
Investigation of Microstructures and Mechanical Properties of Ultra-High Strength Al-Zn-Mg-Cu Alloy Prepared by Rapid Solidification and Hot Extrusion

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
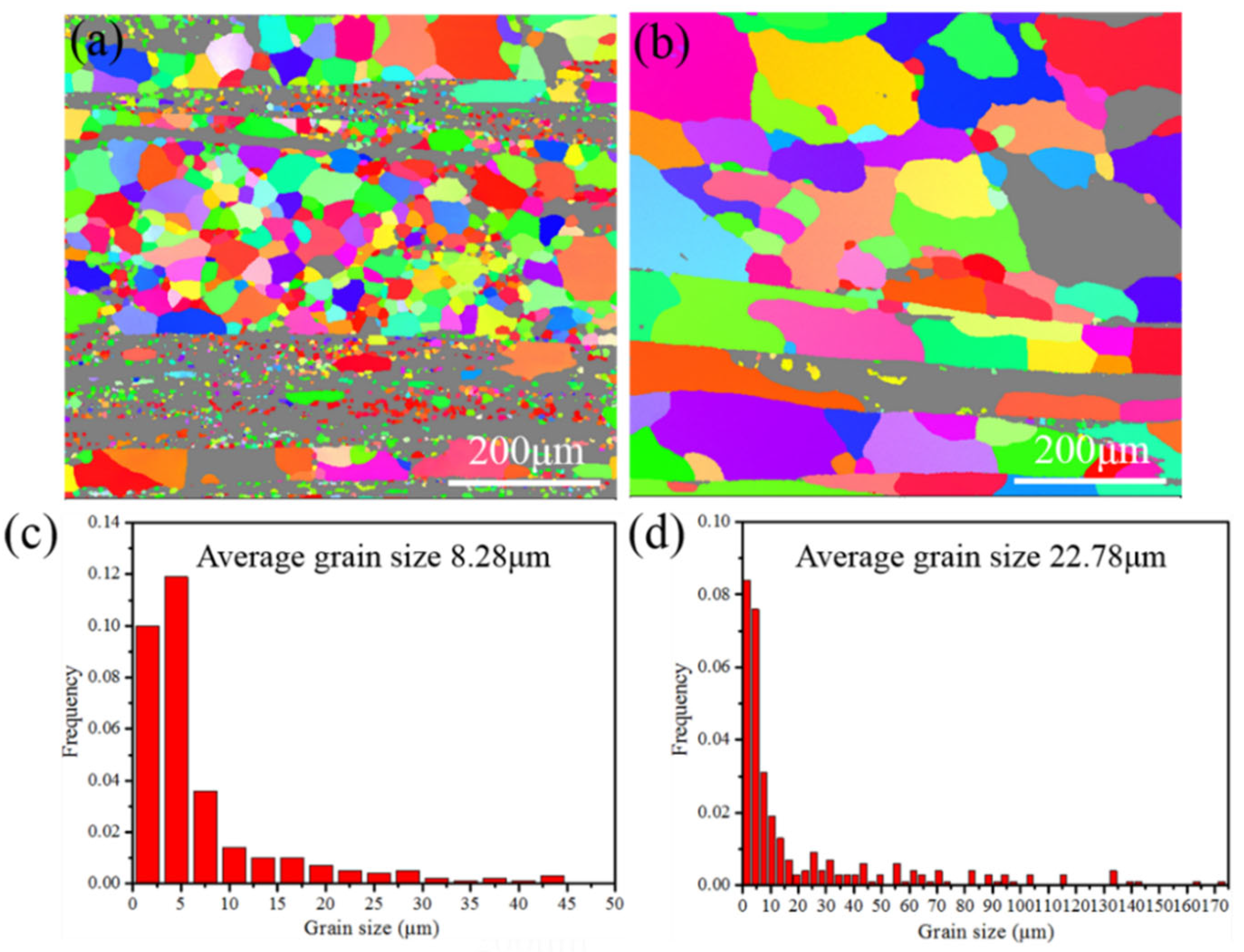
3.1. Phase and Microstructures Evolution


3.2. Mechanical Property Measurements
3.3. Fracture Characteristics
4. Conclusions
- (1)
- The alloy ribbons prepared by the rapid-solidification single-roll melt-spinning method has a fine microstructure, consisting of fine-equiaxed grains with an average grain size of less than 6 μm; compared with the conventional casting, the grain size of a cast alloy was 88.63 μm, so the grain size was refined by 93.3%. The alloying elements were dissolved into the α (Al) matrix to form a supersaturated solid solution.
