
Recovery of Rare Earth Elements from Spent NdFeB Magnets: Metal Extraction by Molten Salt Electrolysis (Third Part)

 ,
, 
 and
and 
Abstract
:1. Introduction
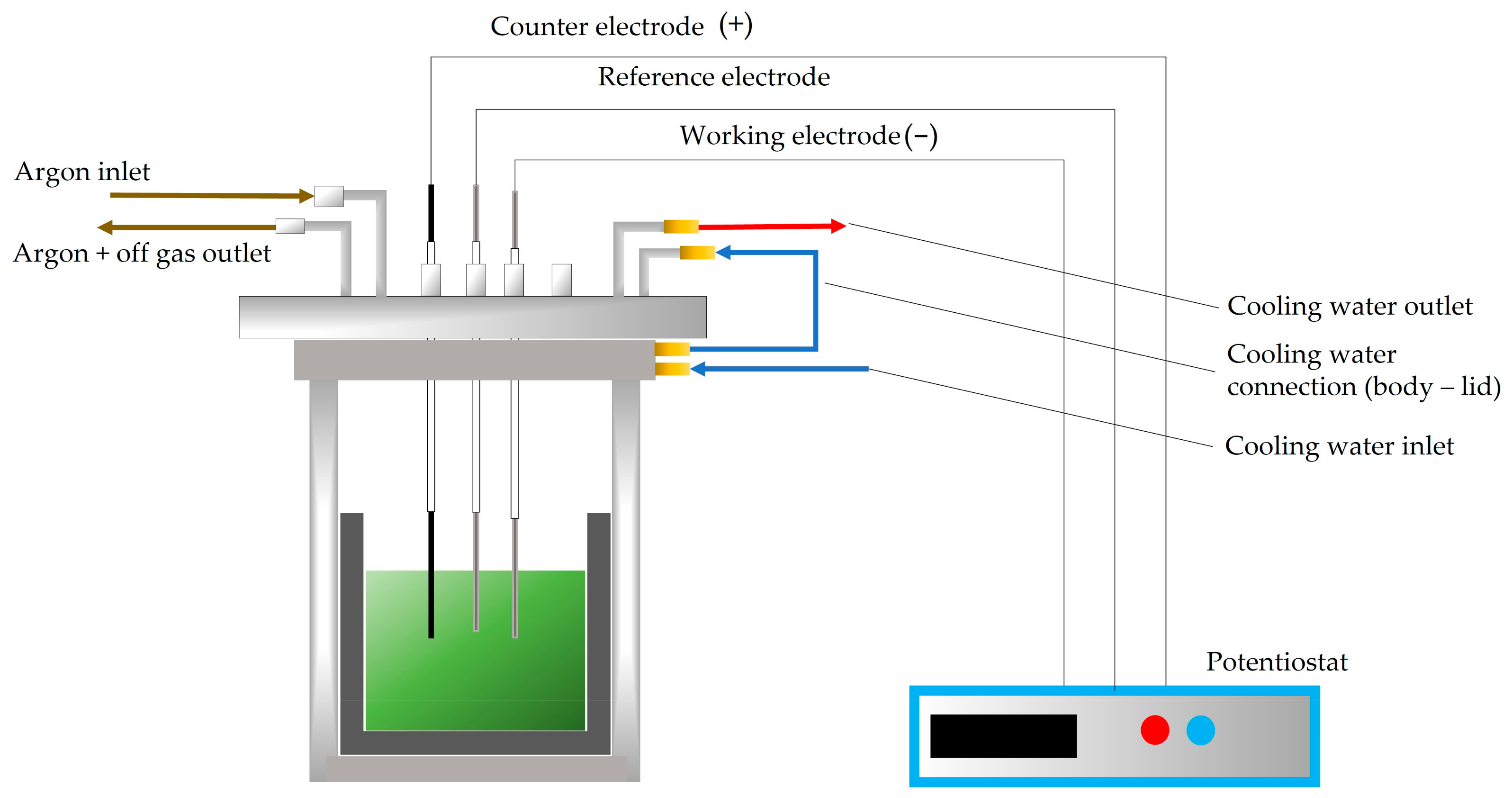
2. Materials and Method
3. Results and Discussion
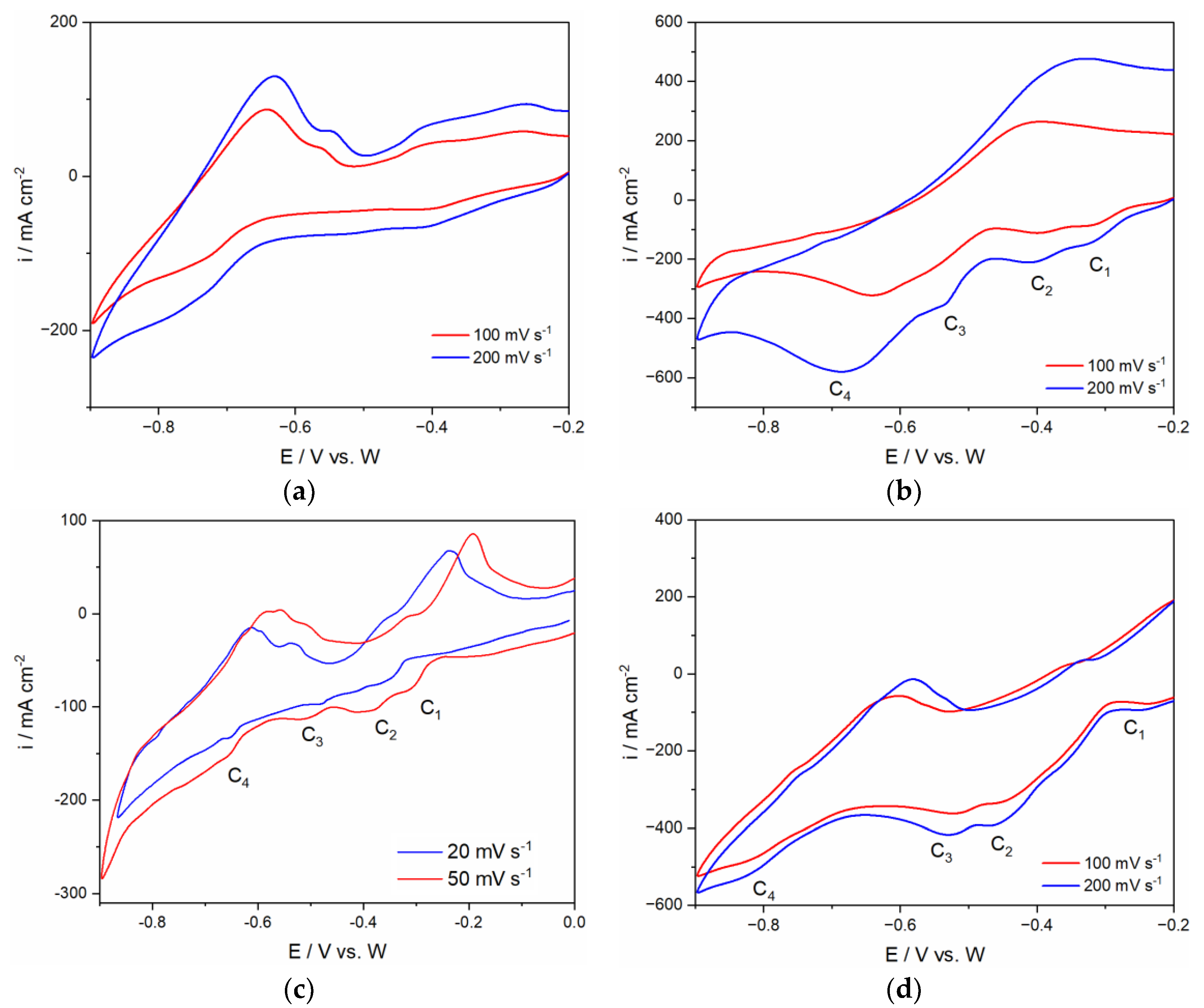
3.1. Cyclic Voltammetry
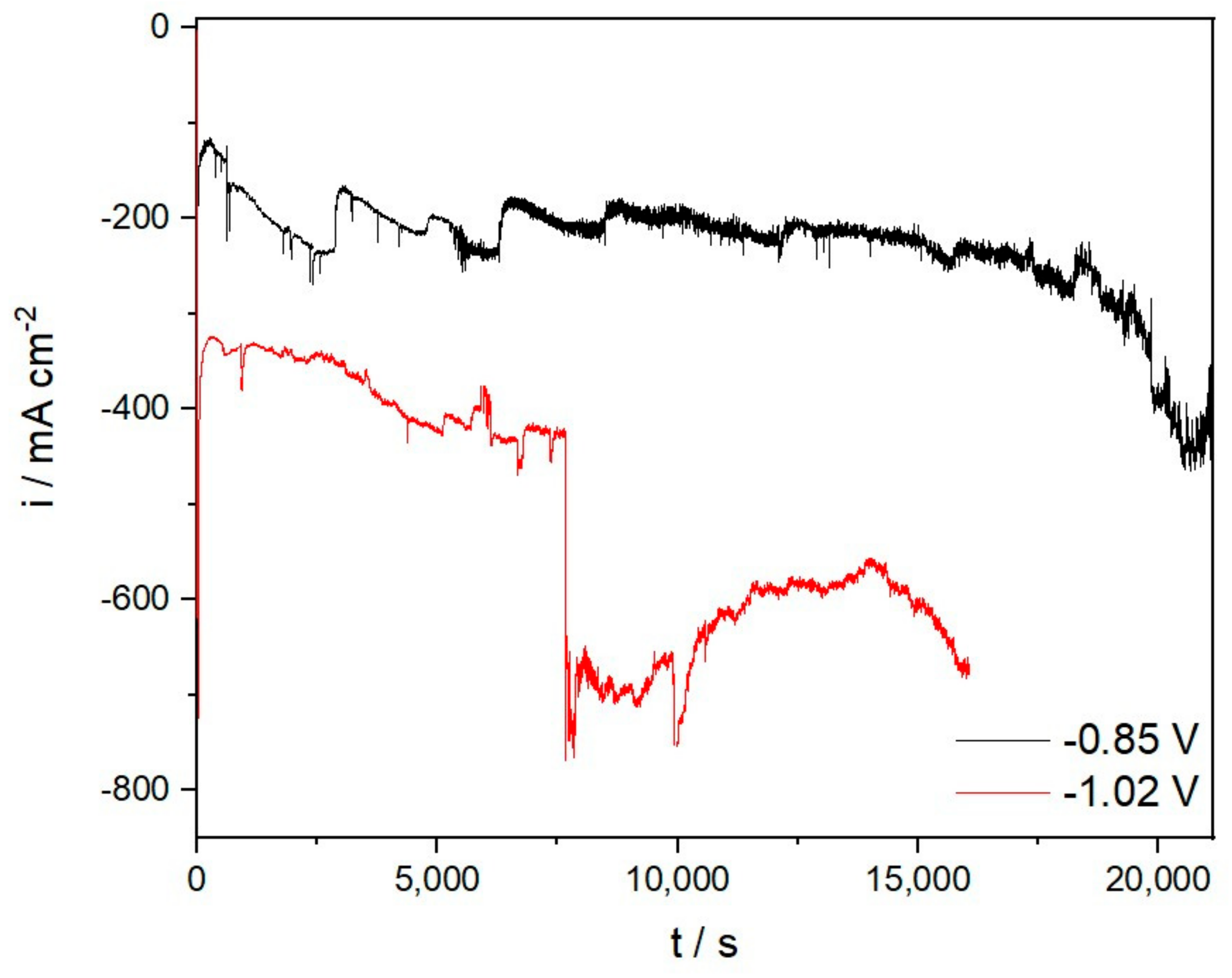
3.2. Potentiostatic Deposition (Chronoamperometry)
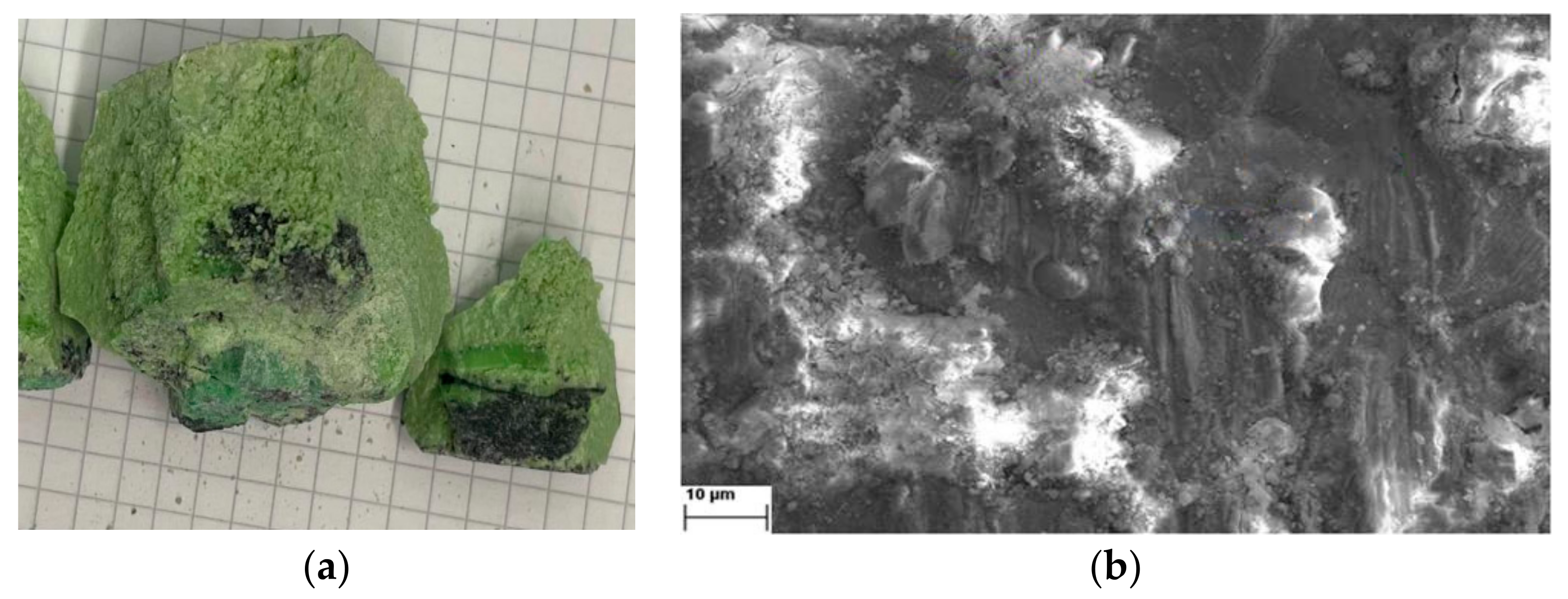
3.3. Post-Experimental Observations
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yang, Y.; Walton, A.; Sheridan, R.; Güth, K.; Gauß, R.; Gutfleisch, O.; Buchert, M.; Steenari, B.-M.; Van Gerven, T.; Jones, P.T.; et al. REE Recovery from End-of-Life NdFeB Permanent Magnet Scrap: A Critical Review. J. Sustain. Metall. 2017, 3, 122–149. [Google Scholar] [CrossRef]
- Yang, Y.; Lan, C.; Guo, L.; An, Z.; Zhao, Z.; Li, B. Recovery of rare-earth element from rare-earth permanent magnet waste by electro-refining in molten fluorides. Sep. Purif. Technol. 2020, 233, 116030. [Google Scholar] [CrossRef]
- Yasuda, K.; Kondo, K.; Kobayashi, S.; Nohira, T.; Hagiwara, R. Selective Formation of Rare-Earth–Nickel Alloys via Electrochemical Reactions in NaCl–KCl Molten Salt. J. Electrochem. Soc. 2016, 163, D140–D145. [Google Scholar] [CrossRef]
- Stopic, S.; Polat, B.; Chung, H.; Emil-Kaya, E.; Smiljanić, S.; Gürmen, S.; Friedrich, B. Recovery of Rare Earth Elements through Spent NdFeB Magnet Oxidation (First Part). Metals 2022, 12, 1464. [Google Scholar] [CrossRef]
