

The Interplay of Thermal Gradient and Laser Process Parameters on the Mechanical Properties, Geometrical and Microstructural Characteristics of Laser-Cladded Titanium (Ti6Al4V) Alloy Composite Coatings



Abstract
:1. Introduction
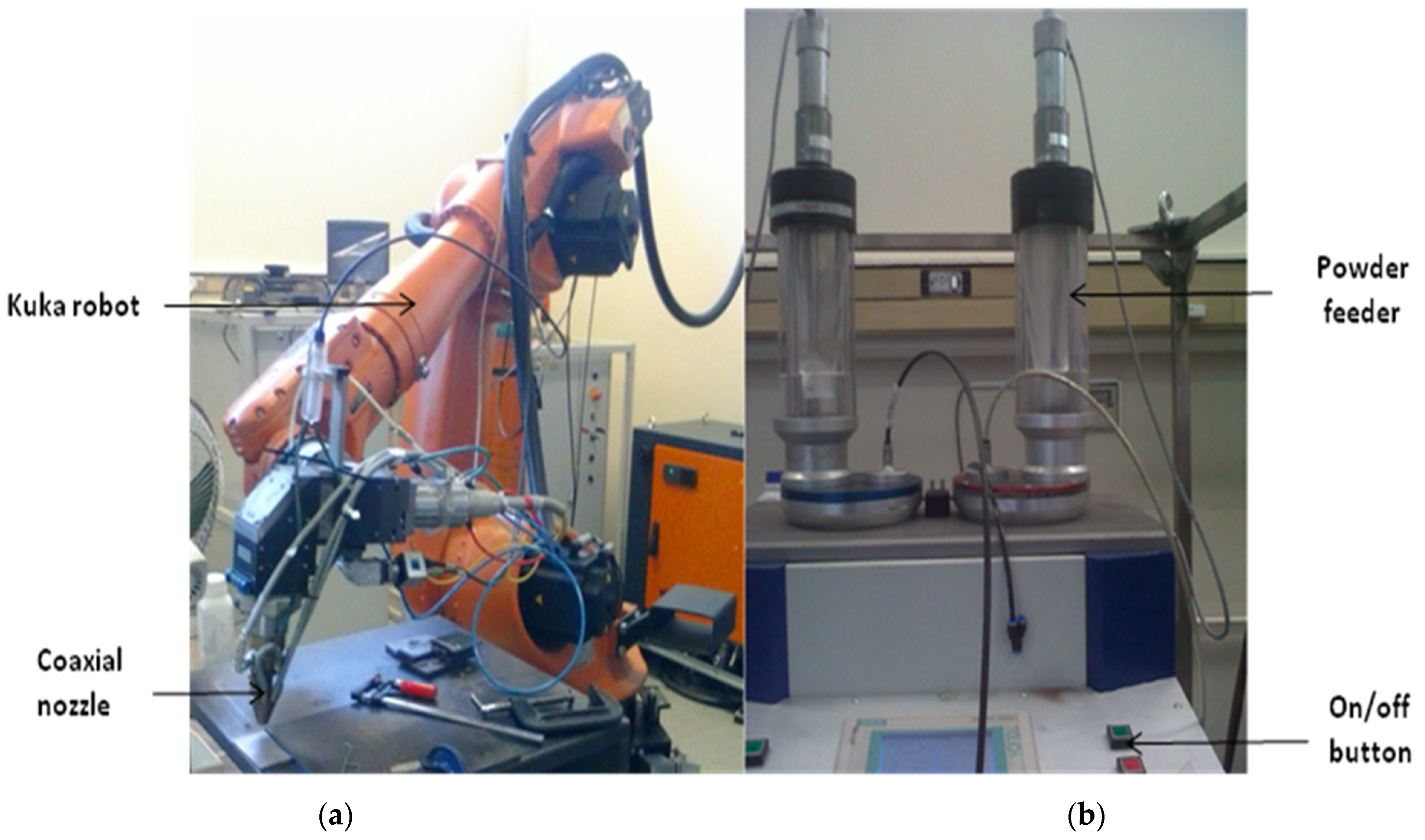
2. Materials and Method
3. Results and Discussion
3.1. Optical Microscopy (OM) and Scanning Electron Microscopy (SEM)
3.2. X-ray Diffraction (XRD)Analysis
3.3. Mechanical Properties of AlCuTi/Ti6Al4V Composite Coatings
3.4. Geometrical Characteristics
4. Conclusions
- Using the laser surface modification approach, new advanced metallic ternary coatings with improved characteristics were successfully fabricated.
