
Movement Strategy Influences on the Characteristics of Low-Carbon Steel Generated by the Lamination Object Manufacturing Method

 ,
,
Abstract
:1. Introduction
2. Experimental Methods
3. Results and Discussion
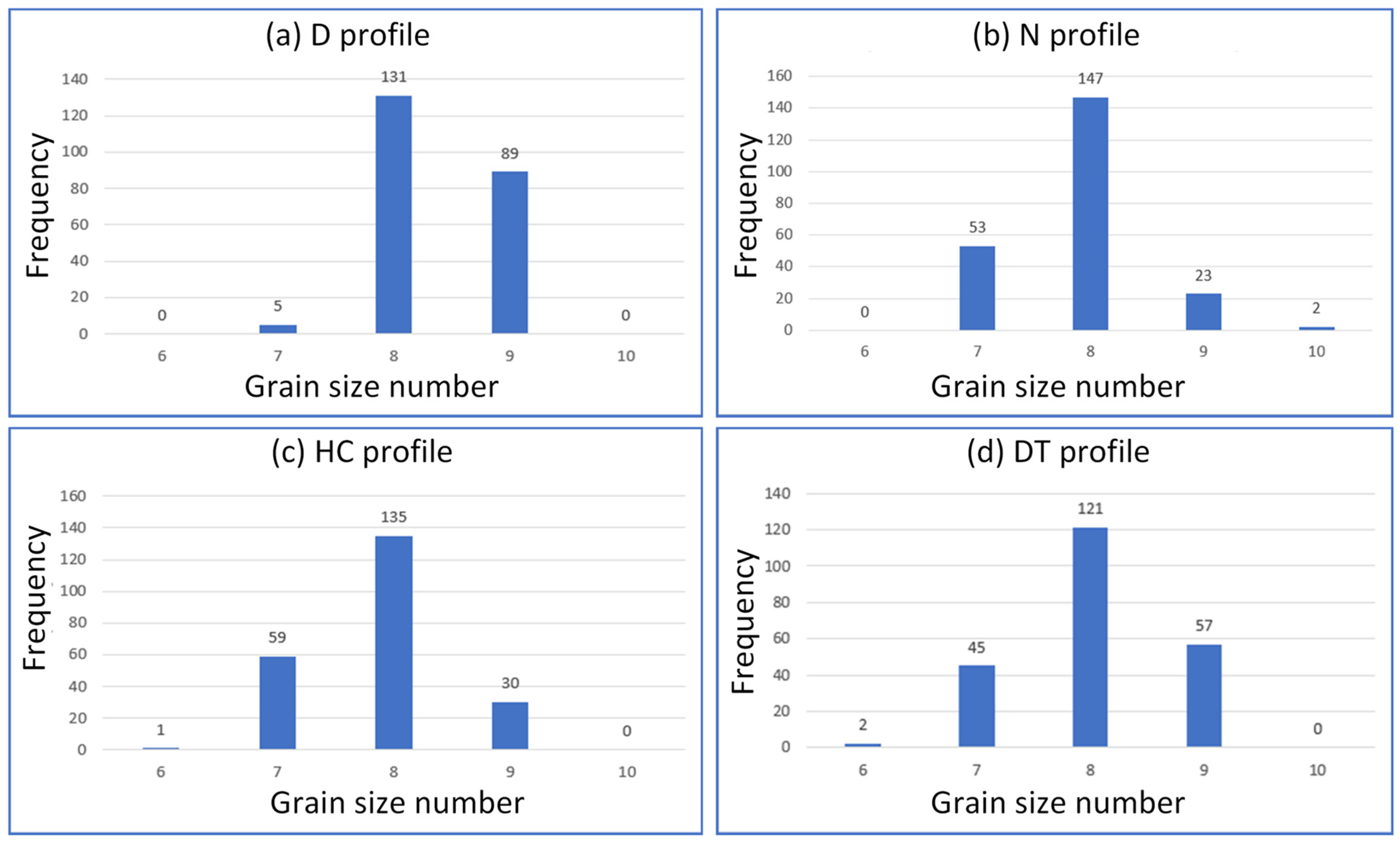
3.1. Microstructure
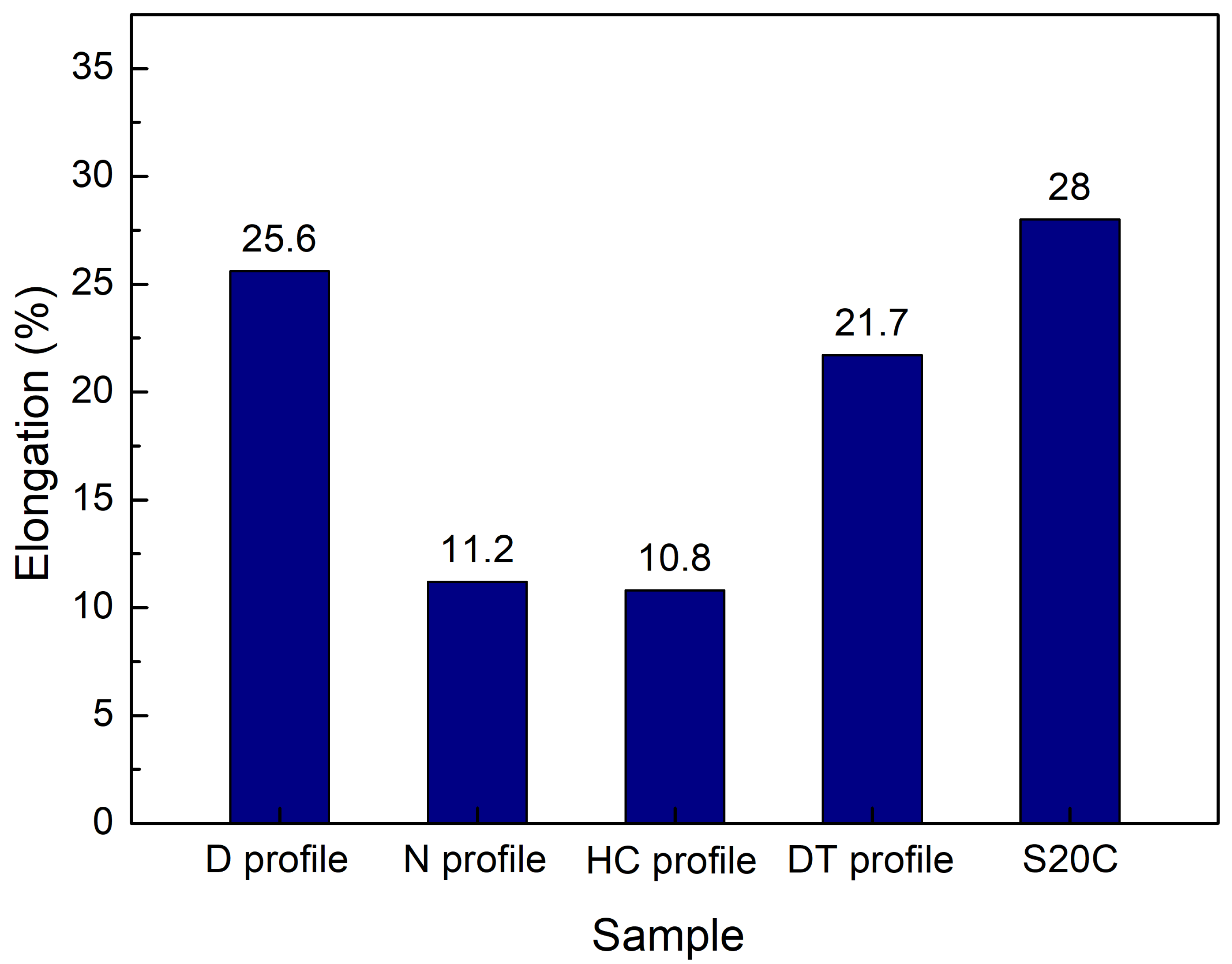
3.2. Tensile Strength
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Stansbury, J.W.; Idacavage, M.J. 3D printing with polymers: Challenges among expanding options and opportunities. Dent. Mater. 2016, 32, 54–64. [Google Scholar] [CrossRef] [PubMed]
- Jandyal, A.; Chaturvedi, I.; Wazir, I.; Raina, A.; Haq, M.I.U. 3D printing—A review of processes, materials and applications in industry 4.0. Sustain. Oper. Comput. 2022, 3, 33–42. [Google Scholar] [CrossRef]
- Ranjan, R.; Kumar, D.; Kundu, M.; Moi, S.C. A critical review on Classification of materials used in 3D printing process. Mater. Today Proc. 2022, 61, 43–49. [Google Scholar] [CrossRef]
- Bandyopadhyay, A.; Bose, S.; Das, S. 3D printing of biomaterials. MRS Bull. 2015, 40, 108–115. [Google Scholar] [CrossRef]
- Singh, T.; Kumar, S.; Sehgal, S. 3D printing of engineering materials: A state of the art review. Mater. Today Proc. 2020, 28, 1927–1931. [Google Scholar] [CrossRef]
- Nouri, A.; Shirvan, A.R.; Li, Y.; Wen, C. Additive manufacturing of metallic and polymeric load-bearing biomaterials using laser powder bed fusion: A review. J. Mater. Sci. Technol. 2021, 94, 196–215. [Google Scholar] [CrossRef]
- Bhatia, A.; Sehgal, A.K. Additive manufacturing materials, methods and applications: A review. Mater. Today Proc. 2021, 81, 1060–1067. [Google Scholar] [CrossRef]
