
Effect of Minimum Quantity of Lubricant on Carbide Tools and Surface Integrity in the Machining of Titanium Aluminides


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
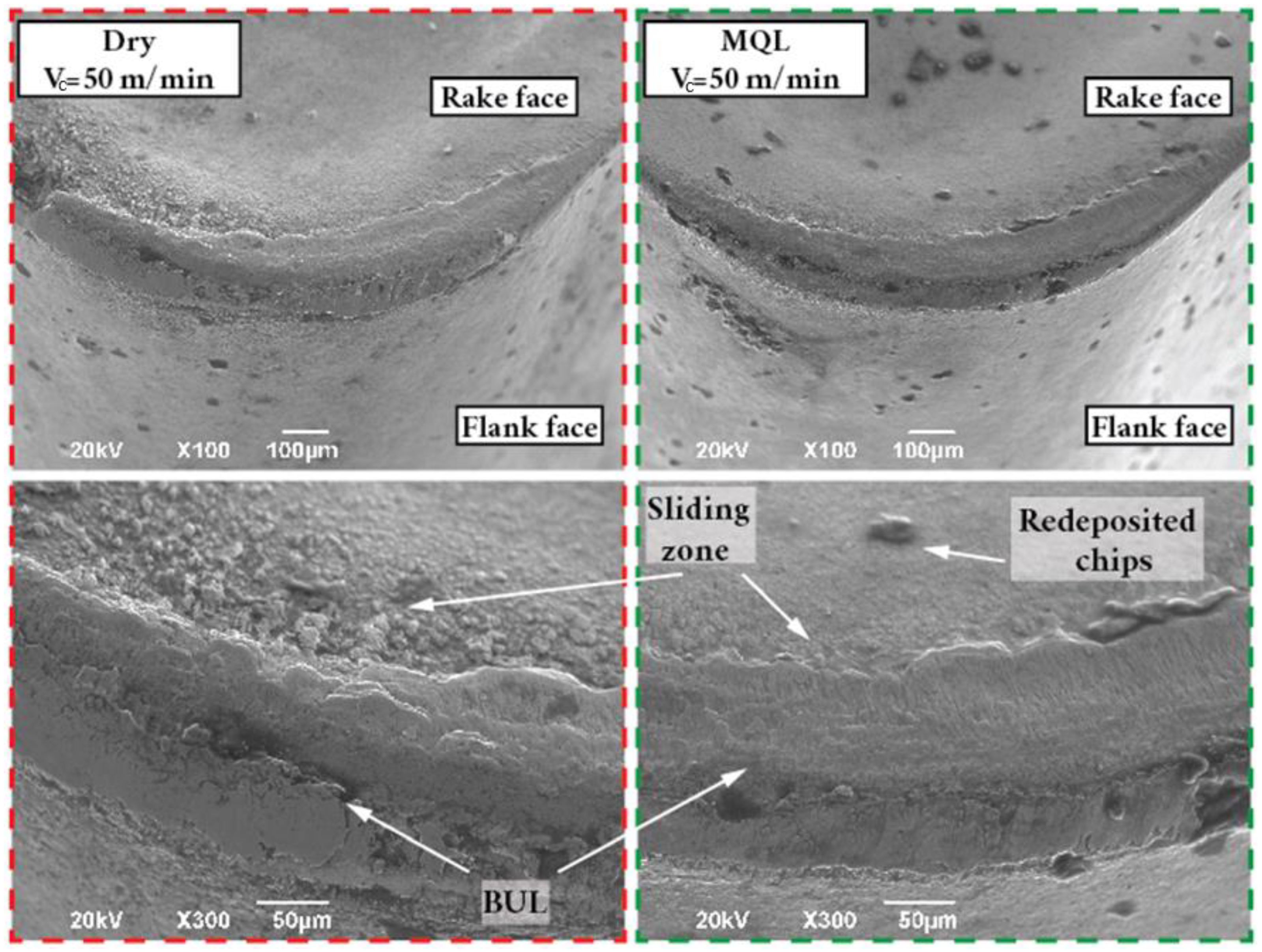
3.1. Tool Wear and Tool Life
3.2. Temperature
3.3. Cutting Forces
3.4. Subsurface Microhardness, Microstructural Alterations and Surface Integrity
3.5. Surface Roughness Statistical Analysis
4. Conclusions
- MQL has been recognized as an effective technique for reducing tool wear, attributed to the lubricating effect of oil in the cutting area. As a result, the tool life is incremented, up to 80 min when a cutting speed of 50 m/min is selected. Furthermore, MQL conditions make it possible to perform the process at 70 m/min, for which the tool life is four times higher than for dry cutting.
- The discontinuous oil film deposited in the tool-workpiece interface shows a beneficial effect in temperature reduction for all cutting speeds experimented on. As a consequence, the thermally induced wear mechanisms are limited, reducing the wear rate. The adhesive wear on the flank face of the tool is reduced and the abrasion phenomenon on the rake face is limited.
- The initial cutting forces take similar values under dry and MQL conditions. Nevertheless, their evolution with the increment of the flank wear is lower for MQL than for dry machining, which suggests that the contact normal stress in the tool-workpiece interface is reduced.
- A strain hardening effect was detected near the machined surface, induced by the lamellar deformation along the cutting speed direction. Values up to double the bulk hardness are reached for all cutting speed values. However, MQL is not effective in this respect.