- (2)
- After hot extrusion, the alloy has partially recrystallized, and existing coarse T-phases and the needle-shaped precipitates were η-phases. Part of the coarse second phases redissolved after the solid-solution treatment and nano-sized fine precipitates (GP-zone, η´-phase and Al3(Er,Zr)) were formed after the aging treatment.
- (3)
- The tensile strength of the rod prepared by rapid solidification and hot extrusion was 466.4 MPa, with the elongation reaching 12.9%. After T6-heat treatment, the aged alloy presented an ultimate tensile strength of 635.8 MPa and an elongation of 10.5%. The combination of grain-boundary strengthening, dislocation strengthening, and precipitation strengthening synergy improve the mechanical properties of the alloy. It can be concluded that precipitation strengthening is the main strengthening mechanism of the alloy.
- (4)
- The tensile fracture of the extruded alloy shows the characteristics of a ductile fracture. Moreover, the T6 state that tensile fractures show the characteristics of a ductile-brittle mixed fracture, and the elongation of the alloy has decreased.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Heinz, A.; Haszler, A.; Keidel, C.; Moldenhauer, S.; Benedictus, R.; Miller, W.S. Recent development in aluminium alloys for aerospace applications. Mater. Sci. Eng. A 2000, 280, 102–107. [Google Scholar] [CrossRef]
- Krajewski, W.K.; Bura, J.; Krajewski, P.K.; Greer, A.L.; Faerber, K.; Schumacher, P. New Developments of Al-Zn Cast Alloys. Mater. Today Pro 2015, 2, 4978–4983. [Google Scholar] [CrossRef]
- Fang, H.C.; Luo, F.H.; Chen, K.H. Effect of intermetallic phases and recrystallization on the corrosion and fracture behavior of an Al-Zn-Mg-Cu-Zr-Yb-Cr alloy. Mater. Sci. Eng. A 2017, 684, 480–490. [Google Scholar] [CrossRef]
- Yan, Y.C.; Huang, B.; Li, W.J.; Qing, P.L.; He, B. Research Progress of Al-Zn-Mg-Cu Ultra-high Strength Aluminum Alloy. Mater. Rev. 2018, 32, 367–373. [Google Scholar]
- LI, H.C. Composition Optimization and Hot Working Microstructural Control of Working Microstructural Control of the Spray Deposited Al-Zn-Mg-Cu; Harbin Institute of Technology: Harbin, China, 2018. [Google Scholar]
- Zhou, W.B.; Liu, C.Y.; Yu, P.F.; Zhang, B.; Ma, Z.Y.; Luo, K.; Ma, M.Z.; Liu, R.P. Effect of scandium on microstructure and mechanical properties of high zinc concentration aluminum alloys. Mater. Charact. 2017, 127, 371–378. [Google Scholar] [CrossRef]
- Li, H.; Wang, X.M.; Chai, L.H.; Wang, H.J.; Chen, Z.Y.; Xiang, Z.L.; Jin, T.N. Microstructure and mechanical properties of an in-situ TiB2/Al-Zn-Mg-Cu-Zr composite fabricated by Melt-SHS process. Mater. Sci. Eng. A 2018, 720, 60–68. [Google Scholar] [CrossRef]
- Szymaneka, M.; Augustyn, B.; Kapinos, D.; Boczkal, S.; Nowak, J. The production of material with Ultrafine grain structure in Al-Zn alloy in the process of rapid solidification. Arch. Foundry Eng. 2014, 14, 57–62. [Google Scholar] [CrossRef] [Green Version]
