–Electric Furnace |
| RLE | Roasting–Leaching–Electrowinning |
| SGA | Smelter-Grade Alumina |
| SPL | Spent Pot Lining |
| SRF | Short Rotary Furnace |
| SX | Solvent Extraction |
| TBRC | Top Blown Rotary Converter |
| TCLP | Toxicity Characteristic Leaching Procedure |
| tpa | Tons Per Annum |
| tph | Tons Per Hour |
| TSL | Top Submerged Lance |
| TUBAF | Technische Universität Bergakademie Freiberg |
| UKMC | Ust-Kamenogorsk Metallurgical Complex |
| UN | United Nations |
| UPMR | Umicore Precious Metals Refinery |
| WEEE | Waste from Electrical and Electronic Equipment |
| WHB | Waste Heat Boiler |
| wt.-% | Weight Percentage |
| YCC | Yuan Copper Cooperation |
| YMG | Yunnan Metallurgical Group |
| YTCL | Yunnan Tin Corporation Limited |
| ZTS | Zhong Tio Shan |
References
- Hagelüken, C.; Lee-Shin, J.U.; Carpentier, A.; Heron, C. The EU Circular Economy and Its Relevance to Metal Recycling. Recycling 2016, 1, 242–253. [Google Scholar] [CrossRef]
- Giurco, D.; Littleboy, A.; Boyle, T.; Fyfe, J.; White, S. Circular economy: Questions for responsible minerals, additive manufacturing and recycling of metals. Resources 2014, 3, 432–453. [Google Scholar] [CrossRef]
- Jackson, M.; Lederwasch, A.; Giurco, D. Transitions in theory and practice: Managing metals in the circular economy. Resources 2014, 3, 516–543. [Google Scholar] [CrossRef]
- Reuter, M.A. Digitalizing the circular economy: Circular Economy Engineering Defined by the Metallurgical Internet of Things. Metall. Mater. Trans. B 2016, 47, 3194–3220. [Google Scholar] [CrossRef]
- Reuter, M.A.; van Schaik, A.; Gutzmer, J.; Bartie, N.; Abadías-Llamas, A. Challenges of the circular economy: A material, metallurgical, and product design perspective. Annu. Rev. Mater. Res. 2019, 49, 253–274. [Google Scholar] [CrossRef]
- Brown, A.G. Alluvial Geoarchaeology; Cambridge University Press: Cambridge, UK, 1997; ISBN 052156820X. [Google Scholar]
- Ross, B.; Alexander, G. Estaño, xi and tin 43 years (and counting) of TSL smelting. In Proceedings of the High Temperature Processing Symposium, Melbourne, Australia, 3–4 February 2014; Swinburne Institute of Technology: Melbourne, Australia, 2014. [Google Scholar]
- Floyd, J.M. Recovery of Tin from Slags. U.S. Patent 3,905,807, 16 September 1975. [Google Scholar]
- Floyd, J.M.; Jones, K.W.; Denholm, W.T.; Taylor, R.N.; McClelland, R.A.; O’Shea, J. Large scale development of submerged lancing Sirosmelt tin processes at associated tin smelters. In Proceedings of the AusIMM-Symposium on Extractive Metallurgy, Melbourne, Australia, 12–14 November 1984. [Google Scholar]
- Floyd, J.M. Submerged smelting of tin slags-a new approach to lower-grade concentrate smelting. In Proceedings of the 4th World Conference on Tin, Kuala Lumpur, Malaysia; 1974. [Google Scholar]
- International Tin Association. Outotec to deliver AUSMELT from TIMAH. Available online: https://www.internationaltin.org/outotec-to-deliver-ausmelt-for-timah/ (accessed on 21 September 2020).
- Wood, J.; Wilson, D.; Hughes, S. A New Era in Smelting Sustainability—Intensification of the Outotec® Ausmelt Top Sub-merged Lance (TSL) Process for Zinc Production. In Proceedings of the PbZn 2020: 9th International Symposium on Lead and Zinc Processing, San Diego, CA, USA, 23–27 February 2020; Springer: San Diego, CA, USA, 2020; pp. 63–73. [Google Scholar] [CrossRef]
- Gu, H.; Song, X.; Lan, X.; Baldock, R.; Andrews, R.; Reuter, M.A. Design and commissioning of the Ausmelt TSL lead smelter at Yunnan Tin Company Limited. In Proceedings of the International Smelting Technology Symposium: Incorporating the 6th Advances in Sulfide Smelting Symposium, TMS, Florida, FL, USA, 11–15 March 2012. [Google Scholar]
- Shamsuddin, M.; Sohn, H.Y. Constitutive topics in physical chemistry of high-temperature nonferrous metallurgy—A review: Part 1. Sulfide roasting and smelting. JOM 2019, 71, 3253–3265. [Google Scholar] [CrossRef]
- Davenport, W.G.; King, M.; Schlesinger, M.E.; Biswas, A.K. Extractive Metallurgy of Copper; Elsevier: Amsterdam, The Netherlands, 2002; ISBN 0080531520. [Google Scholar]
- Schlesinger, M.E.; Sole, K.C.; Davenport, W.G.; Alvear, G.R.F. Extractive Metallurgy of Copper; Elsevier: Amsterdam, The Netherlands, 2021; ISBN 0128219033. [Google Scholar]
- Kemori, N.; Denholm, W.T.; Kurokawa, H. Reaction mechanism in a copper flash smelting furnace. Metall. Mater. Trans. B 1989, 20, 327–336. [Google Scholar] [CrossRef]
- Hogg, B.; Nikolic, S.; Voigt, P.; Telford, P. ISASMELT™ technology for sulfide smelting. In Proceedings of the Extraction, MetSoc, CIM, Sudbury, ON, Canada, 26–29 August 2018. [Google Scholar]
- Alvear, G.R.F.; Arthur, P.; Partington, P. Feasibility and profitability with copper ISASMELT. In Proceedings of the International Copper Conference, GDMB, Hamburg, Germany, 6–10 June 2010. [Google Scholar]