- By optimizing the laser processing parameters and carefully choosing reinforcement material fractions, high residual stresses and the formation of cracks were kept to a minimum. This improved the quality of the coatings, the surface adhesion of the substrate and reinforcement materials, the evolution of the microstructure, and the mechanical properties as a whole.
- The optimal scan speed, laser power, and reinforcement (powder) feed rate led to dendritic grain propagation, which led to the formation of aluminum–copper structures. The employed reinforcing power, such as copper, stabilized the beta particles in the microstructures that were created. Furthermore, AlCuTi/Ti6Al4V composite coatings have been created using the laser cladding process for long-term aerospace applications.
- The strength of the laser beam affects the formation of CuTi intermetallic phases and the beta-phase change of Ti6Al4V. The length of copper’s diffusion rises with increasing laser power, which results in an increase in the thickness of the CuTi intermetallic phases. By lowering the laser light intensity, CuTi’s characteristics can be improved.
- The highest microhardness value of 1117.2 HV1.0, in comparison to the base alloy, corresponds to a 69.1% increase in the hardness of the composite coatings. When the process parameters were optimized, dendritic phases were formed in the microstructures. These phases were linked to the hardness improvement. Due to the fact that titanium aluminide’s superior qualities also affect the hardness ratings, this improved hardness attribute of the composite coatings is related to the strength of titanium aluminide phases generated at elevated temperatures during rapid solidification in the melt pool.
- Two mechanical properties of the ternary coatings (yield strength and tensile strength) were enhanced. The tensile strengths of laser-clad ternary coatings were 23%, 46.2%, 13.1%, 70%, 34.3%, and 51.7% better than those of titanium alloy substrates. Comparing the yield strengths of the laser-clad ternary coatings to the titanium alloy substrate, the improvements were 19%, 46.7%, 12.9%, 69.3%, 34.7%, and 52.1%.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dursun, T.; Soutis, C. Recent Developments in Advanced Aircraft Aluminium Alloys Review Article. Mater. Des. 2014, 56, 862–871. [Google Scholar] [CrossRef]
- Shao, M.; Wang, W.; Yang, H.; Zhang, X.; He, X. Preparation of Wear-Resistant Coating on Ti6Al4V Alloy by Cold Spraying and Plasma Electrolytic Oxidation. Coatings 2021, 11, 1288. [Google Scholar] [CrossRef]
- Lim, J.M.; So, Y.S.; Kim, J.G. Microstructure and Corrosion Behavior of Laser-Welded Al–Mn–Zr Alloy for Heat Exchanger. Materials 2023, 16, 6009. [Google Scholar] [CrossRef] [PubMed]
- Kwok, C.T.; Cheng, F.T.; Man, H.C. Cavitation Erosion and Corrosion Behaviour of Laser-Aluminized Mild Steel. Surf. Coat. Technol. 2006, 200, 3544–3552. [Google Scholar] [CrossRef]
- Dobrzanski, L.A.; Piec, M.; Bonek, M.; Jonda, E.; Klimpel, A. Mechanical and Tribological Properties of Laser Alloyed Surface Coatings. J. Achiev. Mater. Manuf. Eng. 2007, 20, 235–238. [Google Scholar]
- Wei, L.; Huijun, Y.; Chuanzhong, C.; Diangang, W.; Fei, W. Microstructures of Hard Coatings Deposited on Titanium Alloys by Laser Alloying Technique. J. Surf. Rev. Lett. 2013, 20, 1350007. [Google Scholar]
