
Fabrication of Uniform and Rounded Closed-Cell Aluminum Foams Using Novel Foamable Precursor Particles (FPPs)



Abstract
:1. Introduction
2. Experimental Procedures
3. Results and Discussion
4. Conclusions
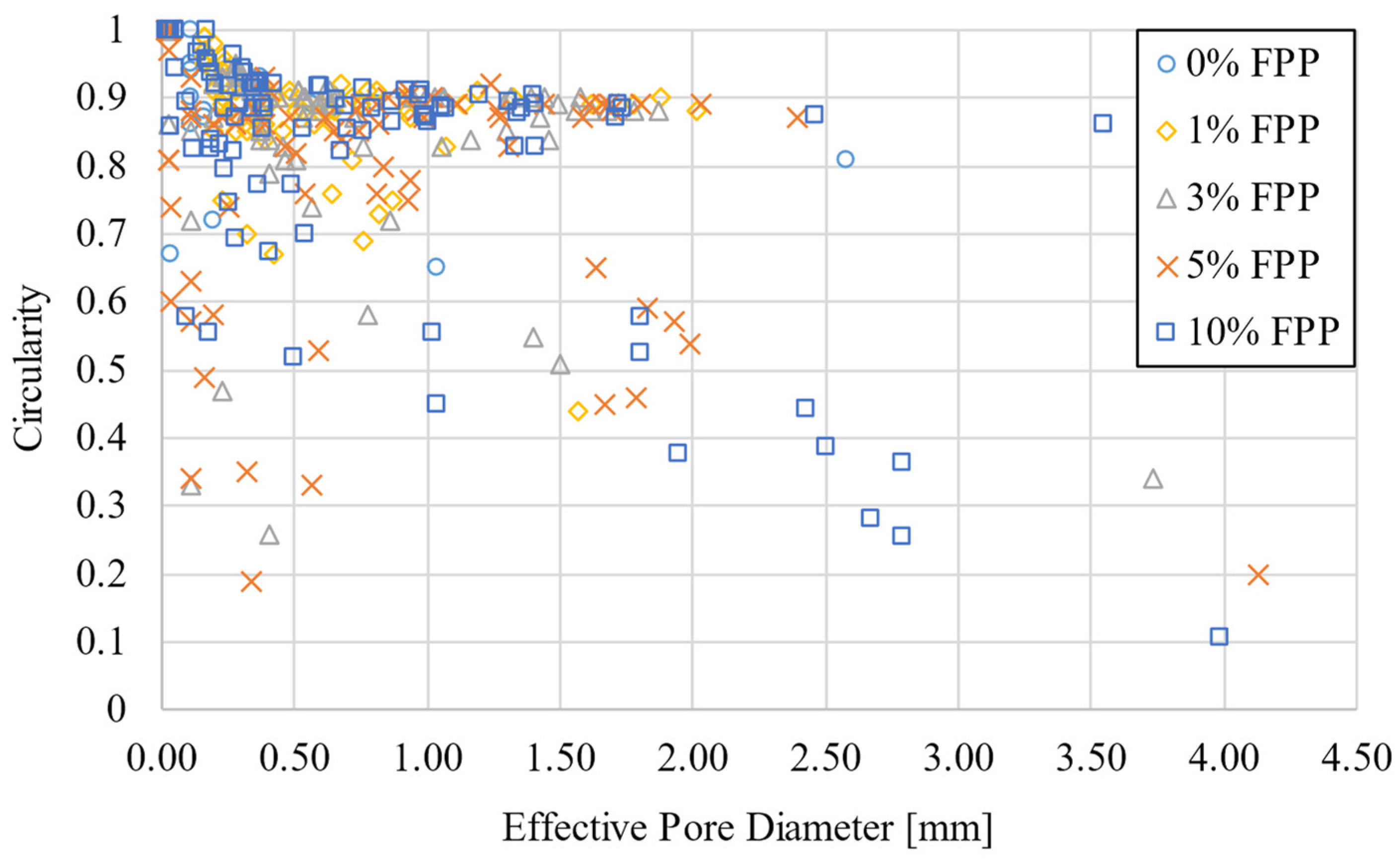
- Al-TiH2 FPPs have been successfully used to process bulk aluminum closed cell foams with relatively high circularities.