- Robilliard, K.R.; Short, W.E.; Guorgi, G.A.; Baldock, B.R. Ausmelt’s Top Submerged Lance technology applied to copper smelting. Min. Lat. Am./Minería Latinoam. 1994, 411–421. [Google Scholar] [CrossRef]
- Mariscal, L.; Herrera, E. ISASMELT TM slag chemistry and copper losses in the rotary holding furnaces slag at Ilo smelter. In Proceedings of the 8th International Conference on Molten Slags, Fluxes & Salts, Santiago de, Chile, Chile, 18–21 January 2009. [Google Scholar]
- Mounsey, E.N.; Li, H.; Floyd, J.W. The design of the Ausmelt Technology smelter at Zhong Tiao Shan’s Houma smelter, People’s Republic of China. In Proceedings of the TMS, Phoenix, AZ, USA, 10–13 October 1999. [Google Scholar]
- Jun, W.; Yi, L.; Baizhi, C.; Swayn, G.P.; Wood, J.T.; Creedy, S.J. Design and commissioning of an Outotec Ausmelt copper smelter for Daye non-ferrous metals company LTD. In Proceedings of the Cu2013, International Copper Conference, Santiago de, Chile, Chile, 8–10 April 2013. [Google Scholar]
- Biswas, A.K.; Davenport, W.G. Extractive Metallurgy of Copper: International Series on Materials Science and Technology; Elsevier: Amsterdam, The Netherlands, 2013; ISBN 1483182215. [Google Scholar]
- Nikolic, S.; Hogg, B.; Voigt, P. Freeze Lining Refractories in Non-ferrous TSL Smelting Systems. In Proceedings of the 148th Annual Meeting & Exhibition Supplemental Proceedings, TMS, San Antonio, TX, USA, 10–14 March 2019; Springer: Cham, Germany, 2019. [Google Scholar]
- Zhang, H.; Li, B.; Wei, Y.; Wang, H.; Yang, Y. Effect of MgO on physicochemical property and phase transformation in copper slag. JMR&T 2022, 18, 4604–4616. [Google Scholar] [CrossRef]
- Hughes, S.P.; Matusewicz, R.W.; McClelland, R.A.; Acquadro, A.; Baldock, B.R. Process for Copper Converting. U.S. Patent 7,749,301, 6 July 2010. [Google Scholar]
- Wood, J.; Matusewicz, R.; Reuter, M.A. Ausmelt C3 converting. In Proceedings of the International Peirce-Smith Converting Centennial, TMS, San Francisco, CA, USA, 15–19 February 2009. [Google Scholar]
- Glencore. ISASMELT: Lunch-on seminar by Glencore Technology at the International Copper Conference 2019 (Cu2019), CIM, MetSoc, Canada, 18–21 August 2019.
- Edwards, J.S.; Alvear, G.R.F. Converting using ISASMELT Technology. In Proceedings of the Cu-2007, Sixth International Copper-Cobre Conference, Montreal, QC, Canada, 25–30 August 2007. [Google Scholar]
- Edwards, J.S.; Jahanshahi, S. Copper Converting: Conversion of a Copper Sulphide Matte and/or a Copper Sulphide Concentrate to Blister Copper. AU27803/95A, 30 June 1994. Available online: https://patents.google.com/patent/AU699126B2/en (accessed on 17 February 2022).
- Wood, J.; Hughes, S. Future development opportunities for the Outotec® Ausmelt process. In Proceedings of the Cu2016, International Copper Conference, Kobe, Japan, 13–16 November 2016. [Google Scholar]
- Yuan, H.B.; Cai, B.; Song, X.C.; Tang, D.Z.; Yang, B. Insight on the reduction of copper content in slags produced from the Ausmelt converting process. J. Min. Metall. 2021, 2, 155–162. [Google Scholar] [CrossRef]
- Nikolic, S.; Alvear, G.R.F.; Hayes, P.; Jak, E. Liquidus temperatures in calcium ferrite slags equilibrated with molten copper. In Proceedings of the VIII International Conference on ‘Molten Slags, Fluxes & Salts’(MOLTEN 2009), Santiago de, Chile, Chile, 18–21 January 2009. [Google Scholar]
- Nikolic, S.; Henao, H.; Hayes, P.C.; Jak, E. Phase equilibria in ferrous calcium silicate slags: Part II. Evaluation of experimental data and computer thermodynamic models. Metall. Mater. Trans. B 2008, 39, 189–199. [Google Scholar] [CrossRef]
- Yazawa, A.; Takeda, Y.; Nakazawa, S. Ferrous calcium silicate slag to be used for copper smelting and converting. In Proceedings of the Copper 99–Cobre 99, Phoenix, AZ, USA, 10–13 October 1999; pp. 587–597. [Google Scholar]
- Li, Y.; Authur, P. Yunnan Copper Corporation’s new smelter–China’s first ISASMELT. In Proceedings of the Yazawa International Symposium, Metallurgical and Materials Processing: Principles and Technologies, TMS, San Diego, CA, USA, 2–6 March 2003; Volume 2, pp. 371–384. [Google Scholar]
- Glencore Technology. ISASMELT Lances and Best Practice. Available online: https://www.linkedin.com/posts/glencoretechnology_pyrometallurgy-pyrotechnology-furnace-activity-7089741243890429952-fqEr?utm_source=share&utm_medium=member_desktop (accessed on 26 August 2023).
- Nikolic, S.; Shishin, D.; Hayes, P.C.; Jak, E. Case study on the application of research to operations—Calcium ferrite slags. In Proceedings of the Extraction 2018, Ottawa, ON, Canada, 26–29 August 2018; Springer: Cham, Germany, 2018. [Google Scholar]
- Liu, Z.; Xia, L. The practice of copper matte converting in China. Miner. Process. Extr. Metall. 2019, 128, 117–124. [Google Scholar] [CrossRef]
- Duckworth, D. High-Arsenic Copper Concentrates. Available online: https://im-mining.com/2016/02/23/high-arsenic-copper-concentrates/ (accessed on 18 February 2022).
