
Parameters Optimization of Electrical Discharge Machining Process Using Swarm Intelligence: A Review


Abstract
:1. Introduction
2. Principal of Swarm Intelligence
2.1. ACO
2.2. PSO
2.3. GA
2.4. ABC
2.5. GSO
2.6. CSA
2.7. DEA
2.8. Others
3. Sinker-EDM
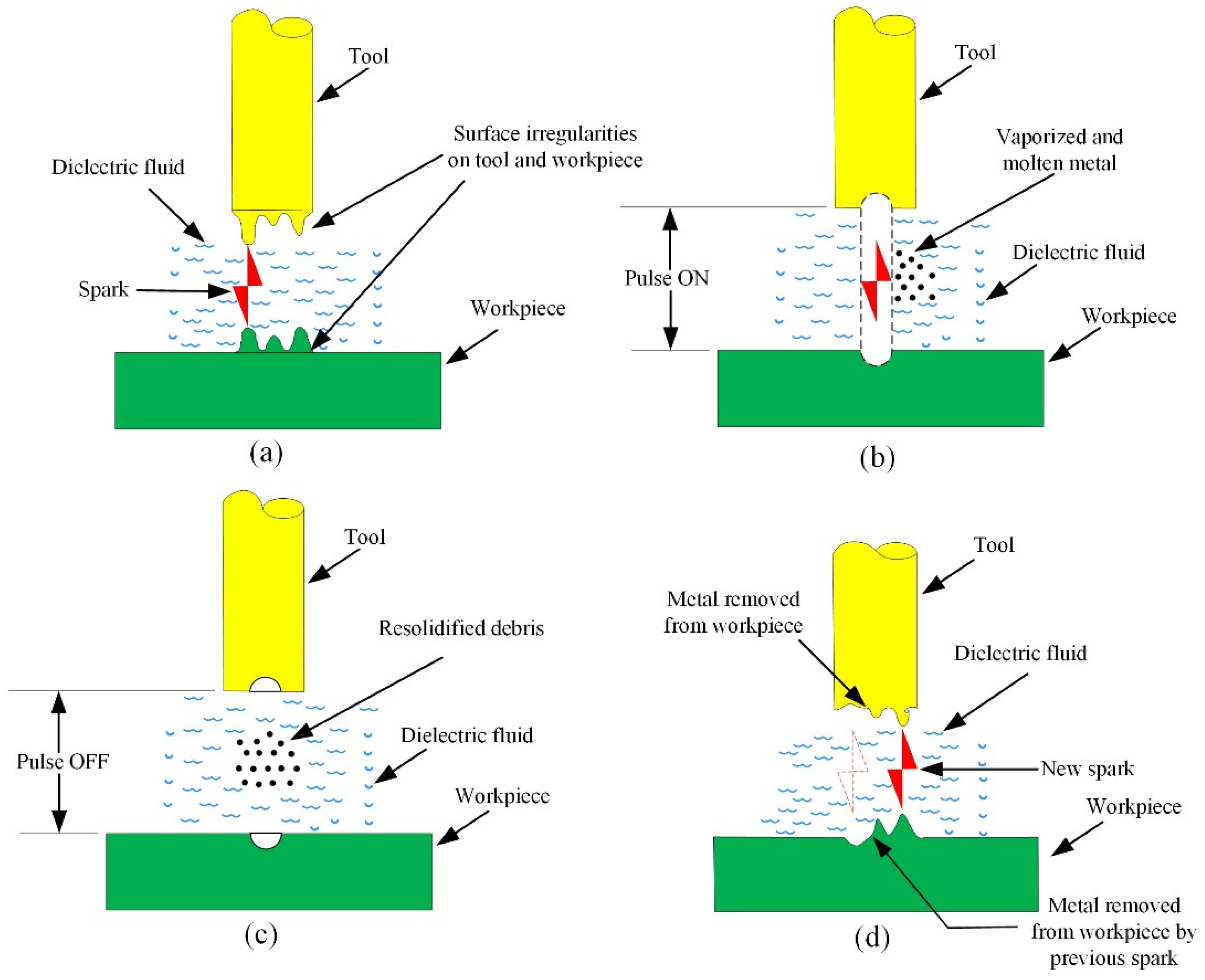
3.1. Brief Introduction for Sinker-EDM
3.2. Single-Objective Optimization
3.3. Multi-Objective Optimization
3.4. Summary
4. Wire-EDM
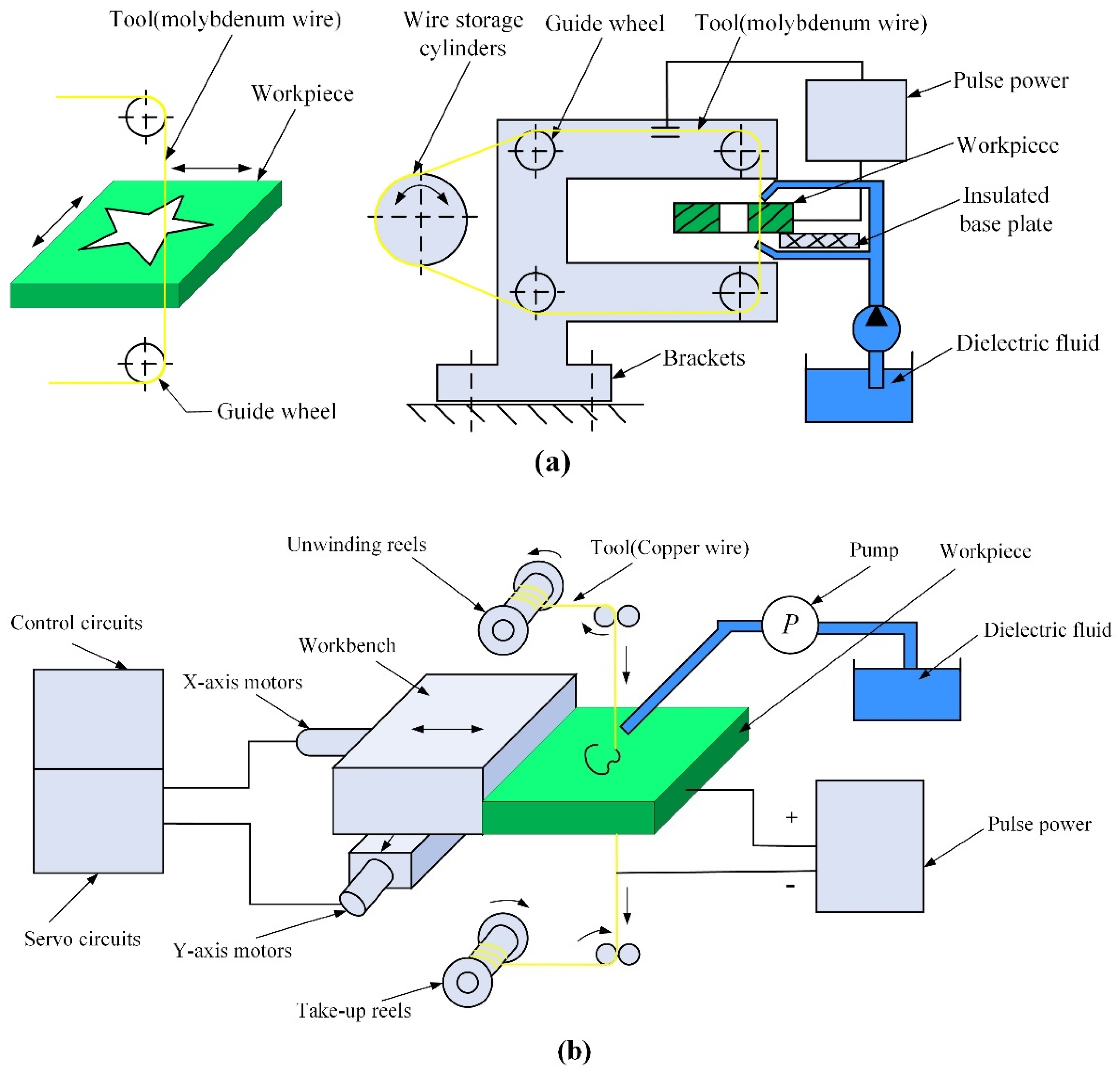
4.1. Brief Introduction for Wire-EDM
4.2. Single-Objective Optimization
4.3. Multi-Objective Optimization
4.4. Summary
5. Micro-EDM
5.1. Brief Introduction for Micro-EDM
5.2. Parameters Optimization
5.3. Summary
6. Discussion
6.1. Similarity
6.2. Individuality
6.3. Complementarity
7. Outlooks
- (1)
- As one of the five major intelligent forms focused on the development of the new generation of artificial intelligence, swarm intelligence has important application prospects in both civil and military fields. At present, swarm intelligence is still in its infancy in basic theory and mechanism innovation and key technology applications, and various algorithms still need to be continuously studied, improved, and expanded in scope of application. Especially in the field of electrical discharge process parameter optimization, swarm intelligence still has broad application and development space [3,26]. Integrating different swarm intelligence algorithms for optimizing electrical discharge process parameters and better searching for global optimal solutions may be a future development direction.
