
In-Situ Observation of Steel/Slag/Inclusion Interaction by Means of High-Temperature Confocal Scanning Laser Microscopy



Abstract
:1. Introduction
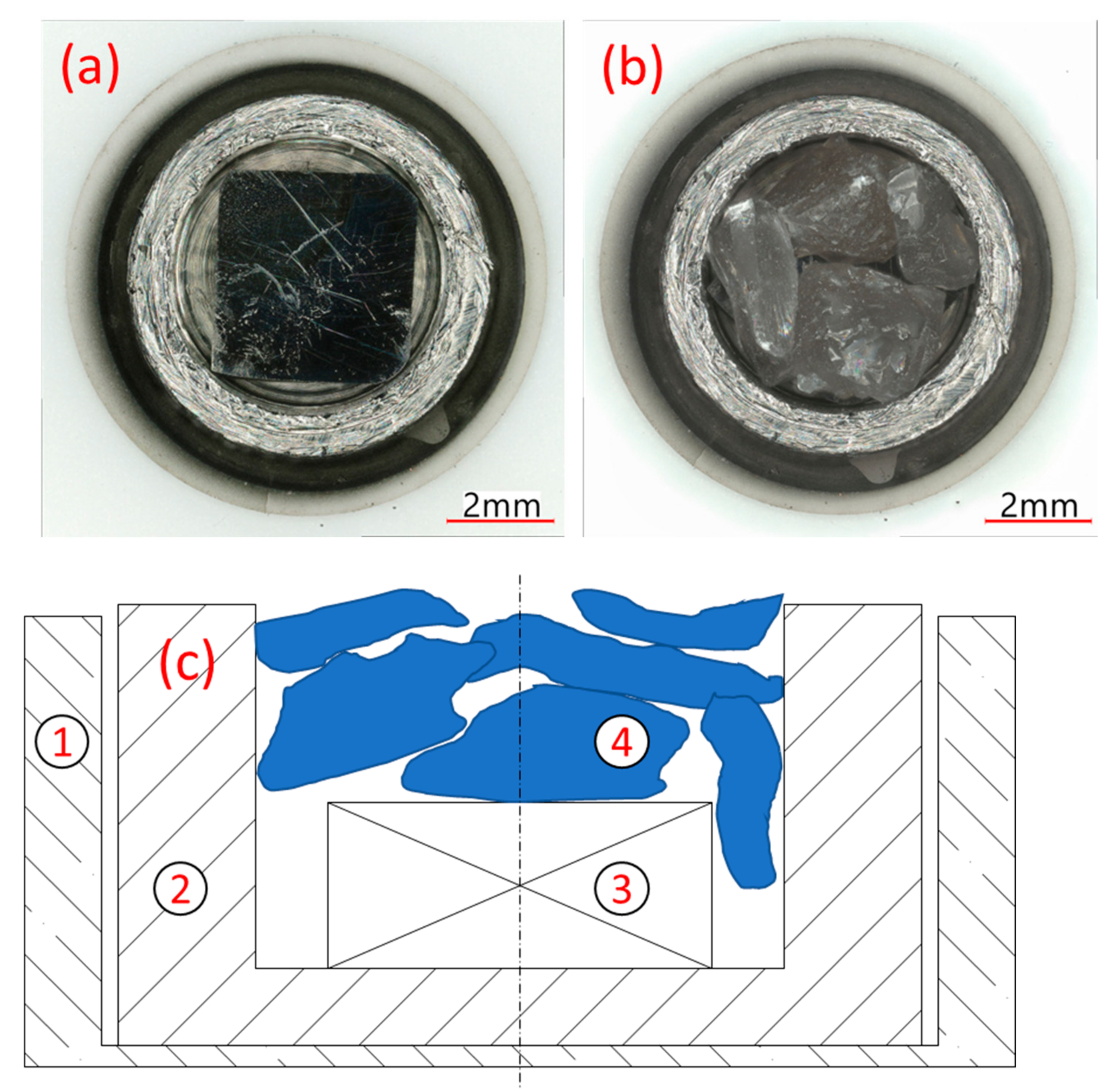
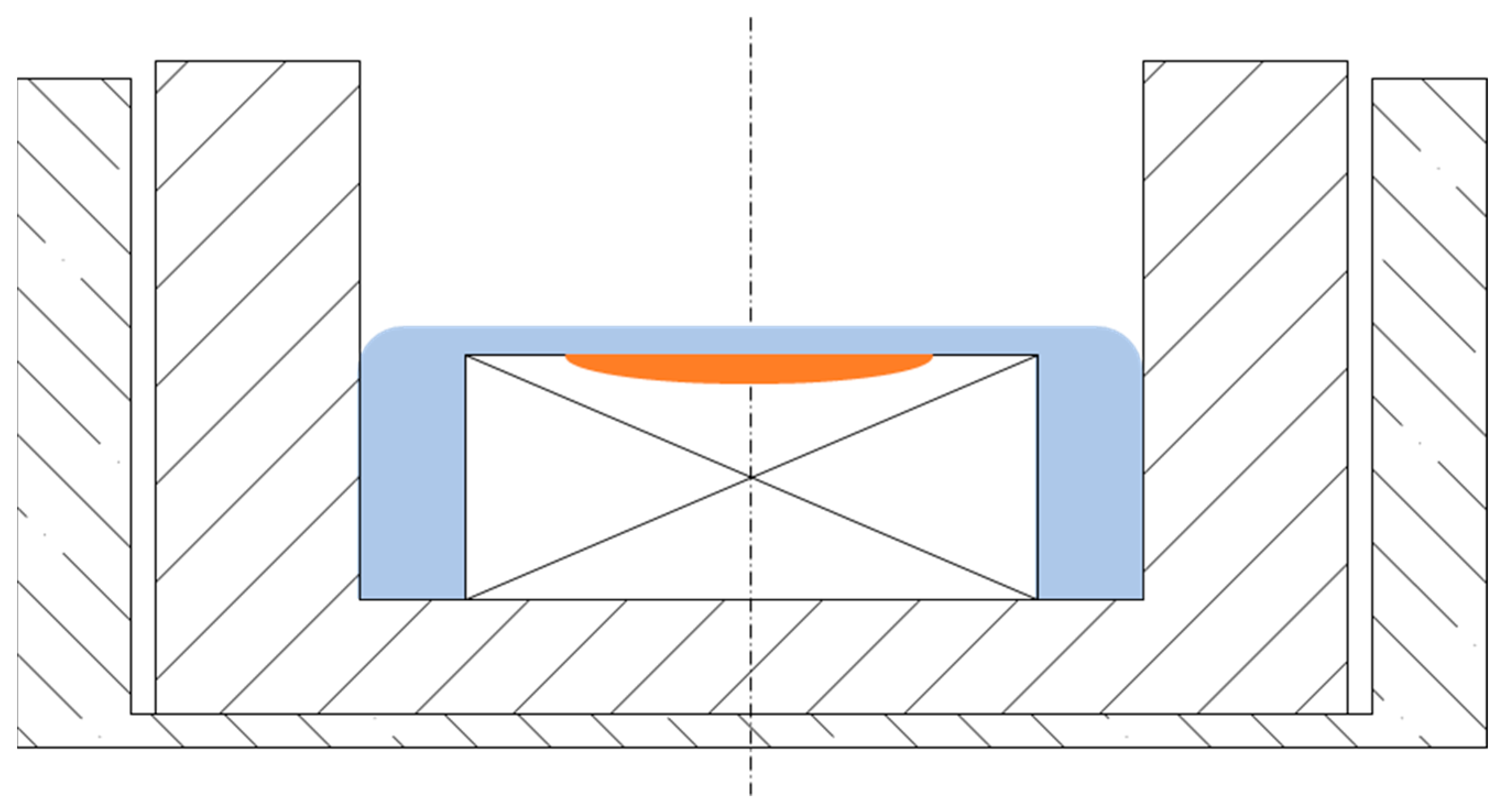
2. Materials and Methods
3. Results
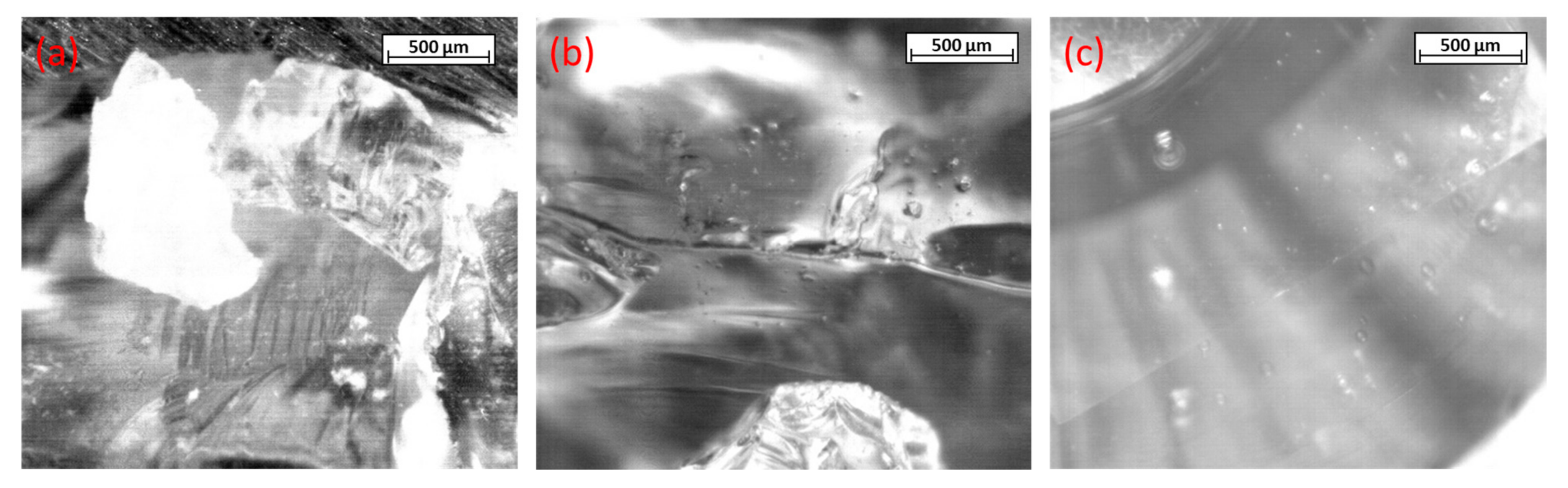
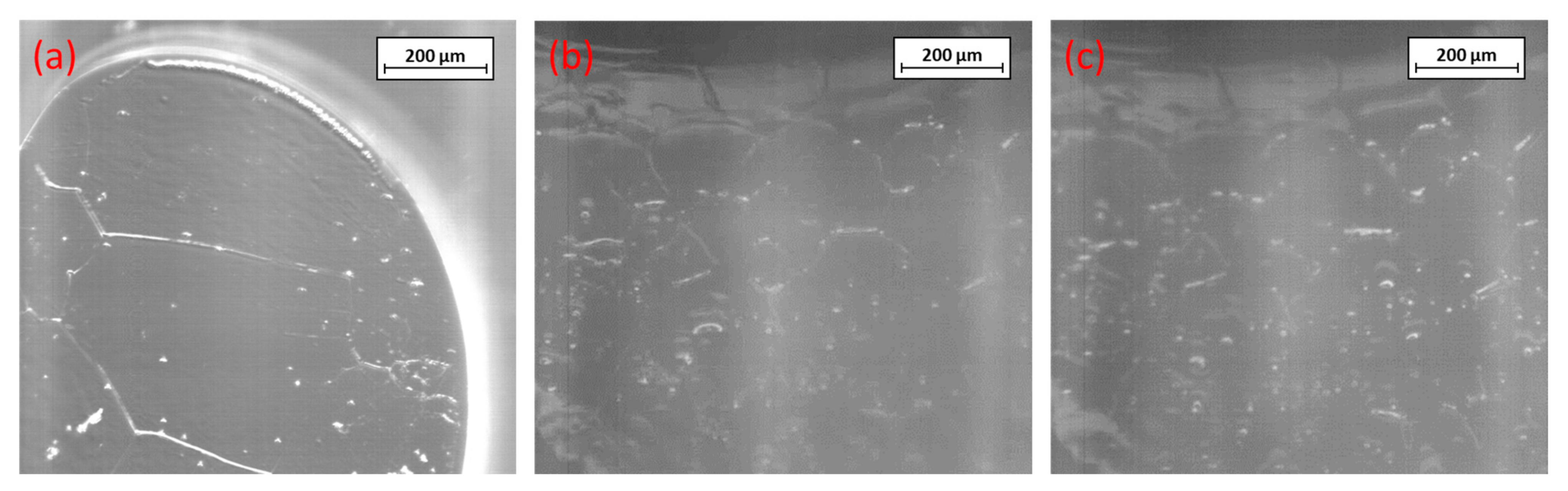
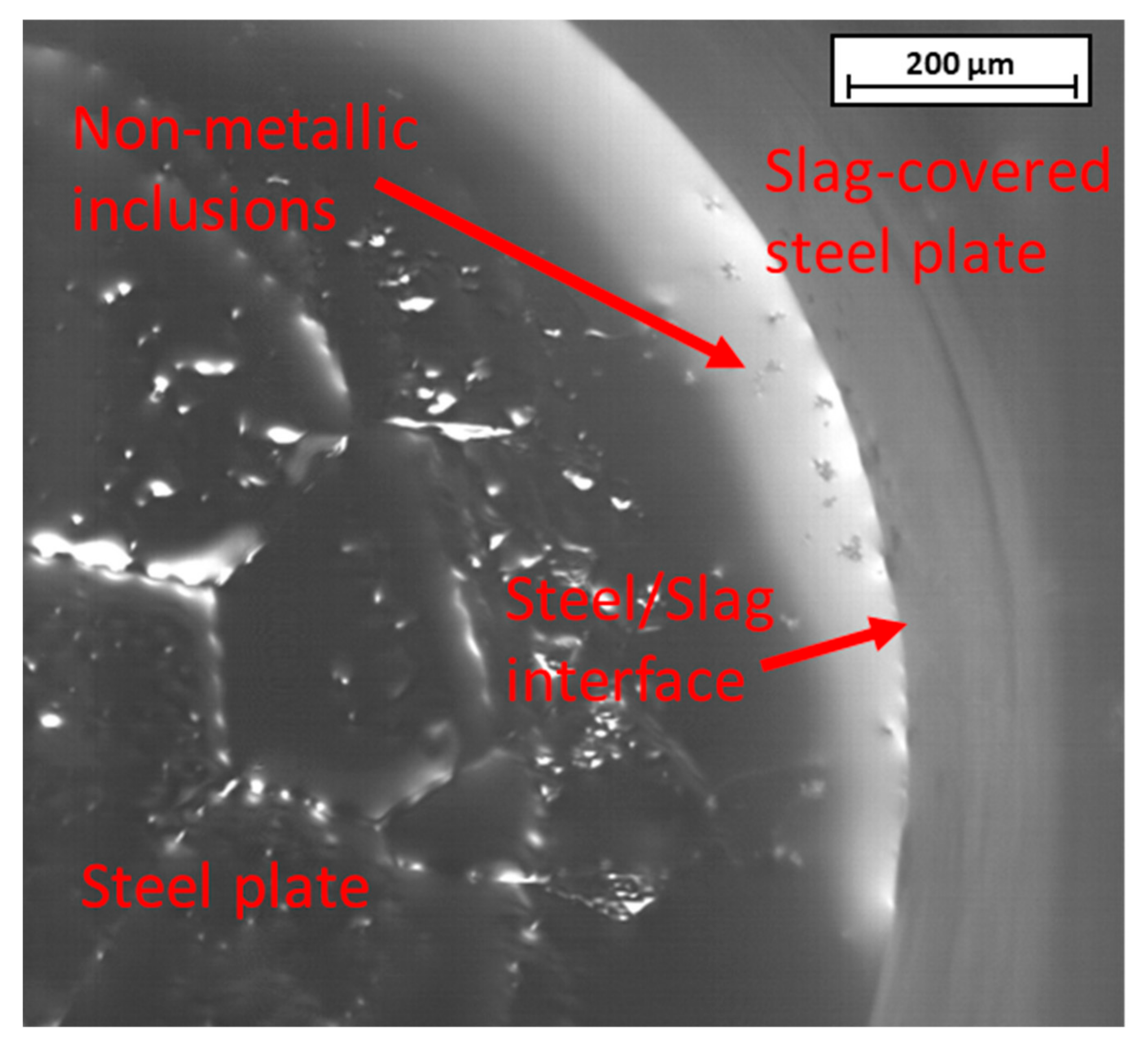
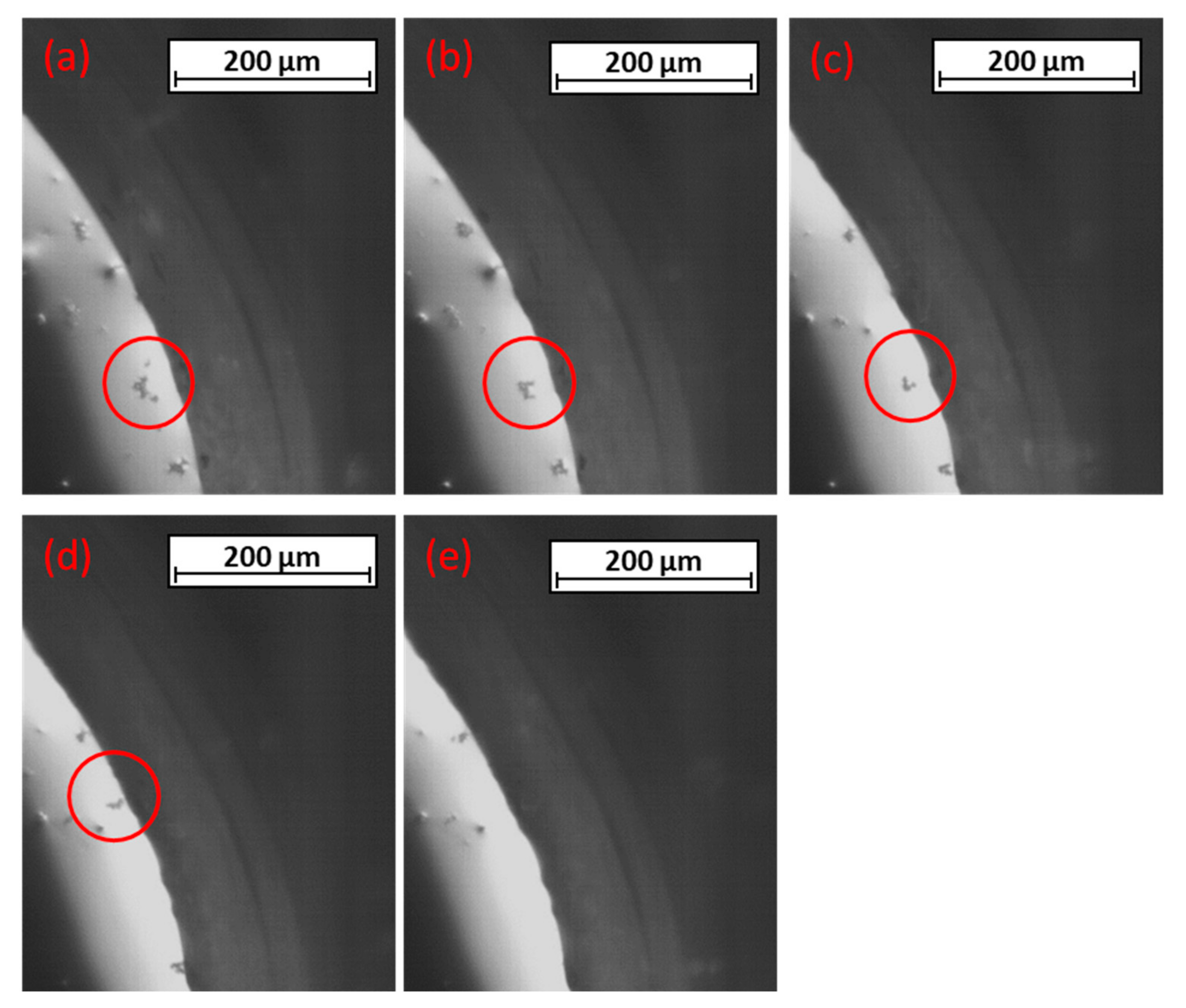
3.1. Observability of Inclusions
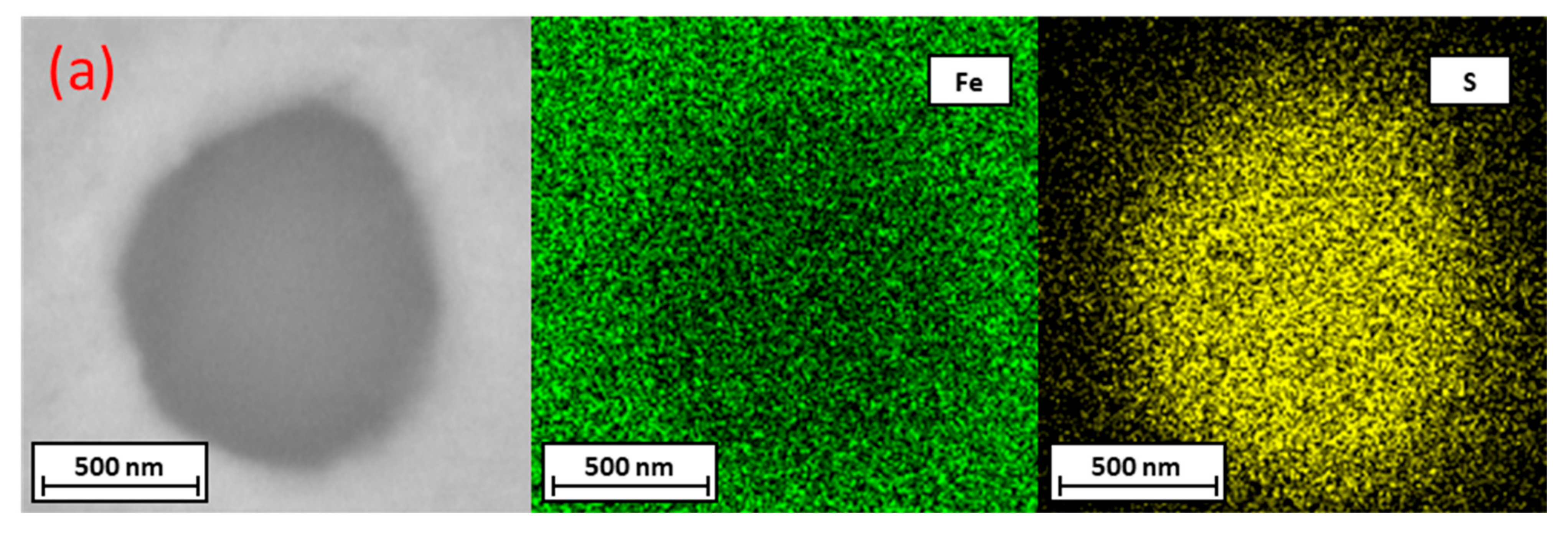
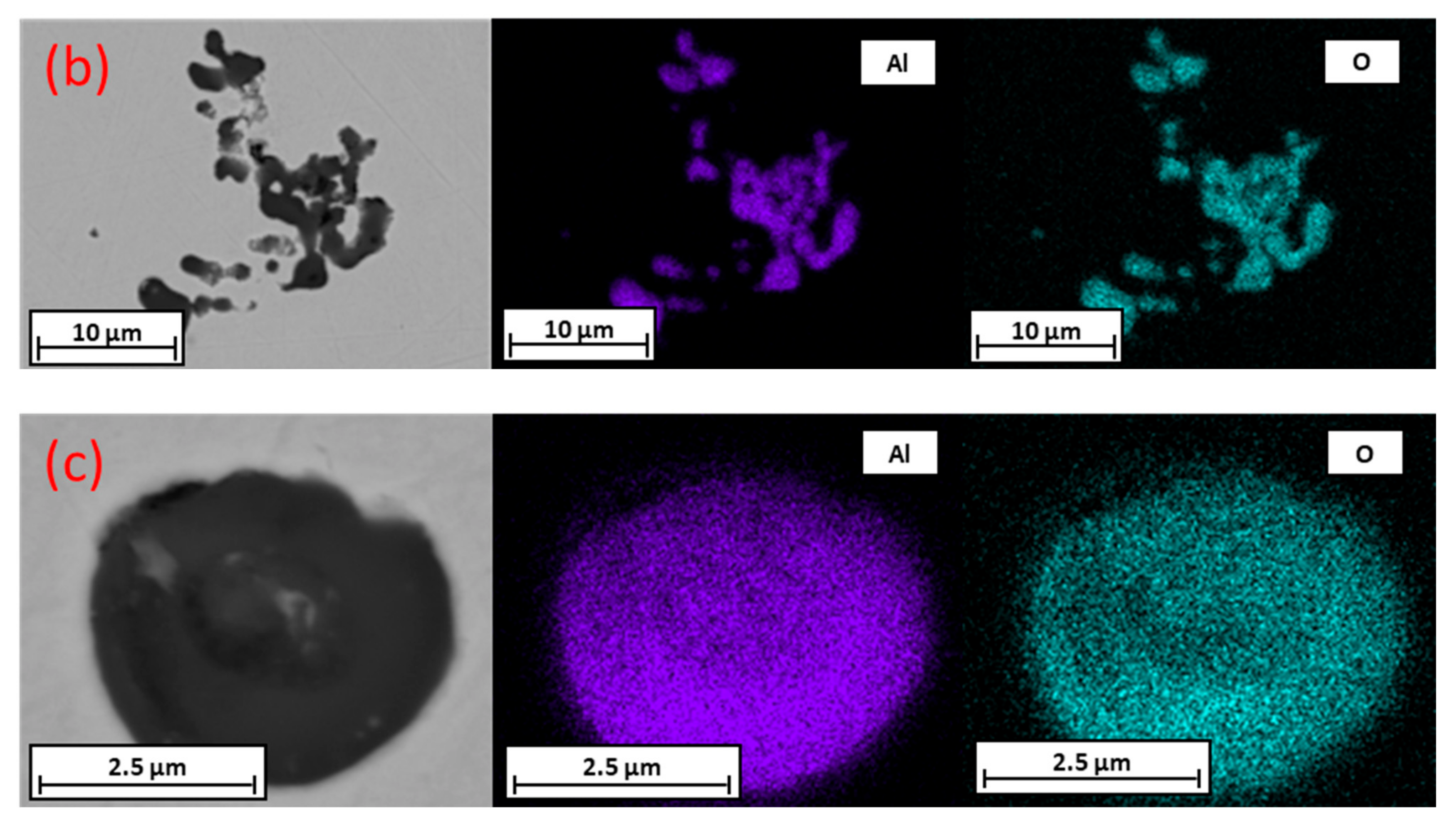
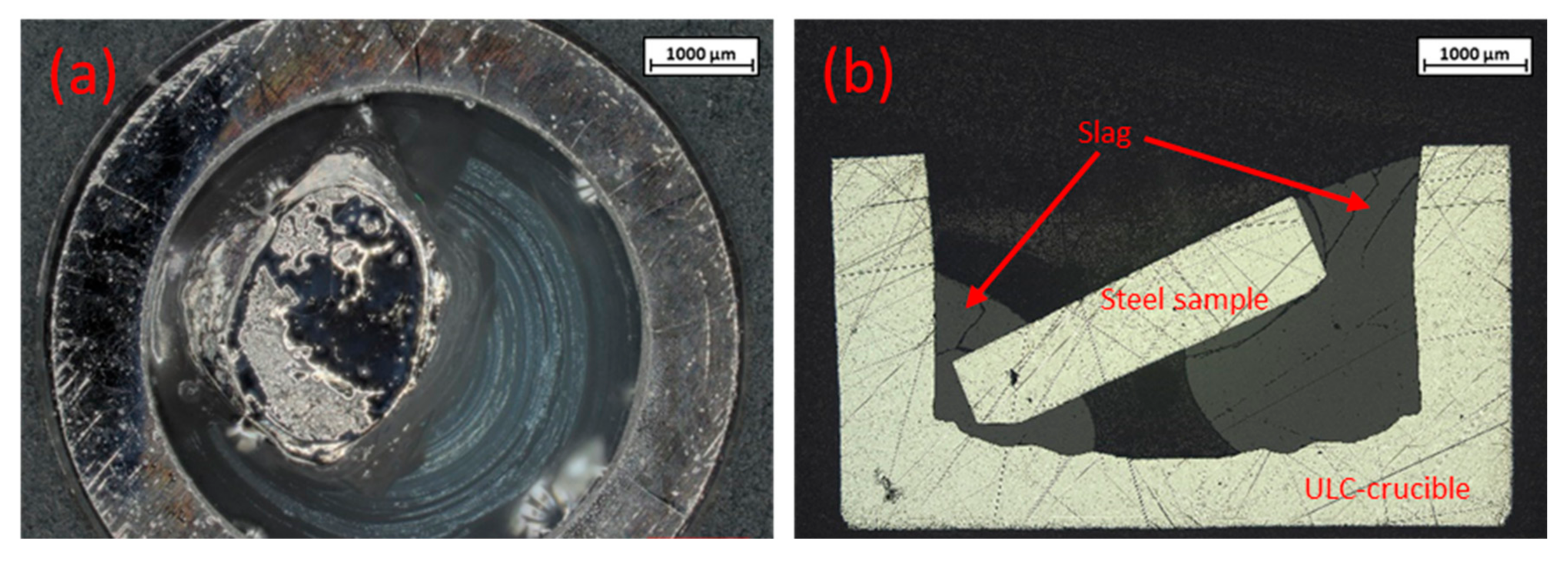
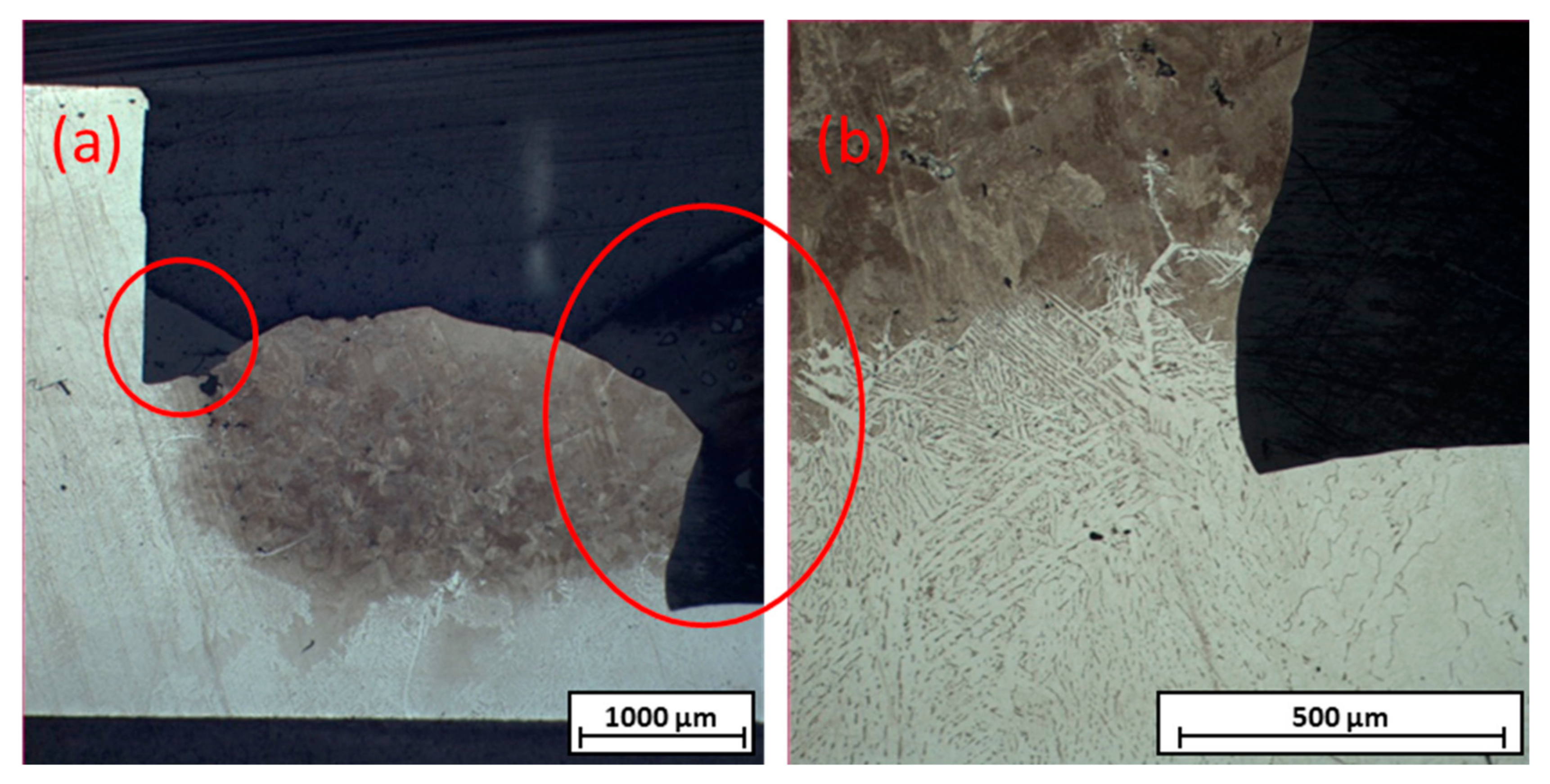
3.2. Metallographic Investigations
4. Discussion and Outlook
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Mills, K.C. The Effect of Interfacial Phenomena on Materials Processing. In Interfacial Phenomena and the Marangoni Effect; Velarde, M.G., Sayir, M., Schneider, W., Schrefler, B., Bianchi, G., Tasso, C., Zeytounian, R.K., Velarde, M.G., Eds.; Springer: Wien, Austria, 2002; pp. 225–283. ISBN 978-3-211-83696-5. [Google Scholar]