- Alvear, G.R.F.; Hunt, S.P.; Zhang, B. Copper ISASMELT-dealing with impurities. In Proceedings of the Advanced Processing of Metals and Materials, Sohn International Symposium, TMS, San Diego, CA, USA, 27–31 August 2006. [Google Scholar]
- Wood, J.; Hoang, J.; Hughes, S. Energy efficiency of the Outotec® Ausmelt process for primary copper smelting. JOM 2017, 69, 1013–1020. [Google Scholar] [CrossRef]
- Wood, J.; Matusewicz, R. Decarbonisation of the Outotec® Ausmelt Process. In Proceedings of the COM (Copper 2019), Vancouver, BC, Canada, 18–21 August 2019. [Google Scholar]
- Voigt, P.; Burrows, A.; Somerville, M.; Chen, C. Direct-to-Blister Copper Smelting with the ISASMELT™ Process. In Proceedings of the 8th International Symposium on High-Temperature Metallurgical Processing, TMS, San Diego, CA, USA, 26 February–2 March 2017; Springer: Cham, Germany, 2017. [Google Scholar]
- Hagelüken, C. Recycling of electronic scrap at Umicore precious metals refining. Acta Metall. Slovaca 2006, 12, 111–120. [Google Scholar]
- Anindya, A.; Swinbourne, D.; Reuter, M.A.; Matusewicz, R. Tin distribution during smelting of WEEE with copper scrap. In Proceedings of the European Metallurgical Conference (EMC), GDMB, Innsbruck, Austria, 28 June–1 July 2009. [Google Scholar]
- International Copper Study Group. Global Production of Refined Secondary Copper from 2005 to 2020 (in 1000 tons). Available online: https://www.statista.com/statistics/281022/global-production-of-refined-secondary-copper/ (accessed on 18 December 2020).
- Anindya, A.; Swinbourne; Reuter, M.A.; Matusewicz, R.W. Distribution of elements between copper and FeOx–CaO–SiO2 slags during pyrometallurgical processing of WEEE: Part 1–Tin. Miner. Process. Extr. Metall. 2013, 122, 165–173. [Google Scholar] [CrossRef]
- Wood, J.; Creedy, S.; Matusewicz, R.; Reuter, M. Secondary copper processing using Outotec Ausmelt TSL technology. In Proceedings of the MetPlant, Perth, Australia, 8–9 August 2011. [Google Scholar]
- Forti, V.; Balde, C.R.; Kuehr, R.; Bel, G. The Global E-Waste Monitor 2020. Available online: http://ewastemonitor.info/ (accessed on 18 February 2022).
- Shuva, M.A.; Rhamdhani, M.A.; Brooks, G.A.; Masood, S.; Reuter, M.A. Thermodynamics behavior of germanium during equilibrium reactions between FeOx-CaO-SiO2-MgO slag and molten copper. Metall. Mater. Trans. B 2016, 47, 2889–2903. [Google Scholar] [CrossRef]
- Bakas, I.; Fischer, C.; Haselsteiner, S.; McKinnon, D.; Milios, L.; Harding, A.; Kosmol, J.; Plepys, A.; Tojo, N.; Wilts, H. Present and Potential Future Recycling of Critical Metals in WEEE; European Environment Agency; Copenhagen Resource Institute: Copenhagen, Denmark, 2014. [Google Scholar]
- Cayumil, R.; Khanna, R.; Rajarao, R.; Mukherjee, P.S.; Sahajwalla, V. Concentration of precious metals during their recovery from electronic waste. J. Waste Manag. 2016, 57, 121–130. [Google Scholar] [CrossRef] [PubMed]
- Goodship, V.; Stevels, A.; Huisman, J. Waste Electrical and Electronic Equipment (WEEE) Handbook; Woodhead Publishing, Elsevier: Duxford, United Kingdom, 2019; ISBN 0081021593. [Google Scholar]
- Reuter, M.A.; Hudson, C.; van Schaik, A.; Heiskanen, K.; Meskers, K.; Hagelüken, C. UNEP (2013) Metal Recycling: Opportunities, Limits and Infrastructure, A Report of the Working Group on the Global Market Metal Flows to the International Resource Panel; United Nations Environmental Programme: Nairobi, Kenya, 2013; ISBN 978-92-807-3267-2. [Google Scholar]
- Worrell, E.; Reuter, M.A. Handbook of Recycling: State-of-the-Art for Practitioners, Analysts, and Scientists; Elsevier: Amsterdam, The Netherlands, 2014; ISBN 978-0-12-396459-5. [Google Scholar]
- Zhang, S.; Ding, Y.; Liu, B.; Chang, C. Supply and demand of some critical metals and present status of their recycling in WEEE. J. Waste Manag. 2017, 65, 113–127. [Google Scholar] [CrossRef] [PubMed]
- Montanwerke Brixlegg, A.G. How We Extract Copper and More! Available online: https://www.montanwerke-brixlegg.com/en/upcycling/#production (accessed on 18 February 2022).
- Chintinne, M. Combined metal and slag valorisation at Metallo-Chimique. In Proceedings of the 4th Slag Valorization Symposium Zero Waste, Leuven, Belgium, 15–17 April 2015. [Google Scholar]
- Vanbellen, F.; Chintinne, M. Extreme makeover: UPMR’s Hoboken plant. In Proceedings of the European Metallurgical Conference (EMC), GDMB, Düsseldorf, Germany, 11–14 June 2007. [Google Scholar]
- Nicol, S.; Corrie, D.; Barter, B.; Nikolic, S.; Hogg, B. Adaptability of the ISASMELT™ Technology for the Sustainable Treatment of Wastes. In Proceedings of the REWAS 2022: Developing Tomorrow’s Technical Cycles; Anaheim, CA, USA, 27 February–3 March 2007, The Minerals Metals & Materials Series; Springer: Cham, Switzerland, 2022. [Google Scholar]
- Reuter, M.A. Outotec Ausmelt Top Submerged Lance: Lead (Zinc/Copper) smelting opportunities and infrastructure. In Proceedings of the GDMB Lead Meeting, Landskrona, Sweden, 14–16 May 2014. [Google Scholar]
- Shibata, E. Exchange of Good Practices on Metal by-Products Recovery: Technology and Policy Challenges: Treatments of Secondary Raw Materials in Non-Ferrous Smelters in Japan, 2015. Available online: https://www.scribd.com/document/432972886/Shibata# (accessed on 28 July 2023).