- (2)
- The existing optimization of EDM process parameters is mainly oriented towards machining performance, such as MRR, SR, TWR, machining accuracy, etc. With the increasing attention paid to sustainable manufacturing, green EDM will become a key feature in the future. The response of processing output not only involves processing performance, but also involves environmental impacts, such as toxic gas emissions, processing noise, green dielectric, and so on [75,116,119,120]. Therefore, there will be more goals to optimize and the difficulty will further increase.
- (3)
- Swarm Intelligent is a heuristic search algorithm based on the behavior of a population to find optimization for a given goal, and is centered on the ability of a population of simple individuals to achieve a more complex function through simple cooperation between them. There are many existing swarm intelligence algorithms, such as ACO, ABC, GSO, etc. These algorithms will be improved as they are applied, and it is believed that future artificial intelligence will also produce more new algorithms that the optimization algorithm will apply to the EDM, such as selfish herds optimization, bald eagle search, etc.
- (4)
- With the fast advancement of technology, machine learning (ML) has found widespread use in a variety of industries, including industrial testing [121,122,123], medical diagnostics [124,125], life sciences [126,127], and renewable energy [128,129,130]. AlphaFold2, for instance, created a protein structure prediction model using ML, which can predict the properties of proteins based on gene sequences and achieve 98.5% of the structure of human proteins [126]. With preliminary artificial intelligence, combining ML techniques with swarm intelligence algorithms to achieve autonomous parameter setting, the dynamic adjustment of search directions, etc., may become a research focus in the future.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ho, K.H.; Newman, S.T. State of the art electrical discharge machining (EDM). Int. J. Mach. Tools Manuf. 2003, 43, 1287–1300. [Google Scholar] [CrossRef]
- Singh, V.; Sharma, A.K.; Goyal, A.; Saxena, K.K.; Negi, P.; Rao, P.C.S. Electric discharge machining performance measures and optimisation: A review. Adv. Mater. Process. Technol. 2023, 1–14. [Google Scholar] [CrossRef]
- Ming, W.Y.; Zhang, S.F.; Zhang, G.J.; Du, J.G.; Ma, J.; He, W.B.; Cao, C.; Liu, K. Progress in modeling of electrical discharge machining process. Int. J. Heat Mass Transf. 2022, 187, 122563. [Google Scholar] [CrossRef]
- Slowik, A.; Kwasnicka, H. Evolutionary algorithms and their applications to engineering problems. Neural Comput. Appl. 2020, 32, 12363–12379. [Google Scholar] [CrossRef]
- Dorigo, M. Optimization, Learning and Natural Algorithms. Ph.D. Thesis, Politecnico di Milano, Milan, Italy, 1992. [Google Scholar]
- Kennedy, J.; Eberhart, R. Particle swarm optimization. In Proceedings of the ICNN’95-International Conference on Neural Networks, Perth, WA, Australia, 27 November–1 December 1995; Volume 4, pp. 1942–1948. [Google Scholar]
- Qiu, H.X.; Zhou, Q.R.; Sun, C.H.; Wang, X.C.; Feng, Y.T. Distributed Satellite Formation Based on Swarm Intelligence of Pigeon Flocks. In Proceedings of the 2020 Chinese Automation Congress (CAC), Shanghai, China, 6–8 November 2020; pp. 4525–4530. [Google Scholar] [CrossRef]
- Escamilla-Salazar, I.G.; Torres-Treviño, L.M.; González-Ortíz, B.; Zambrano, P.C. Machining optimization using swarm intelligence in titanium (6Al 4V) alloy. Int. J. Adv. Manuf. Technol. 2013, 67, 535–544. [Google Scholar] [CrossRef]
- Pinheiro, C.A.D.P.; Nedjah, N.; Mourelle, L.D.M. Detection and classification of pulmonary nodules using deep learning and swarm intelligence. Multimed. Tools Appl. 2020, 79, 15437–15465. [Google Scholar] [CrossRef]
- Ebrahimzadeh, A.; Ranaee, V. Recognition of control chart patterns using swarm intelligence and neural networks based on the statistical and shape features. IEEJ Trans. Electr. Electron. Eng. 2011, 6, 80–85. [Google Scholar] [CrossRef]
- Kale, I.R.; Pachpande, M.A.; Naikwadi, S.P.; Narkhede, M.N. Optimization of advanced manufacturing processes using socio inspired cohort intelligence algorithm. Int. J. Simul. Multidiscip. Des. Optim. 2022, 13, 6. [Google Scholar] [CrossRef]
- Wei, X.M. Hybrid Behavior Ant Colony Algorithm. Adv. Mater. Res. 2012, 433–440, 4496–4499. [Google Scholar] [CrossRef]
- Tang, J.; Liu, G.; Pan, Q.T. A Review on Representative Swarm Intelligence Algorithms for Solving Optimization Problems: Applications and Trends. IEEE/CAA J. Autom. Sin. 2021, 8, 1627–1643. [Google Scholar] [CrossRef]
- Blum, C. Ant colony optimization: Introduction and recent trends. Phys. Life Rev. 2005, 2, 353–373. [Google Scholar] [CrossRef]
- Mohan, B.C.; Baskaran, R. A survey: Ant Colony Optimization based recent research and implementation on several engineering domain. Expert Syst. Appl. 2012, 39, 4618–4627. [Google Scholar] [CrossRef]
- Del Valle, Y.; Venayagamoorthy, G.K.; Mohagheghi, S.; Hernandez, J.-C.; Harley, R.G. Particle Swarm Optimization: Basic Concepts, Variants and Applications in Power Systems. IEEE Trans. Evol. Comput. 2008, 12, 171–195. [Google Scholar] [CrossRef]
- Bonyadi, M.R.; Michalewicz, Z. Particle Swarm Optimization for Single Objective Continuous Space Problems: A Review. Evol Comput. 2017, 25, 1–54. [Google Scholar] [CrossRef]