- Due to the localization of TiH2 within particles, the local TiH2 content was 2 wt.%, allowing for the generation of rounded voids despite the low overall TiH2 content for the foam.
- Under the investigated processing conditions, the highest foam porosity of 60% was obtained with an overall TiH2 content of 0.2 wt.% (equivalent to 10% composite FPP content).
- The relative strengths of the FPP foams investigated roughly fall in between the ideal open and ideal closed cell boundaries.
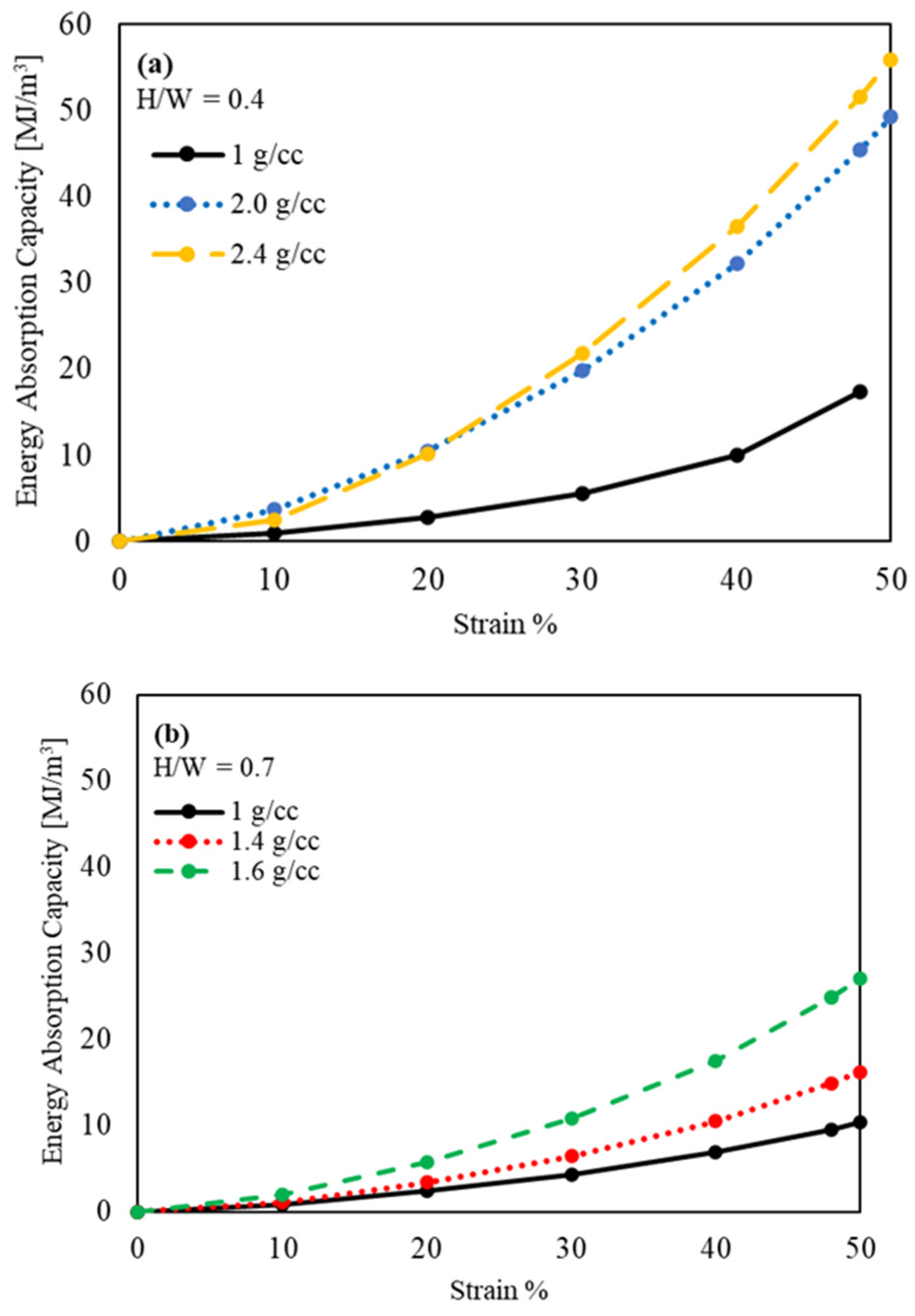
- Products with 40–60% porosity were found to have energy absorption capacities of 10–25 MJ/m3 at 50% strain.