- Miwa, K.; Yamaguchi, E.; Satoh, S. Tin Treatment in Kosaka Lead Smelting. In Proceedings of the PbZn 2020: 9th International Symposium on Lead and Zinc Processing, San Diego, CA, USA, 23–27 February 2020; The Minerals, Metals & Materials Series. Springer: Cham, Germany, 2020. [Google Scholar]
- Mitsume, Y.; Satoh, S. Lead smelting and refining at Kosaka smelter. J. MMIJ 2007, 123, 630–633. [Google Scholar] [CrossRef]
- Reuter, M.A.; van Schaik, A. The Smelter’s Niche in Recycling and Design for Sustainability. In Proceedings of the Workshop on Recycling Metals from Industrial Waste, The Colorado School of Mines, Golden, CO, USA, 24–26 June 2008. [Google Scholar]
- Alvear Flores, G.R.F.; Nikolic, S.; Mackey, P.J. ISASMELT™ for the recycling of E-scrap and copper in the US case study example of a new compact recycling plant. JOM 2014, 66, 823–832. [Google Scholar] [CrossRef]
- Yliaho, S. Distribution of Gallium, Germanium, Indium and Tin between Lead Bullion and Slag. Master’s Thesis, Aalto University, Espoo, Finland, 2016. [Google Scholar]
- Sukhomlinov, D.; Klemettinen, L.; O’Brien, H.; Taskinen, P.; Jokilaakso, A. Behavior of Ga, In, Sn, and Te in copper matte smelting. Metall. Mater. Trans. B 2019, 50, 2723–2732. [Google Scholar] [CrossRef]
- Takeda, Y.; Yazawa, A. Dissolution Loss of Copper, Tin and Lead in FeO sub n--SiO2--CaO Slag. Productivity and technology in the metallurgical industries. In Proceedings of the Light Metals, TMS, Warrendale, PA, USA, 27 February–3 March 1989; pp. 227–240. [Google Scholar]
- Takeda, Y.; Ishiwata, S.; Yazawa, A. Distribution equilibria of minor elements between liquid copper and calcium ferrite slag. Trans. Jpn. Inst. Met. 1983, 24, 518–528. [Google Scholar] [CrossRef]
- Avarmaa, K.; Yliaho, S.; Taskinen, P. Recoveries of rare elements Ga, Ge, In and Sn from waste electric and electronic equipment through secondary copper smelting. J. Waste Manag. 2018, 71, 400–410. [Google Scholar] [CrossRef]
- Hughes, S.; Reuter, M.A.; Baxter, R.; Kaye, A.; Hughes, S. Ausmelt technology for lead and zinc processing. In Proceedings of the Lead and Zinc, Durban, South Africa, 25–29 February 2008; pp. 147–162. [Google Scholar]
- Anindya, A.; Swinbourne; Reuter, M.A.; Matusewicz, R.W. Distribution of elements between copper and FeOx–CaO–SiO2 slags during pyroprocessing of WEEE: Part 2–indium. Miner. Process. Extr. Metall. 2014, 123, 43–52. [Google Scholar] [CrossRef]
- Shuva, M.A.; Rhamdhani, M.A.; Brooks, G.A.; Masood, S.H.; Reuter, M.A. Thermodynamics of palladium (Pd) and tantalum (Ta) relevant to secondary copper smelting. Metall. Mater. Trans. B 2017, 48, 317–327. [Google Scholar] [CrossRef]
- Avarmaa, K.; Klemettinen, L.; O’Brien, H.; Taskinen, P.; Jokilaakso, A. Critical metals Ga, Ge and In: Experimental evidence for smelter recovery improvements. Minerals 2019, 9, 367. [Google Scholar] [CrossRef]
- Cobalt Institute. Cobalt around the World. Available online: https://www.cobaltinstitute.org/about-cobalt/cobalt-around-the-world/ (accessed on 21 February 2022).
- Statista. Market Volume Forecast of Cobalt Worldwide from 2021 to 2025. Available online: https://www.statista.com/statistics/1059526/global-cobalt-market-volume/ (accessed on 21 February 2022).
- Campbell, G.A. The cobalt market revisited. Miner. Econ. 2020, 33, 21–28. [Google Scholar] [CrossRef]
- Matusewicz, R.; Mounsey, E. Using ausmelt technology for the recovery of cobalt from smelter slags. JOM 1998, 50, 53–56. [Google Scholar] [CrossRef]
- Hughes, S. Applying ausmelt technology to recover Cu, Ni, and Co from slags. JOM 2000, 52, 30–33. [Google Scholar] [CrossRef]
- Sorokin, M.L.; Nikolaev, A.G.; Komkov, A. Cobalt behaviour at smelting and converting. Co-Prod. Minor Elem. Non-Ferr. Smelt. 1995, 109–130. [Google Scholar]
- Kaye, A.; Hughes, S.; Matusewicz, R.; Reuter, M.A. Ausmelt Technology: Developments in Lead and Zinc Processing. In Proceedings of the COM—Zinc and Lead Metallurgy, 47th Annual Conference of Metallurgists of CIM, Winnipeg, MB, Canada, 24–27 August 2008. [Google Scholar]
- Rukini, A.; Rhamdhani, M.A.; Brooks, G.A.; Bulck, A.V.D. Lead Recovery from PbO using Hydrogen as a Reducing Agent. Metall. Mater. Trans. B 2023, 54, 996–1016. [Google Scholar] [CrossRef]
- Huda, N.; Naser, J.; Brooks, G.; Reuter, M.A.; Matusewicz, R.W. A Computational Fluid Dynamic Modelling study of slag fuming in Top Submerged Lance Smelting Furnace. In Proceedings of the World Congress on Engineering, London, UK, 30 June–2 July 2010. [Google Scholar]
- Mitrašinović, A. Effect of Temperature and Graphite Immersion Method on Carbothermic Reduction of Fayalite Slag. JOM 2017, 69, 1682–1687. [Google Scholar] [CrossRef]
- Andrews, R.; Matusewicz, R.; Aspola, L.; Hughes, S. Outotec’s Ausmelt Top Submerged Lance (TSL) technology for the Nickel Industry. In Proceedings of the Ni-Co 2013, TMS, San Antonio, TX, USA, 3–7 March 2013; Springer: Cham, Germany, 2013. ISBN 978-3-319-48147-0. [Google Scholar]
- Creedy, S.; Reuter, M.A.; Hughes, S.; Swayn, G.; Andrews, R.; Matusewicz, R. The versatility of Outotec’s Ausmelt process for lead production. In Proceedings of the PbZn 2010, Vancouver, BC, Canada, 3–6 October 2010; pp. 439–450. [Google Scholar]
- Nyrstar. Nyrstar Port Pirie Smelter, Australia. Available online: https://www.nyrstar.com/en/about-us/operations/metals-processing (accessed on 23 December 2020).