- Fagagnolo, J.B.; Rodrigues, A.V.; Lima, M.S.F.; Amigo, V.; Caram, R. A Novel Proposal to Manipulate the Properties of Titanium Parts by Laser Alloying. Scr. Mater. 2013, 68, 471–474. [Google Scholar] [CrossRef]
- Pham, N.T.H.; Nguyen, V.T. Wear Properties of TiC-Reinforced Co50 Composite Coatings from Room Temperature to High Temperature. Adv. Mater. Sci. Eng. 2020, 2020, 6849081. [Google Scholar] [CrossRef]
- Fatoba, O.S.; Jen, T.C.; Akinlabi, E.T. Experimental Study on Microstructural Evolution, Mechanical Property, and Corrosion Behaviour of Laser Additive Manufactured (LAM) Titanium Alloy Grade 5. Int. J. Adv. Manuf. Technol. 2021, 114, 655–669. [Google Scholar] [CrossRef]
- Poulon-Quintin, A.; Watanabe, I.; Watanabe, E.; Bertrand, C. Mechanical and Microstructural Properties of Surface Treated Cast Titanium with Nd: Yag Laser. Dent. Mater. 2012, 24, 2769–2783. [Google Scholar]
- Yakovlev, A.; Bertrand, P.H.; Smurov, I. Laser Cladding of Wear Resistant Metal Matrix Composite Coatings. Thin Solid Films 2004, 453, 133–138. [Google Scholar] [CrossRef]
- Berger, R. Additive Manufacturing: A Game Changer for the Manufacturing Industry; Roland Berger Strategy Consultants GmbH: Munich, Germany, 2013; Volume 1 (5.1). [Google Scholar]
- Coykendall, J.; Holdowsky, J.; Cotteleer, M.; Mahto, M. 3D opportunity in aerospace and defense: Additive manufacturing takes flight. Deloitte Insights 2014, 2, 1. [Google Scholar]
- Debroy, T.; Wei, H.; Zuback, J.; Mukherjee, T.; Elmer, J.; Milewski, J.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components–process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Esmaeilian, B.; Behdad, S.; Wang, B. The evolution and future of manufacturing: A review. J. Manuf. Syst. 2016, 39, 79–100. [Google Scholar] [CrossRef]
- Borish, M.; Gibson, B.T.; Adkins, C.; Mhatre, P. Automated Process Planning for Embossing and Functionally Grading Materials via Site-Specific Control in Large-Format Metal-Based Additive Manufacturing. Materials 2022, 15, 4152. [Google Scholar] [CrossRef] [PubMed]
- Eckert, C.; Wynn, D.C.; Maier, J.F.; Albers, A.; Bursac, N.; Chen, H.L.X.; Clarkson, P.J.; Gericke, K.; Gladysz, B.; Shapiro, D. On the integration of product and process models in engineering design. Des. Sci. 2017, 3, e3. [Google Scholar] [CrossRef]
- Mugwagwa, L.; Dimitrov, D.; Matope, S.; Yadroitsev, I. Influence of process parameters on residual stress related distortions in selective laser melting. Procedia Manuf. 2018, 21, 92–99. [Google Scholar] [CrossRef]
- Wang, C.; Loh, Y.M.; Cheung, C.F.; Liang, X.; Zhang, Z.; Ho, L.T. Post processing of additively manufactured 316L stainless steel by multi-jet polishing method. J. Mater. Res. Technol. 2023, 23, 530–550. [Google Scholar] [CrossRef]
- Liu, S.S.; Wang, X.H.; Zhang, M.; Zhao, G.L. Fabrication of CNTs–TiC–Ti2(Ni,Al) Ni3Ti reinforced Ti-based composite coating by laser alloying processing. J. Mater. Res. Technol. 2019, 8, 5930–5940. [Google Scholar] [CrossRef]
- Phutela, C.; Aboulkhair, N.T.; Tuck, C.J.; Ashcroft, I. The Effects of Feature Sizes in Selectively Laser Melted Ti-6Al-4V Parts on the Validity of Optimized Process Parameters. Materials 2020, 13, 117. [Google Scholar] [CrossRef]
