

Surface Residual Stress Release Behavior of Shot-Peened Springs

Abstract
:1. Introduction
2. Analysis of Spring Stress and Life Prediction
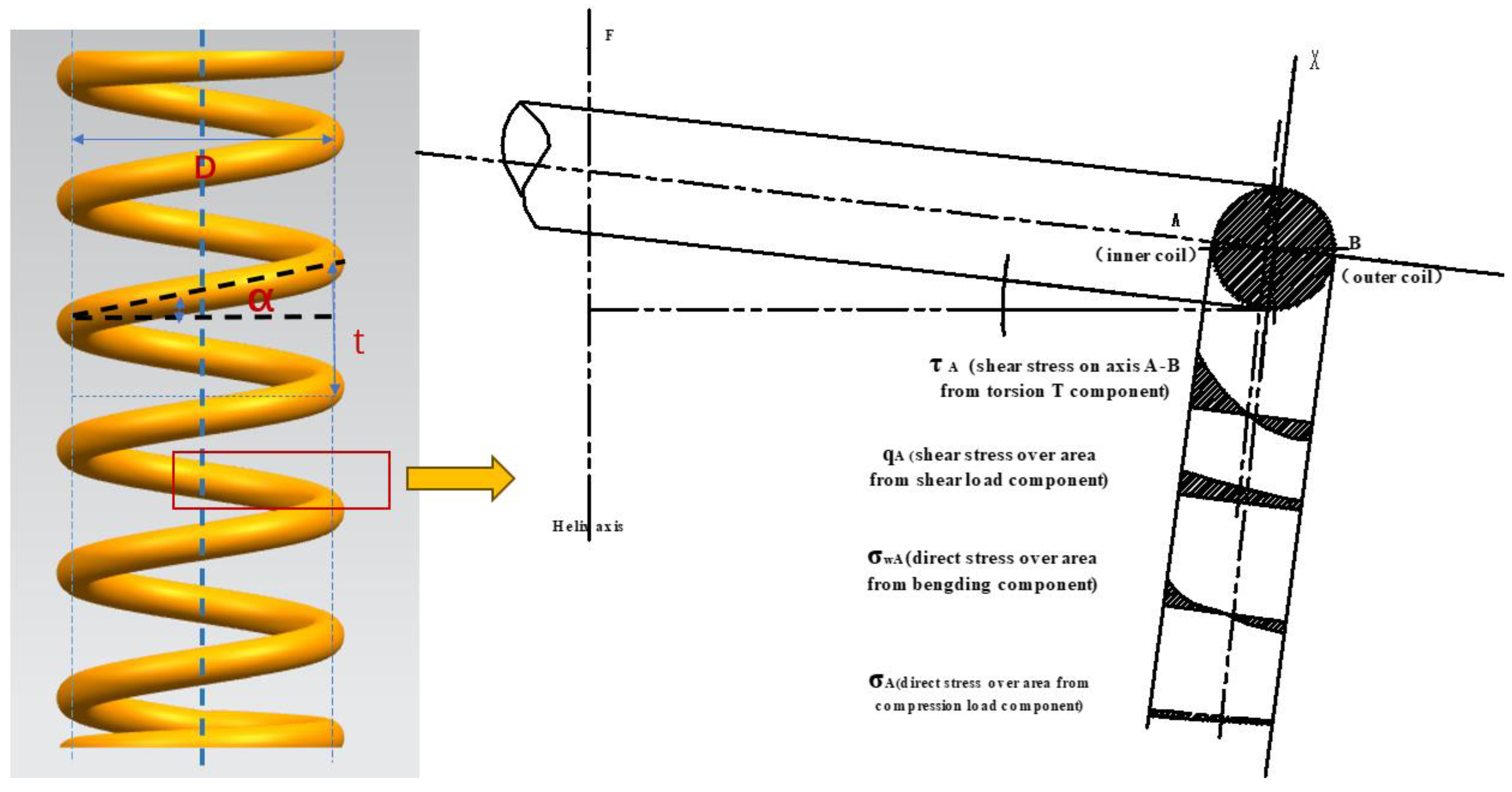
2.1. Analysis of Spring Stress under Axial Loading
2.2. A Fatigue Life Prediction Model for Shot-Peened Springs without Considering Residual Stress Decay
3. Experiments
3.1. Materials and Specimens