- Vogel, H.; Flerus, B.; Stoffner, F.; Friedrich, B. Reducing Greenhouse Gas Emission from the Neodymium Oxide Electrolysis. Part I: Analysis of the Anodic Gas Formation. J. Sustain. Metall. 2017, 3, 99–107. [Google Scholar] [CrossRef]
- Stefanidaki, E.; Hasiotis, C.; Kontoyannis, C. Electrodeposition of neodymium from LiF-NdF3-Nd2O3 melts. Electrochim. Acta 2001, 46, 2665–2670. [Google Scholar] [CrossRef]
- Chung, H.; Stopic, S.; Emil-Kaya, E.; Gürmen, S.; Friedrich, B. Recovery of Rare Earth Elements from Spent NdFeB magnets: Separation of Iron through Reductive Smelting of the Oxidized Material (Second Part). Metals 2022, 12, 1615. [Google Scholar] [CrossRef]
- Gupta, C.K.; Krishnamurthy, N. Extractive metallurgy of rare earths. Int. Mater. Rev. 1992, 37, 197–248. [Google Scholar] [CrossRef]
- Fujita, Y.; McCall, S.K.; Ginosar, D. Recycling rare earths: Perspectives and recent advances. MRS Bull. 2022, 47, 283–288. [Google Scholar] [CrossRef]
- Binnemans, K.; Jones, P.T.; Blanpain, B.; Van Gerven, T.; Yang, Y.; Walton, A.; Buchert, M. Recycling of rare earths: A critical review. J. Clean. Prod. 2013, 51, 1–22. [Google Scholar] [CrossRef]
- Rademaker, J.H.; Kleijn, R.; Yang, Y. Recycling as a Strategy against Rare Earth Element Criticality: A Systemic Evaluation of the Potential Yield of NdFeB Magnet Recycling. Environ. Sci. Technol. 2013, 47, 10129–10136. [Google Scholar] [CrossRef]