- Jakobsson, A.; Du, S.; Seetharaman, S.; Viswanathan, N.N. Interfacial phenomena in some slag-metal reactions. Met. Mater. Trans. 2000, 31, 973–980. [Google Scholar] [CrossRef]
- Stolte, G. Secondary Metallurgy: Fundamentals, Processes, Applications; Unveränd. Nachdr; Verl. Stahleisen: Düsseldorf, Germany, 2007; ISBN 9783514006485. [Google Scholar]
- Ray, A.; Paul, S.; Jha, S. Effect of Inclusions and Microstructural Characteristics on the Mechanical Properties and Fracture Behavior of a High-Strength Low-Alloy Steel. JMEP 1995, 4, 679–688. [Google Scholar] [CrossRef]
- Zhang, L.; Thomas, B. Inclusions in continuous casting. XXIV Natl. Steelmak. Symp. 2003, 26–28, 138–183. [Google Scholar]
- Juvonen, P. Effects of Non-Metallic Inclusions on Fatigue Properties of Calcium Treated Steels; Helsinki University of Technology: Espoo, Finland, 2004; ISBN 9512274221. [Google Scholar]
- Byrne, M.; Fenicle, T.W.; Cramb, A.W. The Sources of exogenous Inclusions in Continuous Cast, Aluminium-Killed Steel. ISS Trans. 1989, 10, 51. [Google Scholar]
- Wang, Y.; Karasev, A.; Park, J.H.; Jönsson, P.G. Non-metallic Inclusions in Different Ferroalloys and Their Effect on the Steel Quality: A Review. Met. Mater. Trans. B 2021, 52, 2892–2925. [Google Scholar] [CrossRef]
- Michelic, S.; Bernhard, C.; Hartl, M. Thermodynamic and Experimental Study on the Modification of Non-Metallic Inclusions through Contact with CaO−Al₂O₃−MgO Slags. In Proceedings of the AISTech Proceedings, Indianapolis, IN, USA, 2–5 May 2011; Michelic, S.K., Hartl, M., Bernhard, C., Eds.; AIST—Association for Iron & Steel Technology: Indianapolis, IN, USA, 2011. [Google Scholar]
- Reis, B.H.; Bielefeldt, W.V.; Vilela, A.C.F. Absorption of non-metallic inclusions by steelmaking slags—A review. J. Mater. Res. Technol. 2014, 3, 179–185. [Google Scholar] [CrossRef] [Green Version]
- Liu, C.; Gao, X.; Ueda, S.; Guo, M.; Kitamura, S. Composition Changes of Inclusions by Reaction with Slag and Refractory: A Review. ISIJ Int. 2020, 60, 1835–1848. [Google Scholar] [CrossRef]