3.2. Shot Peening Treatment and Surface Condition Testing
3.2.1. Sample Preparation
3.2.2. Surface Condition Measurement
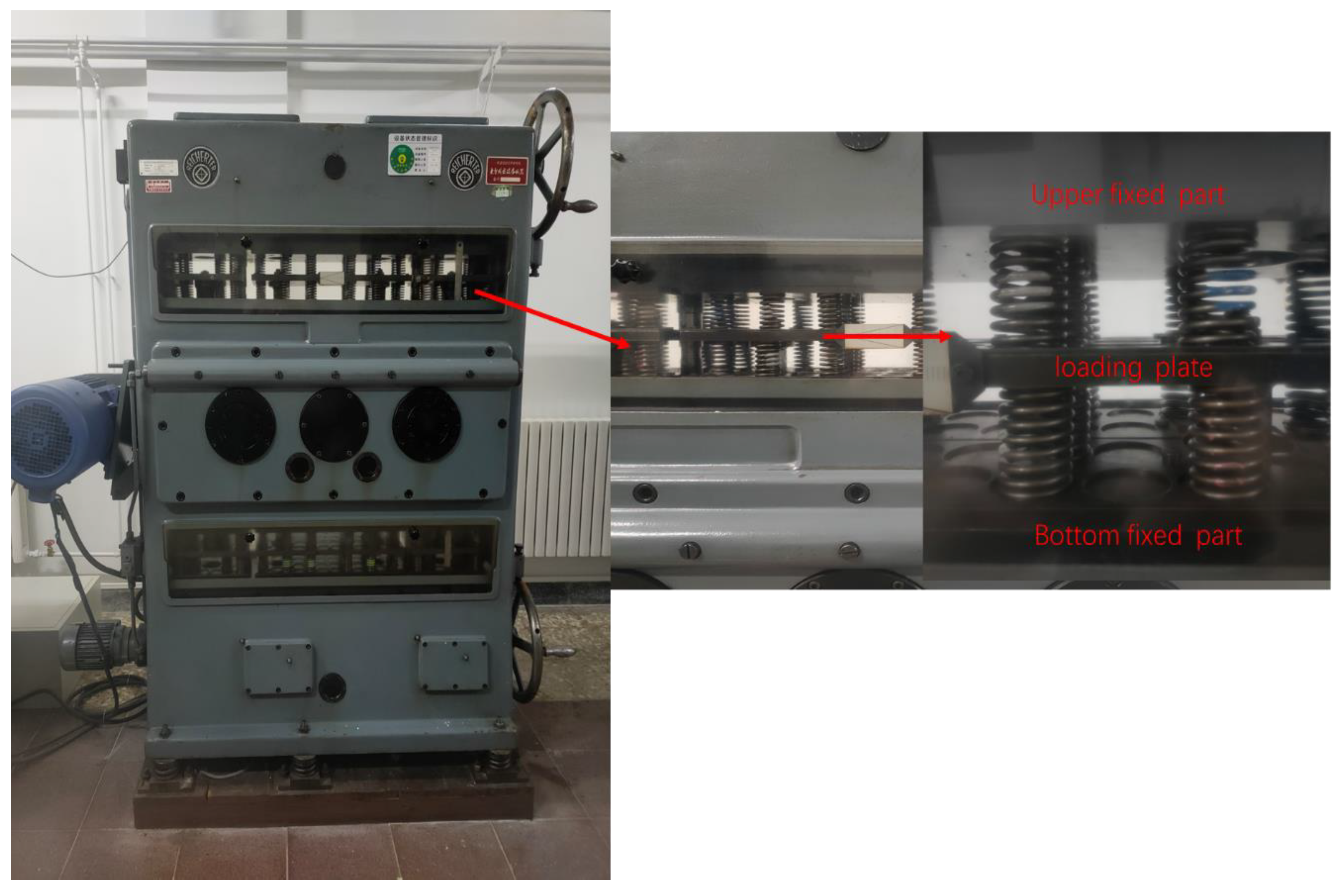
3.3. Fatigue Performance Testing
4. Results and Discussion
4.1. Shot-Peened Spring Surface Stress Relaxation Law
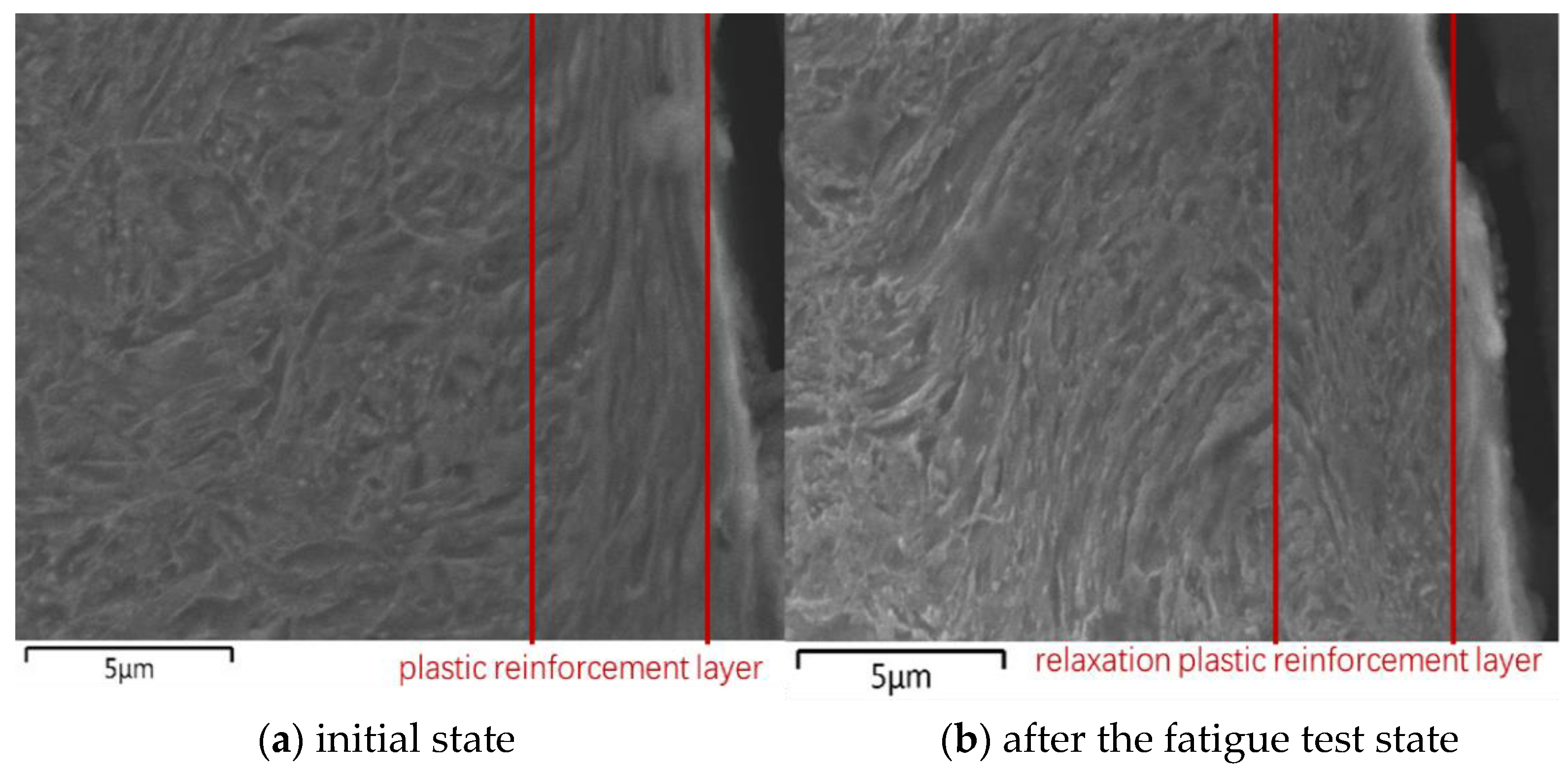
4.1.1. Residual Stress Relaxation Phenomenon