- Rombach, E.; Friedrich, B. Recycling of Rare Metals. In Handbook of Recycling; Worrell, E., Reuter, M., Eds.; Elsevier: Waltham, MA, USA, 2014; pp. 125–150. [Google Scholar]
- Firdaus, M.; Rhamdhani, M.A.; Durandet, Y.; Rankin, W.J.; McGregor, K. Review of High-Temperature Recovery of Rare Earth (Nd/Dy) from Magnet Waste. J. Sustain. Metall. 2016, 2, 276–295. [Google Scholar] [CrossRef]
- Vogel, H.; Friedrich, B. Reducing Greenhouse Gas Emission from the Neodymium Oxide Electrolysis. Part II: Basics of a Process Control Avoiding PFC Emission. Int. J. Nonferrous Metall. 2017, 06, 27–46. [Google Scholar] [CrossRef]
- Milicevic, K.; Feldhaus, D.; Friedrich, B. Conditions and Mechanisms of Gas Emissions from Didymium Electrolysis and Its Process Control. In Light Metals 2018; Martin, O., Ed.; TMS 2018; The Minerals, Metals & Materials Series; Springer: Cham, Switzerland, 2018; pp. 1435–1441. ISBN 978-3-319-72283-2. [Google Scholar]
- Abbasalizadeh, A.; Malfliet, A.; Seetharaman, S.; Sietsma, J.; Yang, Y. Electrochemical Recovery of Rare Earth Elements from Magnets: Conversion of Rare Earth Based Metals into Rare Earth Fluorides in Molten Salts. Mater. Trans. 2017, 58, 400–405. [Google Scholar] [CrossRef]