- Zhang, C.; Ouyang, D.; Pauly, S.; Liu, L. 3D printing of bulk metallic glasses. Mater. Sci. Eng. R Rep. 2021, 145, 100625. [Google Scholar] [CrossRef]
- Rouf, S.; Raina, A.; Haq MI, U.; Naveed, N.; Jeganmohan, S.; Kichloo, A.F. 3D printed parts and mechanical properties: Influencing parameters, sustainability aspects, global market scenario, challenges and applications. Adv. Ind. Eng. Polym. Res. 2022, 5, 143–158. [Google Scholar] [CrossRef]
- Park, S.J.; Lee, J.E.; Park, J.; Lee, N.K.; Son, Y.; Park, S.H. High-temperature 3D printing of polyetheretherketone products: Perspective on industrial manufacturing applications of super engineering plastics. Mater. Des. 2021, 211, 110163. [Google Scholar] [CrossRef]
- Arefin, A.M.; Khatri, N.R.; Kulkarni, N.; Egan, P.F. Polymer 3D printing review: Materials, process, and design strategies for medical applications. Polymers 2021, 13, 1499. [Google Scholar] [CrossRef] [PubMed]
- Karakurt, I.; Lin, L. 3D printing technologies: Techniques, materials, and post-processing. Curr. Opin. Chem. Eng. 2020, 28, 134–143. [Google Scholar] [CrossRef]
- Rafiee, M.; Farahani, R.D.; Therriault, D. Multi-material 3D and 4D printing: A survey. Adv. Sci. 2020, 7, 1902307. [Google Scholar] [CrossRef] [PubMed]
- Mostafaei, A.; Elliott, A.M.; Barnes, J.E.; Li, F.; Tan, W.; Cramer, C.L.; Chmielus, M. Binder jet 3D printing—Process parameters, materials, properties, modeling, and challenges. Prog. Mater. Sci. 2021, 119, 100707. [Google Scholar] [CrossRef]
- Khosravani, M.R.; Reinicke, T. On the environmental impacts of 3D printing technology. Appl. Mater. Today 2020, 20, 100689. [Google Scholar] [CrossRef]