- Errington, W.J.; Edwards, J.S.; Hawkins, P. Isamelt Technology-Current Status and Future Development. J. S. Afr. Inst. Min. Metall. 1997, 97, 161–167. [Google Scholar]
- Errington, B.; Arthur, P.; Wang, J.; Dong, Y. The ISA-YMG lead smelting process. In Proceedings of the Lead-Zinc, Kyoto, Japan, 17–19 October 2005; Volume 5, pp. 587–599. [Google Scholar]
- Burrows, A.; Azekenov, T.A.; Zatayev, R. Lead ISASMELT™ operations at Ust–Kamenogorsk. In Proceedings of the Lead-Zinc, European Metallurgical Conference (EMC), Düsseldorf, Germany, 14–17 June 2015; Volume 1, pp. 245–256. [Google Scholar]
- Burrows, A.; Azekenov, T. Ust-Kamenogorsk Metallurgical Complex: A Silent Achiever. In Proceedings of the Extraction 2018, MetSoc, Ottawa, ON, Canada, 26–29 August 2018; Springer: Cham, Germany, 2018; pp. 365–378. [Google Scholar]
- Zhang, W.; Yang, J.; Wu, X.; Hu, Y.; Yu, W.; Wang, J.; Dong, J.; Li, M.; Liang, S.; Hu, J. A critical review on secondary lead recycling technology and its prospect. Renew. Sustain. Energy Rev. 2016, 61, 108–122. [Google Scholar] [CrossRef]
- Errington, B.; Hawkins, P.; Lim, A. ISASMELT for lead recycling. In Proceedings of the COM 2010 (Copper)—Lead-Zinc 2010 Symoposium, Conference of Metallurgists, Vancouver, BC, Canada, 3–6 October 2010. [Google Scholar]
- Wood, J.; Coveney, J.; Hoang, J.; Reuter, M.A. Small-Scale Secondary Lead Processing using Ausmelt TSL Technology. In Proceedings of the International Secondary Lead Conference, Venetian, Macau Resort Hotel, Macau, 30–31 August 2009. [Google Scholar]
- Gregurek, D.; Reinharter, K.; Schmidl, J.; Spanring, A. Refractory Challenges in Lead and Zinc Furnaces. In Proceedings of the PbZn 2020: 9th International Symposium on Lead and Zinc Processing, The Minerals, Metals & Materials, San Diego, CA, USA, 23–27 February 2020; Springer: Cham, Switzerland, 2020; pp. 19–30. [Google Scholar]
- Kandalam, A.; Zschiesche, C.; Burrows, A.; Tesch, T.; Lischeid, F. Upgrading the TSL smelter (Ausmelt®) at Nordenham to treat low-Pb and complex feed materials. In Proceedings of the European Metallurgical Conference (EMC) 2023, GDMB, Düsseldorf, Germany, 11–14 June 2023. [Google Scholar]
- Sibony, M.; Basin, N.; Lecadet, J.; Menge, R.; Schmidt, S. The Lead Bath Smelting Process in Nordenham, Germany. In Proceedings of the TMS (The Minerals, Metals and Materials Society): Lead-Zinc Symposium, Nashville, TN, USA, 22–25 October 2000. [Google Scholar]
- Ramus, K.; Hawkins, P. Lead/acid battery recycling and the new Isasmelt process. J. Power Sources 1993, 42, 299–313. [Google Scholar] [CrossRef]
- Hoang, G.B. Swinbourne. Indium distribution between FeO–CaO–SiO2 slags and lead bullion at 1200 °C. Miner. Process. Extr. Metall. 2007, 116, 133–138. [Google Scholar] [CrossRef]
- He, J.; Wang, R.; Liu, W. Recovery of indium and lead from lead bullion. J. Cent. South Univ. Technol. 2008, 15, 835–839. [Google Scholar] [CrossRef]
- Huda, N.; Naser, J.; Brooks, G.; Reuter, M.A.; Matusewicz, R.W. Computational fluid dynamic modeling of zinc slag fuming process in top-submerged lance smelting furnace. Metall. Mater. Trans. B 2012, 43, 39–55. [Google Scholar] [CrossRef]
- Hoang, J.; Reuter, M.A.; Matusewicz, R.; Hughes, S.; Piret, N. Top Submerged Lance direct zinc smelting. Miner. Eng. 2009, 22, 742–751. [Google Scholar] [CrossRef]
- Hughes, S.; Matusewicz, R.; Reuter, M.A.; Sherrington, D. Ausmelt-Extracting value from EAF dust. In Proceedings of the European Metallurgical Conference (EMC), GDMB, Düsseldorf, Germany, 11–14 June 2007. [Google Scholar]
- Creedy, S.; Glinin, A.; Matusewicz, R.; Hughes, S.; Reuter, M.A. Outotec® Ausmelt technology for treating zinc residues. Erzmetall 2013, 66, 230–235. [Google Scholar]
- Yan, S.; Swinbourne, D. Distribution of germanium under lead smelting conditions. Miner. Process. Extr. Met-Allurgy 2003, 112, 75–80. [Google Scholar] [CrossRef]
- Nickel Institute. The life of Ni. Available online: https://nickelinstitute.org/ (accessed on 19 February 2022).