- Cvetković, V.S.; Vukićević, N.M.; Feldhaus, D.; Barudžija, T.S.; Stevanović, J.; Friedrich, B.; Jovićević, J.N. Study of Nd Deposition onto W and Mo Cathodes from Molten Oxide-Fluoride Electrolyte. Int. J. Electrochem. Sci. 2020, 15, 7039–7052. [Google Scholar] [CrossRef]
- Cvetković, V.S.; Feldhaus, D.; Vukićević, N.M.; Barudžija, T.S.; Friedrich, B.; Jovićević, J.N. Investigation on the electrochemical behaviour and deposition mechanism of neodymium in NdF3–LiF–Nd2O3 melt on Mo electrode. Metals 2020, 10, 576. [Google Scholar] [CrossRef]
- Cvetković, V.S.; Feldhaus, D.; Vukićević, N.M.; Milicevic-Neumann, K.; Barudžija, T.S.; Friedrich, B.; Jovićević, J.N. Influence of Rare Earth Oxide Concentration on Electrochemical Co-Deposition of Nd and Pr from NdF3-PrF3-LiF Based Melts. Metals 2022, 12, 1204. [Google Scholar] [CrossRef]
- Cvetković, V.S.; Feldhaus, D.; Vukićević, N.M.; Barudžija, T.S.; Friedrich, B.; Jovićević, J.N. Electrochemical Study of Nd and Pr Co-Deposition onto Mo and W from Molten Oxyfluorides. Metals 2021, 11, 1494. [Google Scholar] [CrossRef]
- Cvetković, V.S.; Feldhaus, D.; Vukićević, N.; Nikolić, N.D.; Friedrich, B.; Jovićević, J.N. Electrodeposition of Nd and Pr onto W from fluoride based melts. In Proceedings of the Meeting Point of the Science and Practice in the Fields of Corrosion, Materials and Environmental Protection, XXII YuCorr International Conference, Tara, Serbia, 13–16 September 2021; Miroslav Pavlović, M., Pantović Pavlović, M.P., Eds.; Serbian Society of Corrosion and Materials Protection UISKOZAM: Belgrade, Serbia, 2021; pp. 157–160. [Google Scholar]