- Selema, A.; Ibrahim, M.N.; Vansompel, H.; Sergeant, P. Development of Yokeless Axial Flux Machine Using 3D-Printed Shape-Profiled Core. In Proceedings of the 2022 International Conference on Electrical Machines (ICEM), Valencia, Spain, 5–8 September 2022; IEEE: Piscataway, NJ, USA, 2022; pp. 1763–1769. [Google Scholar]
- Zeng, L.; Li, P.; Yao, Y.; Niu, B.; Niu, S.; Xu, B. Recent progresses of 3D printing technologies for structural energy storage devices. Mater. Today Nano 2020, 12, 100094. [Google Scholar] [CrossRef]
- Bhatt, P.M.; Kabir, A.M.; Peralta, M.; Bruck, H.A.; Gupta, S.K. A robotic cell for performing sheet lamination-based additive manufacturing. Addit. Manuf. 2019, 27, 278–289. [Google Scholar] [CrossRef]
- Parandoush, P.; Zhou, C.; Lin, D. 3D printing of ultrahigh strength continuous carbon fiber composites. Adv. Eng. Mater. 2019, 21, 1800622. [Google Scholar] [CrossRef]
- Olivier, D.; Travieso-Rodriguez, J.A.; Borros, S.; Reyes, G.; Jerez-Mesa, R. Influence of building orientation on the flexural strength of laminated object manufacturing specimens. J. Mech. Sci. Technol. 2017, 31, 133–139. [Google Scholar] [CrossRef]
- Kumar, S.; Singh, I.; Kumar, D.; Yahya, M.Y.; Rahimian Koloor, S.S. Mechanical and morphological characterizations of laminated object manufactured 3D printed biodegradable poly (lactic) acid with various physical configurations. J. Mar. Sci. Eng. 2022, 10, 1954. [Google Scholar] [CrossRef]
- Dermeik, B.; Travitzky, N. Laminated object manufacturing of ceramic-based materials. Adv. Eng. Mater. 2020, 22, 2000256. [Google Scholar] [CrossRef]
- Prechtl, M.; Otto, A.; Geiger, M. Rapid tooling by laminated object manufacturing of metal foil. Adv. Mater. Res. 2005, 6, 303–312. [Google Scholar] [CrossRef]
- Obikawa, T.; Yoshino, M.; Shinozuka, J. Sheet steel lamination for rapid manufacturing. J. Mater. Process. Technol. 1999, 89, 171–176. [Google Scholar] [CrossRef]