- Stopić, S.R.; Friedrich, B.G. Hydrometallurgical processing of nickel lateritic ores. Vojnotehnički glasnik 2016, 64, 1033–1047. [Google Scholar] [CrossRef]
- Fraser, J.; Anderson, J.; Lazuen, J.; Lu, Y.; Heathman, O.; Brewster, N.; Bedder, J.; Masson, O. Study on Future Demand and Supply Security of Nickel for Electric Vehicle Batteries; Publication Office of the European Union: Luxembourg, 2021. [Google Scholar]
- Friedmann, D.; Pophanken, A.K.; Friedrich, B.G. Pyrometallurgical extraction of valuable metals from polymetallic deep-sea nodules. In Proceedings of the European Metallurgical Conference (EMC), Düsseldorf, Germany, 14–17 June 2015. [Google Scholar]
- Crundwell, F.; Moats, M.; Ramachandran, V.; Robinson, T.; Davenport, W.G. Extractive Metallurgy of Nickel, Cobalt and Platinum Group Metals; Elsevier: Amsterdam, The Netherlands, 2011; ISBN 0080968090. [Google Scholar]
- Oxley, A.; Smith, M.E.; Caceres, O. Why heap leach nickel laterites? Miner. Eng. 2016, 88, 53–60. [Google Scholar] [CrossRef]
- Yildirim, H.; Morcali, H.; Turan, A.; Yucel, O. Nickel pig iron production from lateritic nickel ores. In Proceedings of the IN-FACON XIII, 13th International Ferro Alloys Congress, Almaty, Kazakhstan, 9–12 June 2013. [Google Scholar]
- Mkhonto, P.; Chauke, H.; Ngoepe, P. Ab initio Studies of O2 Adsorption on (110) Nickel-Rich Pentlandite (Fe4Ni5S8) Mineral Surface. Minerals 2015, 5, 665–678. [Google Scholar] [CrossRef]
- Riley, J. The pentlandite group (Fe, Ni, Co) 9S8: New data and an appraisal of structure-composition relationships. Mineral. Mag. 1977, 41, 345–349. [Google Scholar] [CrossRef]
- Warner, A.E.; Diaz, C.M.; Dalvi, A.D.; Mackey, P.J.; Tarasov, A.V. JOM world nonferrous smelter survey, part III: Nickel: Laterite. JOM 2006, 58, 11–20. [Google Scholar] [CrossRef]
- Adham, K.; Lee, C. Mineral Processing Process design considerations for the fluidized bed technology applications in the nickel industry. CIM Bull. November/December 2004, 57, 1–6. [Google Scholar]
- Bakker, M.L.; Nikolic, S.; Mackey, P.J. ISASMELT™ TSL–Applications for nickel. Miner. Eng. 2011, 24, 610–619. [Google Scholar] [CrossRef]
- Warner, A.E.; Díaz, C.M.; Dalvi, A.D.; Mackey, P.J.; Tarasov, A.V.; Jones, R.T. JOM world nonferrous smelter survey Part IV: Nickel: Sulfide. JOM 2007, 59, 58–72. [Google Scholar] [CrossRef]
- Sundström, A.W.; Eksteen, J.J.; Georgalli, G.A. A review of the physical properties of base metal mattes. J. S. Afr. Inst. Min. 2008, 108, 431–448. [Google Scholar]
- Davenport, W.G.; Partelpoeg, E.H. Flash Smelting: Analysis, Control and Optimization; Elsevier: Amsterdam, The Netherlands, 2015; ISBN 1483150909. [Google Scholar]
- Celmer, R.S.; Toguri, J.M. Cobalt and Gold Distribution in Nickel--Copper Matte Smelting. Nickel Metall. 1986, 1, 147–163. [Google Scholar]
- Diaz, C.M.; Landolt, C.A.; Vahed, A.; Warner, A.E.M.; Taylor, J.C. A Review of Nickel Pyrometallurgical Operations. JOM 1988, 40, 28–33. [Google Scholar] [CrossRef]
- Johto, H.; Latostenmaa, P.; Peuraniemi, E.; Osara, K. Review of Boliden Harjavalta nickel smelter. In Proceedings of the Extraction 2018, MetSoc, Ottawa, ON, Canada, 26–29 August 2018; Springer: Berlin/Heidelberg, Germany, 2018; pp. 81–87. [Google Scholar]
- Taskinen, P.; Avarmaa, K.; Johto, H.; Latostenmaa, P. Fundamental process equilibria of base and trace elements in the DON smelting of various nickel concentrates. In Proceedings of the Extraction 2018, MetSoc, Ottawa, ON, Canada, 26–29 August 2018; Springer: Berlin/Heidelberg, Germany, 2018; pp. 313–324. [Google Scholar]
- Glencore Technology. ISASMELT™ Advantages. Available online: https://www.isasmelt.com/en/advantages/Pages/default.aspx (accessed on 20 February 2022).
- Metso Outotec. Ausmelt® TSL Furnace: Benefit from the Flexible Design of the Metso Outotec Ausmelt® TSL (Top Submerged Lancing) Furnace for Pyrometallurgical Processing, Part of the Metso Outotec Ausmelt® TSL Process Range. Available online: https://www.mogroup.com/portfolio/ausmelt-tsl-furnace/ (accessed on 23 February 2022).
- Total Materia. Ausmelt Smelting: Part Three. Available online: https://www.totalmateria.com/page.aspx?ID=CheckArticle&site=ktn&NM=270 (accessed on 19 February 2022).
- Nikolic, S.; Bakker, M.L.; Alvear, G.R.F. Pyrometallurgical Method. U.S. Patent 8,657,916 B2, 25 February 2014. [Google Scholar]
- Bakker, M.L.; Nikolic, S.; Alvear, G.R. ISACONVERT™—Continuous converting of nickel/PGM matte with calcium ferrite slag. JOM 2011, 63, 60–65. [Google Scholar] [CrossRef]
- International Mining Team Publishing Ltd. New AUSMELT Nickel Smelter in China is a Massive Success. Available online: https://im-mining.com/2009/07/29/new-ausmelt-nickel-smelter-in-china-is-a-massive-success/ (accessed on 17 July 2020).