- Zhang, Y.D.; Wang, S.H.; Ji, G.L. A Comprehensive Survey on Particle Swarm Optimization Algorithm and Its Applications. Math. Probl. Eng. 2015, 2015, 931256. [Google Scholar] [CrossRef]
- Zhang, Z.; Ming, W.Y.; Zhang, Y.; Yin, L.; Xue, T.; Yu, H.S.; Chen, Z.J.; Liao, D.M.; Zhang, G.J. Analyzing sustainable performance on high-precision molding process of 3D ultra-thin glass for smart phone. J. Clean. Prod. 2020, 255, 120196. [Google Scholar] [CrossRef]
- Zhang, G.J.; Liu, M.; Li, J.; Ming, W.Y.; Shao, X.Y.; Huang, Y. Multi-objective optimization for surface grinding process using a hybrid particle swarm optimization algorithm. Int. J. Adv. Manuf. Technol. 2014, 71, 1861–1872. [Google Scholar] [CrossRef]
- Goldberg, D.E. Genetic Algorithms in Optimization, Search and Machine Learning; Addison Wesley: Boston, MA, USA, 1987; p. 432. [Google Scholar]
- Holland, J.H. Genetic Algorithms. Sci. Am. 1992, 267, 66–73. [Google Scholar] [CrossRef]
- Katoch, S.; Chauhan, S.S.; Kumar, V. A review on genetic algorithm: Past, present, and future. Multimed. Tools Appl. 2021, 80, 8091–8126. [Google Scholar] [CrossRef]
- Gao, K.Z.; Cao, Z.G.; Zhang, L.; Chen, Z.H.; Han, Y.Y.; Pan, Q.K. A Review on Swarm Intelligence and Evolutionary Algorithms for Solving Flexible Job Shop Scheduling Problems. IEEE/CAA J. Autom. Sin. 2019, 6, 904–916. [Google Scholar] [CrossRef]
- He, W.B.; Chen, Z.J.; Ming, W.Y.; Du, J.G.; Cao, Y.; Ma, J.; Wei, A.Y. Multi-objective optimization of glass multi-station bending machining for smartphone curved screen. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 476. [Google Scholar] [CrossRef]
- Ming, W.Y.; Ma, J.; Zhang, Z.; Huang, H.; Shen, D.L.; Zhang, G.J.; Huang, Y. Soft computing models and intelligent optimization system in electro-discharge machining of SiC/Al composites. Int. J. Adv. Manuf. Technol. 2016, 87, 201–217. [Google Scholar] [CrossRef]
- Karaboga, D. An Idea Based on Honeybee Swarm for Numerica Optimization; Technical Report TR06; Erciyes University: Kayseri, Turkey, 2005. [Google Scholar]
- Karaboga, D.; Basturk, B. A powerful and efficient algorithm for numerical function optimization: Artificial bee colony (ABC) algorithm. J. Glob. Optim. 2007, 39, 459–471. [Google Scholar] [CrossRef]
- Li, G.Q.; Niu, P.F.; Xiao, X.J. Development and investigation of efficient artificial bee colony algorithm for numerical function optimization. Appl. Soft Comput. 2012, 12, 320–332. [Google Scholar] [CrossRef]
- Karaboga, D.; Gorkemli, B.; Ozturk, C.; Karaboga, N. A comprehensive survey: Artificial bee colony (ABC) algorithm and applications. Artif. Intell. Rev. 2014, 42, 21–57. [Google Scholar] [CrossRef]
- Krishnanand, K.N.; Ghose, D. Glowworm Swarm Optimization for Simultaneous Capture of Multiple Local Optima of Multimodal Functions. Swarm Intell. 2009, 3, 87–124. [Google Scholar] [CrossRef]
- Krihnanand, K.N.; Ghose, D. Glowworm Swarm Optimization: A new method for optimizing multi-modal function. J. Comput. Intell. Stud. 2009, 1, 93–119. [Google Scholar] [CrossRef]
- Yang, X.S.; Deb, S. Cuckoo Search via Levy Flights. In Proceedings of the 2009 World Congress on Nature & Biologically Inspired Computing (NaBIC), Coimbatore, India, 9–11 December 2009; pp. 210–214. [Google Scholar]
- Yang, X.S.; Deb, S. Engineering optimization by cuckoo search. Int. J. Math. Model. 2009, 1, 330–343. [Google Scholar]
- Yang, X.S.; Deb, S. Multi-objective cuckoo search for design optimization. Comput. Oper. Res. 2013, 40, 1616–1624. [Google Scholar] [CrossRef]
- Abdel-Basset, M.; Hessin, A.-N.; Abdel-Fatah, L. A comprehensive study of cuckoo-inspired algorithms. Neural Comput. Appl. 2018, 29, 345–361. [Google Scholar] [CrossRef]
- Chiroma, H.; Herawan, T.; Fister, J.I.; Fister, I.; Abdulkareem, S.; Shuib, L.; Hamza, M.F.; Saadi, Y.; Abubakar, A. Bio-inspired computation: Recent development on the modifications of the cuckoo search algorithm. Appl. Soft Comput. 2017, 61, 149–173. [Google Scholar] [CrossRef]
- Ming, W.Y.; Zhang, Y.; Li, X.K.; Shen, D.L.; He, W.B.; Ma, J.; Shen, F. Multi-objective optimization based IBCS for surface roughness and textural feature in MCVE piston machining. Int. J. Adv. Manuf. Technol. 2018, 97, 1285–1304. [Google Scholar] [CrossRef]
- Storn, R.; Price, K. Differential Evolution—A Simple and Efficient Heuristic for Global Optimization over Continuous Spaces. J. Glob. Optim. 1997, 11, 341–359. [Google Scholar] [CrossRef]
- Price, K.; Storn, R.; Lampinen, J.A. Differential Evolution: A Practical Approach to Global Optimization; Springer: Berlin/Heidelberg, Germany, 2006; Volume 104, p. 542. [Google Scholar]
- Wu, Y.C.; Lee, W.P.; Chien, C.W. Modified the Performance of Differential Evolution Algorithm with Dual Evolution Strategy. In Proceedings of the 2009 International Conference on Machine Learning and Computing, Singapore, 30 August–3 September 2011; Volume 3, pp. 57–63. [Google Scholar]
- Bonabeau, E.; Dorigo, M.; Theraulaz, G.; Theraulaz, G. Swarm Intelligence: From Natural to Artificial Systems; Oxford University Press: Oxford, UK, 1999. [Google Scholar]
- Peng, X.Y.; Yu, P.; Dai, Y.F. Swarm Intelligence Theory and Applications. Acta Electron. Sin. 2003, 31, 1982. [Google Scholar]
- Yang, X.S.; Cui, Z.H.; Xiao, R.B.; Gandomi, A.H.; Karamanoglu, M. Swarm Intelligence and Bio-Inspired Computation: Theory and Applications; Elsevier: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Available online: https://zhuanlan.zhihu.com/p/467844674 (accessed on 31 March 2023).