- Joghan, H.D.; Hahn, M.; Sehrt, J.T.; Tekkaya, A.E. Hybrid additive manufacturing of metal laminated forming tools. CIRP Ann. 2022, 71, 225–228. [Google Scholar] [CrossRef]
- Pilipovic, A.; Raos, P.; Sercer, M. Experimental Testing of Quality of Polymer Parts Produced by Laminated Object Manufacturing- Lom. Teh. Vjesn. 2011, 18, 253–260. [Google Scholar]
- Park, J.; Kang, M.K.; Hahn, H.T. Composite material based laminated object manufacturing (LOM) process Simulation. Adv. Compos. Lett. 2001, 10, 096369350101000504. [Google Scholar] [CrossRef]
- Tao, Y.; Yin, Q.; Li, P. An additive manufacturing method using large-scale wood inspired by laminated object manufacturing and plywood technology. Polymers 2020, 13, 144. [Google Scholar] [CrossRef]
- Kozior, T.; Mamun, A.; Trabelsi, M.; Sabantina, L. Comparative analysis of polymer composites produced by FFF and PJM 3D printing and electrospinning technologies for possible filter applications. Coatings 2022, 12, 48. [Google Scholar] [CrossRef]
- Zhang, Y.; He, X.; Du, S.; Zhang, J. Al2O3 ceramics preparation by LOM (laminated object manufacturing). Int. J. Adv. Manuf. Technol. 2001, 17, 531–534. [Google Scholar] [CrossRef]
- Sasahara, H.; Tsutsumi, M.; Chino, M. Development of a layered manufacturing system using sheet metal-polymer lamination for mechanical parts. Int. J. Adv. Manuf. Technol. 2005, 27, 268–273. [Google Scholar] [CrossRef]
- ASTM E8/E8M-13; Test Methods for Tension Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2011.
- ASTM E112-10; Standard Test Methods for Determining Average Grain Size. ASTM International: West Conshohocken, PA, USA, 2004.