- Zhang, X.; Pirker, S.; Saeedipour, M. Numerical investigation of particle motion at the steel—Slag interface in continuous casting using VOF method and dynamic overset grids. Exp. Comput. Multiph. Flow 2023, 5, 178–191. [Google Scholar] [CrossRef]
- Liu, W.; Yang, S.; Li, J.; Wang, F.; Yang, H. Numerical model of inclusion separation from liquid metal with consideration of dissolution in slag. J. Iron Steel Res. Int. 2019, 26, 1147–1153. [Google Scholar] [CrossRef]
- Khorasani, M.; Gibson, I.; Ghasemi, A.H.; Hadavi, E.; Rolfe, B. Laser subtractive and laser powder bed fusion of metals: Review of process and production features. RPJ, 2023; ahead-of-print. [Google Scholar] [CrossRef]
- Presoly, P.; Pierer, R.; Bernhard, C. Identification of Defect Prone Peritectic Steel Grades by Analyzing High-Temperature Phase Transformations. Metall. Mater. Trans. A 2013, 44, 5377–5388. [Google Scholar] [CrossRef]
- Fuchs, N.; Krajweski, P.; Bernhard, C. In-situ Observation of Austenite Grain Growth in Plain Carbon Steels by Means of High-Temperature Laser Scanning Confocal Microscopy. Berg Und Hüttenmännische Mon. 2015, 160, 214–220. [Google Scholar] [CrossRef]
- Hu, H.; Xu, G.; Nabeel, M.; Dogan, N.; Zurob, H.S. In Situ Study on Interrupted Growth Behavior and Crystallography of Bainite. Metall. Mater. Trans. A 2021, 52, 817–825. [Google Scholar] [CrossRef]
- Tian, J.; Xu, G.; Jiang, Z.; Hu, H.; Yuan, Q.; Wan, X. In-Situ Observation of Martensitic Transformation in a Fe–C–Mn–Si Bainitic Steel During Austempering. Met. Mater. Int. 2020, 26, 961–972. [Google Scholar] [CrossRef]
- Mu, W.; Dogan, N.; Coley, K.S. In Situ Observations of Agglomeration of Non-metallic Inclusions at Steel/Ar and Steel/Slag Interfaces by High-Temperature Confocal Laser Scanning Microscope: A Review. JOM 2018, 70, 1199–1209. [Google Scholar] [CrossRef]
