

Effect of WC Content on Microstructure and Element Diffusion of Nano WC-Co-TiC/304 Stainless Steel Composites for Micro Drill
 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Materials
2.2. Experimental Preparation
2.3. Experimental Detection
2.4. Experimental Scheme
3. Results and Discussion
3.1. Effect of Different WC Content (Co:TiC = 1:1) on TiC-WC/304 Stainless Steel Composite
3.1.1. Effect of Different WC Content on Surface Porosity of Microstructure of WC-Co-TiC/304 Stainless Steel Composite
3.1.2. Particle Size Distribution of WC-Co-TiC/304 Stainless Steel Composite with Different WC Content
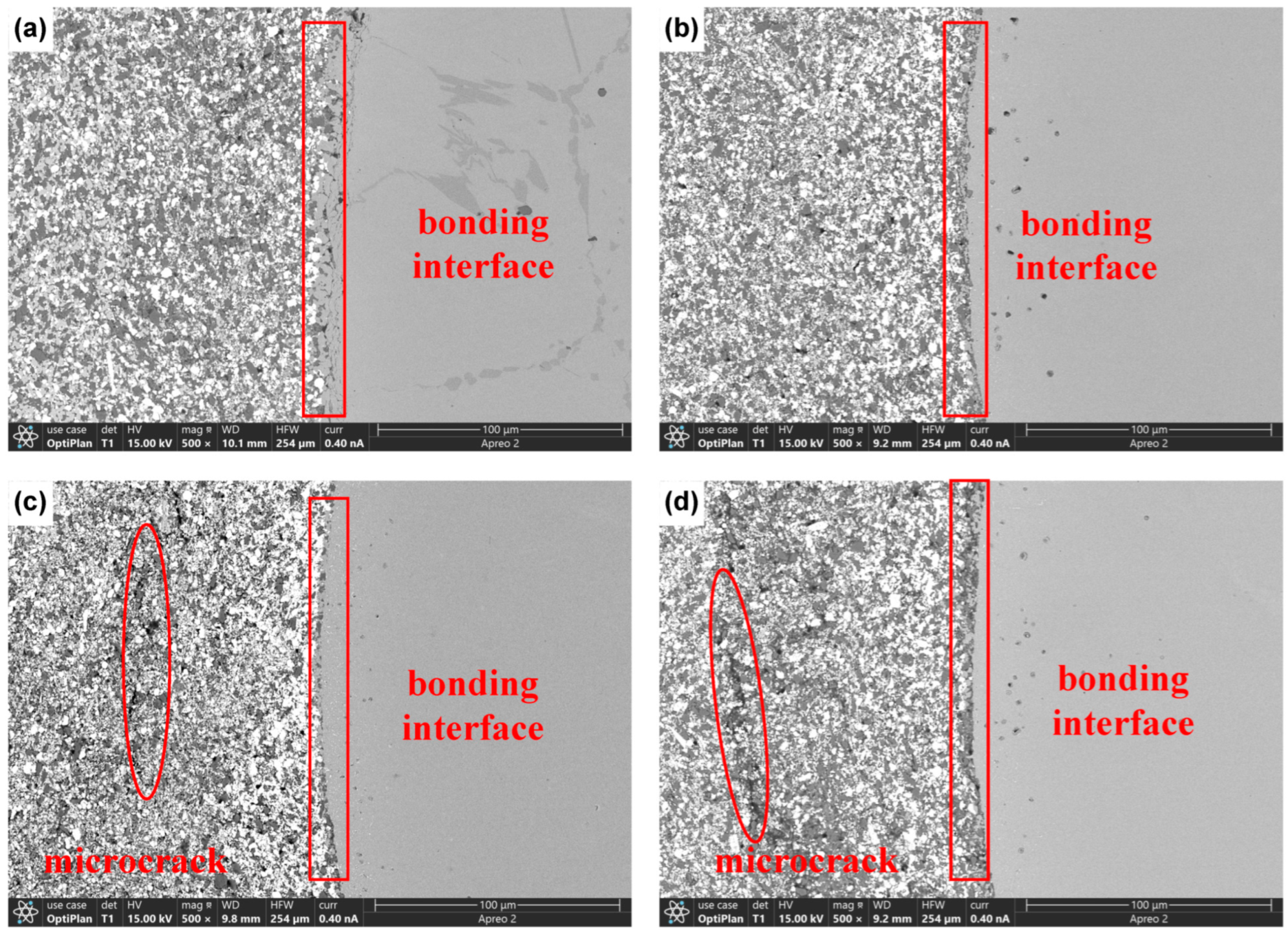
3.1.3. Effect of Different WC Content on Interface Morphology of TiC-WC/304 Stainless Steel Composite