- Martinez, A.M.; Kjos, O.; Skybakmoen, E.; Solheim, A.; Haarberg, G.M. Extraction of Rare Earth Metals from Nd-based Scrap by Electrolysis from Molten Salts. ECS Trans. 2012, 50, 453–461. [Google Scholar] [CrossRef]
- Senanu, S.; Ratvik, A.; Gudbrandsen, H.; Martinez, A.; Støre, A.; Gebarowski, W. Dissolution and Online Monitoring of Nd and Pr Oxides in NdF3–PrF3–LiF Electrolytes. Metals 2021, 11, 326. [Google Scholar] [CrossRef]
- Zuo, Z.; Liu, Y.; Yang, X.; Liu, F. PrF3-NdF3-DyF3-LiF electrolyte system for preparation of Pr-Nd-Dy alloy by electrolysis. J. Rare Earths 2021, in press. [Google Scholar] [CrossRef]
- Sarfo, P.; Das, A.; Young, C. Extraction and optimization of neodymium from molten fluoride electrolysis. Sep. Purif. Technol. 2021, 256, 117770. [Google Scholar] [CrossRef]
- Ciumag, M.; Gibilaro, M.; Massot, L.; Laucournet, R.; Chamelot, P. Neodymium electrowinning into copper-neodymium alloys by mixed oxide reduction in molten fluoride media. J. Fluor. Chem. 2016, 184, 1–7. [Google Scholar] [CrossRef]
- Kwon, S.; Ryu, H.-Y.; Cho, S.-H.; Lee, J.-H. Effect of the electrolyte composition on the electrochemical behavior of Nd fluoride complex in a LiF-NdF3-Nd2O3 molten salt. J. Electroanal. Chem. 2020, 879, 114751. [Google Scholar] [CrossRef]
