
Determination of Interaction Parameters between Mn and Al and the Influence of Mn on Al2O3 Inclusions Formation in High Mn and Al Content Fe-Mn-Al-O Melts at 1873 K




Abstract
:1. Introduction
2. Experimental
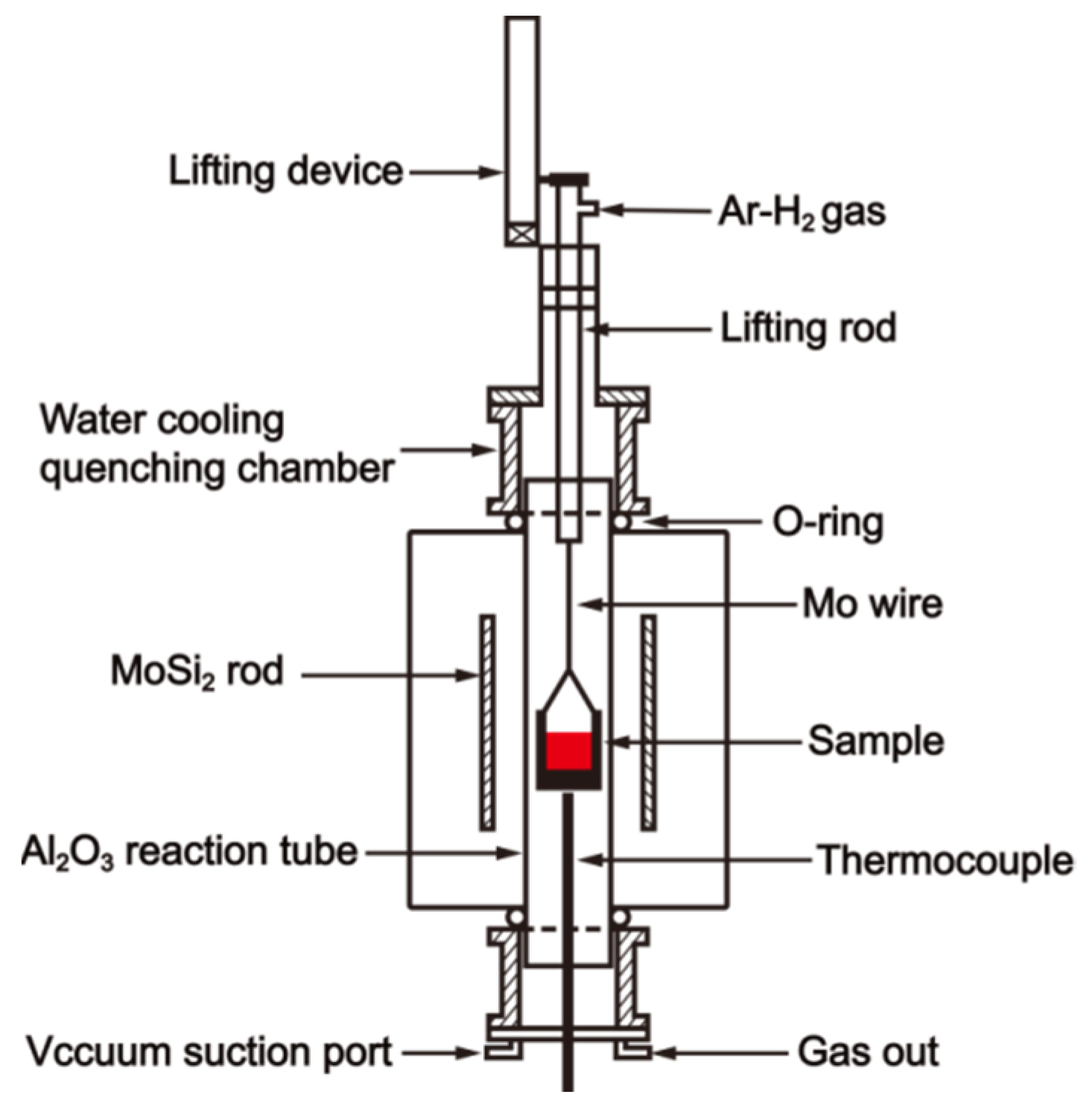
2.1. Materials and Experimental Apparatus
2.2. Experimental Procedures
- (a)
- An Al2O3 crucible was placed in a graphite crucible. 12 g of a Fe, Mn, and Al powder mixture were placed in an Al2O3 crucible. 4 g of flux composed of 35 mass% CaO, 60 mass% Al2O3 and 5 mass% CaF2 were placed on top of the metal powder mixture.