3.2. Effect of Different WC Content (Co:TiC = 3:2) on WC-Co-TiC/304 Stainless Steel Composite
3.2.1. Effect of Different WC Content on Surface Porosity of Microstructure of WC-Co-TiC/304 Stainless Steel Composite
3.2.2. Particle Size Distribution of WC-Co-TiC/304 Stainless Steel Composite with Different WC Content
3.2.3. Effect of Different WC Content on Composite Interface Morphology of WC-Co-TiC/304 Stainless Steel Composite
3.3. Other Characterization Results of Co/TiC (1:1) and (3:2) WC-CO-TiC/304 Stainless Steel Composites at 60% WC
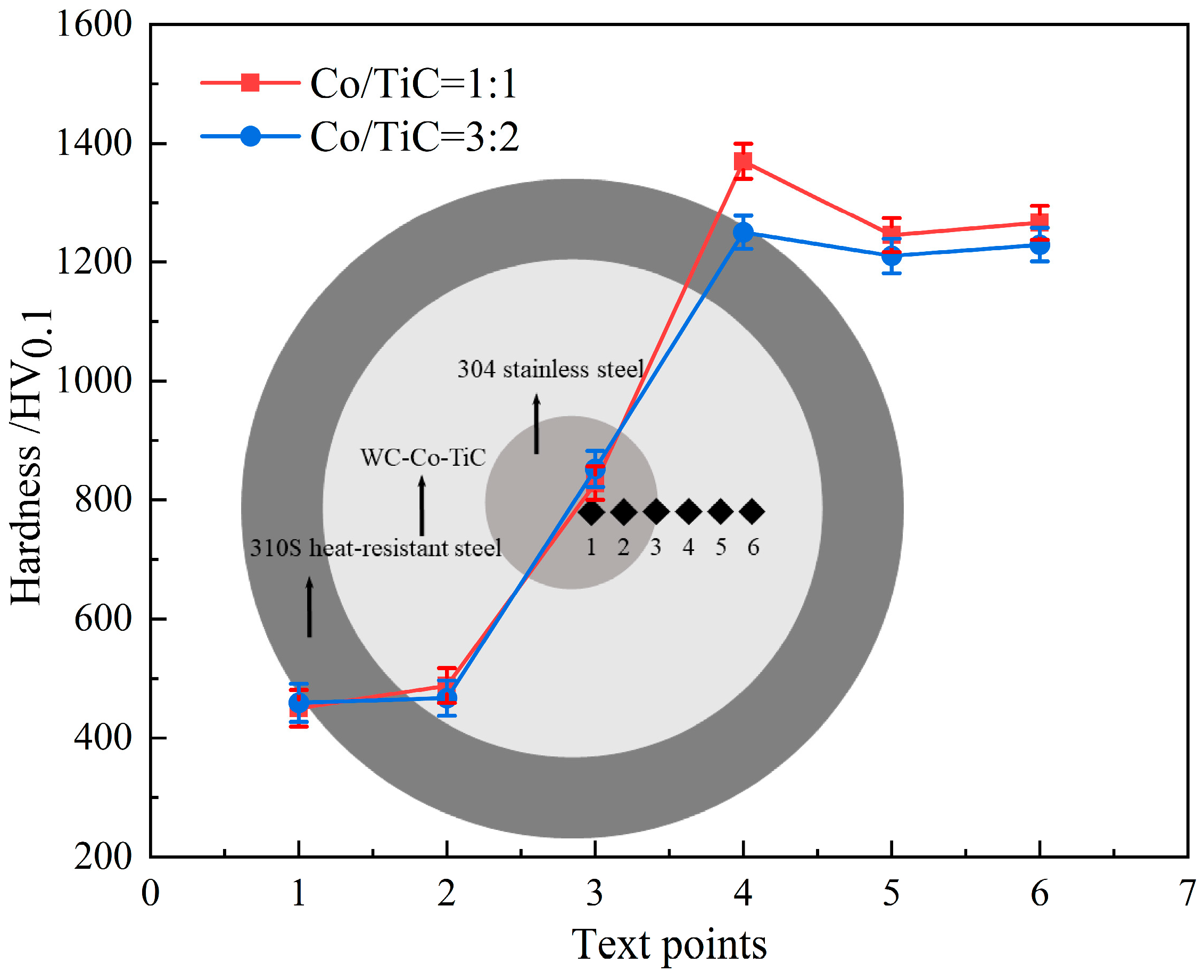
3.3.1. Comparison of Hardness Results of WC-Co-TiC/304 Stainless Steel Composite
3.3.2. Comparison of Element Diffusion at Composite Interface of WC-Co-TiC/304 Stainless Steel Composite
4. Conclusions
- 1.