- Uyen TM, T.; Minh, P.S.; Nguyen, V.T.; Do, T.T.; Nguyen, V.T.; Le, M.T.; Nguyen VT, T. Trajectory Strategy Effects on the Material Characteristics in the WAAM Technique. Micromachines 2023, 14, 827. [Google Scholar] [CrossRef]
- Pan, X.; Qian, G.; Hong, Y. Nanograin formation in dimple ridges due to local severe-plastic-deformation during ductile fracture. Scr. Mater. 2021, 194, 113631. [Google Scholar] [CrossRef]
- Jiang, L.; Amarasekara, A.S. Mechanical properties of the woven natural fiber reinforced sheet stocks used for the laminated object manufacturing (LOM) rapid prototyping process. In Proceedings of the ASC Thirty-Sixth Technical Conference Proceedings, College Station, TX, USA, 20–22 September 2021. [Google Scholar]
- Alimuzzaman, S.M.; Jahan, M.P. Composite Based Additive Manufacturing. In Practical Implementations of Additive Manufacturing Technologies; Springer Nature: Singapore, 2023; pp. 117–151. [Google Scholar]
- Govender, K.; Walker, A.; Bright, G. Automated Metal Laminate Printing in Rapid Tooling for Mass Customization. In Transdisciplinary Engineering: A Paradigm Shift; IOS Press: Amsterdam, The Netherlands, 2017; pp. 933–940. [Google Scholar]
- Chen, C.; Shen, Y.; Tsai, H.L. A foil-based additive manufacturing technology for metal parts. J. Manuf. Sci. Eng. 2017, 139, 024501. [Google Scholar] [CrossRef]
- Hung, C.H.; Shen, Y.; Leu, M.; Tsai, H.L. Mechanical Properties of 304L Metal Parts Made by Laser-Foil-Printing Process. In 2017 International Solid Freeform Fabrication Symposium; University of Texas at Austin: Austin, TX, USA, 2017. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Weight % | C | Si | Mn | P | S | Ni | Cr | Cu | Fe |
|---|---|---|---|---|---|---|---|---|---|
| S20C | 0.18–0.23 | 0.15–0.35 | 0.3–0.6 | 0.03 max | 0.035 max | 0.2 max | 0.2 max | 0.3 max | 99.08–99.53 |
| No. | U (V) | I (A) | Arc Length (mm) | V (mm/min) | Argon (L/min) | Movement Strategies |
|---|---|---|---|---|---|---|
| 1 | 220 | 165 | 2 | 35 | 11 | Straight-profile—D |
| 2 | Short-profile—N | |||||
| 3 | Cross-profile—HC | |||||
| 4 | Curved-profile—DT |
| No. | UTS Value (MPa) | Materials | References |
|---|---|---|---|
| 1. | 668.3 | Carbon fiber-reinforced thermoplastic | Parandoush et al. report [20] |
| 2. | 42.47 | Polylactic acid | Kumar et al. report [22] |
| 3. | 28.32 | Woven jute fabrics/bioresin | Jiang et al. report [37] |
| 4. | 91.25 | PLA/Bagasse | Alimuzzaman et al. report [38] |
| 5. | 50.6 | Aluminum/epoxy | Govender et al. report [39] |
| 6. | 551 | AISI 1010 steel | Chen et al. report [40] |
| 7. | 565 | SUS 304L steel | Hung et al. report [41] |
| 8. | 332.5–430 | S20C steel plate | This research |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Le Hong Ngoc, T.; Chi, H.T.X.; Minh, P.S.; Nguyen, V.-T.; Uyen, T.M.T. Movement Strategy Influences on the Characteristics of Low-Carbon Steel Generated by the Lamination Object Manufacturing Method. Metals 2024, 14, 356. https://doi.org/10.3390/met14030356
Le Hong Ngoc T, Chi HTX, Minh PS, Nguyen V-T, Uyen TMT. Movement Strategy Influences on the Characteristics of Low-Carbon Steel Generated by the Lamination Object Manufacturing Method. Metals. 2024; 14(3):356. https://doi.org/10.3390/met14030356
Chicago/Turabian StyleLe Hong Ngoc, Tran, Ha Thi Xuan Chi, Pham Son Minh, Van-Thuc Nguyen, and Tran Minh The Uyen. 2024. "Movement Strategy Influences on the Characteristics of Low-Carbon Steel Generated by the Lamination Object Manufacturing Method" Metals 14, no. 3: 356. https://doi.org/10.3390/met14030356
APA StyleLe Hong Ngoc, T., Chi, H. T. X., Minh, P. S., Nguyen, V. -T., & Uyen, T. M. T. (2024). Movement Strategy Influences on the Characteristics of Low-Carbon Steel Generated by the Lamination Object Manufacturing Method. Metals, 14(3), 356. https://doi.org/10.3390/met14030356