

Influence of Different Shaping and Finishing Processes on the Surface Integrity of WC-Co Cemented Carbides

 ,
, 
 , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Sample Preparation
2.3. Surface Characterization
2.4. Hardness and Indentation Fracture Toughness
2.5. Evaluation of Damage Induced by Conical Indentation
3. Results and Discussion
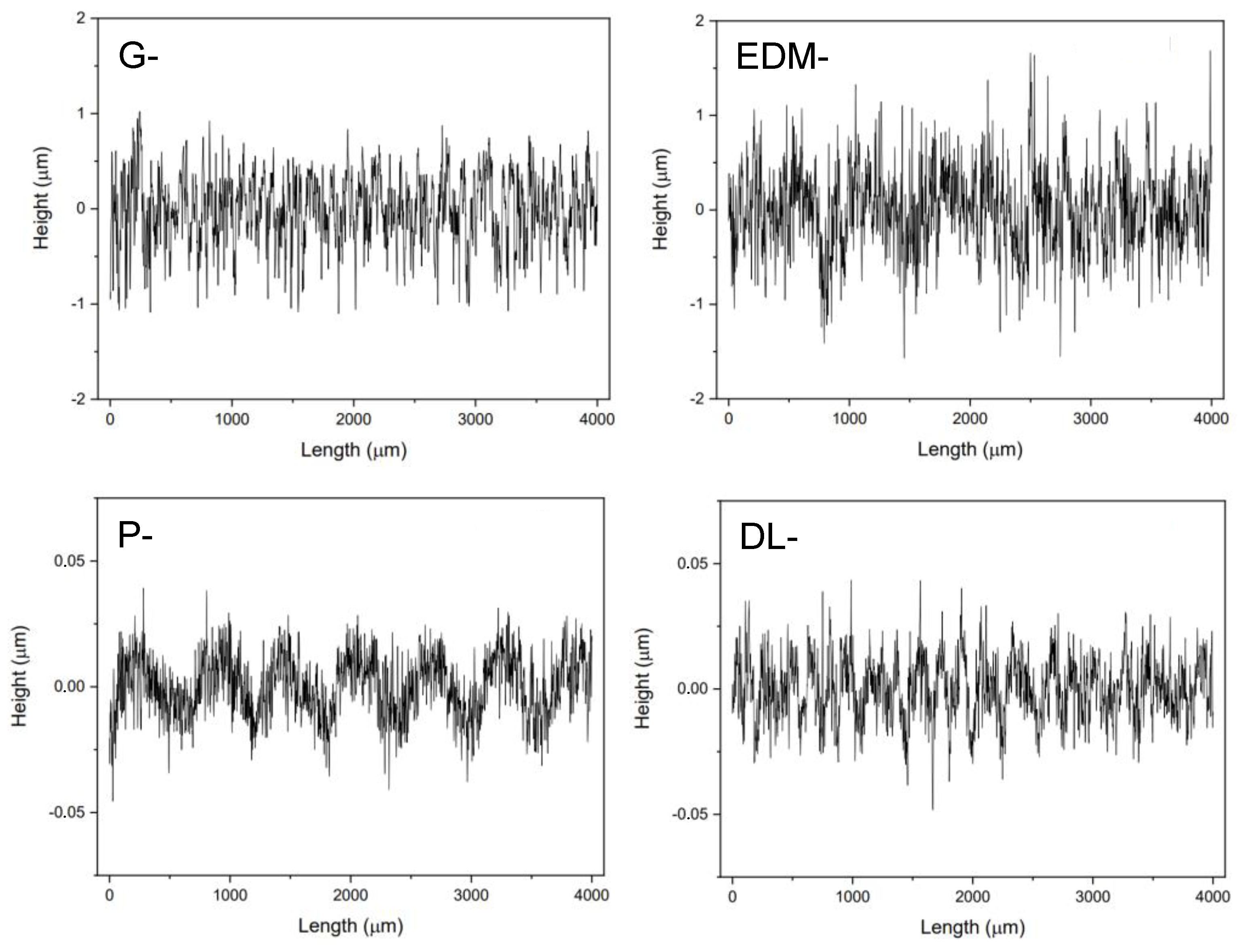
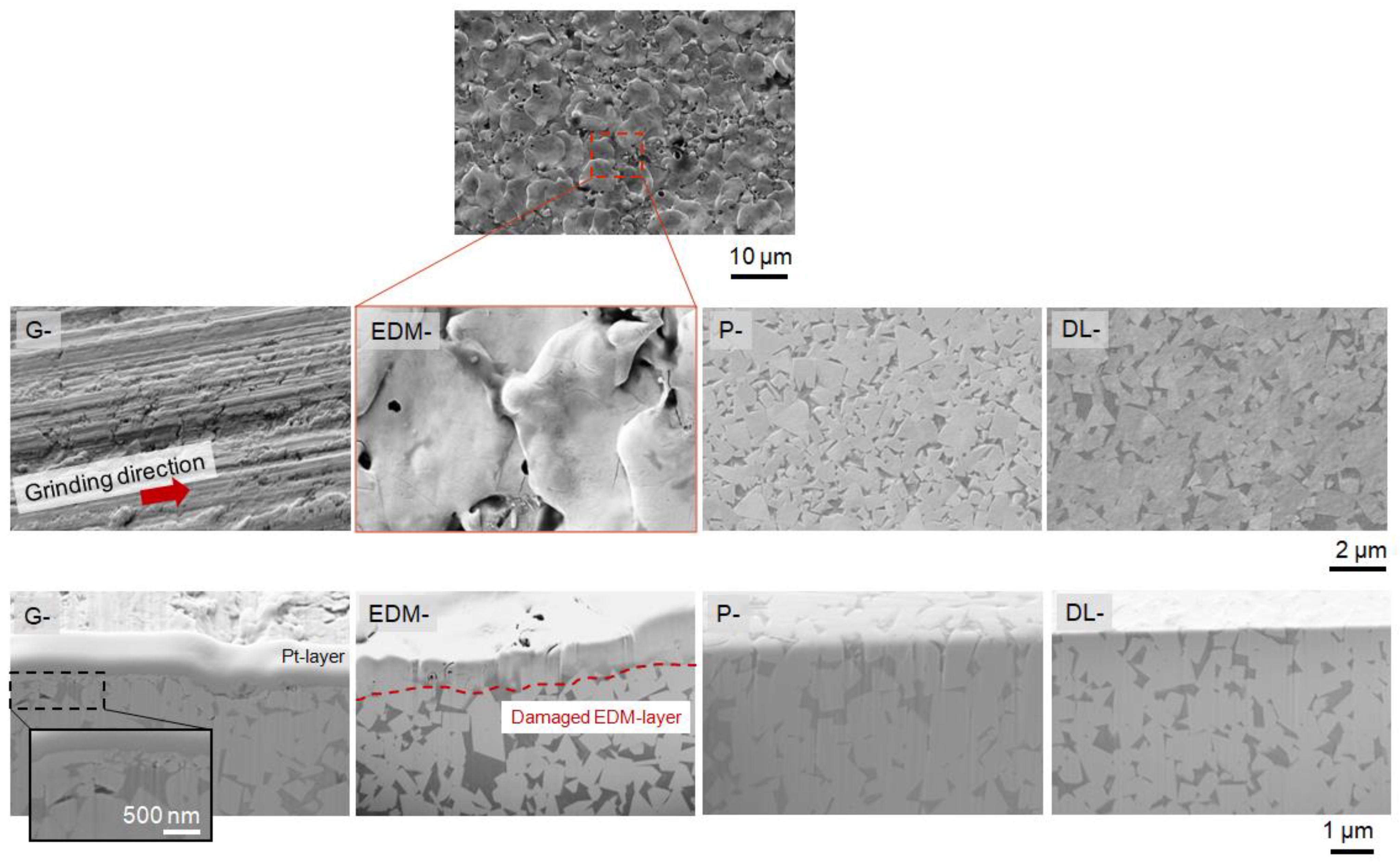
3.1. Microstructural Characterization
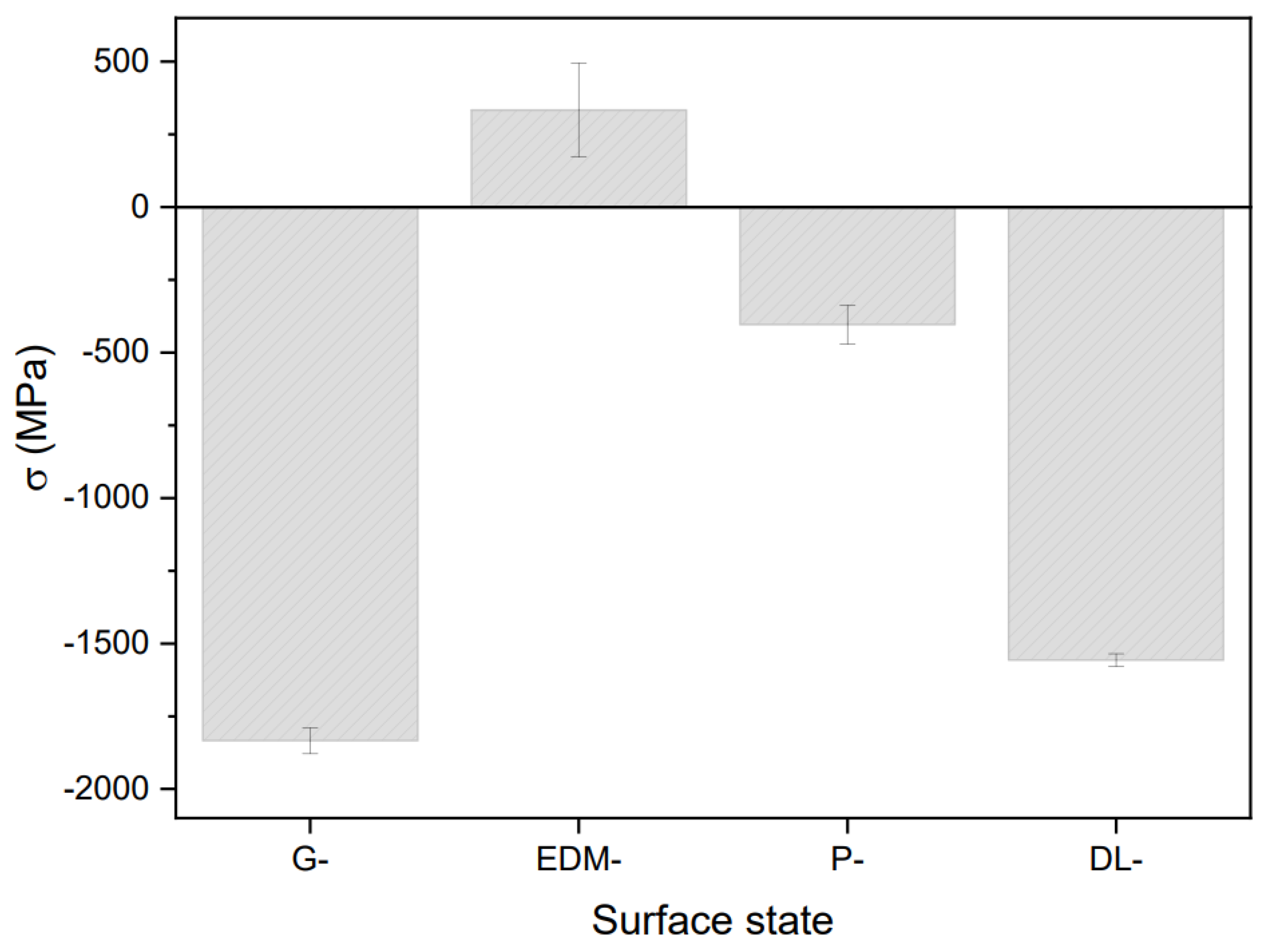
3.2. Surface Residual Stresses
3.3. Mechanical Properties under Different Stress Fields
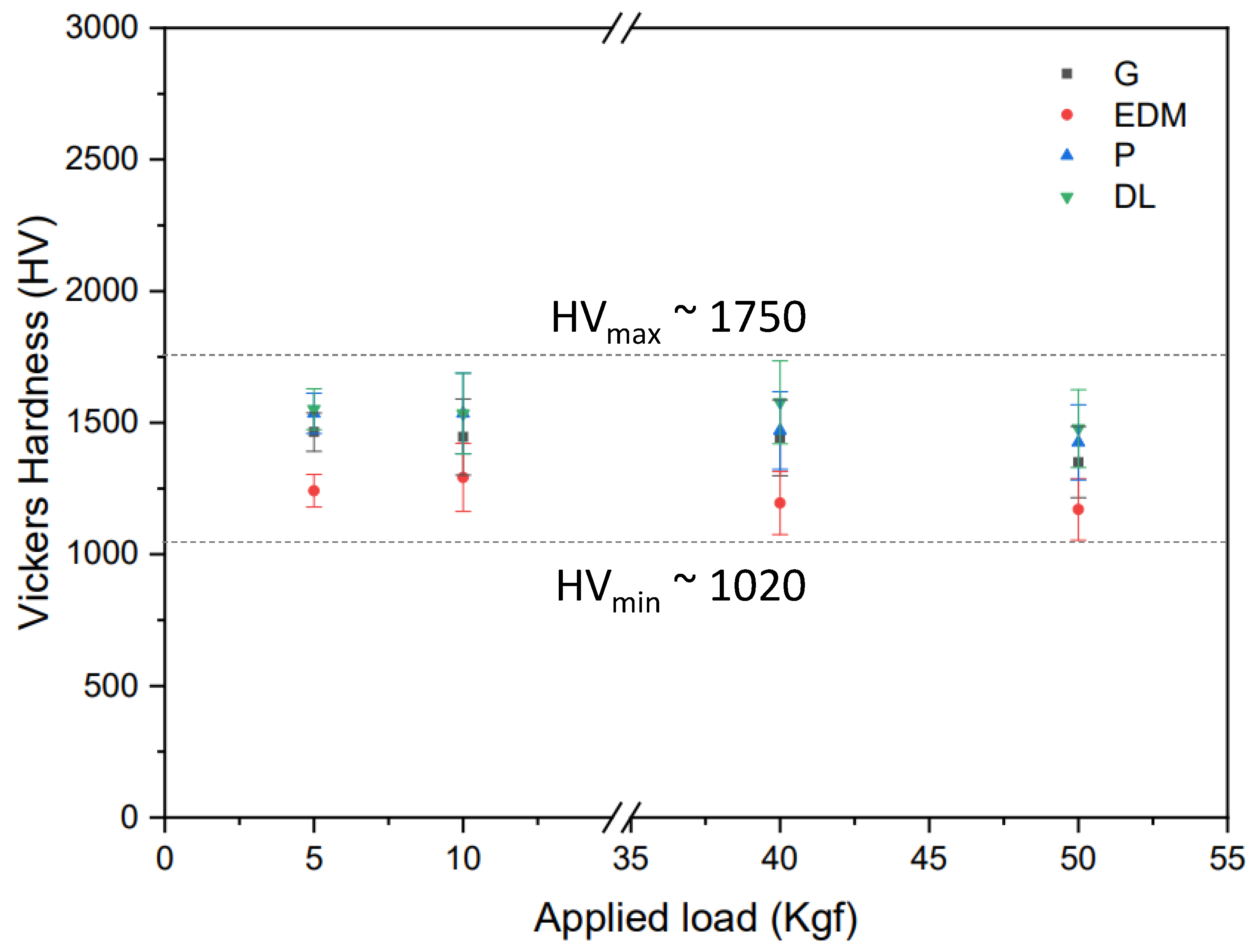
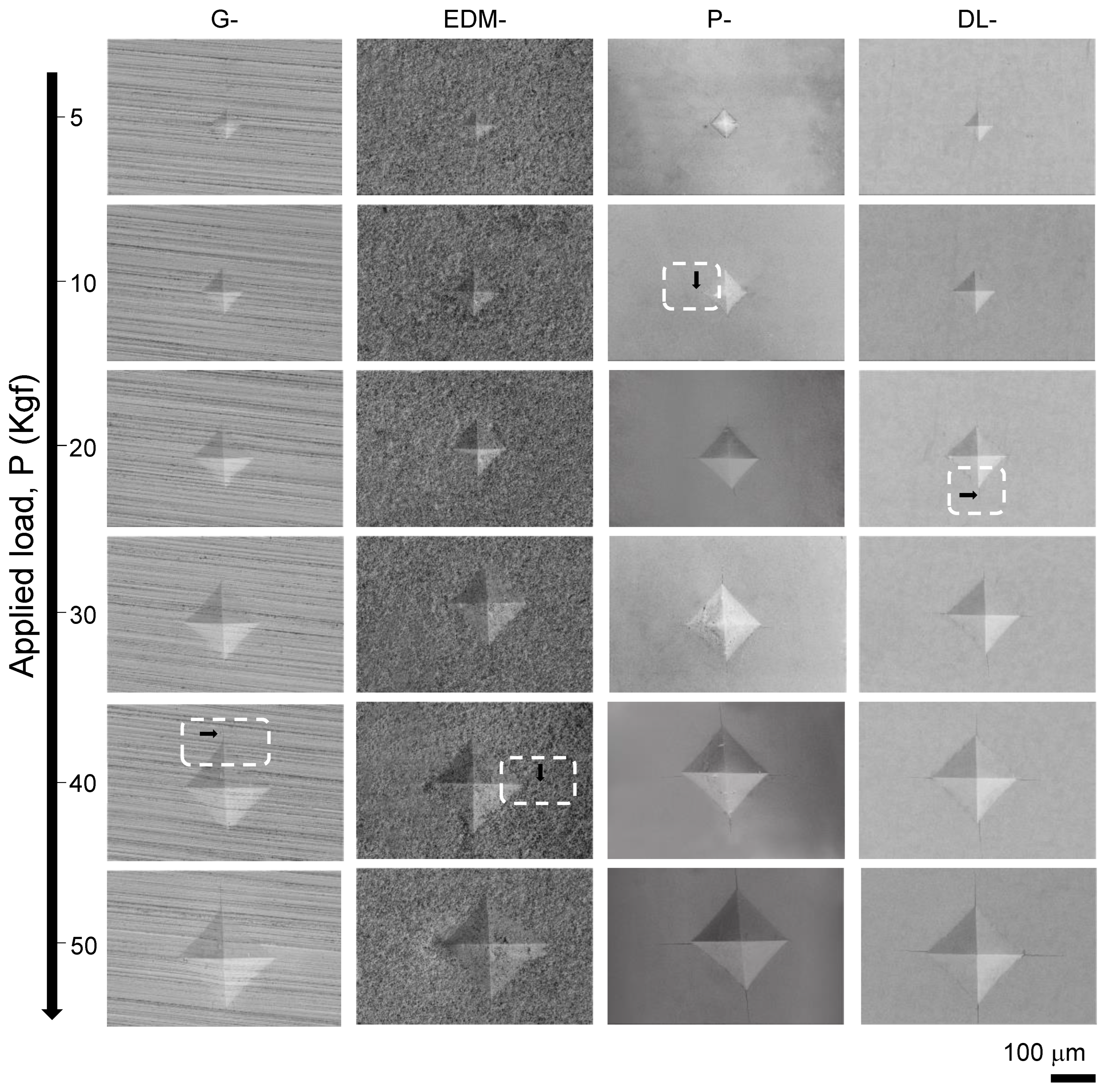
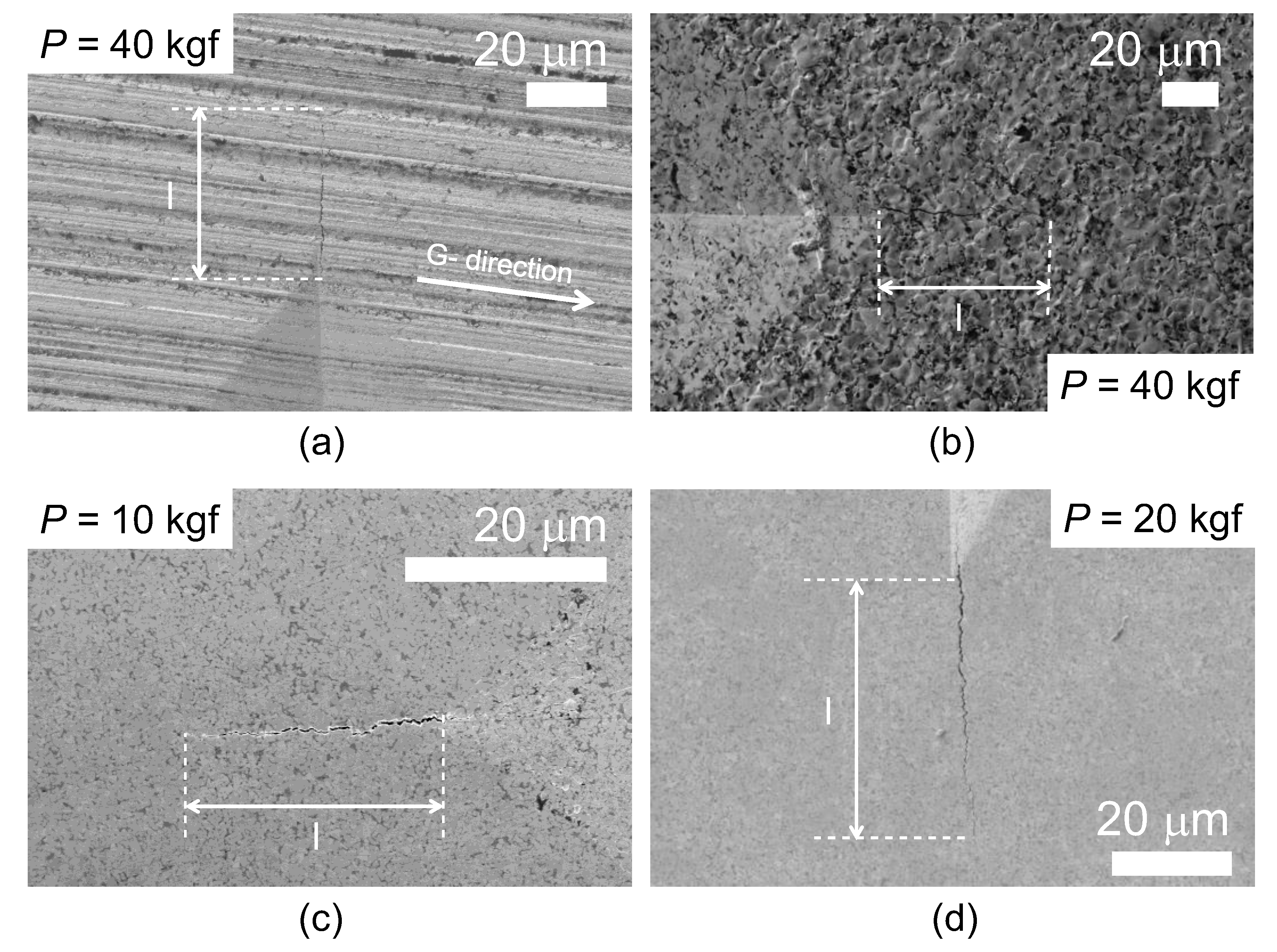