- (b)
- The furnace was heated up to 1873 K (1600 °C) with a heating rate of 2 K/min. The Ar-H2 gas mixture, with a volume ratio of 9:1, was kept at 200 mL/min throughout the entire experimental process.
- (c)
- The crucible was moved from the water-cooled chamber to the temperature-even zone.
- (d)
- After 2 h, the sample was lifted into the water-cooled quenching chamber for about 1.5 s by the lifting device mainly consisted of a high-speed motor, and then quenched with high-flow rate argon gas for 10 min. Subsequently, the metal phase was carefully separated, and the surface of the metal was ground off by 2 mm.
- (e)
- The metal compositions were determined using Inductively Couple Plasma-Atomic Emission Spectrometry (ICP-AES, Optima5300dv, PerkinElmer, Waltham, MA, USA). The morphology and composition of inclusions inside the samples were observed using the scanning electron microscope with an energy-dispersive spectrometer (SEM-EDS, ULTRA 55, Oberkochen, Germany). The O content in the melt was detected by inert gas fusion infrared absorption spectroscopy. Flux composition was determined by an X-ray fluorescence analyzer (XRF-1800, Shimadzu Corporation, Kyoto, Japan).
2.3. Experimental Design
3. Results and Discussion
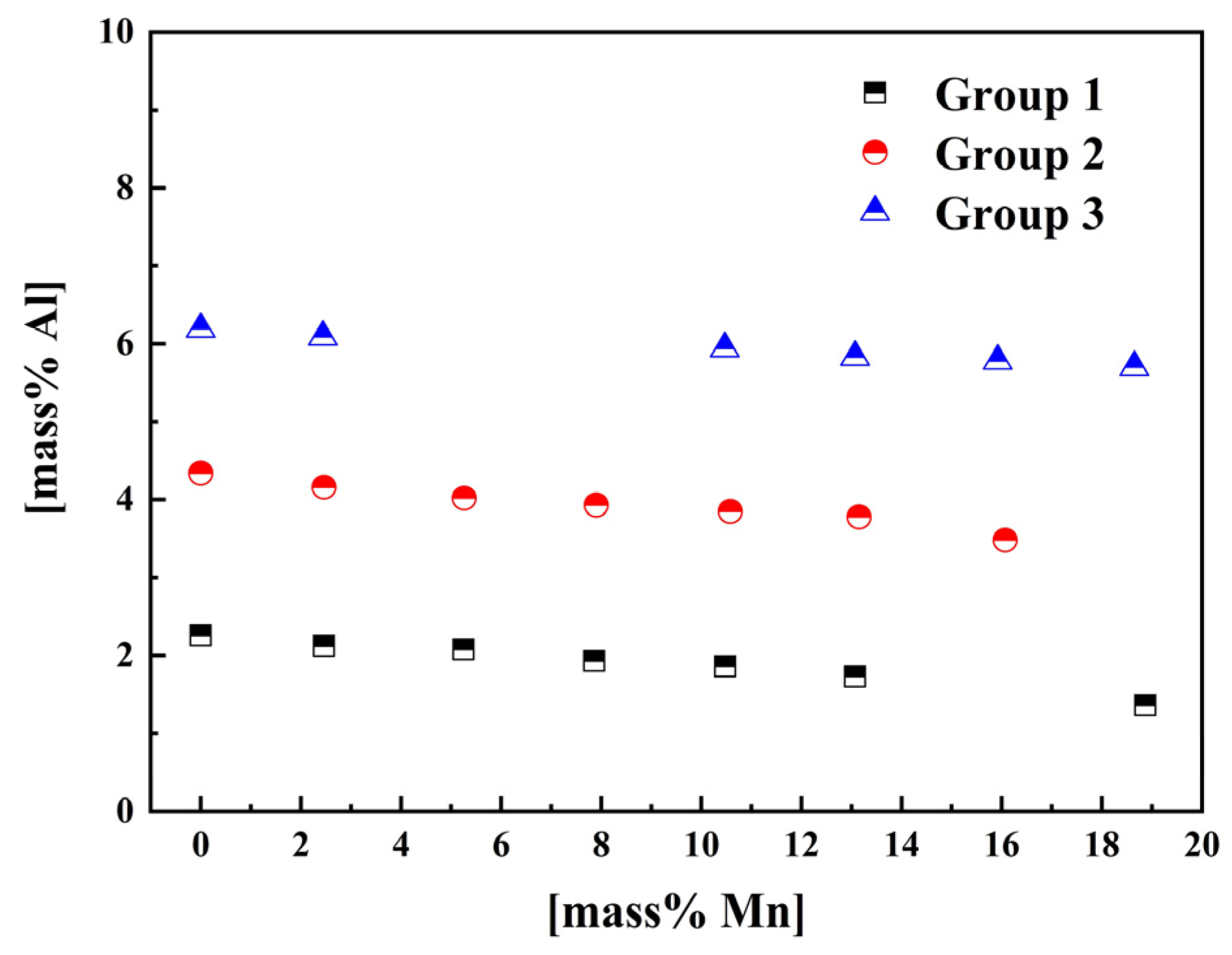
3.1. Experimental Results
3.2. WIPF Analysis
3.3. R-K Polynomial Analysis
3.4. The Applicability of the WIPF Model
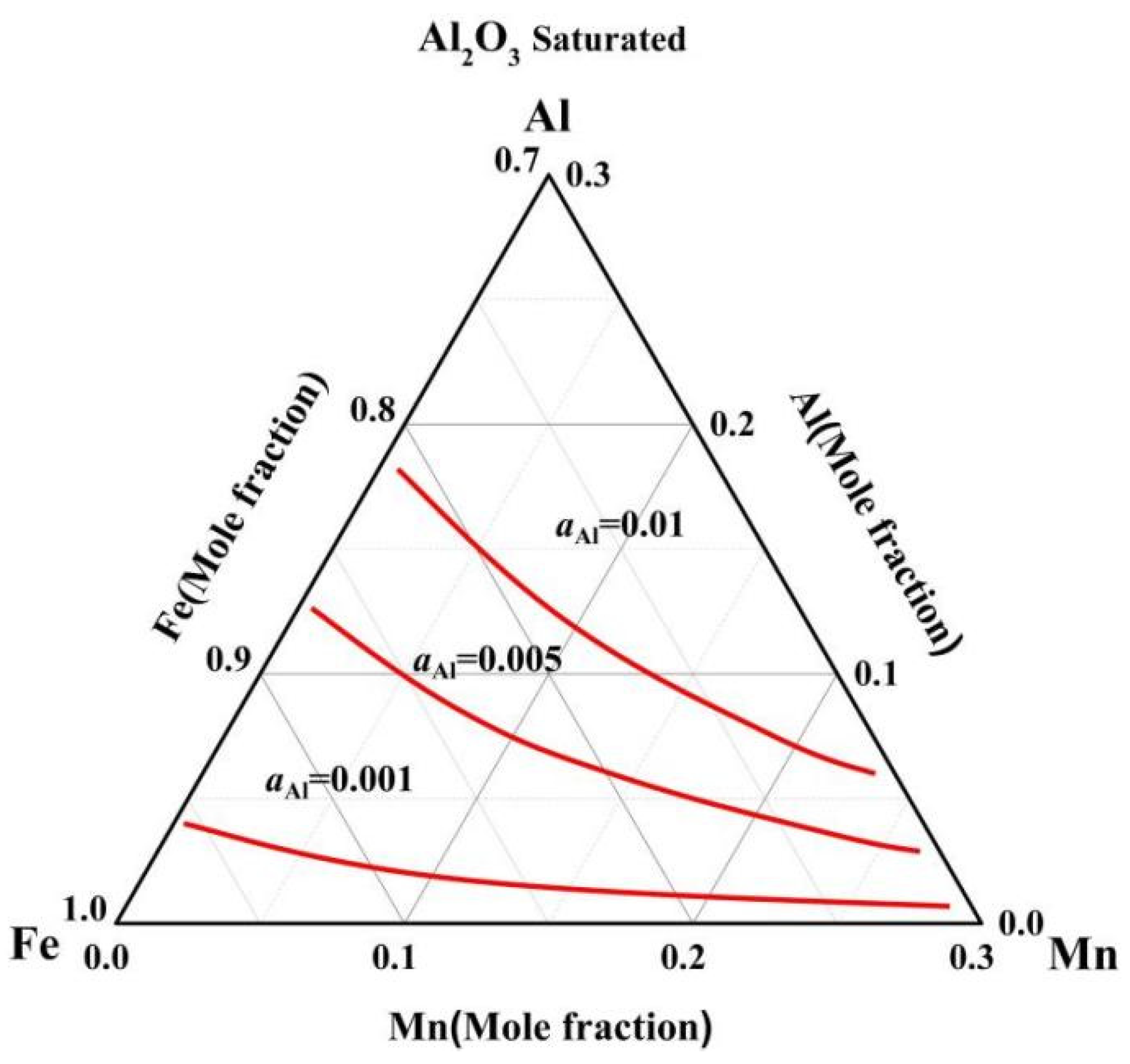
3.5. The Influence of Mn Content on Al Activity and Formation of Al2O3 Inclusion
4. Conclusions
- (1)
- The first- and second-order interaction parameters between Al and Mn, and , were determined to be 0.0292 and −0.00016, respectively, calculated by the WIPF.
- (2)
- The binary interaction parameters between Al and Mn, , and were determined to be 73,439 J/mol and −34,919 J/mol, respectively, calculated by the R-K polynomial.
- (3)