- Gandomi, A.H.; Alavi, A.H. Multi-stage genetic programming: A new strategy to nonlinear system modeling. Inf. Sci. 2011, 181, 5227–5239. [Google Scholar] [CrossRef]
- Sinha, N.; Chakrabarti, R.; Chattopadhyay, P.K. Evolutionary programming techniques for economic load dispatch. IEEE Trans. Evol. Comput. 2003, 7, 83–94. [Google Scholar] [CrossRef]
- Yang, X.S. Firefly Algorithm, Stochastic Test Functions and Design Optimisation. Int. J. Bio-Inspir. Comput. 2010, 2, 78–84. [Google Scholar] [CrossRef]
- Mirjalili, S.; Saremi, S.; Mirjalili, S.M.; dos S. Coelho, L. Multi-objective grey wolf optimizer: A novel algorithm for multi-criterion optimization. Expert Syst. Appl. 2015, 47, 106–119. [Google Scholar] [CrossRef]
- Ma, J.; Ming, W.Y.; Du, J.G.; Huang, H.; He, W.B.; Cao, Y.; Li, X.K. Integrated optimization model in wire electric discharge machining using Gaussian process regression and wolf pack algorithm approach while machining SiCp/Al composite. Adv. Mech. Eng. 2018, 10, 168781401878740. [Google Scholar] [CrossRef]
- Jameson, E.C. Description and Development of Electrical Discharge Machining (EDM). In Electrical Discharge Machining; Society of Manufacturing Engineers: Dearbern, MI, USA, 2001; p. 12. [Google Scholar]
- Llanes, L.; Idanez, E.; Martínez, E.; Casas, B.; Esteve, J. Influence of electrical discharge machining on the sliding contact response of cemented carbides. Int. J. Refract. Met. Hard Mater. 2001, 19, 35–40. [Google Scholar] [CrossRef]
- Ming, W.Y.; Zhang, G.J.; Li, H.; Guo, J.W.; Zhang, Z.; Huang, Y.; Chen, Z. A hybrid process model for EDM based on finite-element method and Gaussian process regression. Int. J. Adv. Manuf. Technol. 2014, 74, 1197–1211. [Google Scholar]
- Mondal, N.; Nishant; Mandal, M.C.; Das, S.; Banerjee, T. Comparative study on EDM process parameters optimization using BBO and ACO algorithms. Mater. Today Proc. 2022, 62, 6601–6605. [Google Scholar] [CrossRef]
- Aich, U.; Banerjee, S. Modeling of EDM responses by support vector machine regression with parameters selected by particle swarm optimization. Appl. Math. Model. 2014, 38, 2800–2818. [Google Scholar] [CrossRef]
- Saffaran, A.; Moghaddam, M.A.; Kolahan, F. Optimization of backpropagation neural network-based models in EDM process using particle swarm optimization and simulated annealing algorithms. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 73. [Google Scholar] [CrossRef]
- Tzeng, C.-J.; Chen, R.-Y. Optimization of Electric Discharge Machining Process Using the Response Surface Methodology and Genetic Algorithm Approach. Int. J. Precis. Eng. Manuf. 2013, 14, 709–717. [Google Scholar] [CrossRef]
- Mahanta, S.; Chandrasekaran, M.; Samanta, S. GA based Optimization for the Production of Quality Jobs with Minimum Power Consumption in EDM of Hybrid MMCs. Mater. Today Proc. 2018, 5, 7788–7796. [Google Scholar]
- Mukherjee, R.; Chakraborty, S. Selection of EDM Process Parameters Using Biogeography-Based Optimization Algorithm. Mater. Manuf. Process. 2012, 27, 954–962. [Google Scholar] [CrossRef]
- Zainal, N.; Zain, A.M.; Sharif, S.; Hamed, H.N.A.; Yusuf, S.M. An integrated study of surface roughness in EDM process using regression analysis and GSO algorithm. J. Phys. Conf. Ser. 2017, 892, 012002. [Google Scholar] [CrossRef]
- Shen, D.L.; Ming, W.Y.; Ren, X.G.; Xie, Z.B.; Zhang, Y.; Liu, X.W. A Cuckoo Search Algorithm Using Improved Beta Distributing and Its Application in the Process of EDM. Crystals 2021, 11, 916. [Google Scholar] [CrossRef]
- Kumar, V.; Diyaley, S.; Chakraborty, S. Teaching-Learning-Based Parametric Optimization Of An Electrical Discharge Machining Process. Facta Univ. Ser. Mech. Eng. 2020, 18, 281–300. [Google Scholar] [CrossRef]
- Ghadai, R.K.; Kalita, K.; Gao, X.-Z. Symbolic Regression Metamodel Based Multi-Response Optimization of EDM Process. FME Trans. 2020, 48, 404–410. [Google Scholar] [CrossRef]
- Jafarian, F. Electro discharge machining of Inconel 718 alloy and process optimization. Mater. Manuf. Process. 2020, 35, 95–103. [Google Scholar] [CrossRef]
- Raja, S.B.; Pramod, C.V.S.; Krishna, K.V.; Ragunathan, A.; Vinesh, S. Optimization of electrical discharge machining parameters on hardened die steel using Firefly Algorithm. Eng. Comput. 2015, 31, 1–9. [Google Scholar] [CrossRef]
- UdhayaKumar, A.R.; Kumar, S.S. Multiobjective optimization of electric discharge machining of an Al-SiCp composite using the Taguchi-PCA method as well as the firefly and cuckoo search algorithms. Trans. Can. Soc. Mech. Eng. 2022, 46, 503–523. [Google Scholar] [CrossRef]
- Teimouri, R.; Baseri, H. Optimization of magnetic field assisted EDM using the continuous ACO algorithm. Appl. Soft Comput. 2014, 14, 381–389. [Google Scholar] [CrossRef]
- Singh, N.K.; Upadhyay, R.K.; Singh, Y.; Sharma, A. Intelligent hybrid approaches for ensuring better prediction of gas-assisted EDM responses. SN Appl. Sci. 2020, 2, 914. [Google Scholar] [CrossRef]
- Rouniyar, A.K.; Shandilya, P. Optimization of process parameters in magnetic field assisted powder mixed EDM of aluminium 6061 alloy. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2021, 235, 2998–3014. [Google Scholar] [CrossRef]
- Danish, M.; Amin, A.; Abdul-Rani, A.M.; Rubaiee, S.; Ahmed, A.; Zohura, F.T.; Ahmed, R.; Yildirim, M.B. Optimization of hydroxyapatite powder mixed electric discharge machining process to improve modified surface features of 316L stainless steel. Proc. Inst. Mech. Eng. Part E J. Process. Mech. Eng. 2022. [Google Scholar] [CrossRef]