- The maximum energy absorption efficiencies for foams with 40–60% porosity ranged from 0.6–0.7.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Dineshkumar, J.; Jesudas, T.; Elayaraja, R. Characteristics, Applications and Processing of Aluminium Foams—A Review. Mater. Today Proc. 2021, 42, 1773–1776. [Google Scholar] [CrossRef]
- Liu, P.S.; Ma, X.M. Property Relations Based on the Octahedral Structure Model with Body-Centered Cubic Mode for Porous Metal Foams. Mater. Des. 2020, 188, 108413. [Google Scholar] [CrossRef]
- Palka, K.; Adamek, G.; Jakubowicz, J. Compression Behavior of Ti Foams with Spherical and Polyhedral Pores. Adv. Eng. Mater. 2016, 18, 1511–1518. [Google Scholar] [CrossRef]
- Behymer, N.; Morsi, K. Review: Closed-Cell Metallic Foams Produced via Powder Metallurgy. Metals 2023, 13, 959. [Google Scholar] [CrossRef]
- Brothers, A.H.; Scheunemann, R.; DeFouw, J.D.; Dunand, D.C. Processing and Structure of Open-Celled Amorphous Metal Foams. Scr. Mater. 2005, 52, 335–339. [Google Scholar] [CrossRef]
- Kou, D.P.; Li, J.R.; Yu, J.L.; Cheng, H.F. Mechanical Behavior of Open-Cell Metallic Foams with Dual-Size Cellular Structure. Scr. Mater. 2008, 59, 483–486. [Google Scholar] [CrossRef]
- Morsi, K.; Krommenhoek, M.; Shamma, M. Novel Aluminum (Al)-Carbon Nanotube (CNT) Open-Cell Foams. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2016, 47, 2574–2578. [Google Scholar] [CrossRef]
- Krommenhoek, M.; Shamma, M.; Morsi, K. Processing, Characterization, and Properties of Aluminum–Carbon Nanotube Open-Cell Foams. J. Mater. Sci. 2017, 52, 3927–3935. [Google Scholar] [CrossRef]
- Gibson, L.J. Mechanical Behavior of Metallic Foams. Annu. Rev. Mater. Sci. 2000, 30, 191–227. [Google Scholar] [CrossRef]
- Gibson, L.J.; Ashby, M.F. Cellular Solids: Structure and Properties, 2nd ed.; Cambridge University Press: Cambridge, UK, 2014. [Google Scholar]
- Kulshreshtha, A.; Dhakad, S.K. Preparation of Metal Foam by Different Methods: A Review. Mater. Today Proc. 2020, 26, 1784–1790. [Google Scholar] [CrossRef]
- Jiang, B.; Zhao, N.Q.; Shi, C.S.; Du, X.W.; Li, J.J.; Man, H.C. A Novel Method for Making Open Cell Aluminum Foams by Powder Sintering Process. Mater. Lett. 2005, 59, 3333–3336. [Google Scholar] [CrossRef]
- Wan, T.; Liu, Y.; Zhou, C.; Chen, X.; Li, Y. Fabrication, Properties, and Applications of Open-Cell Aluminum Foams: A Review. J. Mater. Sci. Technol. 2021, 62, 11–24. [Google Scholar] [CrossRef]
- Kevorkijan, V.; Škapin, S.D.; Paulin, I.; Šuštaršič, B.; Jenko, M. Synthesis and Characterisation of Closed Cells Aluminium Foams Containing Dolomite Powder as Foaming Agent. Mater. Technol. 2010, 44, 363–371. [Google Scholar]