- Lin, Y.J.; Mao, S.Y.; Yan, Z.G.; Zhang, Y.Q.; Wang, L.M. The enhanced microhardness in a rapidly solidified Al alloy. Mater. Sci. Eng. A 2017, 692, 182–191. [Google Scholar] [CrossRef]
- Katgerman, L.; Dom, F. Rapidly solidified aluminium alloys by melt spinning. Mater. Sci. Eng. A 2004, 375–377, 1212–1216. [Google Scholar] [CrossRef]
- Chen, Z.W.; Fan, Q.Y.; Zhao, K. Microstructure and microhardness of nanostructured Al-4.6Cu-Mn alloy ribbons. Int. J. Miner. Metall. Mater. 2015, 22, 860–867. [Google Scholar] [CrossRef]
- Chen, Z.; Zhao, J.; Chen, P. Microstructure and mechanical properties of nanostructured A8006 ribbons. Mater. Sci. Eng. A 2012, 552, 189–193. [Google Scholar] [CrossRef]
- Lin, Y.J.; Mao, S.Y.; Yan, Z.G.; Zhang, Y.Q.; Wang, L.M. Melt spinning induces sub-micrometric/micrometric grained structure and dislocations in 7075 Al alloy. J. Alloy. Compd. 2015, 651, 699–704. [Google Scholar] [CrossRef]
- Lityńska-Dobrzyńska, L.; Ochin, P.; Góral, A.; Faryna, M.; Dutkiewicz, J. The microstructure of rapidly solidified Al-Zn-Mg-Cu alloys with Zr addition. Solid State Phenom. 2010, 163, 42–45. [Google Scholar] [CrossRef]
- Kapinos, D.; Szymanek, M.; Augustyn, B.; Gawlik, M. Effect of heat treatment on the mechanical properties of wrought Al-Zn-Mg-Cu alloy cast by rapid solidification. Mater. Sci. Forum 2013, 765, 496–500. [Google Scholar] [CrossRef]
- Meng, X.N.; Zhang, D.T.; Zhang, W.W.; Qiu, C.; Liang, G.X.; Chen, J.J. Microstructure and mechanical properties of a high-Zn aluminum alloy prepared by melt spinning and extrusion. J. Alloy. Compd. 2020, 819, 152990. [Google Scholar] [CrossRef]
- Guo, F.B.; Zhu, B.H.; Jin, L.B.; Wang, G.J.; Yan, H.W.; Li, Z.H.; Zhang, Y.A.; Xiong, B.Q. Microstructure and mechanical properties of 7A56 aluminum alloy after solution treatment. Rare Met. 2021, 40, 168–175. [Google Scholar] [CrossRef]
- Deng, Y.L.; Li, C.M.; Zhang, J.; Zhao, J.H. Effect of aging process on microstructure and mechanical properties of 7050 aluminum alloy for rail transportation. Chin. J. Nonferr. Met. 2018, 28, 1711–1719. [Google Scholar]
- Wu, Y.; Liao, H.C.; Zhou, K.X.; Yang, J. Effect of texture evolution on mechanical properties of near eutectic Al-Si-Mg alloy with minor addition of Zr/V during hot extrusion. Mater. Des. 2014, 57, 416–420. [Google Scholar] [CrossRef]
- Liu, J.Z.; Chen, J.H.; Yuan, D.W.; Wu, C.L.; Zhu, J.; Cheng, Z.Y. Fine precipitation scenarios of AlZnMg(Cu) alloys revealed by advanced atomic-resolution electron microscopy study Part I: Structure determination of the precipitates in AlZnMg(Cu) alloys. Mater. Charact. 2015, 99, 277–286. [Google Scholar] [CrossRef]
- Wu, H.; Wen, S.P.; Huang, H.; Gao, K.Y.; Wu, X.L.; Wang, W.; Nie, Z.R. Hot deformation behavior and processing map of a new type Al-Zn-Mg-Er-Zr alloy. J. Alloy. Compd. 2016, 685, 869–880. [Google Scholar] [CrossRef]