- Fiołek, A.; Zimowski, S.; Kopia, A. Effect of Low-Friction Composite Polymer Coatings Fabricated by Electrophoretic Deposition and Heat Treatment on the Ti-6Al-4V Titanium Alloy’s Tribological Properties. Metall. Mater. Trans. A 2020, 51, 4786–4798. [Google Scholar] [CrossRef]
- Gharehbaghi, R.; Fatoba, O.S.; Akinlabi, E.T. Influence of Scanning Speed on the Microstructure of Deposited Al-Cu-Fe Coatings on a Titanium Alloy Substrate by Laser Metal Deposition Process. In Proceedings of the 2018 IEEE 9th International Conference on Mechanical and Intelligent Manufacturing Technologies (ICMIMT 2018), Cape Town, South Africa, 10–13 February 2018; pp. 44–49. [Google Scholar] [CrossRef]
- Fatoba, O.S.; Adesina OSPopoola, A.P.I. Evaluation of microstructure, microhardness, and electrochemical properties of laser-deposited Ti-Co coatings on Ti-6Al-4V Alloy. Int. J. Adv. Manuf. Technol. 2018, 97, 2341–2350. [Google Scholar] [CrossRef]
- Yadav, S. A Review on Enhancement of Wear Resistance. IOP Conf. Ser. Mater. Sci. Eng. 2018, 455, 012120. [Google Scholar] [CrossRef]
- Wang, X.; Yanpei, L.; Junjian, H.; Wenbin, H.; Kun, L.; She, Z. Preparation and Properties of Core-Shell Structure/Ni60 Coating. Shock. Vib. 2021, 2021, 2557539. [Google Scholar] [CrossRef]
- Huang, C.; Li, H.; Li, D.; Lin, S. The performance of titanium composite coatings obtained through thermal spraying and microarc oxidation. Compos. Adv. Mater. 2021, 30. [Google Scholar] [CrossRef]
- Yang, C.; Zhoa, H.; Qu, S.; Li, X.; Li, Y. New development of Ti-based alloys for biomedical applications. Materials 2014, 7, 1709–1800. [Google Scholar]
- Gharehbaghi, R.; Fatoba, O.S.; Akinlabi, E.T. Experimental Investigation of Laser Metal Deposited Icosahedral Al-Cu-Fe Coatings on Grade Five Titanium Alloy. In Proceedings of the 2018 IEEE 9th International Conference on Mechanical and Intelligent Manufacturing Technologies (ICMIMT 2018), Cape town, South Africa, 10-13 February 2018; pp. 31–36. [Google Scholar] [CrossRef]
- Zhong, C.; Liu, J.; Zhao, T.; Schopphoven, T.; Fu, J.; Gasser, A.; Schleifenbaum, J.H. Laser Metal Deposition of Ti6Al4V—A Brief Review. Appl. Sci. 2020, 10, 764. [Google Scholar] [CrossRef]
- Li, T.; Wang, Z.; Hu, S.; Yang, Z.; Wang, Y. Hot cracking during the fabrication of Inconel 625/stainless steel 308 L functionally graded material by dual-wire arc additive manufacturing. J. Manuf. Process. 2022, 82, 461–473. [Google Scholar] [CrossRef]
- Tapoglou, N.; Clulow, J.; Curtis, D. Increased shielding of a direct energy deposition process to enable deposition of reactive materials; an investigation into deposition of 15-5 PH stainless steel, Inconel 718 and Ti-6Al-4V. CIRP J. Manuf. Sci. Technol. 2022, 36, 227–235. [Google Scholar] [CrossRef]
- Lee, H.J.; Narayana, P.L.; Kim, J.H.; Park, C.H.; Hong, J.K.; Yeom, J.T.; Lee, T.; Lee, S.W. Effect of interlayer cooling on the microstructure and mechanical properties of titanium alloys fabricated using directed energy deposition. J. Alloys Compd. 2023, 953, 170202. [Google Scholar] [CrossRef]
- Narayana, P.L.; Lee, S.; Choi, S.W.; Li, C.L.; Park, C.H.; Yeom, J.T.; Reddy, N.S.; Hong, J.K. Microstructural response of β-stabilized Ti–6Al–4V manufactured by direct energy deposition. J. Alloys Compd. 2019, 811, 152021. [Google Scholar] [CrossRef]