- Ghaleh, M.H.; Ehsani, N.; Baharvandi, H.R. High-Porosity Closed-Cell Aluminum Foams Produced by Melting Method Without Stabilizer Particles. Int. J. Met. Cast. 2021, 15, 899–905. [Google Scholar] [CrossRef]
- Lázaro, J.; Solórzano, E.; Rodríguez-Pérez, M.A. Alternative Carbonates to Produce Aluminium Foams via Melt Route. Procedia Mater. Sci. 2014, 4, 275–280. [Google Scholar] [CrossRef]
- Asavavisithchai, S.; Kennedy, A.R. Effect of Powder Oxide Content on the Expansion and Stability of PM-Route Al Foams. J. Colloid Interface Sci. 2006, 297, 715–723. [Google Scholar] [CrossRef] [PubMed]
- Haesche, M.; Weise, J.; Garcia-Moreno, F.; Banhart, J. Influence of Particle Additions on the Foaming Behaviour of AlSi11/TiH2 Composites Made by Semi-Solid Processing. Mater. Sci. Eng. A 2008, 480, 283–288. [Google Scholar] [CrossRef]
- Deng, F.; Liu, Y.; Lu, X.; Fan, J. Improved Stability of Aluminum Foam Through Heat Treatment of Foamable Precursor. Met. Mater. Int. 2020, 26, 1596–1601. [Google Scholar] [CrossRef]
- Proa-Flores, P.M.; Mendoza-Suarez, G.; Drew, R.A.L. Effect of TiH2 Particle Size Distribution on Aluminum Foaming Using the Powder Metallurgy Method. J. Mater. Sci. 2012, 47, 455–464. [Google Scholar] [CrossRef]
- von Zeppelin, F.; Hirscher, M.; Stanzick, H.; Banhart, J. Desorption of Hydrogen from Blowing Agents Used for Foaming Metals. Compos. Sci. Technol. 2003, 63, 2293–2300. [Google Scholar] [CrossRef]
- Mukherjee, M.; Ramamurty, U.; Garcia-Moreno, F.; Banhart, J. The Effect of Cooling Rate on the Structure and Properties of Closed-Cell Aluminium Foams. Acta Mater. 2010, 58, 5031–5042. [Google Scholar] [CrossRef]
- Kennedy, A.R. The Effect of TiH2 Heat Treatment on Gas Release and Foaming in Al–TiH2 Preforms. Scr. Mater. 2002, 47, 763–767. [Google Scholar] [CrossRef]
- Matijasevic-Lux, B.; Banhart, J.; Fiechter, S.; Görke, O.; Wanderka, N. Modification of Titanium Hydride for Improved Aluminium Foam Manufacture. Acta Mater. 2006, 54, 1887–1900. [Google Scholar] [CrossRef]
- Romero-Romero, M.; Domínguez-Ríos, C.; Torres-Sánchez, R.; Aguilar-Elguezabal, A. Electroless Ni-B Coating onto TiH2 Powder: An Approach for a Simplified Surface Preparation. Surf. Coat. Technol. 2017, 315, 181–187. [Google Scholar] [CrossRef]
- Fang, J.; Ding, B.; Yang, Z.; Zhao, K.; Gu, C. The Effect of SiO2 and Al2O3 Coating on the Surface of TiH2 Powders on Gas Release. J. Colloid Interface Sci. 2005, 283, 1–4. [Google Scholar] [CrossRef] [PubMed]
- García-Moreno, F.; Banhart, J. Influence of Gas Pressure and Blowing Agent Content on the Formation of Aluminum Alloy Foam. Adv. Eng. Mater. 2021, 23, 2100242. [Google Scholar] [CrossRef]
- Duarte, I.; Banhart, J. A Study of Aluminium Foam Formation—Kinetics and Microstructure. Acta Mater. 2000, 48, 2349–2362. [Google Scholar] [CrossRef]