- Xiong, M.H.; Yan, H.G.; Su, B.; Chen, J.H.; Zeng, P.L.; Wu, Y.Z. Effect of subgrains strengthening and precipitates strengthening on properties of copper mould water-cooled casting Al-Zn-Mg-Cu alloys. Spec. Cast Nonferr. Alloy 2012, 32, 1062–1066. [Google Scholar]
- He, Z.L.; Gao, W.L.; Lu, Z.; Feng, Z.H. Effects of heat treatment on microstructure and properties of 7A85 aluminium alloy. J. Mater. Eng. 2015, 43, 13–18. [Google Scholar]
- Hansen, N. Hall-Petch relation and boundary strengthening. Scripta Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Armstrong, R.W.; Codd, I.; Douthwaite, R.M.; Petch, N.J. The plastic deformation of polycrystalline aggregates. Philos. Mag. J. Theor. Exp. Appl. Phys. 1962, 7, 45–58. [Google Scholar] [CrossRef]
- Hull, D.; Otte, H.M. Introduction to dislocations. Phys. Today 1966, 19, 91–92. [Google Scholar] [CrossRef]
- Klug, H.P.; Alexander, L.E. X-Ray Diffraction Procedures for Polycrystalline and Amorphous Materials, 2nd ed.; John Wiley and Sons: New York, NY, USA, 1974. [Google Scholar]
- Smallman, R.E.; Westmacott, K.H. Stacking faults in face-centred cubic copper-gallium alloys. Philos. Mag. 1957, 2, 669–683. [Google Scholar] [CrossRef]
- Kelly, A.; Nicholson, R.S. Strengthening methods in crystals. Int. Mater. Rev. 1971, 17, 147. [Google Scholar]
- Zhang, S.; Hu, W.; Berghammer, R.; Gottstein, G. Microstructure evolution and deformation behavior of ultrafine-grained Al-Zn-Mg alloys with fine η′ precipitates. Acta Mater. 2010, 58, 6695–6705. [Google Scholar] [CrossRef]
- Shin, S.S.; Lim, K.M.; Park, I.M. Characteristics and microstructure of newly designed Al-Zn-based alloys for the die-casting process. J. Alloy. Compd. 2016, 671, 517–526. [Google Scholar] [CrossRef]
- Shin, S.S.; Lim, K.M.; Park, I.M. Effects of high Zn content on the microstructure and mechanical properties of Al-Zn-Cu gravity-cast alloys. Mater. Sci. Eng. A 2017, 679, 340–349. [Google Scholar] [CrossRef]
- Liu, C.Y.; Qu, B.; Ma, Z.Y.; Ma, M.Z.; Liu, R.P. Recrystallization, precipitation, and resultant mechanical properties of rolled Al-Zn alloy after aging. Mater. Sci. Eng. A 2016, 657, 284–290. [Google Scholar] [CrossRef]
- Gan, J.S.; Zhang, D.T.; Liang, G.X.; Chen, J.J. Microstructure and properties of Al-10.7Zn-2.4Mg-0.9Cu alloy prepared by rapid solidification and hot extrusion. T Mater. Heat Treat. 2020, 41, 27–32. [Google Scholar]
- Chen, Z.M.; Ni, D.H.; Li, L.J.; Jin, S.X. Rapidly solidified 6061 aluminum alloy bar prepared by melt rotation cooling+hot extrusion process. Hot Work Technol. 2018, 47, 71–74. [Google Scholar]
- Shin, S.S.; Lee, J.C.; Park, I.M. Squeeze-cast Al-xZn-3Cu alloys exhibiting high strength, ductility, and wear resistance. Mater. Sci. Eng. A 2017, 690, 177–184. [Google Scholar] [CrossRef]
- Ren, J.; Wang, R.C.; Feng, Y.; Peng, C.Q.; Cai, Z.Y. Microstructure evolution and mechanical properties of an ultrahigh strength Al-Zn-Mg-Cu-Zr-Sc (7055) alloy processed by modified powder hot extrusion with post aging. Vacuum 2019, 161, 434–442. [Google Scholar] [CrossRef]