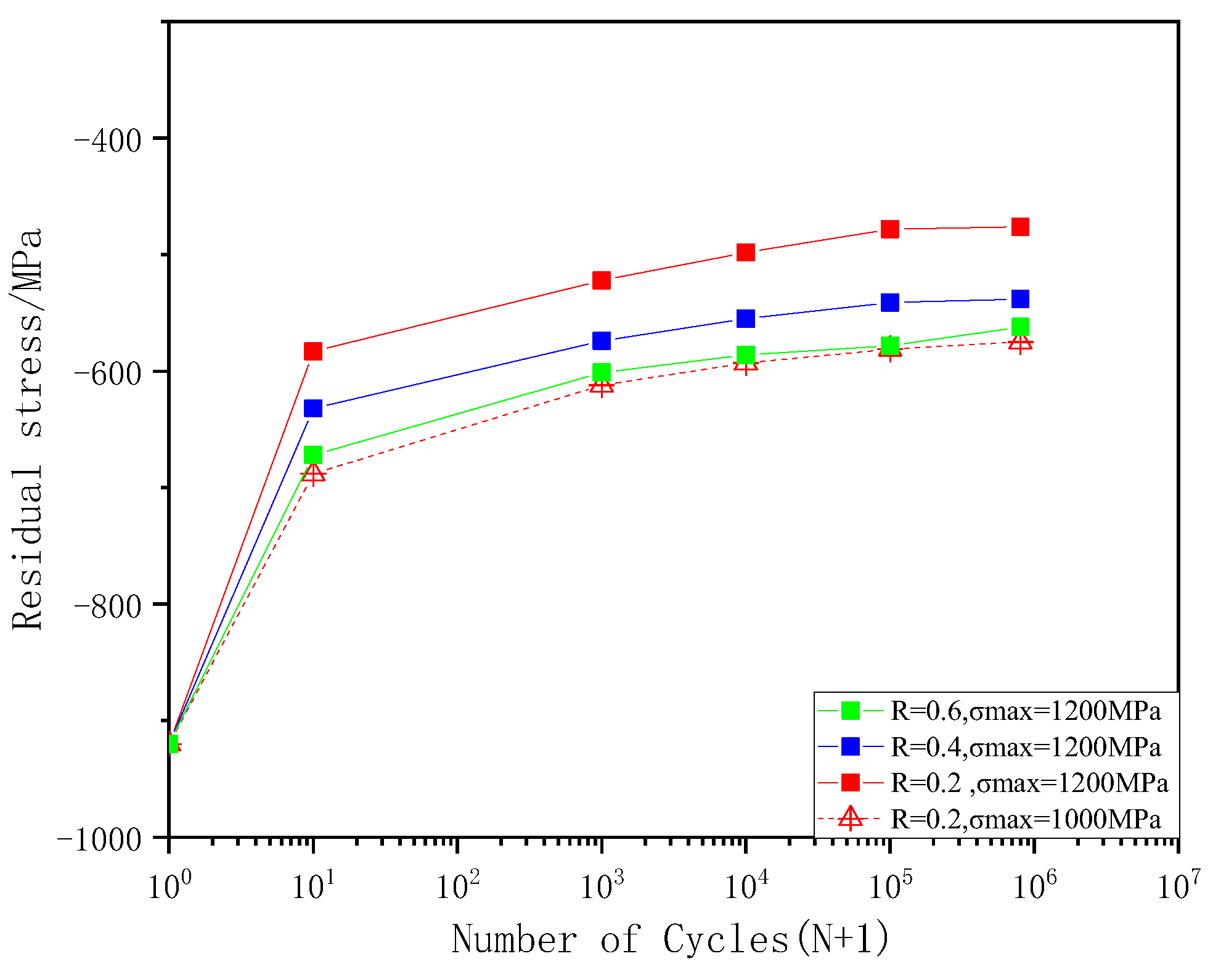
4.1.2. Analysis of Factors Influencing the Decay of Residual Stress in Shot Peening Strengthening
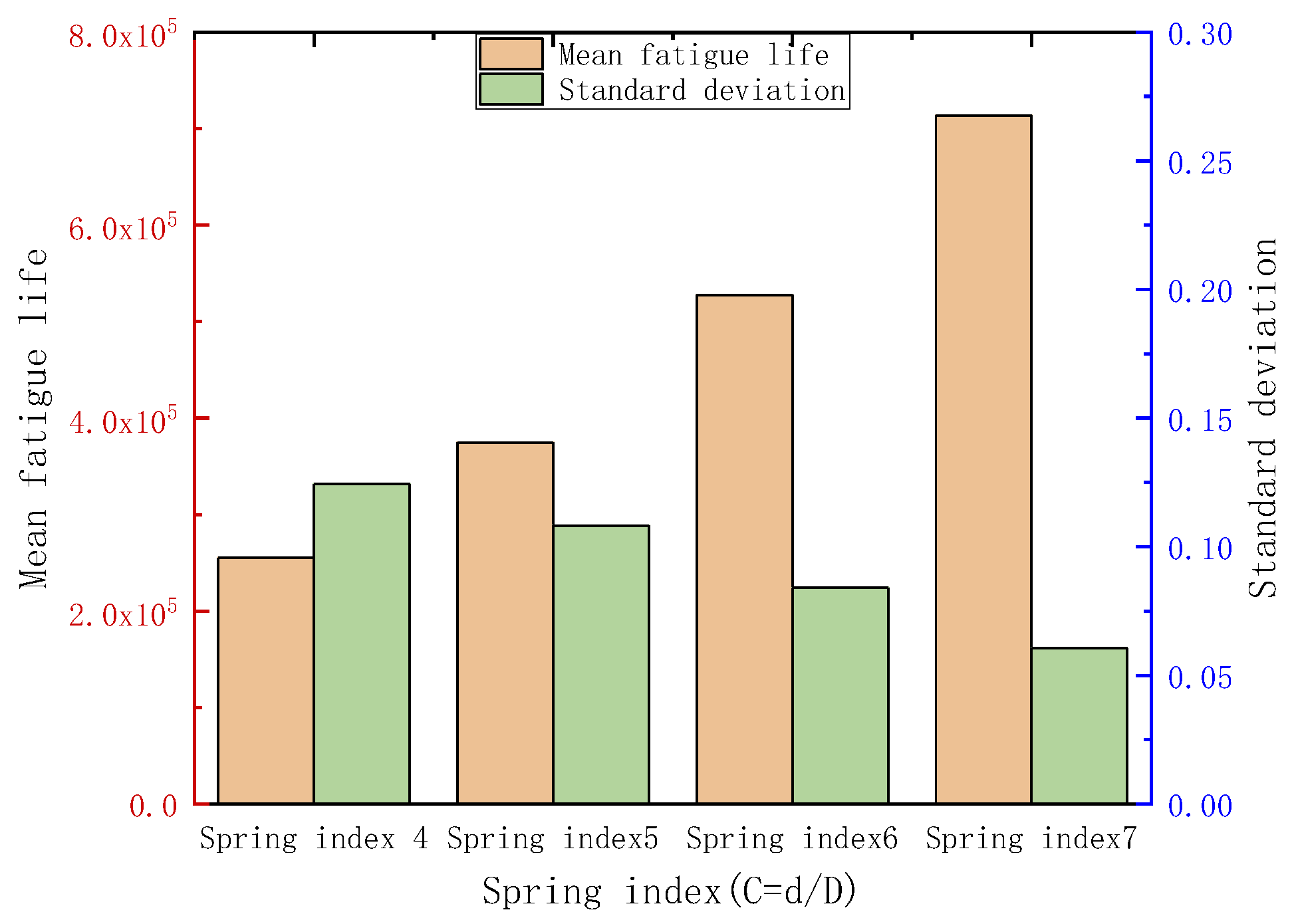
4.1.3. Residual Stress Relaxation Behavior Based on Spring Structure Characteristics
4.2. Prediction and Validation of the Fatigue Life for Shot-Peened Springs
4.2.1. Characterization Method for the Dynamic Attenuation of Residual Stress and Its Effect on Extending Fatigue Life
4.2.2. Prediction Model and Validation of Spring Life Based on Residual Stress Decay
5. Conclusions
- Shot peening is an effective method for enhancing the fatigue performance of springs. It significantly reduces the variability in spring fatigue life, thus improving the reliability of spring operation.