- Viviers, P.; Hines, K. The New Anglo platinum converting project. In Proceedings of the First Extractive Metallurgy Operators’ Conference, Brisbane, Australia, 7–8 November 2005. [Google Scholar]
- Holywell, G.; Breault, R. An overview of useful methods to treat, recover, or recycle spent potlining. JOM 2013, 65, 1441–1451. [Google Scholar] [CrossRef]
- Somerville, M.; Davidson, R.; Wright, S.; Jahanshahi, S. Liquidus-and primary-phase determinations of slags used in the processing of spent pot lining. J. Sustain. Metall. 2017, 3, 486–494. [Google Scholar] [CrossRef]
- Wright, S.; Sun, S.; Jahanshahi, S. Development of a Suitable Slag Practice for Valorization of Fluorine-Containing Slags. J. Sustain. Metall. 2017, 3, 515–527. [Google Scholar] [CrossRef]
- Mansfield, K.; Swayn, G.; Harpley, J. SPL treatment and fluoride recycling project. In Proceedings of the EPD Congress 2002 and Fundamentals of Advanced Materials for Energy Conversion, TMS, Warrendale, PA, USA, 17–21 February 2002. [Google Scholar]
- Personnet, P.B. Treatment and Reuse of Spent Pot Lining, an Industrial Application in a Cement Kiln. Essential Readings in Light Metals; Springer: Cham, Germany, 2016; pp. 1049–1056. [Google Scholar]
- Matusewicz, R.; Reuter, M.A. The role of TSL technology in recycling and closing the material loop. In Proceedings of the REWAS 2008: Global Symposium on Recycling, Waste Treatment and Clean Technology, TMS, Cancun, Mexico, 9–13 March 2008; Springer: Berlin/Heidelberg, Germany, 2008. [Google Scholar]
- Zhang, L.; Jahanshahi, S.; Sun, S.; Chen, C.; Bourke, B.; Wright, S.; Somerville, M. CSIRO’s multiphase reaction models and their industrial applications. JOM 2002, 54, 51–56. [Google Scholar] [CrossRef]
- Floyd, J.M.; Fogarty, J.G.H. High quality pig iron from AusIron processing. In Proceeding of the International Conference on Alternative Route to Iron and Steel Making, Perth, Australia, 15–17 September 1999. [Google Scholar]
- Floyd, J.M.; Chard, I.L.; Baldock, B.R. Process for Production of Iron. US Patent 5,498,277, 12 March 1996. [Google Scholar]
- El Katatny, I. Flow Field Characterisation of AusIron Top Submerged Injection System. Ph.D. Thesis, Swinburne University of Technology, Melbourne, Australia, 2006. [Google Scholar]
- Kaza, S.; Yao, L.C.; Bhada-Tata, P.; Van Woerden, F. What a Waste 2.0: A Global Snapshot of Solid Waste Management to 2050. Open Knowledge Respository. Available online: http://hdl.handle.net/10986/30317 (accessed on 8 October 2020).
- Sakai, S.; Hiraoka, M. Municipal solid waste incinerator residue recycling by thermal processes. J. Waste Manag. 2000, 20, 249–258. [Google Scholar] [CrossRef]
- Cimpan, C.; Maul, A.; Jansen, M.; Pretz, T.; Wenzel, H. Central sorting and recovery of MSW recyclable materials: A review of technological state-of-the-art, cases, practice and implications for materials recycling. J. Environ. Manag. 2015, 156, 181–199. [Google Scholar] [CrossRef] [PubMed]
- Dong, J.; Tang, Y.; Nzihou, A.; Chi, Y.; Weiss-Hortala, E.; Ni, M.; Zhou, Z. Comparison of waste-to-energy technologies of gasification and incineration using life cycle assessment: Case studies in Finland, France and China. J. Clean. Prod. 2018, 203, 287–300. [Google Scholar] [CrossRef]
- Floyd, J.M.; Lightfoot, B.W. Processing of Municipal and Other Wastes. U.S. Patent 5,615,626, 1 April 1997. [Google Scholar]
- Lee, S.; Hur, Y.G.; Update, L. Waste Heat Recovery Project; Seoul Housing and Communities Corporation, Seoul Urban Solutions Agency: Seoul, Korea, 2017. [Google Scholar]
- Wang, Y.; Wang, J.; Cao, L.; Cheng, Z.; Blanpain, B.; Reuter, M.; Guo, M. The State-of-the-Art in the Top Submerged Lance Gas Injection Technology: A Review. Metall. Mater. Trans. B 2022, 53, 3345–3363. [Google Scholar] [CrossRef]
- McCann, D.J.; Prince, R.G. Regimes of bubbling at a submerged orifice. Chem. Eng. Sci. 1971, 26, 1505–1512. [Google Scholar] [CrossRef]
- Sharaf, D.M.; Premlata, A.R.; Tripathi, M.K.; Karri, B.; Sahu, K.C. Shapes and paths of an air bubble rising in quiescent liquids. Phys. Fluids 2017, 29, 122104. [Google Scholar] [CrossRef]
- Hoefele, E.O.; Brimacombe, J.K. Flow regimes in submerged gas injection. Metall. Trans. B 1979, 10, 631–648. [Google Scholar] [CrossRef]
- Neven, S. Lance Injection Dynamics in an Isasmelt Reactor. Ph.D. Thesis, Katholieke Universiteit Leuven, Leuven, Belgium, 2005. [Google Scholar]
- Morsi, Y.S.; Yang, W.; Clayton, B.R.; Gray, N.B. Experimental investigation of swirl and non-swirl gas injections into liquid baths using submerged vertical lances. Can. Metall. Q. 2000, 39, 87–98. [Google Scholar] [CrossRef]
- Obiso, D.; Kriebitzsch, S.; Reuter, M.A.; Meyer, B. The importance of viscous and interfacial forces in the hydrodynamics of the top-submerged-lance furnace. Metall. Mater. Trans. B 2019, 50, 2403–2420. [Google Scholar] [CrossRef]
- Obiso, D.; Schwitalla, D.H.; Korobeinikov, I.; Meyer, B.; Reuter, M.A.; Richter, A. Dynamics of Rising Bubbles in a Quiescent Slag Bath with Varying Thermo-Physical Properties. Metall. Mater. Trans. B 2020, 51, 2843–2861. [Google Scholar] [CrossRef]
- Kandalam, A.; Stelter, M.; Reinmöller, M.; Reuter, M.A.; Charitos, A. Determining the Bubble Dynamics of a Top Submerged Lance Smelter. In Proceedings of the REWAS 2022: Developing Tomorrow’s Technical Cycles, TMS, Anaheim, CA, USA, 27 February–3 March 2022; Volume 1, pp. 541–551. [Google Scholar] [CrossRef]
- Kandalam, A.; Kleeberg, J.; Stelter, M.; Reuter, M.A. Investigating the flame structure of TSL lance. In Proceedings of the COM 2019, MetSoc, Vancouver, BC, Canada, 18–21 August 2019. [Google Scholar]
- Kandalam, A.; Stelter, M.; Reuter, M.A.; Reinmöller, M.; Charitos, A. Novel methods to determine the bubble dynamics of a Top Submerged Lance (TSL) smelter. In Proceedings of the European Metallurgical Conference (EMC) 2021, GDMB, Düsseldorf, Germany, 27–30 June 2021; pp. 249–266. [Google Scholar]
- Nicol, S.; Ryan, T.; Hogg, B.; Nikolic, S. Towards Net Zero Pyrometallurgical Processing with the ISASMELT™ and ISACYCLE™The Minerals, Metals & Materials. In Proceedings of the Advances in Pyrometallurgy, TMS 2023, San Diego, USA; Springer: Cham, Germany, 2023; pp. 11–23. [Google Scholar]
- Gorbach, K. Artificial Intelligence Meets Nonferrous Metallurgy: Process Control and Automation. Available online: https://www.processingmagazine.com/process-control-automation/article/15587735/artificial-intelligence-meets-nonferrous-metallurgy (accessed on 31 January 2021).