- The WIPF and R-K polynomial show good agreement on the calculation of component activity in Fe-Mn-Al-O melts, indicating WIPF with second-order interaction parameters can be well applied to the Fe-Mn-Al-O melts with a high Mn and Al concentration range involved in the present study.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kaar, S.; Steineder, K.; Schneider, R.; Krizan, D.; Sommitsch, C. New Ms-formula for exact microstructural prediction of modern 3rd generation AHSS chemistries. Scripta. Mater. 2021, 200, 113923. [Google Scholar] [CrossRef]
- Ebner, S.; Suppan, C.; Stark, A.; Schnitzer, R.; Hofer, C. Austenite decomposition and carbon partitioning during quenching and partitioning heat treatments studied via in-situ X-ray diffraction. Mater. Design. 2019, 178, 107862. [Google Scholar] [CrossRef]
- Tang, D.; Pistorius, P.C. Isotope Exchange Measurements of the Interfacial Reaction Rate Constant of Nitrogen on Fe-Mn alloys and an Advanced High-Strength Steel. Metall. Mater. Trans. B 2021, 52, 51–58. [Google Scholar] [CrossRef]
- Alba, M.N.M.; Karasev, A.; Jnsson, P.G.; Dogan, N. Characterization of inclusions in 3rd generation advanced high-strength steels. Metall. Mater. Trans. B 2019, 50, 1674–1685. [Google Scholar] [CrossRef]
- Paek, M.K.; Chatterjee, S.; Pak, J.J.; Jung, I.H. Aluminum Deoxidation Equilibria in Liquid Iron: Part III-Experiments and Thermodynamic Modeling of the Fe-Mn-Al-O System. Met. Mater. Trans. B 2016, 47, 2837–2847. [Google Scholar] [CrossRef]
- Cho, J.W.; Yoo, S.; Park, M.S.; Park, J.K.; Moon, K.H. Improvement of castability and surface quality of continuously cast TWIP slabs by molten mold flux feeding technology. Metall. Mater. Trans. B 2017, 48, 187–196. [Google Scholar] [CrossRef]
- Kim, M.-S.; Lee, S.-W.; Cho, J.-W.; Park, M.-S.; Lee, H.-G.; Kang, Y.-B. A reaction between high Mn-high Al steel and CaO-SiO2-type molten mold flux: Part I. Composition evolution in molten mold flux. Metall. Mater. Trans. B 2013, 44, 299–308. [Google Scholar] [CrossRef]
- Kang, Y.-B.; Kim, M.-S.; Lee, S.-W.; Cho, J.-W.; Park, M.-S.; Lee, H.-G. A reaction between high Mn-high Al steel and CaO-SiO2-type molten mold flux: Part II. Reaction mechanism, interface morphology, and Al2O3 accumulation in molten mold flux. Metall. Mater. Trans. B 2013, 44, 309–316. [Google Scholar] [CrossRef]