- Under cyclic loading, shot-peened springs experience stress relaxation, with the most significant relaxation occurring at the inner coil of the spring. This relaxation is influenced not only by the number of cycles, maximum stress, and stress amplitude but also by the spring index of the spring. Smaller spring indexes (indicating a more pronounced curvature effect) result in more severe residual stress attenuation in the spring under the same conditions.
- Observations indicated that the residual stress values of two adjacent cycles became nearly equal once the steady-state relaxation stage was reached. A quantified model capturing the dynamic relaxation of residual stress during the entire cycle accurately described the life extension effect induced via shot peening.
- Residual stress relaxation was the primary limiting factor for improving the fatigue response via shot peening. When predicting the fatigue strength of springs using multiaxial fatigue criteria, it is crucial to consider the dynamic variation of residual stress rather than relying on the initial residual stress as the steady-state value.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| d | wire diameter | initial residual stress on the inner coil | |
| D | mean coil diameter | residual stress on the inner coil after N cycles | |
| n | active coils | fitting constant for the PC model | |
| α | helix angle | Boltzmann constant | |
| t | spring pitch | cycle time of the thermal field | |
| helix angle after loading | exponential constant for the PC model | ||
| post-loading pitch | activation enthalpy of the relaxation process | ||
| C | spring index | relaxation temperature | |
| K | spring index coefficient | fitting constant for the LC model | |
| F′ | stiffness of the entire spring | fitting constant for the LC model | |
| S | area for the cross-section of the spring wire | material constant for the PC model | |
| F | axial compressive force | m | fitting exponential constant for the PC model |
| ratio of normal to shear stress | B | fitting constant controls the degree of influence for the number of cycles | |
| Q | constant related to the curvature | residual stress attenuation factor | |
| equivalent stress at the inner coil | the angle of the critical plane under F1 | ||
| normal stress under load F1 | angle amplitude of the critical plane | ||
| shear stress under load F1 | mean to peak valley heights of the roughness profile | ||
| maximum normal stress on the critical interface under F1 | Dp | spacing of the adjacent peaks in the roughness profile | |
| cyclic stress amplitude | stress concentration factor | ||
| yield strength | K | curvature coefficient | |
| residual stress on the inner coil | H | cumulative effect of residual stresses during 1000~N cycles | |
| critical interface normal strain amplitude | residual stress effect during the first 1000 cycles | ||
| fatigue damage parameter | equivalent attenuation factor for residual stress | ||
| b | fatigue strength exponent | Subscripts | |
| c | fatigue ductility exponent | XRD | X-ray diffraction |
| strength fatigue coefficient | SWT | Smith–Watson–Topper model | |
| fatigue ductility coefficient | DSP | double sheet peened | |
| fracture true stress | LC | logarithmic criterion | |
| fracture true strain | PC | power criterion | |
| Φ | reduction rate of the cross-sectional area | DLP | dynamic residual stress life prediction model |
| SLP | steady-state residual stress life prediction model |
References
- Fakhreddine, D.; Mohamed, T.; Said, A.; Abderrazek, D.; Mohamed, H. Finite element method for the stress analysis of isotropic cylindrical helical spring. Eur. J. Mech.-A Solids 2005, 24, 1068–1078. [Google Scholar] [CrossRef]
- Chiu, C.-H.; Hwan, C.-L.; Tsai, H.-S.; Lee, W.-P. An experimental investigation into the mechanical behaviors of helical composite springs. Compos. Struct. 2007, 77, 331–340. [Google Scholar] [CrossRef]