3.3.1. Hardness and Fracture Toughness
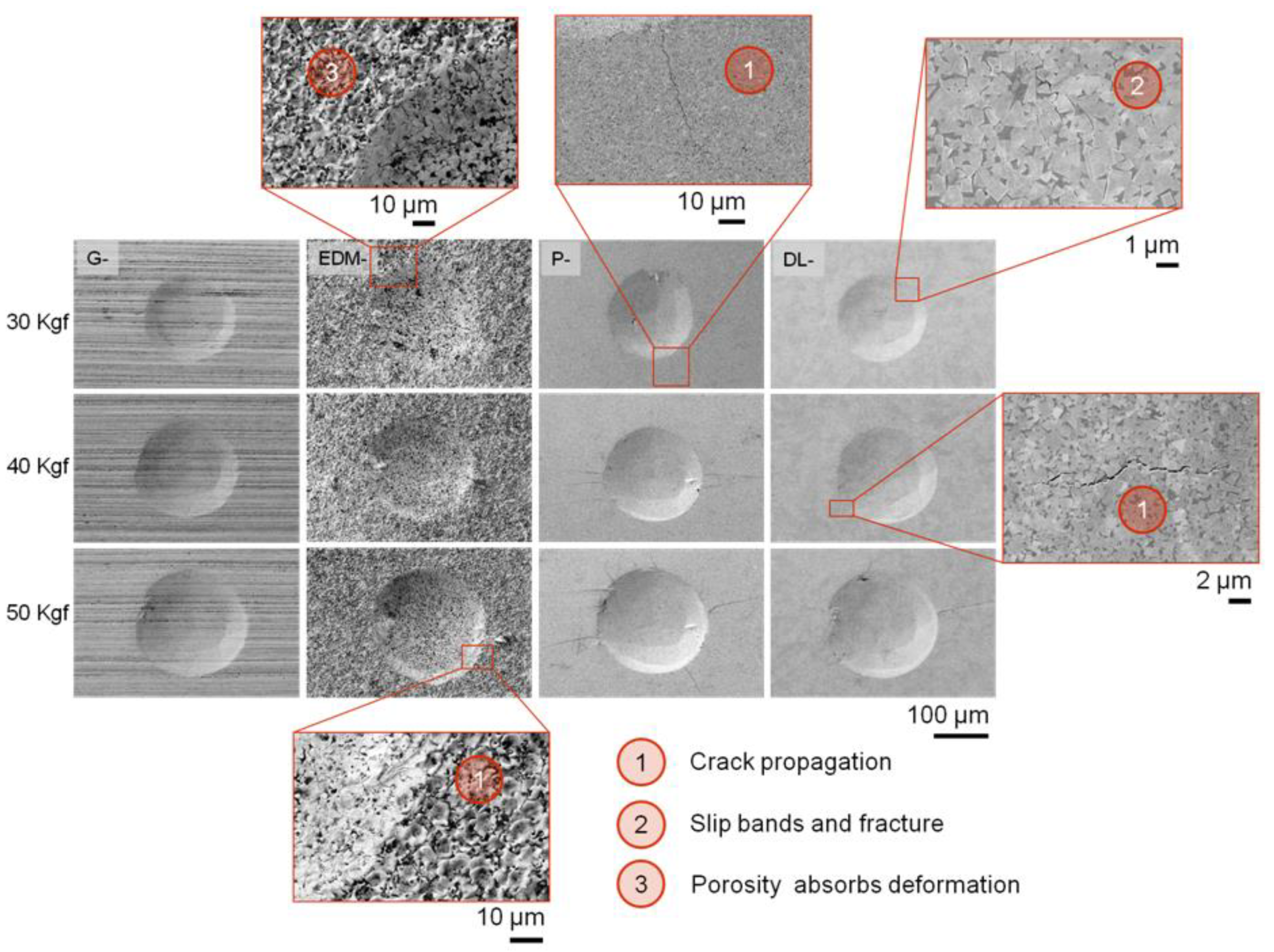
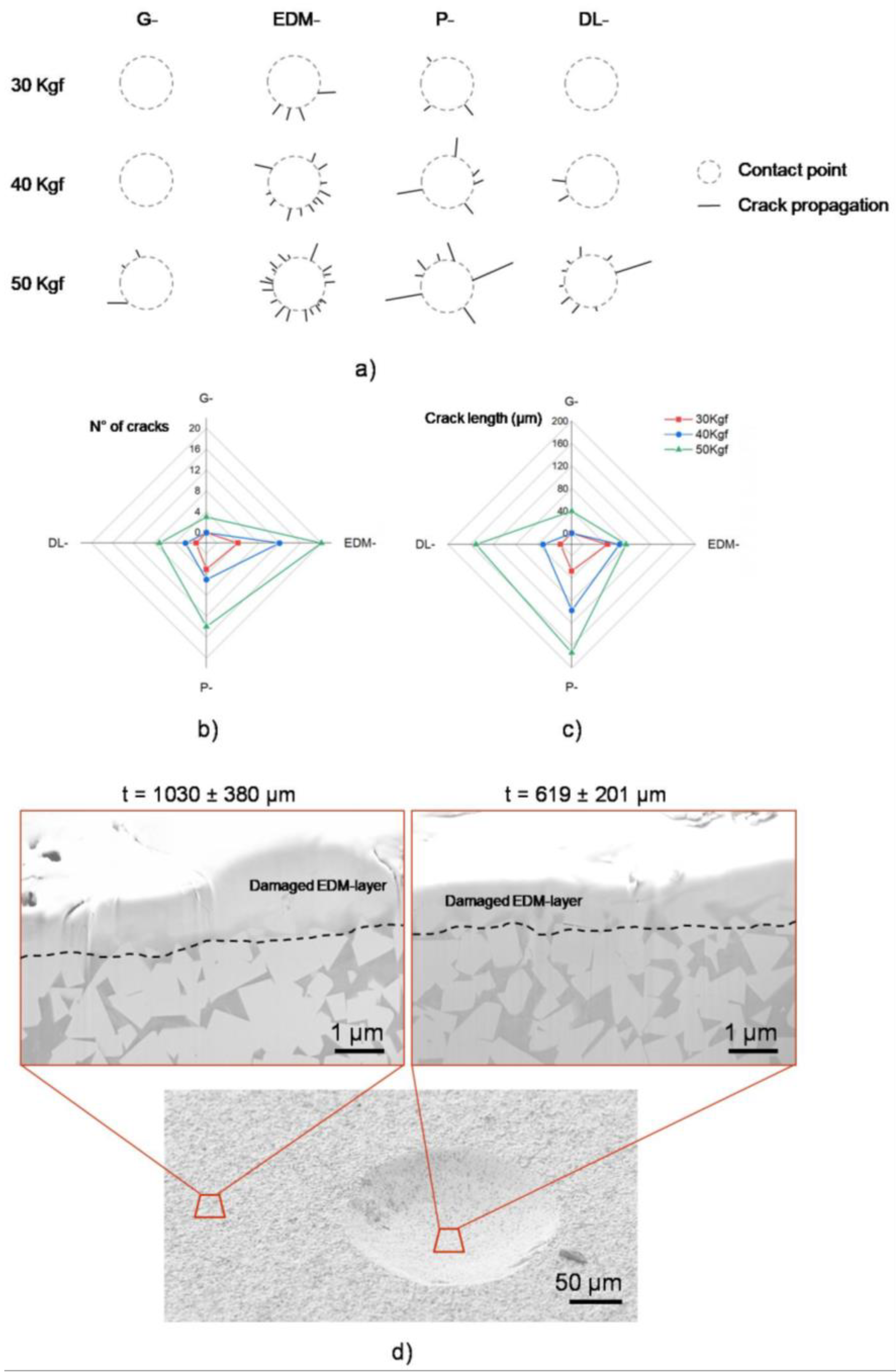
3.3.2. Contact Damage Maps as a Function of the Applied Load
4. Conclusions
- Microstructural and surface/subsurface scenarios evaluated for the four final surface states show that the G- and EDM- samples exhibit higher roughness and more pronounced residual damage, confined near the surface, than both polished samples. However, in the case of the G- sample, it is counterbalanced in the former by the significantly high compressive residual stresses induced, yielding this surface finish condition the highest mechanical response under contact loading, as assessed by means of conical indentation.
- Roughness and residual damage issues of ground samples are overcome by subsequent material removal through polishing. In this regard, the effectiveness of DL- state, as compared to the P- one, is highlighted because less material is removed to achieve mirror-like roughness; thus, the compressive residual stresses referred to are partly retained in the former.
- Cone-shaped indentation has been successfully implemented to assess the contact damage response of different superficial states in the cemented carbide specimens. It is validated to be a suitable technique for inducing controlled damage at the superficial level and evaluating the damage scenario as a function of the applied load.