- In the A series, A2 (WC = 60%), compared with other WC contents, each structure is more uniform and fine, and the agglomeration of each structure is not obvious. The bonding effect of WC-Co-TiC cemented carbide and 304 stainless steel composite interface is the best. With the increase of WC content, the side defects of WC-Co-TiC cemented carbide increase gradually. In the B series, B3 (WC = 70%) and B4 (WC = 80%), compared with other WC contents, have more uniform distribution of each structure, while B2 (WC = 60%) has the best bonding effect at the composite interface of WC-Co-TiC cemented carbide and 304 stainless steel.
- 2.
- Among different WC contents, when the WC content is 60% and the ratio of Co to TiC is 1:1, the density and particle size are the best. In the A series, the density of A2 is 94.45% and the particle size of 0.2–0.3 μm is 38.9%. In the B series, the density of B2 is 92.33%, and the particle size of 0.2–0.3 μm is 38.0%.
- 3.
- Among different WC contents, the hardness and element diffusion uniformity are the best when the WC content is 60% and the ratio of Co to TiC is 1:1. In the hardness comparison, A2 is generally 20–40 HV0.1 higher than B2, but B2 is better at the junction of WC-Co-TiC cemented carbide and 304 stainless steel. In the element diffusion of composite interface, A2 diffuses more evenly on Cr than B2 and has little difference on other elements.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Bharath, K.N.; Madhu, P.; Thyavihalli, G.Y.; Verma, A.; Sanjay, M.R.; Siengchin, S. A novel approach for development of printed circuit board from biofiber based composites. Polym. Compos. 2020, 41, 11. [Google Scholar] [CrossRef]
- Krishna, U.B.G.; Ranganatha, P.; Rajesh, G.L.; Auradi, V.; Kumar, S.M.; Vasudeva, B. Studies on dry sliding wear characteristics of cermet WC-Co particulate reinforced Al7075 metal matrix composite. Mater. Today Proc. 2019, 16, 343–350. [Google Scholar] [CrossRef]
- Yang, X.H.; Wang, K.F.; Chou, K.C.; Zhang, G.H. Preparation of low binder WC-Co-Ni cemented carbides with fine WC grains and homogeneous distribution of Co/Ni. Mater. Today Commun. 2022, 30, 103081. [Google Scholar] [CrossRef]
- Fernandes, C.M.; Rocha, A.; Cardoso, J.P.; Bastos, A.C.; Soares, E.; Sacramento, J.; Ferreira, M.G.S.; Senos, A.M.R. WC-stainless steel hardmetals. Int. J. Refract. Metals Hard 2018, 72, 21–26. [Google Scholar] [CrossRef]
- Cheniti, B.; Belkessa, B.; Maamache, B.; Ouali, N.; Sedlák, R.; Hvizdoš, P.; Boutaghou, Z. Effect of WC-Co cermet positioning and NiCr interlayer on the microstructure and mechanical response of the dissimilar WC-Co/AISI 304 L rotary friction joint. Int. J. Refract. Metals Hard 2021, 101, 105653. [Google Scholar] [CrossRef]
- Soria, B.T.; Lozada, C.L.; Ibarreta, L.F.; Martinez, R.P.; Sanchez, J.M.M. Effect of chromium and carbon contents on the sintering of WC-Fe-Ni-Co-Cr multicomponent alloys. Int. J. Refract. Metals Hard 2020, 92, 105317. [Google Scholar] [CrossRef]
- Najar, K.A.; Butt, M.M. RETRACTED: Development of a dual-layered diamond-coated WC–Co cutting tool for enhancing tool life in the dry machining of mild-steel alloy. Proc. Inst. Mech. Eng. A-J. Powder Part B J. Eng. Manuf. 2019, 233, 1515–1528. [Google Scholar] [CrossRef]
- Hasan, M.; Zhao, J.; Jia, F.; Wu, H.; Ahmad, F.; Huang, Z.Y. Optimisation of sintering parameters for bonding nanocrystalline cemented tungsten carbide powder and solid high strength steel. Compos. Interface 2021, 28, 477–492. [Google Scholar] [CrossRef]