- Wang, X.D.; Pan, Q.L.; Liu, L.I.; Xiong, S.W.; Wang, W.Y.; Lai, J.P.; Sun, Y.W.; Huang, Z.Q. Characterization of hot extrusion and heat treatment on mechanical properties in a spray formed ultra-high strength Al-Zn-Mg-Cu alloy. Mater. Charact. 2018, 144, 131–140. [Google Scholar] [CrossRef]
- Meng, X.N.; Zhang, D.T.; Zhang, W.W.; Qiu, C.; Chen, D.L. Achieving high damping capacity and strength simultaneously in a high-zinc aluminum alloy via melt spinning and hot extrusion. Mater. Sci. Eng. A 2022, 833, 142376. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Zn | Mg | Cu | Zr | Er | Al |
|---|---|---|---|---|---|---|
| Wt (%) At (%) | 10.45 4.70 | 1.99 2.21 | 1.24 0.54 | 0.09 0.03 | 0.08 0.01 | Bal. 92.51 |
| Points | Al | Zn | Mg | Cu | Zr | Er |
|---|---|---|---|---|---|---|
| 1 | 85.84 | 7.89 | 3.60 | 2.36 | 0.05 | 0.25 |
| 2 | 88.75 | 7.18 | 3.11 | 0.95 | - | 0.02 |
| 3 | 88.47 | 6.98 | 3.71 | 0.81 | 0.03 | - |
| 4 | 91.52 | 5.29 | 2.53 | 0.64 | 0.03 | - |
| 5 | 94.17 | 3.67 | 1.74 | 0.39 | 0.04 | - |
| 6 | 90.54 | 5.54 | 2.95 | 0.90 | - | 0.06 |
| 7 | 78.99 | 12.12 | 6.80 | 2.09 | - | - |
| 8 | 81.91 | 10.30 | 6.20 | 1.57 | - | 0.02 |
| 9 | 77.47 | 11.54 | 9.15 | 1.81 | 0.03 | - |
| 10 | 78.09 | 11.67 | 8.34 | 1.88 | - | - |
| Samples State | Ultimate Strength (MPa) | Yield Strength (MPa) | Elongation (%) |
|---|---|---|---|
| Extrusion | 466.4 | 296.3 | 12.9 |
| Aging | 635.8 | 540.9 | 10.5 |
| Calculated Data (MPa) | Experimental Data (MPa) | ||||
|---|---|---|---|---|---|
| 35.0 | 41.2 | 102.7 | 343.8 | 522.7 | 540.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shen, G.; Xiang, Z.; Ma, X.; Huang, J.; Zhao, Y.; Li, J.; Wang, Z.; Shi, G.; Chen, Z. Investigation of Microstructures and Mechanical Properties of Ultra-High Strength Al-Zn-Mg-Cu Alloy Prepared by Rapid Solidification and Hot Extrusion. Metals 2023, 13, 293. https://doi.org/10.3390/met13020293
Shen G, Xiang Z, Ma X, Huang J, Zhao Y, Li J, Wang Z, Shi G, Chen Z. Investigation of Microstructures and Mechanical Properties of Ultra-High Strength Al-Zn-Mg-Cu Alloy Prepared by Rapid Solidification and Hot Extrusion. Metals. 2023; 13(2):293. https://doi.org/10.3390/met13020293
Chicago/Turabian StyleShen, Gaoliang, Zhilei Xiang, Xiaozhao Ma, Jingcun Huang, Yueqing Zhao, Jihao Li, Zhitian Wang, Guodong Shi, and Ziyong Chen. 2023. "Investigation of Microstructures and Mechanical Properties of Ultra-High Strength Al-Zn-Mg-Cu Alloy Prepared by Rapid Solidification and Hot Extrusion" Metals 13, no. 2: 293. https://doi.org/10.3390/met13020293
APA StyleShen, G., Xiang, Z., Ma, X., Huang, J., Zhao, Y., Li, J., Wang, Z., Shi, G., & Chen, Z. (2023). Investigation of Microstructures and Mechanical Properties of Ultra-High Strength Al-Zn-Mg-Cu Alloy Prepared by Rapid Solidification and Hot Extrusion. Metals, 13(2), 293. https://doi.org/10.3390/met13020293