- Hashemi, Y.M.; Kadkhodaei, M.; Mohammadzadeh, M.R. Fatigue analysis of shape memory alloy helical springs. Int. J. Mech. Sci. 2019, 161, 105059. [Google Scholar] [CrossRef]
- Pyttel, B.; Brunner, I.; Kaiser, B.; Berger, C.; Mahendran, M. Fatigue behavior of helical compression springs at a very high number of cycles—Investigation of various influences. Int. J. Fatigue 2014, 60, 101–109. [Google Scholar] [CrossRef]
- Kaiser, B.; Pyttel, B.; Berger, C. VHCF-behavior of helical compression springs made of different materials. Int. J. Fatigue 2011, 33, 23–32. [Google Scholar] [CrossRef]
- Berger, C.; Kaiser, B. Results of very high cycle fatigue tests on helical compression springs. Int. J. Fatigue 2006, 28, 1658–1663. [Google Scholar] [CrossRef]
- Nie, B.; Zhang, Z.; Zhao, Z.; Zhong, Q. Very high cycle fatigue behavior of shot-peened 3Cr13 high strength spring steel. Mater. Des. 2013, 50, 503–508. [Google Scholar] [CrossRef]
- Aggarwal, M.; Agrawal, V.; Khan, R. A stress approach model for predictions of fatigue life by shot peening of EN45A spring steel. Int. J. Fatigue 2006, 28, 1845–1853. [Google Scholar] [CrossRef]
- Seddik, R.; Ben Sghaier, R.; Atig, A.; Fathallah, R. Fatigue reliability prediction of metallic shot peened-parts based on Wöhler curve. J. Constr. Steel Res. 2017, 130, 222–233. [Google Scholar] [CrossRef]
- Arakawa, J.; Hanaki, T.; Hayashi, Y.; Akebono, H.; Sugeta, A. Evaluating the fatigue limit of metals having surface compressive residual stress and exhibiting shakedown. Fatigue Fract. Eng. Mater. Struct. 2019, 43, 211–220. [Google Scholar] [CrossRef]
- Wu, J.; Liu, H.; Wei, P.; Lin, Q.; Zhou, S. Effect of shot peening coverage on residual stress and surface roughness of 18CrNiMo7-6 steel. Int. J. Mech. Sci. 2020, 183, 105785. [Google Scholar] [CrossRef]
- Yang, S.; Zeng, W.; Yang, J. Characterization of shot peening properties and modelling on the fatigue performance of 304 austenitic stainless steel. Int. J. Fatigue 2020, 137, 105621. [Google Scholar] [CrossRef]
- Walker, J.; Thomas, D.J.; Gao, Y. Effects of shot peening and pre-strain on the fatigue life of dual phase Martensitic and Bainitic steels. J. Manuf. Process. 2017, 26, 419–424. [Google Scholar] [CrossRef]
- Barry, N.; Hainsworth, S.; Fitzpatrick, M. Effect of shot peening on the fatigue behaviour of cast magnesium A8. Mater. Sci. Eng. A 2009, 507, 50–57. [Google Scholar] [CrossRef]
- Avilés, R.; Albizuri, J.; Ukar, E.; Lamikiz, A.; Avilés, A. Influence of laser polishing in an inert atmosphere on the high cycle fatigue strength of AISI 1045 steel. Int. J. Fatigue 2014, 68, 67–79. [Google Scholar] [CrossRef]
- Kim, J.-C.; Cheong, S.-K.; Noguchi, H. Residual stress relaxation and low- and high-cycle fatigue behavior of shot-peened medium-carbon steel. Int. J. Fatigue 2013, 56, 114–122. [Google Scholar] [CrossRef]
- Chen, M.; Xing, S.; Liu, H.; Jiang, C.; Zhan, K.; Ji, V. Determination of surface mechanical property and residual stress stability for shot-peened SAF2507 duplex stainless steel by in situ X-ray diffraction stress analysis. J. Mater. Res. Technol. 2020, 9, 7644–7654. [Google Scholar] [CrossRef]
- Lin, T.; Zhang, Q.; Lian, Z.; Liu, Y.; Zhang, Y.; Chen, Y. Multi-axial fatigue life prediction of drill collar thread in gas drilling. Eng. Fail. Anal. 2016, 59, 151–160. [Google Scholar] [CrossRef]
- Del Llano-Vizcaya, L.; Rubio-González, C.; Mesmacque, G.; Cervantes-Hernández, T. Multiaxial fatigue and failure analysis of helical compression springs. Eng. Fail. Anal. 2006, 13, 1303–1313. [Google Scholar] [CrossRef]
- Rubiella, C.; Hessabi, C.A.; Fallah, A.S. State of the art in fatigue modelling of composite wind turbine blades. Int. J. Fatigue 2018, 117, 230–245. [Google Scholar] [CrossRef]
- Xu, S.; Zhu, S.-P.; Hao, Y.-Z.; Liao, D.; Qian, G. A new critical plane-energy model for multiaxial fatigue life prediction of turbine disc alloys. Eng. Fail. Anal. 2018, 93, 55–63. [Google Scholar] [CrossRef]