- Chlupová, A.; Heczko, M.; Obrtlík, K.; Dlouhý, A.; Kruml, T. Effect of heat-treatment on the microstructure and fatigue properties of lamellar γ-TiAl alloyed with Nb, Mo and/or C. Mater. Sci. Eng. A 2020, 786, 139427. [Google Scholar] [CrossRef]
- Tan, X.P.; Chandra, S.; Kok, Y.; Tor, S.B.; Seet, G.; Loh, N.H.; Liu, E. Revealing competitive columnar grain growth behavior and periodic microstructural banding in additively manufactured Ti-6Al-4 V parts by selective electron beam melting. Materialia 2019, 7, 100365. [Google Scholar] [CrossRef]
- Huang, H.; Ding, H.; Xu, X. The microstructure and mechanical property of TiAl alloy containing Beta Stabilizer. Procedia Manuf. 2019, 37, 73–79. [Google Scholar] [CrossRef]
- Zhu, Y.Y.; Tang, H.B.; Li, Z.; Xu, C.; He, B. Solidification behavior and grain morphology of laser additive manufacturing titanium alloys. J. Alloys Compd. 2019, 777, 712–716. [Google Scholar] [CrossRef]
- Yang, Y.; Liu, Y.J.; Chen, J.; Wang, H.L.; Zhang, Z.Q.; Lu, Y.J.; Wu, S.Q.; Lin, J.X. Crystallographic features of α variants and β phase for Ti-6Al-4V alloy fabricated by selective laser melting. Mater. Sci. Eng. A 2017, 707, 548–558. [Google Scholar] [CrossRef]
- Obiegbu, M.C.; Fatoba, O.S.; Akinlabi, E.T.; Akinlabi, S.A. Experimental Study on Characteristics of Laser Metal Deposited Al-Si-Sn-Cu/Ti-6Al-4V composite coatings. Mater. Express Res. 2019, 6, 1–11. [Google Scholar] [CrossRef]
- Li, F.C.; Liu, T.; Zhang, J.Y.; Shuang, S.; Wang, Q.; Wang, A.D.; Wang, J.G.; Yang, Y. Amorphous–nanocrystalline alloys: Fabrication, properties, and applications. Mater. Today Adv. 2019, 4, 100027. [Google Scholar] [CrossRef]
- Wang, T.; Li, B.; Wang, Z.; Nie, Z. A microstructure with improved thermal stability and creep resistance in a novel near-alpha titanium alloy. Mater. Sci. Eng. A 2018, 731, 12–20. [Google Scholar] [CrossRef]
- Cahoon, J.R.; Broughton, W.H.; Kutzak, A.R. The determination of yield strength from hardness measurements. Metall. Trans. 1971, 2, 1979–1983. [Google Scholar] [CrossRef]
- Chenna, K.S.; Kumar, G.N.; JhaAbhay, K.; Bhanu, P. On the prediction of strength from hardness for copper alloys. J. Mater. 2013, 2013, 352578. [Google Scholar] [CrossRef]
- Mishra, A.; Paul, A.R.; Mukherjee, M.; Singh, R.K.; Sharma, A.K. Evaluation of Cu-Ti dissimilar interface characteristics for wire arc additive manufacturing process. Rapid Prototyp. J. 2023, 29, 366–377. [Google Scholar] [CrossRef]
- Ridolfi, M.R.; Folgarait, P.; Battaglia, V.; Vela, T.; Corapi, D.; Di Schino, A. Development and Calibration of a CFD Based Model of the Bed Fusion SLM Additive Manufacturing Process aimed at Optimising Laser Parameters. Procedia Struct. Integr. 2019, 34, 370–380. [Google Scholar] [CrossRef]
- Yao, J.; Suo, T.; Zhang, S.; Zhao, F.; Wang, H.; Liu, J.; Chen, Y.; Li, Y. Influence of heat-treatment on the dynamic behavior of 3D laser-deposited Ti–6Al–4V alloy. Mater. Sci. Eng. A 2016, 677, 153–162. [Google Scholar] [CrossRef]
- Lervåg, M.; Sørensen, C.; Robertstad, A.; Brønstad, B.M.; Nyhus, B.; Eriksson, M.; Aune, R.; Ren, X.; Akselsen, O.M.; Bunaziv, I. Additive Manufacturing with Superduplex Stainless Steel Wire by CMT Process. Metals 2020, 10, 272. [Google Scholar] [CrossRef]