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}




















| Conditions | SiO2 (wt.-%) | CaO (wt.-%) | FeO (wt.-%) | Fe2O3 (wt.-%) | Total Fe3O4 (wt.-%) | Liquidus Temperature (°C) |
|---|---|---|---|---|---|---|
| SiO2/Fe = 0.88, SiO2/CaO = 7.0 | 35.92 | 5.13 | 48.69 | 4.26 | 6.18 | 1195 |
| SiO2/Fe = 0.82, SiO2/CaO = 7.0 | 34.49 | 4.93 | 49.94 | 4.64 | 6.73 | 1203 |
| SiO2/Fe = 0.82, SiO2/CaO = 7.5 | 34.61 | 4.62 | 50.1 | 4.68 | 6.79 | 1201 |
| Property | Fayalitic | CF | FCS |
|---|---|---|---|
| Viscosity | High | Low | Medium |
| Entrained Cu | High | Low | Medium |
| Solubility for liquid Fe3O4 | Low | High | Medium |
| Solubility for acidic oxides (e.g., of As, Sb, Bi) | Low | High | High |
| Solubility for neutral oxides (e.g., Cu2O) | Medium | Medium | Low |
| Solubility for PbO | High | Low | Medium |
| Tendency to foam | High | Low | Medium |
| Volume | Medium | Low | Medium |
| Brick life | Merit | Erodes | Merit |
| Impurity in Feed, (wt.-%) | Partitioning: Gas (%), Slag (%), Matte (%) | Matte (wt.-%), Slag (wt.-%) | Conditions: Temperature (°C), O2 Enrichment (Vol.-%), Matte Grade (wt.-%) |
|---|---|---|---|
| Arsenic, 0.2 | 88, 5, 7 | 0.03, 0.20. | 1180, 60.0, 60.0 |
| Lead, 0.2 | 16, 21, 63 | 0.32, 0.09 | 1180, 60.0, 60.0 |
| Zinc, 0.125 | 2, 70, 28 | 0.08, 0.17 | 1180, 60.0, 60.0 |
| Cobalt, 0.1 | 4, 42, 54 | 0.14, 0.09 | 1180, 60.0, 60.0 |
| Antimony, 0.0035 | 72, 9, 19 | not reported | 1180, 61.2, 60.9 |
| Antimony *, 0.0150 | 66, 3, 31 | not reported | not reported, 50.0 55.0 |
| Element | Availability in Earth’s Crust (ppm) | Secondary Sources | Production (Primary and Secondary)—tpa | Recycling Stream | Slag System | Oxidation State | T (°C) | Partial Pressure of Oxygen (PO2 in atm.) | ) |
|---|---|---|---|---|---|---|---|---|---|
| Sn | 2 | WEEE | 310,000 (2020) | Black copper smelters | CF | SnO | 1200–1300 | 10−12 | ~0.008 |
| In | 0.1 | ITO | 760 (2019) | Black copper smelters | FCS | In2O3 or InO1.5 | 1300 | 10−8–10−6 | ~0.1 and 0.7, respectively |
| Ta | 2 | Capacitors | 1700 (2020) | Black copper or lead smelters | FCS (SiO2/Fe = 0.86) | Oxides (e.g., Ta2O5) | 1400 | 10−16 | ~20,000 |
| Ge | 1.6 | Fiber optics, electronics and solar applications | 130 (2020) | Black copper smelters | FCS (SiO2/Fe = 1.04) | GeO2 | 1300 | 10−10–10−7 | ~0.02 and 6.19, respectively |
| Pd | 0.01 | Catalytic converter, jewelry, electronic industry | 210 (2020) | Black copper smelters | FCS (SiO2/Fe = 1.01) | PdO | 1300 | 10−10–10−7 | ~0.0005 and 0.0169, respectively |
| Component | Grids | Battery Paste | Separators | Battery Case | Acid |
|---|---|---|---|---|---|
| Composition | Pb, Sb, Ca, Sn | PbO2, PbSO4 | Polyethylene, glass fiber | Polypropylene | H2SO4, water |
| Weight (%) | 25–29% | 35–55% | 3.5–8% | 5–8% | 11–28% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kandalam, A.; Reuter, M.A.; Stelter, M.; Reinmöller, M.; Gräbner, M.; Richter, A.; Charitos, A. A Review of Top Submerged Lance (TSL) Processing—Part II: Thermodynamics, Slag Chemistry and Plant Flowsheets. Metals 2023, 13, 1742. https://doi.org/10.3390/met13101742
Kandalam A, Reuter MA, Stelter M, Reinmöller M, Gräbner M, Richter A, Charitos A. A Review of Top Submerged Lance (TSL) Processing—Part II: Thermodynamics, Slag Chemistry and Plant Flowsheets. Metals. 2023; 13(10):1742. https://doi.org/10.3390/met13101742
Chicago/Turabian StyleKandalam, Avinash, Markus A. Reuter, Michael Stelter, Markus Reinmöller, Martin Gräbner, Andreas Richter, and Alexandros Charitos. 2023. "A Review of Top Submerged Lance (TSL) Processing—Part II: Thermodynamics, Slag Chemistry and Plant Flowsheets" Metals 13, no. 10: 1742. https://doi.org/10.3390/met13101742
APA StyleKandalam, A., Reuter, M. A., Stelter, M., Reinmöller, M., Gräbner, M., Richter, A., & Charitos, A. (2023). A Review of Top Submerged Lance (TSL) Processing—Part II: Thermodynamics, Slag Chemistry and Plant Flowsheets. Metals, 13(10), 1742. https://doi.org/10.3390/met13101742