- Augustins, L. An empirical multiaxial high cycle fatigue criterion for automotive cylinder head design. Eng. Fail. Anal. 2013, 28, 264–274. [Google Scholar] [CrossRef]
- Sepe, R.; Greco, A.; De Luca, A.; Armentani, E.; Berto, F. Experimental and FEM numerical assessment of multiaxial fatigue failure criteria for a rolling Stock’s seats structure. Eng. Fail. Anal. 2019, 102, 303–317. [Google Scholar] [CrossRef]
- Huang, L.; Shi, Y.; Guo, H.; Su, X. Fatigue behavior and life prediction of self-piercing riveted joint. Int. J. Fatigue 2016, 88, 96–110. [Google Scholar] [CrossRef]
- Benedetti, M.; Fontanari, V.; Bandini, M.; Taylor, D. Multiaxial fatigue resistance of shot peened high-strength aluminum alloys. Int. J. Fatigue 2014, 61, 271–282. [Google Scholar] [CrossRef]
- Kujawski, D. A deviatoric version of the SWT parameter. Int. J. Fatigue 2014, 67, 95–102. [Google Scholar] [CrossRef]
- Takahashi, K.; Kogishi, Y.; Shibuya, N.; Kumeno, F. Effects of laser peening on the fatigue strength and defect tolerance of aluminum alloy. Fatigue Fract. Eng. Mater. Struct. 2020, 43, 845–856. [Google Scholar] [CrossRef]
- Rotella, G. Effect of surface integrity induced by machining on high cycle fatigue life of 7075-T6 aluminum alloy. J. Manuf. Process. 2019, 41, 83–91. [Google Scholar] [CrossRef]
- Jouini, N.; Revel, P.; Thoquenne, G. Influence of surface integrity on fatigue life of bearing rings finished by precision hard turning and grinding. J. Manuf. Process. 2020, 57, 444–451. [Google Scholar] [CrossRef]
- Zhang, S.; Yang, Z.; Jiang, R.; Jin, Q.; Zhang, Q.; Wang, W. Effect of creep feed grinding on surface integrity and fatigue life of Ni3Al based superalloy IC10. Chin. J. Aeronaut. 2020, 34, 438–448. [Google Scholar] [CrossRef]
- Javidi, A.; Rieger, U.; Eichlseder, W. The effect of machining on the surface integrity and fatigue life. Int. J. Fatigue 2008, 30, 2050–2055. [Google Scholar] [CrossRef]
- Franc, J.; Moravec, P.; Dědič, V.; Roy, U.; Elhadidy, H.; Minárik, P.; Šíma, V. Microhardness study of Cd1-x ZnxTe1-ySey crystals for X-ray and gamma ray detectors. Mater. Today Commun. 2020, 24, 101014. [Google Scholar] [CrossRef]
- Lasota, I.; Protsenko, V.; Matyushkin, A.; Kuznetsov, M.; Gook, S. Laser surface hardening of engine camshaft cams. Mater. Today Proc. 2020, 30, 478–482. [Google Scholar] [CrossRef]
- Chen, C.; Zeng, X.; Wang, Q.; Lian, G.; Huang, X.; Wang, Y. Statistical modelling and optimization of microhardness transition through depth of laser surface hardened AISI 1045 carbon steel. Opt. Laser Technol. 2020, 124, 105976. [Google Scholar] [CrossRef]
- Vayssette, B.; Saintier, N.; Brugger, C.; El May, M. Surface roughness effect of SLM and EBM Ti-6Al-4V on multiaxial high cycle fatigue. Theor. Appl. Fract. Mech. 2020, 108, 102581. [Google Scholar] [CrossRef]
- Lee, S.; Pegues, J.W.; Shamsaei, N. Fatigue behavior and modeling for additive manufactured 304L stainless steel: The effect of surface roughness. Int. J. Fatigue 2020, 141, 105856. [Google Scholar] [CrossRef]
- Fu, P.; Chu, R.; Xu, Z.; Ding, G.; Jiang, C. Relation of hardness with FWHM and residual stress of GCr15 steel after shot peening. Appl. Surf. Sci. 2018, 431, 165–169. [Google Scholar] [CrossRef]
- Fathallah, R.; Laamouri, A.; Sidhom, H.; Braham, C. High cycle fatigue behavior prediction of shot-peened parts. Int. J. Fatigue 2004, 26, 1053–1067. [Google Scholar] [CrossRef]
- Martín, V.; Vázquez, J.; Navarro, C.; Domínguez, J. Effect of shot peening residual stresses and surface roughness on fretting fatigue strength of Al 7075-T651. Tribol. Int. 2020, 142, 106004. [Google Scholar] [CrossRef]
- Wang, X.; Meng, Q.; Hu, W. Fatigue life prediction for butt-welded joints considering weld-induced residual stresses and initial damage, relaxation of residual stress, and elasto-plastic fatigue damage. Fatigue Fract. Eng. Mater. Struct. 2019, 42, 1373–1386. [Google Scholar] [CrossRef]