- Aydin, H.; Essadiqi, E.; Jung, I.H.; Yue, S. Development of 3rd generation AHSS with medium Mn content alloying compositions. Mater. Sci. Eng. A 2013, 564, 501–508. [Google Scholar] [CrossRef]
- Lai, Z.H.; Sun, Y.H.; Lin, Y.T.; Tu, J.F.; Yen, H.W. Mechanism of twinning induced plasticity in austenitic lightweight steel driven by compositional complexity. Acta Mater. 2021, 210, 116814. [Google Scholar] [CrossRef]
- Zhang, C.; Zhi, H.; Antonov, S.; Lin, C.; Su, Y. Hydrogen-enhanced densified twinning (HEDT) in a twinning-induced plasticity (TWIP) steel. Scr. Mater. 2021, 190, 108–112. [Google Scholar] [CrossRef]
- Paek, M.K.; Jang, J.M.; Do, K.H.; Pak, J.J. Thermodynamics of nitrogen in Fe-Mn-Al-Si-C alloy melts. Metall. Mater. Trans. B 2016, 47, 1243–1262. [Google Scholar] [CrossRef]
- Jang, J.M.; Seo, S.H.; Kim, Y.D.; An, H.J.; Pak, J.J. Effect of carbon on nitrogen solubility and AlN formation in high Al alloyed liquid steels. ISIJ Int. 2014, 54, 1578–1583. [Google Scholar] [CrossRef]
- Paek, M.K.; Jang, J.M.; Jiang, M.; Pak, J.J. Thermodynamics of AlN formation in high manganese-aluminum alloyed liquid steels. ISIJ Int. 2013, 53, 973–978. [Google Scholar] [CrossRef]
- Paek, M.K.; Jang, J.M.; Kang, H.J.; Pak, J.J. Reassessment of AlN (s) = Al+N Equilibration in Liquid Iron. ISIJ Int. 2013, 53, 535–537. [Google Scholar] [CrossRef]
- Spooner, S.; Assis, A.N.; Warnett, J.; Fruehan, R.; Williams, M.A.; Sridhar, S. Investigation into the Cause of Spontaneous Emulsification of a Free Steel Droplet. Validation of the Chemical Exchange Pathway. Metall. Mater. Trans. B 2016, 47, 2123–2132. [Google Scholar] [CrossRef]
- Vedani, M.; Dellasega, D.; Mannuccii, A. Characterization of grain-boundary precipitates after hot-ductility tests of microalloyed steels. ISIJ Int. 2009, 49, 446–452. [Google Scholar] [CrossRef]
- Kim, M.S.; Kang, Y.B. Development of thermodynamic database for high Mn-high Al steels: Phase equilibria in the Fe-Mn-Al-C system by experiment and thermodynamic modeling. Calphad 2015, 51, 89–103. [Google Scholar] [CrossRef]