- DryLyte® technology is an interesting post-processing technique for surface finishing requirements because it allows the tolerance of the desired workpiece to be preserved together with minimum surface roughness levels, while maintaining a large amount of the compressive stress state introduced during grinding.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Prakash, L. Fundaments and general applications of hardmetals. In Comprehensive Hard Materials, 1st ed.; Mari, D., Llanes, L., Eds.; Elsevier: Kidlington, UK, 2014; Volume 1, pp. 29–90. [Google Scholar] [CrossRef]
- García, J.; Collado Ciprés, V.; Blomqvist, A.; Kaplan, B. Cemented carbide microstructures: A review. Int. J. Refract. Met. Hard Mater. 2019, 80, 40–68. [Google Scholar] [CrossRef]
- Byrne, G.; Dornfeld, D.; Denkena, B. Advancing cutting technology. CIRP Ann. Manuf. Technol. 2003, 52, 483–507. [Google Scholar] [CrossRef]
- Hao, X.; Li, H.; Yang, Y.; Xiao, S.; Song, X.; Li, L. Experiment on cutting performance of textured cemented carbide tools with various wettability levels. Int. J. Adv. Manuf. Technol. 2019, 103, 757. [Google Scholar] [CrossRef]
- Bouzakis, K.D.; Micjailidis, N.; Skordaris, G.; Bouzakis, E.; Biermann, D.; M’Saoubi, R. Cutting with coated tools: Coating technologies, characterization methods and performance optimization. CIRP Ann. Manuf. Technol. 2012, 61, 703–723. [Google Scholar] [CrossRef]
- M’Saoubi, R.; Outeiro, J.C.; Chandrasekaran, H.; Dillon, O.W., Jr.; Jawahir, I.S. A review of surface integrity in machining and its impact on functional performance and life of machined products. Int. J. Sustain. Manuf. 2008, 1, 203–236. [Google Scholar] [CrossRef]
- Sigl, S.S.; Exner, H.E. Experimental study of the mechanics of fracture in WC-Co alloys. Metal. Mat. Trans. 1987, 18, 1299. [Google Scholar] [CrossRef]
- Yang, N.; Zong, W.; Li, Z.; Sun, T. The dependency of diamond lapping surface morphology on crystal orientation. Int. J. Adv. Man. Technol. 2014, 77, 1029. [Google Scholar] [CrossRef]
- Malkin, S.; Guo, C. Grinding Technology: Theory and Application of Machining with Abrasives, 2nd ed.; Industrial Press Inc.: New York, NY, USA, 2008. [Google Scholar]
- Marinescu, I.D.; Tonshoff, H.K.; Inaski, I. Handbook of Ceramic Grinding and Polishing; Noyec Publications/William Andrew Publishing, L.L.C: New York, NY, USA, 1998. [Google Scholar]
- Hegeman, J.B.J.W.; De Hosson, J.T.M.; De With, G. Ginding of WC-Co hardmetals. Wear 2001, 248, 187–196. [Google Scholar] [CrossRef]
- Ho, K.H.; Newman, S.T. State of the art electrical discharge machining (EDM). Int. J. Mach. Tool Manuf. 2003, 43, 1287–1300. [Google Scholar] [CrossRef]
- Jahan, M.P.; Rahman, M.; Wong, Y.S. A review on the conventional and micro-electrodischarge machining of tungsten carbide. Int. J. Mach. Tool Manuf. 2011, 51, 837–858. [Google Scholar] [CrossRef]
- Bhaduria, G.; Jha, S.K.; Roy, B.N.; Dhakry, N.S. Electrical-Discharge Machining of Tungsten Carbide (WC) and its composites (WC-Co)—A Review. Mat. Today Proc. 2018, 5, 24760–24769. [Google Scholar] [CrossRef]
- Wu, Y.-Y.; Huang, T.-W.; Sheu, D.-Y. Desktop Micro-EDM System for High-Aspect Ratio Micro-Hole Drilling in Tungsten Cemented Carbide by Cut-Side Micro-Tool. Micromachines 2020, 11, 675. [Google Scholar] [CrossRef] [PubMed]
- Bonny, K.; Beats, P.D.; Quintelier, J.; Vleugels, J.; Jiang, D.; Van der Biest, O.; Lauwers, B.; Liu, W. Surface finshing: Impact on tribological characteristics of WC-Co hardmetals. Tribol. Int. 2009, 43, 40–45. [Google Scholar] [CrossRef]
- Llanes, L.; Casas, B.; Idañez, E.; Marsal, M.; Anglada, M. Surface integrity effects on the fracture resistance of electrical-discharge-machined WC-Co cemented carbides. J. Am. Ceram. Soc. 2003, 87, 687–1693. [Google Scholar] [CrossRef]
- Riu, G.; Weil, D.; Llanes, L.; Johanns, K.E.; Oliver, W.C.; Roa, J.J. Surface integrity of new dry-electropolishing technology on WC-Co cemented carbide. Procedia CIRP 2022, 108, 543–548. [Google Scholar] [CrossRef]
- Crittenden, J.C.; Truseel, R.R.; Hand, D.W.; Howe, K.J.; Tchobanoglous, G. MWH’s Water Treatment: Principles and Design, 3rd ed.; John Wiley & Sons: Hoboken, NJ, USA, 2012. [Google Scholar] [CrossRef]
- Fathi, M.B.; Rezai, B.; Alamdari, E.K.; Alorro, R.D. Mechanisms and equilibrium modeling of Re and Mo adsorption on a gel type strong base anion resin. Russ. J. Appl. Chemis. 2017, 90, 1504. [Google Scholar] [CrossRef]
- Roebuck, B.; Almond, E.A. Deformation and fracture processes and the physical metallurgy of WC-Co hardmetals. Int. Mater. Rev. 1988, 33, 90. [Google Scholar] [CrossRef]
- Torres, Y. Comportamiento a Fractura y Fatiga de Carburos Cementados WC-Co. Ph.D. Thesis, Universitat Politècnica de Catalunya, Barcelona, Spain, 2002. [Google Scholar]
- Coureaux, D. Comportamiento Mecánico de Carburos Cementados WC-Co: Influencia de la Microestructura en la Resistencia a la Fractura, la Sensibilidad a la Fatiga y la Tolerancia al Daño Inducido Bajo Solicitaciones de Contacto. Ph.D. Thesis, Universitat Politècnica de Catalunya, Barcelona, Spain, 2012. [Google Scholar]
- Exner, H.E. Physical and chemical nature of cemented carbides. Int. Met. Rev. 1979, 4, 1149. [Google Scholar] [CrossRef]
- ISO 25178-600; Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 600: Metrological Characteristics for areal Topography Measuring Methods. International Organization for Standardization: London, UK, 2019.