- Wikström, J.; Nakajima, K.; Shibata, H.; Tilliander, A.; Jönsson, P. In situ studies of agglomeration between Al2O3–CaO inclusions at metal/gas, metal/slag interfaces and in slag. Ironmak. Steelmak. 2008, 35, 589–599. [Google Scholar] [CrossRef]
- Coletti, B.; Vantilt, S.; Blanpain, B.; Sridhar, S. Observation of Calcium Aluminate Inclusions at Interfaces between Ca-Treated, Al-Killed Steels and Slags. Metall. Mater. Trans. B 2003, 34, 533–538. [Google Scholar] [CrossRef]
- Feichtinger, S.; Michelic, S.K.; Kang, Y.-B.; Bernhard, C. In-situ observation of the dissolution of SiO₂ particles in CaO−Al₂O₃−SiO₂ slags and mathematical analysis of its dissolution pattern. J. Am. Ceram. Soc. 2014, 97, 316–325. [Google Scholar] [CrossRef]
- Harmuth, H. Evaluation of CLSM measurements for dissolution studies—A case study investigating alumina dissolution in a silicate slag. Ceram. Int. 2022, 48, 28174–28180. [Google Scholar] [CrossRef]
- Preisser, N.; Cejka, J.; Babu, S.R.; Klösch, G.; Michelic, S.K. Dissolution of Al2O3, MgO∙Al2O3 and SiO2 in alkali oxide containing secondary metallurgical slags. In Proceedings of the Liquid Metal Processing & Casting Conference 2022, Philadelphia, PA, USA, 18–21 September 2022; pp. 87–96, ISBN 0-87339-772-X/978-0-87339-772-8. [Google Scholar]
- Sharma, M.; Mu, W.; Dogan, N. In Situ Observation of Dissolution of Oxide Inclusions in Steelmaking Slags. JOM 2018, 70, 1220–1224. [Google Scholar] [CrossRef]
- Monaghan, B.J.; Chen, L. Dissolution behavior of alumina micro-particles in CaO-SiO2-Al2O3 liquid oxide. J. Non-Cryst. Solids 2004, 347, 254–261. [Google Scholar] [CrossRef]
- Thiele, K.; Presoly, P.; Ernst, D.; Babu, S.R.; Michelic, S.K. Evaluation of different alloying concepts to trace non-metallic inclusions by adding rare earths on a laboratory scale. Ironmak. Steelmak. 2022, 1–10. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Species wt.% | SiO2 | CaO | Al2O3 | Li2O | Na2O |
|---|---|---|---|---|---|
| Li-slag | 47.2 | 41.8 | 4.8 | 6.2 | - |
| Na-slag | 45.6 | 39.1 | 6.3 | - | 6.0 |
| Species wt.% | C | Si | Al | S | Fe |
|---|---|---|---|---|---|
| Steel plate | 0.5 | 1.1 | 0.4 | 0.0034 | bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cejka, J.; Michelic, S.K. In-Situ Observation of Steel/Slag/Inclusion Interaction by Means of High-Temperature Confocal Scanning Laser Microscopy. Metals 2023, 13, 686. https://doi.org/10.3390/met13040686
Cejka J, Michelic SK. In-Situ Observation of Steel/Slag/Inclusion Interaction by Means of High-Temperature Confocal Scanning Laser Microscopy. Metals. 2023; 13(4):686. https://doi.org/10.3390/met13040686
Chicago/Turabian StyleCejka, Julian, and Susanne Katharina Michelic. 2023. "In-Situ Observation of Steel/Slag/Inclusion Interaction by Means of High-Temperature Confocal Scanning Laser Microscopy" Metals 13, no. 4: 686. https://doi.org/10.3390/met13040686
APA StyleCejka, J., & Michelic, S. K. (2023). In-Situ Observation of Steel/Slag/Inclusion Interaction by Means of High-Temperature Confocal Scanning Laser Microscopy. Metals, 13(4), 686. https://doi.org/10.3390/met13040686