- Mikhailov, G.G.; Tyurin, A.G. Deoxidation and desulfurization of steels by calcium, manganese and aluminum. Izv. Akad. Nauk. SSSR Met. 1984, 4, 10. [Google Scholar]
- Sukiennik, M.Z.; Olesinski, R.W. On the relationship between interaction coefficients. Metall. Mater. Trans. B 1984, 15, 677–680. [Google Scholar] [CrossRef]
- Pelton, A.D.; Bale, C.W. A modified interaction parameter formalism for non-dilute solutions. Metall. Mater. Trans. A 1986, 17, 1211–1215. [Google Scholar] [CrossRef]
- Bale, C.W.; Pelton, A.D. The unified interaction parameter formalism: Thermodynamic consistency and applications. Metall. Mater. Trans. A 1990, 21, 1997–2002. [Google Scholar] [CrossRef]
- Miki, T.; Hino, M. Numerical Analysis on Si Deoxidation of Molten Fe, Ni, Fe-Ni, Fe-Cr, Fe-Cr-Ni, Ni-Cu and Ni-Co Alloys by Quadratic Formalism. ISIJ Int. 2005, 45, 1848–1855. [Google Scholar] [CrossRef]
- Hillert, M.; Staffanson, L.I. The regular solution model for stoichiometric phases and ionic melts. Acta Chem. Scand 1970, 24, 3618–3626. [Google Scholar] [CrossRef]
- Saunders, N.; Miodownik, A.P. CALPHAD (Calculation of Phase Diagrams). A Comprehensive Guide; Oxford: Pergamon, Turkey, 1988. [Google Scholar]
- Yonemoto, L.M.; Miki, T.; Hino, M. Deoxidation Equilibrium of Molten Fe-Ni Alloy Expressed by Quadratic Formalism and Redlich-Kister Type Polynomial. ISIJ Int. 2008, 48, 755–759. [Google Scholar] [CrossRef]
- Miki, T.; Hino, M. Numerical Analysis on Si deoxidation of molten Fe-Ni and Ni-Co alloys by quadratic formalism. ISIJ Int. 2004, 44, 1800–1809. [Google Scholar] [CrossRef]
- Zhang, J.; Han, L.H.; Yan, B.J. Reassessment of Aluminum-Oxygen Equilibrium in High Al Molten Steel during Aluminum Deoxidation process at 1873 K. Met. Mater. Trans. B 2022, 53, 2512–2522. [Google Scholar] [CrossRef]
- Paek, M.-K.; Jang, J.-M.; Kang, Y.-B.; Pak, J.-J. Aluminum deoxidation equilibria in liquid iron: Part I. Experimental. Met. Mater. Trans. B 2015, 46, 1826–1836. [Google Scholar] [CrossRef]
- Suito, H.; Inoue, H.; Inoue, R. Aluminium-oxygen equilibrium between CaO-Al2O3 melts and liquid iron. ISIJ Int. 1991, 31, 1381–1388. [Google Scholar] [CrossRef]