- Dang, X.-P. Constrained multi-objective optimization of EDM process parameters using kriging model and particle swarm algorithm. Mater. Manuf. Process. 2018, 33, 397–404. [Google Scholar] [CrossRef]
- Moghaddam, M.A.; Kolahan, F. Modeling and Optimization of the Electrical Discharge Machining Process Based on a Combined Artificial Neural Network and Particle Swarm Optimization Algorithm. Sci. Iran. 2020, 27, 1206–1217. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhang, Y.; Lin, L.Q.; Wu, J.H.; Yu, H.S.; Pan, X.; Li, G.L.; Wu, J.; Xue, T. Study on productivity and aerosol emissions of magnetic field-assisted EDM process of SiCp/Al composite with high volume fractions. J. Clean. Prod. 2021, 292, 126018. [Google Scholar] [CrossRef]
- Garg, A.; Lam, J.S.L. Modeling multiple-response environmental and manufacturing characteristics of EDM process. J. Clean. Prod. 2016, 137, 1588–1601. [Google Scholar] [CrossRef]
- Ming, W.Y.; Shen, F.; Zhang, G.J.; Liu, G.D.; Du, J.G.; Chen, Z.J. Green machining: A framework for optimization of cutting parameters to minimize energy consumption and exhaust emissions during electrical discharge machining of Al 6061 and SKD 11. J. Clean. Prod. 2021, 285, 124889. [Google Scholar] [CrossRef]
- Liao, Y.S.; Huang, J.T.; Chen, Y.H. A study to achieve a fine surface finish in Wire-EDM. J. Mater. Process. Technol. 2004, 149, 165–171. [Google Scholar] [CrossRef]
- Zhang, G.J.; Zhang, Z.; Ming, W.Y.; Guo, J.W.; Huang, Y.; Shao, X.Y. The multi-objective optimization of medium-speed WEDM process parameters for machining SKD11 steel by the hybrid method of RSM and NSGA-II. Int. J. Adv. Manuf. Technol. 2014, 70, 2097–2109. [Google Scholar] [CrossRef]
- Huang, Y.; Ming, W.Y.; Guo, J.W.; Zhang, Z.; Liu, G.D.; Li, M.Z.; Zhang, G.J. Optimization of cutting conditions of YG15 on rough and finish cutting in WEDM based on statistical analyses. Int. J. Adv. Manuf. Technol. 2013, 69, 993–1008. [Google Scholar] [CrossRef]
- Zhang, Z.; Ming, W.Y.; Zhang, G.J.; Huang, Y.; Wen, X.Y.; Huang, H. A new method for on-line monitoring discharge pulse in WEDM-MS process. Int. J. Adv. Manuf. Technol. 2015, 81, 1403–1418. [Google Scholar] [CrossRef]
- Ming, W.Y.; Cao, C.; Shen, F.; Zhang, Z.; Liu, K.; Du, J.G.; Jia, H.J. Numerical and experimental study on WEDM of BN-AlN-TiB_2 composite ceramics based on a fusion FEM model. J. Manuf. Process. 2022, 76, 138–154. [Google Scholar] [CrossRef]
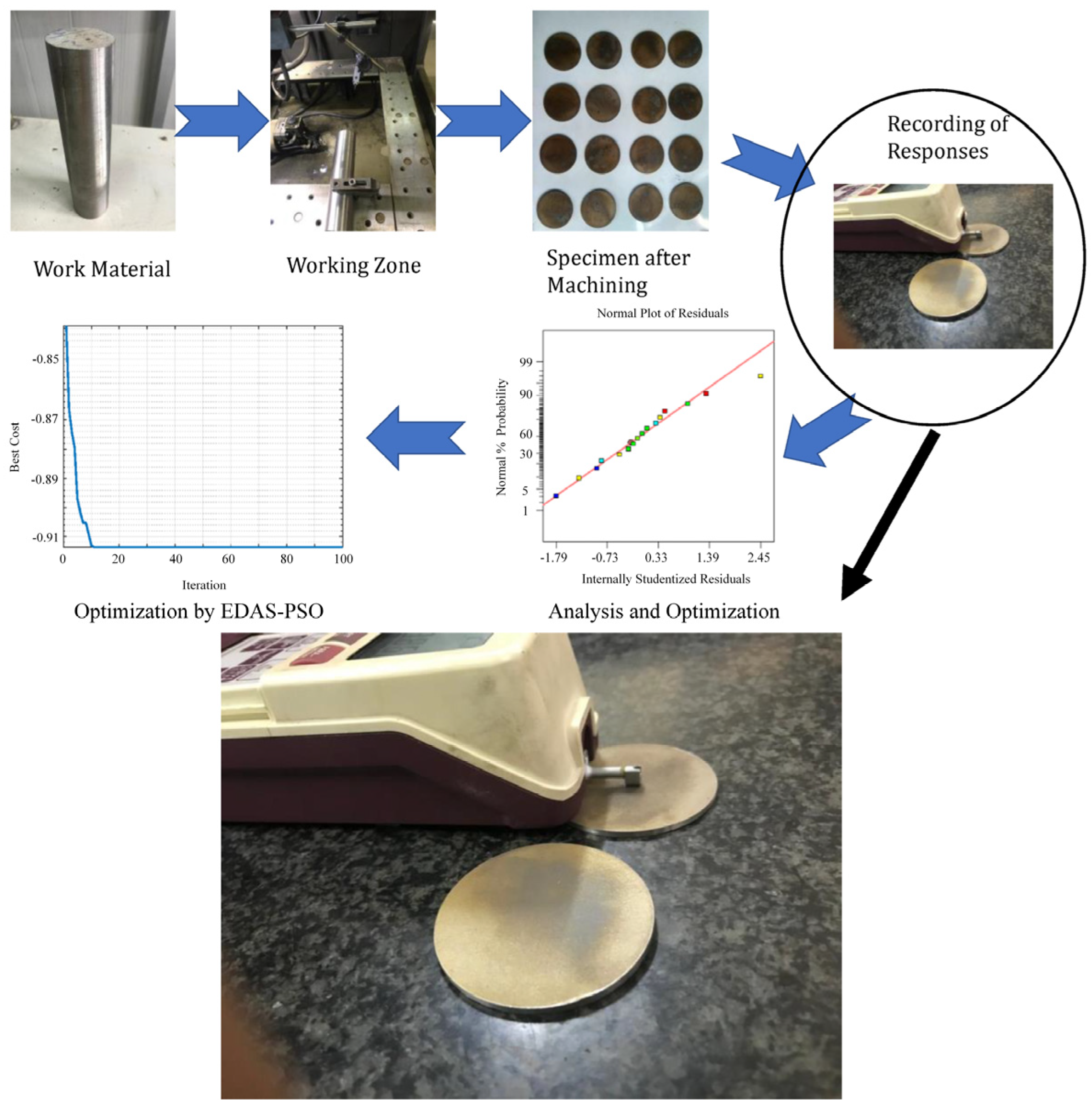
- Sharma, V.S.; Sharma, N.; Singh, G.; Gupta, M.K.; Singh, G. Optimization of WEDM Parameters While Machining Biomedical Materials Using EDAS-PSO. Materials 2023, 16, 114. [Google Scholar] [CrossRef]
- Tzeng, C.-J.; Yang, Y.-K.; Hsieh, M.-H.; Jeng, M.-C. Optimization of wire electrical discharge machining of pure tungsten using neural network and response surface methodology. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 841–852. [Google Scholar] [CrossRef]
- Zhang, G.J.; Zhang, Z.; Guo, J.W.; Ming, W.Y.; Li, M.Z.; Huang, Y. Modeling and Optimization of Medium-Speed WEDM Process Parameters for Machining SKD11. Mater. Manuf. Process. 2013, 28, 1124–1132. [Google Scholar] [CrossRef]
- Singh, H.; Kumar, V.; Kapoor, J. Multi-response optimization of WEDM process parameters during the fabrication of microchannels for industrial applications. Mater. Today Proc. 2021, 46, 81–88. [Google Scholar] [CrossRef]
- Kuruvila, N.; Ravindra, H.V. Parametric Influence And Optimization Of Wire Edm On Oil Hardened Non Shrinking Steel. In Proceedings of the ASME 2011 International Mechanical Engineering Congress and Exposition, Denver, CO, USA, 11–17 November 2011; Volume 54891, pp. 891–899. [Google Scholar]
- Rao, R.V.; Pawar, P.J. Modelling and optimization of process parameters of wire electrical discharge machining. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2009, 223, 1431–1440. [Google Scholar] [CrossRef]
- Fard, R.K.; Afza, R.A.; Teimouri, R. Experimental investigation, intelligent modeling and multi-characteristics optimization of dry WEDM process of Al–SiC metal matrix composite. J. Manuf. Process. 2013, 15, 483–494. [Google Scholar] [CrossRef]
- Rao, M.S.; Venkaiah, N. A modified cuckoo search algorithm to optimize Wire-EDM process while machining Inconel-690. J. Braz. Soc. Mech. Sci. Eng. 2017, 39, 1647–1661. [Google Scholar] [CrossRef]
- Saravanan, M.; Thiyagarajan, C.; Somasundaram, S. Parametric optimization of wirecut-electrical discharge machining through cuckoo search algorithm. Mater. Today Proc. 2020, 22, 681–687. [Google Scholar] [CrossRef]
- Kulkarni, V.N.; Gaitonde, V.N.; Karnik, S.R.; Manjaiah, M.; Davim, J.P. Machinability Analysis and Optimization in Wire EDM of Medical Grade NiTiNOL Memory Alloy. Materials 2020, 13, 2184. [Google Scholar] [CrossRef]
- Nayak, B.B.; Kumar, N.; Singh, A.; Sahu, S.; Das, S.S.; Behera, D.D.; Sahu, R.K. Genetic programming approach to predict the performance characteristics of WEDM taper cutting process. Mater. Today Proc. 2022, 62, 4504–4508. [Google Scholar] [CrossRef]
- Xu, J.K.; Li, M.Y.; Zhong, J.Z.; Hou, Y.G.; Xia, S.J.; Yu, P. Process parameter modeling and multi-response optimization of wire electrical discharge machining NiTi shape memory alloy. Mater. Today Commun. 2022, 33, 104252. [Google Scholar] [CrossRef]