- Yin, T.; Xue, Y.; Yan, Y.; Ma, Z.; Ma, F.; Zhang, M.; Wang, G.; Qiu, M. Recovery and separation of rare earth elements by molten salt electrolysis. Int. J. Miner. Metall. Mater. 2021, 28, 899–914. [Google Scholar] [CrossRef]
- Shen, D.; Akolkar, R. Electrodeposition of Neodymium from NdCl3-Containing Eutectic LiCl–KCl Melts Investigated Using Voltammetry and Diffusion-Reaction Modeling. J. Electrochem. Soc. 2017, 164, H5292–H5298. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Nd | Pr | Dy | Fe | B | Al |
|---|---|---|---|---|---|---|
| Weight (%) | 33.2 | 10.20 | 0.31 | 2.42 | 1.93 | 1.04 |
| Phase | Weight in % | Phase | Weight in % |
|---|---|---|---|
| NdBO3 | 23.07 | FeB2 | 5.57 |
| Fe3B | 11.03 | Dy2O3 | 4.25 |
| Fe | 8.73 | Nd3Fe5O12 | 3.83 |
| C | 8.4 | Nd2O2 | 2.74 |
| B2O | 8.1 | NdO2 | 2.57 |
| FeBO3 | 6.98 | Pr5O9 | 1.14 |
| Nd2O3 | 6.18 | Pr2O3 | 1.08 |
| DyFeO3 | 5.62 | PrNdO2 | 0.75 |
| Trials Code | Weight Percentage (wt.%) | MRDO Content |
|---|---|---|
| E-1 | 83.33—NdF3 16.67—LiF | 4 wt.% |
| E-2 | 61.10—NdF3 26.30—PrF3 12.60—LiF | 3 wt.% |
| E-3 | 61.10—NdF3 26.30—PrF3 12.60—LiF | 4 wt.% |
| E-4 | 61.10—NdF3 26.30—PrF3 12.60—LiF | 6 wt.% |
| Current Study | Literature Reference [20] | |
|---|---|---|
C1 ≈ −0.32 V, C2 ≈ −0.40 V, C3 ≈ −0.52 V, C4 ≈ −0.70 V | 1 wt.% Pr6O11 + 1 wt.% Nd2O3 | 2 wt.% Pr6O11 + 2 wt.% Nd2O3 |
| - | - | |
| −0.400 V (Nd3+ → Nd2+) | −0.400 V (Nd3+ → Nd2+) | |