- Rohde, L.E.; Choudhury, A.; Wahlster, M. New investigations into the aluminium-oxygen equilibrium in iron melts. Arch. Eisenhüttenwes. 1971, 42, 165–174. [Google Scholar] [CrossRef]
- Dimitrov, S.; Weyl, A.; Janke, D. Control of the aluminium-oxygen reaction in pure iron melts. Steel Res. 1995, 66, 3–7. [Google Scholar] [CrossRef]
- Takahashi, K.; Hino, M. Equilibrium between Dissolved Mn and O in Molten High-Manganese Steel. High Temp. Mater. Process.-Isr. 2009, 19, 1–10. [Google Scholar] [CrossRef]
- Fruehan, R.J. Activities in Liquid Fe-AI-O and Fe-Ti-O Alloys. Met. Trans. 1970, 1, 3403–3410. [Google Scholar] [CrossRef]
- Choudary, U.V.; Belton, G.R. Activities in carbon-saturated Fe-Al alloys and the stability of Al4C3 at 1873 K. Met. Mater. Trans. B 1977, 8, 531–534. [Google Scholar] [CrossRef]
- Sigworth, G.K.; Elliott, J.F. The thermodynamics of liquid dilute iron alloys. Met. Sci. 1974, 8, 298–310. [Google Scholar] [CrossRef]
- Kang, Y.J.; Thunman, M.; Sichen, D.; Morohoshi, T.; Mizukami, K.; Morita, K. Aluminum deoxidation equilibrium of molten iron-aluminum alloy with wide aluminum composition range at 1873 K. ISIJ Int. 2009, 49, 1483–1489. [Google Scholar] [CrossRef]
- Lupis, C.H.P.; Elliott, J.F. Generalized Interaction Coefficients Part II: Free Energy Terms and the Quasi-Chemical Theory. Acta Mater. 1966, 14, 1019–1032. [Google Scholar] [CrossRef]
- Fukaya, H.; Kajikawa, K.; Malfliet, A.; Blanpain, B.; Guo, M.X. Aluminum Deoxidation Equilibrium of Fe-Ni Alloy at 1773 K and 1873 K. Met. Mater. Trans. B 2018, 49, 2389–2399. [Google Scholar] [CrossRef]
- Kim, M.S.; Kang, Y.B. Thermodynamic modeling of the Fe-Mn-C and the Fe-Mn-Al systems using the Modified Quasichemical Model for liquid phase. J. Phase Equilib. Diffus. 2015, 36, 453–470. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Chemical Compositions of the Flux after Equilibrium, Mass% | Initial Mn Content, Mass% | Mn, Mass% | Al, Mass% | O, Mass% | ||
|---|---|---|---|---|---|---|---|
| Al2O3 | CaO | CaF2 | |||||
| 1-1 | 59.11 | 38.21 | 2.68 | 0 | 0 | 2.42 | 0.0011 |