- Ranjan, A.; Chakraborty, S.; Kumar, D.; Bose, D. Multi-objective optimization of a hybrid machining process abrasive powder mixed WEDM of Inconel 718 using particle swarm optimization technique. Mater. Today Proc. 2019, 18, 3606–3616. [Google Scholar] [CrossRef]
- Vaidyaa, P.; John, J.J.; Puviyarasan, M.; Prabhu, T.R.; Prasad, N.E. Wire EDM Parameter Optimization of AlSi10Mg Alloy. Trans. Indian Inst. Met. 2021, 74, 2869–2885. [Google Scholar] [CrossRef]
- Zhang, Z.; Ming, W.Y.; Huang, H.; Chen, Z.; Xu, Z.; Huang, Y.; Zhang, G.J. Optimization of process parameters on surface integrity in wire electrical discharge machining of tungsten tool YG15. Int. J. Adv. Manuf. Technol. 2015, 81, 1303–1317. [Google Scholar] [CrossRef]
- Soepangkat, B.O.P.; Norcahyo, R.; Rupajati, P.; Effendi, M.K.; Agustin, H.C.K. Multi-objective optimization in wire-EDM process using grey relational analysis method (GRA) and backpropagation neural network–genetic algorithm (BPNN–GA) methods. Multidiscip. Model. Mater. Struct. 2019, 15, 1016–1034. [Google Scholar] [CrossRef]
- Jain, S.; Parashar, V. Comparison of priori and posteriori approach of multi-objective optimization for WEDM on Ti6Al4V alloy. Mater. Res. Express 2022, 9, 076504. [Google Scholar] [CrossRef]
- Majumder, A.; Das, A.; Das, P.K. A standard deviation based firefly algorithm for multi-objective optimization of WEDM process during machining of Indian RAFM steel. Neural Comput. Appl. 2018, 29, 665–677. [Google Scholar] [CrossRef]
- Kondayya, D.; Krishna, A.G. An integrated evolutionary approach for modelling and optimization of wire electrical discharge machining. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 549–567. [Google Scholar] [CrossRef]
- Rahman, M.; Asad, A.B.M.A.; Masaki, T.; Saleh, T.; Wong, Y.S.; Kumar, A.S. A multi-process machine tool for compound micromachining. Int. J. Mach. Tool Manuf. 2010, 50, 344–356. [Google Scholar] [CrossRef]
- Wong, Y.S.; Rahman, M.; Lim, H.S.; Han, H.; Ravi, N. Investigation of micro-EDM material removal characteristics using single RC-pulse discharges. J. Mater. Process. Technol. 2003, 140, 303–307. [Google Scholar] [CrossRef]
- Jahan, M.P.; Rahman, M.; Wong, Y.S. A review on the conventional and micro-electro discharge machining of tungsten carbide. Int. J. Mach. Tool Manuf. 2011, 51, 837–858. [Google Scholar] [CrossRef]
- Chen, Y.Y.; Guo, X.D.; Zhang, G.J.; Cao, Y.; Shen, D.L.; Li, X.K.; Zhang, S.F.; Ming, W.Y. Development of a Hybrid Intelligent Process Model for Micro-Electro Discharge Machining Using the TTM-MDS and Gaussian Process Regression. Micromachines 2022, 13, 845. [Google Scholar] [CrossRef]
- Pham, D.T.; Dimov, S.S.; Bigot, S.; Ivanov, A.; Popov, K. Micro-EDM—Recent developments and research issues. J. Mater. Process. Tech. 2004, 149, 50–57. [Google Scholar] [CrossRef]
- Chen, Z.; Zhou, H.B.; Yan, Z.J.; Han, F.L.; Yan, H.Z. Machining characteristics of 65 vol.% SiCp/Al composite in micro-WEDM. Ceram. Int. 2021, 47, 13533–13543. [Google Scholar] [CrossRef]
- Quarto, M.; D’Urso, G.; Giardini, C. Micro-EDM optimization through particle swarm algorithm and artificial neural network. Precis. Eng. 2021, 73, 63–70. [Google Scholar] [CrossRef]
- Ahuja, N.; Batra, U.; Kumar, K. Multicharacteristics optimization of electrical discharge micro hole drilling in Mg alloy using hybrid approach of GRA-regression-PSO. Grey Syst. Theory Appl. 2021, 11, 136–151. [Google Scholar] [CrossRef]
- Rao, T.B. Prediction of EDMed micro-hole quality characteristics using hybrid bio-inspired machine learning-based predictive approaches. Int. J. Interact. Des. Manuf. 2022, 17, 747–764. [Google Scholar] [CrossRef]
- Quarto, M.; D’Urso, G.; Giardini, C.; Maccarini, G.; Carminati, M. A Comparison between Finite Element Model (FEM) Simulation and an Integrated Artificial Neural Network (ANN)-Particle Swarm Optimization (PSO) Approach to Forecast Performances of Micro Electro Discharge Machining (Micro-EDM) Drilling. Micromachines 2021, 12, 667. [Google Scholar] [CrossRef]
- Zhang, L.X.; Jia, Z.Y.; Wang, F.J.; Liu, W. A hybrid model using supporting vector machine and multi-objective genetic algorithm for processing parameters optimization in micro-EDM. Int. J. Adv. Manuf. Technol. 2010, 51, 575–586. [Google Scholar] [CrossRef]
- Dilip, D.G.; Panda, S.; Mathew, J. Characterization and Parametric Optimization of Micro-hole Surfaces in Micro-EDM Drilling on Inconel 718 Superalloy Using Genetic Algorithm. Arab. J. Sci. Eng. 2020, 45, 5057–5074. [Google Scholar] [CrossRef]
- Cao, Y.; Zhang, Y.C.; Ming, W.Y.; He, W.B.; Ma, J. Review: The Metal Additive-Manufacturing Technology of the Ultrasonic-Assisted Wire-and-Arc Additive-Manufacturing Process. Metals 2023, 13, 398. [Google Scholar] [CrossRef]
- Du, J.G.; Tian, B.; Duan, L.Y.; Ming, W.Y.; Liu, K.; He, W.B. Traditional and non-traditional machining technology of metallic glass. Int. J. Adv. Manuf. Technol. 2022, 120, 2879–2902. [Google Scholar] [CrossRef]
- Zhang, Z.; Qiu, W.Z.; Zhang, G.J.; Liu, D.H.; Wang, P. Progress in applications of shockwave induced by short pulsed laser on surface processing. Opt. Laser Technol. 2023, 157, 108760. [Google Scholar] [CrossRef]