- German, R.M. Powder Metallurgy & Particulate Materials Processing; Metal Powder Industry Federation: Princeton, NJ, USA, 2005. [Google Scholar]
- Key, D.; Daoush, W.M.; Morsi, K. Processing of Microscale Aluminum Foamed Particles. Mater. Perform. Charact. 2020, 9, 442–451. [Google Scholar] [CrossRef]
- Morsi, K.; Daoush, W.M. Al-TiH2 Composite “Particles” as Foaming Precursors for Metallic Foams. Scr. Mater. 2015, 105, 6–9. [Google Scholar] [CrossRef]
- Neu, T.; Pfretzschner, B.; García-Moreno, F.; Banhart, J. Influence of the Heating Rate on the Foaming Behavior of Various Aluminium Alloys. Metals 2017, 7, 323. [Google Scholar] [CrossRef]
- Rasooli, A.; Boutorabi, M.A.; Divandari, M.; Azarniya, A. Effect of High Heating Rate on Thermal Decomposition Behaviour of Titanium Hydride (TiH2) Powder in Air. Bull. Mater. Sci. 2013, 36, 301–309. [Google Scholar] [CrossRef]
- Mukherjee, M.; García-Moreno, F.; Jiménez, C.; Rack, A.; Banhart, J. Microporosity in Aluminium Foams. Acta Mater. 2017, 131, 156–168. [Google Scholar] [CrossRef]
- Mukherjee, M.; Garcia-Moreno, F.; Jiménez, C.; Banhart, J. Al and Zn Foams Blown by an Intrinsic Gas Source. Adv. Eng. Mater. 2010, 12, 472–477. [Google Scholar] [CrossRef]
- Papantoniou, I.; Kyriakopoulou, H.P.; Pantelis, D.I.; Manolakos, D.E. Metal Foaming by Powder Metallurgy Process: Investigation of Different Parameters on the Foaming Efficiency. Frat. Ed Integrita Strutt. 2019, 13, 497–504. [Google Scholar] [CrossRef]
- Chethan, A.; Garcia-Moreno, F.; Wanderka, N.; Murty, B.S.; Banhart, J. Influence of Oxides on the Stability of Zinc Foam. J. Mater. Sci. 2011, 46, 7806–7814. [Google Scholar] [CrossRef]
- Wang, L.; Wang, Y.; You, X.; Wang, F. Foaming Behavior and Pore Structure Evolution of Foamed Aluminum under the Extrusion Constraint. Adv. Mater. Sci. Eng. 2020, 2020, 3948378. [Google Scholar] [CrossRef]
- Youn, S.W.; Kang, C.G. The Effect of Process Parameters on Cell Morphology in Cellular Aluminium Alloy Fabricated by Powder Compression and the Induction Heating Process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2003, 217, 201–211. [Google Scholar] [CrossRef]
- Prosviryakov, A.S.; Solonin, A.N.; Churyumov, A.Y.; Mantesevich, N.M.; Kolerov, L.V. On the Effect of Oxidative Milling of Matrix Powder on the Structure and Properties of Aluminum Foam Based on the Al-Si Alloy. Phys. Met. Metallogr. 2022, 123, 491–498. [Google Scholar] [CrossRef]
- Gokhale, A.; Ravi Kumar, N.; Sudhakar, B.; Sahi, S.N.; Basumatary, H.; Dhara, S. Cellular Metals and Ceramics for Defence Applications. Def. Sci. J. 2011, 61, 567–575. [Google Scholar] [CrossRef]
- ISO 13314:2011; Mechanical Testing of Metals—Ductility Testing—Compression Test for Porous and Cellular Metals. International Organization for Standardization: Geneva, Switzerland, 2011.