- Yang, Q.M.; Yang, J.G.; Wei, S.U.; Chen, L.Y.; Chen, H.; Guo, S.D. Research Progress of Nano/Ultrafine WC-Co Cemented Carbides. Rare Metals Cem. Carbides 2020, 34, 15138–15144. (In Chinese) [Google Scholar]
- Cheniti, B.; Miroud, D.; Badji, R.; Hvizdoš, P.; Fides, M.; Csanádi, T.; Belkessa, B.; Tata, M. Microstructure and mechanical behavior of dissimilar AISI 304L/WC-Co cermet rotary friction welds. Mater. Sci. Eng. 2019, 758, 36–46. [Google Scholar] [CrossRef]
- Luo, R.; Xiong, H.W.; Chen, N.; Li, Z.Y. Effect of carbon content on microstructure and properties of WC-TiC-Co alloy. Mater. Sci. Eng. Powder Met. 2021, 25, 381–388. (In Chinese) [Google Scholar]
- Tang, Y.; Chen, L.; Yang, Q.; Zhong, Z.Q.; Xu, G.Z. Effect of a slight change in carbon content near the upper/lower limit on the microstructure and mechanical properties of WC-10Co cemented carbides. Int. J. Refract. Metals Hard 2021, 96, 105465. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Total C | Free C | Fe | V | Cr | W |
|---|---|---|---|---|---|
| 3.89 | 0.07 | 0.32 | <0.1 | <0.1 | 95.49 |
| Co | O | Ni | Cr | C | Mn |
|---|---|---|---|---|---|
| 97.24 | 2.71 | <0.01 | <0.01 | <0.02 | <0.01 |
| C | Ti | Ni | Mn |
|---|---|---|---|
| 19.48 | 80.50 | <0.01 | <0.01 |
| C | Ni | Mn | Cr | Si | Fe |
|---|---|---|---|---|---|
| 0.023 | 8.7 | 1.94 | 17.9 | 1.99 | Bal |
| No. | WC (wt%) | Co/TiC | Co (wt%) | TiC (wt%) |
|---|---|---|---|---|
| A1 | 50% | 1:1 | 25% | 25% |
| A2 | 60% | 1:1 | 20% | 20% |
| A3 | 70% | 1:1 | 15% | 15% |
| A4 | 80% | 1:1 | 10% | 10% |
| B1 | 50% | 3:2 | 30% | 20% |
| B2 | 60% | 3:2 | 24% | 16% |
| B3 | 70% | 3:2 | 18% | 12% |
| B4 | 80% | 3:2 | 12% | 8% |
| Point | C (wt%) | Ti (wt%) | Co (wt%) | W (wt%) | Fe (wt%) | Cr (wt%) |
|---|---|---|---|---|---|---|
| A | 9.12 | 0.12 | 1.47 | 89.23 | 0.03 | 0.03 |
| B | 3.33 | 0.30 | 84.39 | 11.58 | 0.30 | 0.10 |
| C | 17.90 | 82.10 | - | - | - | - |
| No. | WC (wt%) | Co/TiC | Co (wt%) | TiC (wt%) | Average Particle Size (μm) |
|---|---|---|---|---|---|
| A1 | 50% | 1:1 | 25% | 25% | 0.83 |
| A2 | 60% | 1:1 | 20% | 20% | 0.91 |
| A3 | 70% | 1:1 | 15% | 15% | 0.93 |
| A4 | 80% | 1:1 | 10% | 10% | 0.98 |
| No. | WC (wt%) | Co/TiC | Co (wt%) | TiC (wt%) | Average Particle Size (μm) |
|---|---|---|---|---|---|
| B1 | 50% | 3:2 | 30% | 20% | 0.87 |
| B2 | 60% | 3:2 | 24% | 16% | 0.92 |
| B3 | 70% | 3:2 | 18% | 12% | 0.90 |
| B4 | 80% | 3:2 | 12% | 8% | 0.94 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, R.; Zhang, H.; Wang, J.; Li, H.; Li, J.; Zhang, Z.; Zhu, Y.; Jiang, Z. Effect of WC Content on Microstructure and Element Diffusion of Nano WC-Co-TiC/304 Stainless Steel Composites for Micro Drill. Metals 2023, 13, 475. https://doi.org/10.3390/met13030475
Zhu R, Zhang H, Wang J, Li H, Li J, Zhang Z, Zhu Y, Jiang Z. Effect of WC Content on Microstructure and Element Diffusion of Nano WC-Co-TiC/304 Stainless Steel Composites for Micro Drill. Metals. 2023; 13(3):475. https://doi.org/10.3390/met13030475
Chicago/Turabian StyleZhu, Rui, Hongmei Zhang, Jianling Wang, Hongnan Li, Jinmeng Li, Zhisong Zhang, Yuchuan Zhu, and Zhengyi Jiang. 2023. "Effect of WC Content on Microstructure and Element Diffusion of Nano WC-Co-TiC/304 Stainless Steel Composites for Micro Drill" Metals 13, no. 3: 475. https://doi.org/10.3390/met13030475
APA StyleZhu, R., Zhang, H., Wang, J., Li, H., Li, J., Zhang, Z., Zhu, Y., & Jiang, Z. (2023). Effect of WC Content on Microstructure and Element Diffusion of Nano WC-Co-TiC/304 Stainless Steel Composites for Micro Drill. Metals, 13(3), 475. https://doi.org/10.3390/met13030475