- Ming, W.Y.; Xie, Z.B.; Ma, J.; Du, J.G.; Zhang, G.J.; Cao, C.; Zhang, Y. Critical review on sustainable techniques in electrical discharge machining. J. Manuf. Process. 2021, 72, 375–399. [Google Scholar] [CrossRef]
- Ming, W.; Cao, C.; Xie, Z.; Liu, X.; Xu, Y.; Jiang, Z.; Li, X.; Liu, K.; Guo, X.; Yuan, J.; et al. Green manufacturing: A comparative study of renewable dielectrics in the EDM process. J. Braz. Soc. Mech. Sci. Eng. 2022, 44, 580. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhang, Y.; Ming, W.; Zhang, Y.; Cao, C.; Zhang, G. A review on magnetic field assisted electrical discharge machining. J. Manuf. Process. 2021, 64, 694–722. [Google Scholar] [CrossRef]
- Available online: https://zhuanlan.zhihu.com/p/428166363 (accessed on 31 March 2023).
- Ma, J.; Yuan, J.; Ming, W.Y.; He, W.B.; Zhang, G.J.; Zhang, H.M.; Cao, Y.; Jiang, Z.W. Non-traditional processing of carbon nanotubes: A review. Alex. Eng. J. 2022, 61, 597–617. [Google Scholar] [CrossRef]
- Ming, W.Y.; Zhang, Z.; Wang, S.Y.; Zhang, Y.M.; Shen, F.; Zhang, G.J. Comparative study of energy efficiency and environmental impact in magnetic field assisted and conventional electrical discharge machining. J. Clean. Prod. 2019, 214, 12–28. [Google Scholar] [CrossRef]
- Ming, W.Y.; Zhang, S.F.; Liu, X.W.; Liu, K.; Yuan, J.; Xie, Z.B.; Sun, P.Y.; Guo, X.D. Survey of Mura Defect Detection in Liquid Crystal Displays Based on Machine Vision. Crystals 2021, 11, 1444. [Google Scholar] [CrossRef]
- He, W.B.; Jiang, Z.W.; Ming, W.Y.; Zhang, G.J.; Yuan, J.; Yin, L. A critical review for machining positioning based on computer vision. Measurement 2021, 184, 109973. [Google Scholar] [CrossRef]
- Ming, W.Y.; Cao, C.; Zhang, G.J.; Zhang, H.M.; Zhang, F.; Jiang, Z.W.; Yuan, J. Review: Application of Convolutional Neural Network in Defect Detection of 3C Products. IEEE Access 2021, 9, 135657–135674. [Google Scholar] [CrossRef]
- Kandubothula, V.; Uppada, R.; Nandan, D. A review on detection of breast cancer cells by using various techniques. Soft Comput. Theor. Appl. 2020, 1154, 813–823. [Google Scholar] [CrossRef]
- He, W.; Liu, T.; Han, Y.; Ming, W.; Du, J.; Liu, Y.; Yang, Y.; Wang, L.; Jiang, Z.; Wang, Y.; et al. A review: The de-tection of cancer cells in histopathology based on machine vision. Comput. Biol. Med. 2022, 146, 105636. [Google Scholar] [CrossRef]
- Jumper, J.; Evans, R.; Pritzel, A.; Green, T.; Figurnov, M.; Ronneberger, O.; Tunyasuvunakool, K.; Bates, R.; Žídek, A.; Potapenko, A.; et al. Highly accurate protein structure prediction with AlphaFold. Nature 2021, 596, 583–589. [Google Scholar] [CrossRef]
- Sherman, M.A.; Yaari, A.U.; Priebe, O.; Dietlein, F.; Loh, P.-R.; Berger, B. Genome-wide mapping of somatic mutation rates uncovers drivers of cancer. Nat. Biotechnol. 2022, 40, 1634–1643. [Google Scholar] [CrossRef]
- Ming, W.; Sun, P.; Zhang, Z.; Qiu, W.; Du, J.; Li, X.; Zhang, Y.; Zhang, G.; Liu, K.; Wang, Y.; et al. A systematic review of machine learning methods applied to fuel cells in performance evaluation, durability prediction, and application monitoring. Int. J. Hydrogen Energy 2022, 48, 5197–5228. [Google Scholar] [CrossRef]
- Chen, Y.Y.; Liu, Y.K.; Xu, Y.J.; Guo, X.D.; Cao, Y.; Ming, W.Y. Review: Modeling and Simulation of Membrane Electrode Material Structure for Proton Exchange Membrane Fuel Cells. Coatings 2022, 12, 1145. [Google Scholar] [CrossRef]
- Zhang, Z.; Liu, D.; Zhang, Y.; Xue, T.; Huang, Y.; Zhang, G. Fabrication and droplet impact performance of superhydrophobic Ti6Al4V surface by laser induced plasma micro-machining. Appl. Surf. Sci. 2022, 605, 154661. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Techniques | Year, Authors, Process | Parameters | Performance | Findings | Shortcomings or Limitation |
|---|---|---|---|---|---|
| ACO | 2014, Teimouri and Baseri [67], MF-EDM | Magnetic field intensity (Fi), rotational speed of electrode (Rs), and discharge energy (Ee) | MRR and SR | With the help of the ACO algorithm, the magnetic field assisted rotary EDM process can also be successfully optimized. | It is not compared with other optimization algorithms. |
| 2022, Mondal et al. [54], EDM | Pulse-on time (Ton), discharge current (Ip), gap voltage (Vg) | MRR and SR | The ACO algorithm had converged after 50 iterations. | The performance of finding the optimal parameters needs to be improved. | |
| PSO | 2014, Aich and Banerjee [55], EDM | Ton, pulse-off time (Toff), and Ip | MRR and Ra | The PSO algorithm had converged after 20 iterations. | The search time of the algorithm is longer than 1 h. |
| 2020, Saffaran et al. [56], EDM | Ton, Toff, Ip, Vg and duty factor (Df) | MRR, SR, and TWR | Optimization error was less than 7%; the performance of PSO was better than SA. | The sample data is too small, which affects the robustness of the model. | |
| 2020, Singh et al. [68], GA-EDM | Ton, Toff, Df, Rs, and gas discharge pressure (Gp) | MRR and SR | Could be an efficient and productive approach. | The performance of the proposed PSO should be mensurated. | |
| GA | 2013, Tzeng and Chen [57], EDM | Ton, Ip, and Vg | MRR, Ra, and TWR | The GA approach had better prediction than the RSM method. | The number of samples needs to be increased to improve robustness. |
| 2018, Mahanta et al. [58], EDM | Ip, Df, Toff, and Vg | Power consumed and SR | To be an effective tool with minimum effort. | Other important performance is not involved, such as MRR. | |