- Hassanli, F.; Paydar, M.H. Improvement in Energy Absorption Properties of Aluminum Foams by Designing Pore-Density Distribution. J. Mater. Res. Technol. 2021, 14, 609–619. [Google Scholar] [CrossRef]
- Yang, X.; Hu, Q.; Du, J.; Song, Z.; Zou, T.; Sha, J.; He, C.; Zhao, N. Compression Fatigue Properties of Open-Cell Aluminum Foams Fabricated by Space-Holder Method. Int. J. Fatigue 2019, 121, 272–280. [Google Scholar] [CrossRef]
- Li, C.; Li, C.; Wang, Y. Compressive Behavior and Energy Absorption Capacity of Unconstrained and Constrained Open-Cell Aluminum Foams. Adv. Compos. Lett. 2020, 29, 2633366X20923671. [Google Scholar] [CrossRef]
- Yu, H.; Guo, Z.; Li, B.; Yao, G.; Luo, H.; Liu, Y. Research into the Effect of Cell Diameter of Aluminum Foam on Its Compressive and Energy Absorption Properties. Mater. Sci. Eng. A 2007, 454–455, 542–546. [Google Scholar] [CrossRef]
- Baumeister, J.; Banhart, J.; Weber, M. Aluminium Foams for Transport Industry. Mater. Des. 1997, 18, 217–220. [Google Scholar] [CrossRef]
- Youn, S.W.; Kang, C.G. Fabrication of Foamable Precursors by Powder Compression and Induction Heating Process. Metall. Mater. Trans. B 2004, 35, 769–776. [Google Scholar] [CrossRef]
- Nava, M.G.; Cruz-Ramirez, A.; Rosales, M.A.S.; Gutierrrez-Perez, V.H.; Sanchez-Martenez, A. Fabrication of Aluminum Alloy Foams by Using Alternative Thickening Agents via Melt Route. J. Alloys Compd. 2017, 698, 1009–1017. [Google Scholar] [CrossRef]
- Yu, Y.; Cao, Z.; Tu, G.; Mu, Y. Energy Absorption of Different Cell Structures for Closed-Cell Foam-Filled Tubes Subject to Uniaxial Compression. Metals 2020, 10, 1579. [Google Scholar] [CrossRef]
- Wei, P.; Liu, L. Influence of Density on Compressive Properties and Energy Absorption of Foamed Aluminum Alloy. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2007, 22, 225–228. [Google Scholar] [CrossRef]
- Asavavisithchai, S.; Prapajaraswong, A. Utilization of Power Plant Bottom-Ash Particles as Stabilizer in Aluminum Foams. Mater. Test. 2013, 55, 602–606. [Google Scholar] [CrossRef]
- Kamm, P.H.; Neu, T.R.; García-Moreno, F.; Banhart, J. Nucleation and Growth of Gas Bubbles in AlSi8Mg4 Foam Investigated by X-Ray Tomoscopy. Acta Mater. 2021, 206, 116583. [Google Scholar] [CrossRef]
- García-Moreno, F.; Radtke, L.A.; Neu, T.R.; Kamm, P.H.; Klaus, M.; Schlepütz, C.M.; Banhart, J. The Influence of Alloy Composition and Liquid Phase on Foaming of Al–Si–Mg Alloys. Metals 2020, 10, 189. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Group | H/W Ratio | FPP Content wt.% | Overall wt.% TiH2 | Mean Density (g/cc) | Mean Porosity % |
|---|---|---|---|---|---|
| A | 0.4 | 0 | 0.00 | 2.4 | 12 |
| 1 | 0.02 | 2.0 | 25 | ||
| 10 | 0.20 | 1.0 | 60 | ||
| B | 0.7 | 3 | 0.06 | 1.6 | 41 |
| 5 | 0.10 | 1.4 | 49 | ||
| 10 | 0.20 | 1.0 | 60 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mudge, A.; Morsi, K. Fabrication of Uniform and Rounded Closed-Cell Aluminum Foams Using Novel Foamable Precursor Particles (FPPs). Metals 2024, 14, 120. https://doi.org/10.3390/met14010120
Mudge A, Morsi K. Fabrication of Uniform and Rounded Closed-Cell Aluminum Foams Using Novel Foamable Precursor Particles (FPPs). Metals. 2024; 14(1):120. https://doi.org/10.3390/met14010120
Chicago/Turabian StyleMudge, Angela, and K. Morsi. 2024. "Fabrication of Uniform and Rounded Closed-Cell Aluminum Foams Using Novel Foamable Precursor Particles (FPPs)" Metals 14, no. 1: 120. https://doi.org/10.3390/met14010120
APA StyleMudge, A., & Morsi, K. (2024). Fabrication of Uniform and Rounded Closed-Cell Aluminum Foams Using Novel Foamable Precursor Particles (FPPs). Metals, 14(1), 120. https://doi.org/10.3390/met14010120