- Kaschel, F.R.; Celikin, M.; Dowling, D.P. Effects of laser power on geometry, microstructure and mechanical properties of printed Ti-6Al-4V parts. J. Mater. Process. Technol. 2020, 278, 116539. [Google Scholar] [CrossRef]
- Liu, Y.; Wu, Z.; Liu, W.; Ma, Y.; Zhang, X.; Zhao, L.; Yang, K.; Chen, Y.; Cai, Q.; Song, Y.; et al. Microstructure evolution and reaction mechanism of continuously compositionally Ti/Al intermetallic graded material fabricated by laser powder deposition, J. Mater. Res. Technol. 2022, 20, 4173–4185. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Ti | Al | V | Fe | O | C | N |
|---|---|---|---|---|---|---|---|
| Wt.% | Bal. | 6.2 | 3.9 | 0.2 | 0.01 | 0.12 | 0.005 |
| Base Metal | Tensile Strength (MPa) | Yield Strength (MPa) | Vicker Hardness (HV) |
|---|---|---|---|
| Ti6Al4V | 1170 | 1100 | 334 |
| Laser Power | 900–1000 W |
| Laser scan speed | 0.8–1.0 m/min |
| Laser beam diameter | 2 mm |
| Powder flow rate | 2.0–2.5 g/min |
| Shielding gas flow rate | Argon (2.0) L/min |
| Sample No | Laser Power (W) | Scan Velocity (m/min) | Powder Feed Rate (g/min) | Gas Flow Rate (L/min) |
|---|---|---|---|---|
| 1 | 900 | 0.8 | 2.0 | 2.0 |
| 2 | 900 | 1.0 | 2.5 | 2.0 |
| 3 | 1000 | 0.8 | 2.5 | 2.0 |
| 4 | 1000 | 1.0 | 2.0 | 2.0 |
| 5 | 900 | 0.8 | 2.0 | 2.0 |
| 6 | 900 | 1.0 | 2.5 | 2.0 |
| 7 | 1000 | 0.8 | 2.5 | 2.0 |
| 8 | 1000 | 1.0 | 2.0 | 2.0 |
| Samples | Laser Power (W) | Scan Speed (m/min) | Average Hardness (HV0.1) | Tensile Strength (GPa) | Yield Strength (GPa) |
|---|---|---|---|---|---|
| Ti6Al4V alloy | - | - | 345 ± 1.09 | 1.13 | 0.81 |
| Ti6Al4V/Al-4Cu-7Ti | 900 | 0.8 | 425 ± 3.16 | 1.39 | 1.00 |
| Ti6Al4V/Al-4Cu-7Ti | 900 | 1.0 | 644 ± 4.58 | 2.10 | 1.52 |
| Ti6Al4V/Al-4Cu-7Ti | 1000 | 0.8 | 346 ± 3.64 | 1.13 | 0.82 |
| Ti6Al4V/Al-4Cu-7Ti | 1000 | 1.0 | 396 ± 2.59 | 1.30 | 0.93 |
| Ti6Al4V/Al-7Cu-5Ti | 900 | 0.8 | 338 ± 1.59 | 1.10 | 0.80 |
| Ti6Al4V/Al-7Cu-5Ti | 900 | 1.0 | 1117 ± 2.37 | 3.64 | 2.64 |
| Ti6Al4V/Al-7Cu-5Ti | 1000 | 0.8 | 526 ± 1.02 | 1.72 | 1.24 |
| Ti6Al4V/Al-7Cu-5Ti | 1000 | 1.0 | 718 ± 3.14 | 2.34 | 1.69 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fatoba, O.S.; Jen, T.-C. The Interplay of Thermal Gradient and Laser Process Parameters on the Mechanical Properties, Geometrical and Microstructural Characteristics of Laser-Cladded Titanium (Ti6Al4V) Alloy Composite Coatings. Metals 2023, 13, 1617. https://doi.org/10.3390/met13091617
Fatoba OS, Jen T-C. The Interplay of Thermal Gradient and Laser Process Parameters on the Mechanical Properties, Geometrical and Microstructural Characteristics of Laser-Cladded Titanium (Ti6Al4V) Alloy Composite Coatings. Metals. 2023; 13(9):1617. https://doi.org/10.3390/met13091617
Chicago/Turabian StyleFatoba, Olawale Samuel, and Tien-Chien Jen. 2023. "The Interplay of Thermal Gradient and Laser Process Parameters on the Mechanical Properties, Geometrical and Microstructural Characteristics of Laser-Cladded Titanium (Ti6Al4V) Alloy Composite Coatings" Metals 13, no. 9: 1617. https://doi.org/10.3390/met13091617
APA StyleFatoba, O. S., & Jen, T. -C. (2023). The Interplay of Thermal Gradient and Laser Process Parameters on the Mechanical Properties, Geometrical and Microstructural Characteristics of Laser-Cladded Titanium (Ti6Al4V) Alloy Composite Coatings. Metals, 13(9), 1617. https://doi.org/10.3390/met13091617