| 2020, Rouniyar and Shandilya [69], EDM | Ip, Ton, Toff, concentration of powder (Cp), and magnetic field intensity | MRR, and TWR | The GA approach could be applied to solve this process parameters optimization problem. | Performance needs to be improved. | |
| ABC | 2011, Mukherjee and Chakraborty [59], EDM | Ip and Ton | MRR, and SR | The number of iterations (<250) of ABC was less than ACO algorithm or GA. | Few process parameters to be optimized. |
| GSO | 2017, Zainal et al. [60], EDM | Ton and Toff, Ip, and servo voltage (Sv) | Ra | The minimal Ra of 2.03 μm could be searched by the proposed method. | Few machining performances to be considered. |
| CSA | 2011, Shen et al. [61], EDM | Ton, Toff, Ip, and Sv | MRR, and Ra | The number of iterations of the IBCS algorithm was eight iterations. | Multi-objective optimization needs to perform for MRR and Ra. |
| DEA | 2020, Kumar et al. [62], EDM | Vg, Ip, Rs, and cycle time | MRR, SR, TWR, overcut and circularity error | The optimization performance could be acceptable. | The accuracy and consistency of the derived optimal solutions needs to be improved. |
| GP | 2020, Ghadai et al. [63], EDM | Ip, Ton and Toff | MRR, and TWR | Both single-objective optimization and multi-objective optimization were investigated. | The experimental data is too small to affect the accuracy of the model. |
| EP | 2020, Jafarian et al. [64], EDM | Vg, Ton, Ip, and Toff | MRR and Ra | The optimal process combination was successfully achieved using the GP algorithm. | The processing performance involved is relatively small. |
| GWO | 2022, Danish et al. [70], HPM-EDM | Ip, Ton, Vg, and hydroxyapatite amount | MRR, Ra, and RLT | With less than 10% inaccuracy. | Three-objective optimization should be performed for MRR, Ra, and RLT. |
| Techniques | Year, Authors, Process | Parameters | Performance | Findings | Shortcomings or Limitation |
|---|---|---|---|---|---|
| PSO | 2023, Sharma et al. [81], LS-WEDM | Ton, Toff, vs. and wire tension (Wt) | Surface roughness (Ra and Rz), wire loss, and dimensional accuracy | The PSO’s efficiency in accurately forecasting the outcomes of WEDM-processed machining of pure titanium (Grade 2) was validated. | Multi-objective optimization does not perform. |
| GA | 2011, Tzeng et al. [82], LS-WEDM | Ton, Toff, arc-off time (Tarc), Vs, wire feed rate (Wf), Wt and Wp | MRR and Ra | The GA optimization techniques have a lot of promise for challenging applications. | The number of samples needs to be increased to improve robustness. |
| 2013, Zhang et al. [83], HS-WEDM | Ton, Toff, Ip, Wf, and tracking coefficient | MRR and Ra | The prediction error of the model was no more than 10%. | Multi-objective optimization is not considered. | |
| 2020, Singh et al. [84], LS-WEDM | Ip, Ton, and Toff | MRR, and Ra | The maximum MRR = 7.10 mm3/min and minimum Ra = 3.36 μm could be obtained. | The engineering application is worthy of further study. | |
| ABC | 2009, Rao and Pawar [86], LS-WEDM | Ton, Toff, Ip, and servo feed setting | Cutting velocity (CV), and SR | The desired value of Ra = 2.1 μm and CV = 1.106 mm/min could be achieved. | There are few process parameters to be optimized. |
| 2012, Fard et al. [87], dry LS-WEDM | Ip, Ton, Toff, Wt, Vg, and Wf | CV and SR | The ideal set of process parameters could be predicted. | It is not compared with other optimization algorithms. | |
| CSA | 2017, Rao and Venkaiah et al. [88], LS-WEDM | Ton and Toff, Ip, and Vs | MRR, SR, and kerf width | Both single-objective and multi-objective optimization were investigated. | The engineering application should be investigated. |
| MDE | 2020, Kulkarni et al. [90], LS-WEDM | Ton, Toff, vs. and Wf | MRR, SR, and TWR | The convergence speed of modified DEA was twice as fast as conventional DEA. | Multi-objective optimization of MRR, SR, and TWR should be involved. |
| GP | 2022, Nayak et al. [91], LS-WEDM | Ip, Tom, Wt, wire speed, workpiece thickness, and taper angle | Angular error, and SR | GP model was an effective tool for solving this problem. | Other processing properties are not involved. |
| BA | 2022, Xu et al. [92], LS-WEDM | Ip, Wp, Wt, Wf, and discharge frequency | CV and kerf width | The prediction error was within ±2%. | Multi-objective optimization of CV and kerf width should be performed. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.; Hu, S.; Li, A.; Cao, Y.; Zhao, Y.; Ming, W. Parameters Optimization of Electrical Discharge Machining Process Using Swarm Intelligence: A Review. Metals 2023, 13, 839. https://doi.org/10.3390/met13050839
Chen Y, Hu S, Li A, Cao Y, Zhao Y, Ming W. Parameters Optimization of Electrical Discharge Machining Process Using Swarm Intelligence: A Review. Metals. 2023; 13(5):839. https://doi.org/10.3390/met13050839
Chicago/Turabian StyleChen, Yanyan, Shunchang Hu, Ansheng Li, Yang Cao, Yangjing Zhao, and Wuyi Ming. 2023. "Parameters Optimization of Electrical Discharge Machining Process Using Swarm Intelligence: A Review" Metals 13, no. 5: 839. https://doi.org/10.3390/met13050839
APA StyleChen, Y., Hu, S., Li, A., Cao, Y., Zhao, Y., & Ming, W. (2023). Parameters Optimization of Electrical Discharge Machining Process Using Swarm Intelligence: A Review. Metals, 13(5), 839. https://doi.org/10.3390/met13050839