- Okorokov, V.; MacKenzie, D.; Gorash, Y.; Morgantini, M.; van Rijswick, R.; Comlekci, T. High cycle fatigue analysis in the presence of autofrettage compressive residual stress. Fatigue Fract. Eng. Mater. Struct. 2018, 41, 2305–2320. [Google Scholar] [CrossRef]
- Xie, L.; Wen, Y.; Zhan, K.; Wang, L.; Jiang, C.; Ji, V. Characterization on surface mechanical properties of Ti–6Al–4V after shot peening. J. Alloys Compd. 2016, 666, 65–70. [Google Scholar] [CrossRef]
- Malek, B.; Mabru, C.; Chaussumier, M. Fatigue behavior of 2618-T851 aluminum alloy under uniaxial and multiaxial loadings. Int. J. Fatigue 2020, 131, 105322. [Google Scholar] [CrossRef]
- Liu, T.; Shi, X.; Zhang, J.; Fei, B. Multiaxial high-cycle fatigue failure of 30CrMnSiA steel with mean tension stress and mean shear stress. Int. J. Fatigue 2019, 129, 105219. [Google Scholar] [CrossRef]
- Rodopoulos, C. Optimisation of the fatigue resistance of 2024-T351 aluminium alloys by controlled shot peening—Methodology, results, and analysis. Int. J. Fatigue 2004, 26, 849–856. [Google Scholar] [CrossRef]
- Bag, A.; Delbergue, D.; Ajaja, J.; Bocher, P.; Lévesque, M.; Brochu, M. Effect of different shot peening conditions on the fatigue life of 300 M steel submitted to high stress amplitudes. Int. J. Fatigue 2019, 130, 105274. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| /MPa | b | c | ||
|---|---|---|---|---|
| −0.45 | 2418 | 0.24 | −0.87 | −0.45 |
| Elements (Mass%) | |||||||
|---|---|---|---|---|---|---|---|
| C | S | Si | Mn | P | Cr | Cu | P |
| 0.57 | 0.005 | 1.47 | 0.73 | 0.018 | 0.70 | 0.010 | 0.018 |
| Diameter (mm) | Tensile Strength (MPa) | Reduction in Area (%) | Elastic Shear Modulus (MPa) | Elastic Modulus (MPa) |
|---|---|---|---|---|
| 4 | 1910 | 0.55 | 78,500 | 216,000 |
| Shot Peening Condition | Single/First | Secondary |
|---|---|---|
| Intensity (A) | 0.40 | 0.28 |
| Speed (m/s) | 73 | 60 |
| Time (min) | 25 | 25 |
| Coverage | 98% | 100% |
| Shot peening machine | SNB30 (Shiliangshi, Shanghai, China) | QS326 (DISA, Qingdao, China) |
| No. | Surface Condition | Manufacturing Process | Shot Peening Parameters |
|---|---|---|---|
| A | Non-shot-peened | Coiling, stress relief annealing (420 °C, 60 min), grinding the end coil, chamfering the outside corner, high-pressure treatment, paint marking, secondary tempering (220 °C, 35 min) | None |
| B | Double-shot-peened | Coiling, stress relief tempering (420 °C, 60 min), first shot peened, grinding the end coil, chamfering the outside corner, secondary shot peened, high-pressure treatment, paint marking, secondary tempering (220 °C, 35 min) | First SP intensity 0.4 A, shot-peened SP intensity 0.28 A; surface coverage 95% |
| Spring Index | Cyclic Ratio | Stress Level (MPa) | Mean Fatigue Life | Standard Deviation | ||
|---|---|---|---|---|---|---|
| NSP | DSP | NSP | DSP | |||
| 4 | 0.2 | 1200 | 71,087 | 282,126 | 0.08948 | 0.10266 |
| 1150 | 94,344 | 447,608 | 0.1268 | 0.10875 | ||
| 1100 | 125,342 | 806,279 | 0.20713 | 0.12166 | ||
| 1050 | 178,793 | 1,571,910 | 0.22573 | 0.14874 | ||
| 1000 | 254,336 | 3,141,810 | 0.31169 | 0.14939 | ||
| 5 | 0.2 | 1200 | 255,148 | 0.1243 | ||
| 6 | 0.2 | 1200 | 374,491 | 0.10815 | ||
| 7 | 0.2 | 1200 | 527,710 | 0.08406 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shao, C.; Wang, D.; Zang, Y.; Cheng, P. Surface Residual Stress Release Behavior of Shot-Peened Springs. Metals 2024, 14, 355. https://doi.org/10.3390/met14030355
Shao C, Wang D, Zang Y, Cheng P. Surface Residual Stress Release Behavior of Shot-Peened Springs. Metals. 2024; 14(3):355. https://doi.org/10.3390/met14030355
Chicago/Turabian StyleShao, Chenxi, Decheng Wang, Yong Zang, and Peng Cheng. 2024. "Surface Residual Stress Release Behavior of Shot-Peened Springs" Metals 14, no. 3: 355. https://doi.org/10.3390/met14030355
APA StyleShao, C., Wang, D., Zang, Y., & Cheng, P. (2024). Surface Residual Stress Release Behavior of Shot-Peened Springs. Metals, 14(3), 355. https://doi.org/10.3390/met14030355