| −0.525 V (Nd2+ →Nd0) | −0.550 V (Nd2+ →Nd0) | |
| −0.650 V (Pr3+→ Pr0) | −0.800 V (Pr3+→ Pr0) | |
| Elements | Nd | Pr | Dy | Fe | B | Al |
|---|---|---|---|---|---|---|
| Weight (%) | 72.77 | 23.919 | 0.596 | 0.567 | 0.775 | 1.372 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chung, H.; Prasakti, L.; Stopic, S.R.; Feldhaus, D.; Cvetković, V.S.; Friedrich, B. Recovery of Rare Earth Elements from Spent NdFeB Magnets: Metal Extraction by Molten Salt Electrolysis (Third Part). Metals 2023, 13, 559. https://doi.org/10.3390/met13030559
Chung H, Prasakti L, Stopic SR, Feldhaus D, Cvetković VS, Friedrich B. Recovery of Rare Earth Elements from Spent NdFeB Magnets: Metal Extraction by Molten Salt Electrolysis (Third Part). Metals. 2023; 13(3):559. https://doi.org/10.3390/met13030559
Chicago/Turabian StyleChung, Hanwen, Laras Prasakti, Srecko R. Stopic, Dominic Feldhaus, Vesna S. Cvetković, and Bernd Friedrich. 2023. "Recovery of Rare Earth Elements from Spent NdFeB Magnets: Metal Extraction by Molten Salt Electrolysis (Third Part)" Metals 13, no. 3: 559. https://doi.org/10.3390/met13030559
APA StyleChung, H., Prasakti, L., Stopic, S. R., Feldhaus, D., Cvetković, V. S., & Friedrich, B. (2023). Recovery of Rare Earth Elements from Spent NdFeB Magnets: Metal Extraction by Molten Salt Electrolysis (Third Part). Metals, 13(3), 559. https://doi.org/10.3390/met13030559