| 1-2 | - | - | - | 3 | 2.46 | 2.12 | 0.0010 |
| 1-3 | - | - | - | 6 | 5.25 | 2.08 | - |
| 1-4 | 59.20 | 37.51 | 3.28 | 9 | 7.86 | 1.93 | - |
| 1-5 | - | - | - | 12 | 10.48 | 1.86 | - |
| 1-6 | - | - | - | 15 | 13.07 | 1.73 | - |
| 1-7 | 59.30 | 38.38 | 2.32 | 21 | 18.65 | 1.36 | - |
| 2-1 | 59.80 | 38.15 | 2.05 | 0 | 0 | 4.34 | 0.0012 |
| 2-2 | - | - | - | 3 | 2.46 | 4.16 | 0.0012 |
| 2-3 | - | - | - | 6 | 5.26 | 4.02 | |
| 2-4 | 59.63 | 37.72 | 2.65 | 9 | 7.9 | 3.93 | - |
| 2-5 | - | - | - | 12 | 10.58 | 3.85 | - |
| 2-6 | - | - | - | 15 | 13.15 | 3.78 | - |
| 2-7 | 59.82 | 37.76 | 2.42 | 18 | 16.07 | 3.48 | - |
| 3-1 | 59.96 | 37.22 | 2.82 | 0 | 0 | 6.19 | 0.0017 |
| 3-2 | - | - | - | 3 | 2.44 | 6.09 | 0.0016 |
| 3-3 | - | - | - | 12 | 10.47 | 5.94 | - |
| 3-4 | 58.80 | 38.34 | 2.86 | 15 | 13.07 | 5.83 | - |
| 3-5 | - | - | - | 18 | 15.92 | 5.78 | - |
| 3-6 | 59.36 | 37.96 | 2.68 | 21 | 18.65 | 5.7 | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, J.; Luo, X.; Yan, B.; Wang, D.; Liu, H. Determination of Interaction Parameters between Mn and Al and the Influence of Mn on Al2O3 Inclusions Formation in High Mn and Al Content Fe-Mn-Al-O Melts at 1873 K. Metals 2023, 13, 1500. https://doi.org/10.3390/met13081500
Zhang J, Luo X, Yan B, Wang D, Liu H. Determination of Interaction Parameters between Mn and Al and the Influence of Mn on Al2O3 Inclusions Formation in High Mn and Al Content Fe-Mn-Al-O Melts at 1873 K. Metals. 2023; 13(8):1500. https://doi.org/10.3390/met13081500
Chicago/Turabian StyleZhang, Jie, Xinru Luo, Baijun Yan, Daya Wang, and Hongbo Liu. 2023. "Determination of Interaction Parameters between Mn and Al and the Influence of Mn on Al2O3 Inclusions Formation in High Mn and Al Content Fe-Mn-Al-O Melts at 1873 K" Metals 13, no. 8: 1500. https://doi.org/10.3390/met13081500
APA StyleZhang, J., Luo, X., Yan, B., Wang, D., & Liu, H. (2023). Determination of Interaction Parameters between Mn and Al and the Influence of Mn on Al2O3 Inclusions Formation in High Mn and Al Content Fe-Mn-Al-O Melts at 1873 K. Metals, 13(8), 1500. https://doi.org/10.3390/met13081500