- Riu, G.; Monclús, M.A.; Slawik, S.; Cinca, N.; Tarrés, E.; Mücklich, F.; Llanes, L.; Molina-Aldareguia, J.M.; Guitar, M.A.; Roa, J.J. Microstructural and mechanical properties at the submicrometric length scale under service-like working conditions on ground WC-Co grades. Int. J. Refract. Met. Hard Mater. 2023, 116, 106359. [Google Scholar] [CrossRef]
- Anstis, G.R.; Chantikul, P.; Lawn, B.R.; Marshall, D.B. A critical evaluation of indentation techniques for measuring fracture toughness: I, direct crack measurements. J. Am. Ceram. Soc. 1981, 64, 533. [Google Scholar] [CrossRef]
- Fett, T. An analysis of the residual stress intensity factor of vickers indentation cracks. Eng. Fract. Mech. 1995, 52, 773. [Google Scholar] [CrossRef]
- Moradkhani, A.; Baharvandi, H.; Tajdari, M.; Latifi, H.; Martikainen, J. Determination of fracture toughness using the area of micro-crack tracks left in brittle materials by Vickers indentation test. J. Adv. Ceram. 2013, 2, 87. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. Measurement of hardness and elastic modulus by instrumented indentation: Advances in understanding and refinements to methodology. J. Mater. Res. 2004, 19, 3. [Google Scholar] [CrossRef]
- Nix, W.D.; Gao, H. Indentation size effects in crystalline materials: A law for strain gradient plasticity. J. Mech. Phys. Solids. 1998, 46, 411–425. [Google Scholar] [CrossRef]
- Roebuck, B.; Klose, P.; Mingard, K.P. Hardness of hexagonal tungsten carbide crystals as a function of orientation. Acta Mater. 2012, 60, 6131–6143. [Google Scholar] [CrossRef]
- Duszová, A.; Halgas, R.; Bl’anda, M.; Hvizdos, P.; Lofaj, F.; Dusza, J.; Morgiel, J. Nanoindentation of WC-Co hardmetal. J. Eur. Ceram. Soc. 2013, 33, 2227–2232. [Google Scholar] [CrossRef]
- Fischer-Cripps, A.C. Introduction to Contact Mechanics; Springer: New York, NY, USA, 2000; ISBN 0387989145. [Google Scholar]
- Fleck, N.A.; Hutchinson, J.W. A reformulation of strain gradient plasticity. J. Mechan. Phys. Sol. 2001, 49, 2245–2271. [Google Scholar] [CrossRef]
- Chychko, A.; García, J.; Ciprés, V.C.; Holmström, E.; Blomqvist, A. HV-KIC property charts of cemented carbides: A comprehensive data collection. Int. J. Refract. Met. Hard Mater. 2022, 103, 105763. [Google Scholar] [CrossRef]
- Gordon, S.; García-Marro, F.; Rodriguez-Suarez, T.; Roa, J.J.; Jiménez-Piqué, E.; Llanes, L. Spherical indentation of polcrystalline cubic boron nitrade (PcBN): Contact damage evaluation with increasing load and microstructral effects. Int. J. Refract. Met. Hard Mater. 2023, 111, 106115. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Surface State | Ra (µm) | Rz (µm) | Rsk |
|---|---|---|---|
| G- | 0.29 ± 0.01 | 2.31 ± 0.11 | −0.35 ± 0.06 |
| EDM- | 0.33 ± 0.02 | 2.98 ± 0.26 | 0.23 ± 0.21 |
| P- | 0.01 ± 0.01 | 0.07 ± 0.01 | −0.02 ± 0.11 |
| DL- | 0.01 ± 0.01 | 0.09 ± 0.01 | −0.01 ± 0.04 |
| Surface State | P Kgf | d (µm) | l (µm) | E (GPa) | HV (kg·mm−2) | KIC * (MPa·√m) |
|---|---|---|---|---|---|---|
| G- | 50 | 164.5 | ♣ | 436 ± 55 | 1443 ± 144 | ♣♣ |
| EDM- | - | 209.1 | ♣ | 232 ± 31 | 1195 ± 180 | ♣♣ |
| P- | - | 164.9 | 89 ± 3 | 503 ± 10 | 1466 ± 154 | 10.5 ± 0.7 |
| DL- | - | 165.1 | 88 ± 4 | 565 ± 45 | 1487 ± 156 | 10.8 ± 0.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Riu-Perdrix, G.; Slawik, S.; Mücklich, F.; Llanes, L.; Roa, J.J. Influence of Different Shaping and Finishing Processes on the Surface Integrity of WC-Co Cemented Carbides. Metals 2024, 14, 52. https://doi.org/10.3390/met14010052
Riu-Perdrix G, Slawik S, Mücklich F, Llanes L, Roa JJ. Influence of Different Shaping and Finishing Processes on the Surface Integrity of WC-Co Cemented Carbides. Metals. 2024; 14(1):52. https://doi.org/10.3390/met14010052
Chicago/Turabian StyleRiu-Perdrix, Guiomar, Sebastian Slawik, Frank Mücklich, Luis Llanes, and Joan Josep Roa. 2024. "Influence of Different Shaping and Finishing Processes on the Surface Integrity of WC-Co Cemented Carbides" Metals 14, no. 1: 52. https://doi.org/10.3390/met14010052
APA StyleRiu-Perdrix, G., Slawik, S., Mücklich, F., Llanes, L., & Roa, J. J. (2024). Influence of Different Shaping and Finishing Processes on the Surface Integrity of WC-Co Cemented Carbides. Metals, 14(1), 52. https://doi.org/10.3390/met14010052