- Some microcracking was found for both lubrication conditions. Nevertheless, MQL has been reported to be effective in reducing the number of surface defects. Increasing the cutting speed also decreases the number of microcracks.
- The statistical analysis for the surface quality of the machined parts under MQL conditions shows that the feed rate is the most influential variable, being that the effect of cutting speed is very low. The effective combination of depth of cut and cutting speed allows Ra values below 0.4 µm to be obtained. The optimum Ra was set at 0.29 µm, for a feed rate of 0.05 mm/rev, a cutting speed of 54.6 m/min, and a depth of cut of 0.125 mm.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Leyens, C.; Peters, M. (Eds.) Titanium and Titanium Alloys; Wiley: Hoboken, NJ, USA, 2003; ISBN 9783527305346. [Google Scholar]
- Prashar, G.; Thakur, K.; Singh, S.; Singh, P.; Srivastava, V.K. Superalloys for high-temperature applications: An overview. In Proceedings of the AIP Conference Proceedings, Phagwara, India, 29–30 July 2022; p. 020022. [Google Scholar]
- Appel, F.; Wagner, R.; Kumar, V. Intermetallics: Titanium Aluminides. In Reference Module in Materials Science and Materials Engineering; Elsevier: Amsterdam, The Netherlands, 2017. [Google Scholar]
- Mouritz, A.P. Titanium alloys for aerospace structures and engines. In Introduction to Aerospace Materials; Elsevier: Amsterdam, The Netherlands; Woodhead Publishing Limited: Cambridge, UK, 2012; pp. 202–223. [Google Scholar]
- Castellanos, S.; Cavaleiro, A.; de Jesus, A.; Neto, R.; Alves, J.L. Machinability of titanium aluminides: A review. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2018, 233, 146442071880938. [Google Scholar] [CrossRef]
- Boyer, R.; Welsch, G.; Colllings, E.W. Materials Properties Handbook: Titanium Alloys; ASM International, Ed.; ASM International: Almere, the Netherlands, 1993; ISBN 9780871704818. [Google Scholar]
- Bewlay, B.P.; Nag, S.; Suzuki, A.; Weimer, M.J. TiAl alloys in commercial aircraft engines. Mater. High Temp. 2016, 33, 549–559. [Google Scholar] [CrossRef]
- Kothari, K.; Radhakrishnan, R.; Wereley, N.M. Advances in gamma titanium aluminides and their manufacturing techniques. Prog. Aerosp. Sci. 2012, 55, 1–16. [Google Scholar] [CrossRef]
- Yu, W.; Zhou, J.; Yin, Y.; Feng, X.; Nan, H.; Lin, J.; Ding, X.; Duan, W. Effects of Hot Isostatic Pressing and Heat Treatment on the Microstructure and Mechanical Properties of Cast TiAl Alloy. Metals 2021, 11, 1156. [Google Scholar] [CrossRef]
- Sizova, I.; Sviridov, A.; Bambach, M.; Eisentraut, M.; Hemes, S.; Hecht, U.; Marquardt, A.; Leyens, C. A study on hot-working as alternative post-processing method for titanium aluminides built by laser powder bed fusion and electron beam melting. J. Mater. Process. Technol. 2021, 291, 117024. [Google Scholar] [CrossRef]
- Polozov, I.; Kantyukov, A.; Goncharov, I.; Razumov, N.; Silin, A.; Popovich, V.; Zhu, J.-N.; Popovich, A. Additive Manufacturing of Ti-48Al-2Cr-2Nb Alloy Using Gas Atomized and Mechanically Alloyed Plasma Spheroidized Powders. Materials 2020, 13, 3952. [Google Scholar] [CrossRef] [PubMed]
- Biamino, S.; Penna, A.; Ackelid, U.; Sabbadini, S.; Tassa, O.; Fino, P.; Pavese, M.; Gennaro, P.; Badini, C. Electron beam melting of Ti-48Al-2Cr-2Nb alloy: Microstructure and mechanical properties investigation. Intermetallics 2011, 19, 776–781. [Google Scholar] [CrossRef]
- Chowdhury, M.A.K.; Ullah, A.S.; Teti, R. Optimizing 3D Printed Metallic Object’s Postprocessing: A Case of Gamma-TiAl Alloys. Materials 2021, 14, 1246. [Google Scholar] [CrossRef] [PubMed]
- Anwar, S. Electron beam melting of γ-TiAl and minimization of its surface roughness and cutting forces in turning. In Proceedings of the International Conference on Industrial Engineering and Operations Management, Dubai, United Arab Emirates, 10–12 March 2020. [Google Scholar]
- Tebaldo, V.; Faga, M.G. Influence of the heat treatment on the microstructure and machinability of titanium aluminides produced by electron beam melting. J. Mater. Process. Technol. 2017, 244, 289–303. [Google Scholar] [CrossRef]
- Mathew, N.T.; Vijayaraghavan, L. Environmentally friendly drilling of intermetallic titanium aluminide at different aspect ratio. J. Clean. Prod. 2017, 141, 439–452. [Google Scholar] [CrossRef]
- Castellanos, S.; Alves, J.L. A Review of Milling of Gamma Titanium Aluminides. U. Porto J. Eng. 2018, 3, 1–9. [Google Scholar] [CrossRef]
- Wang, Z.; Liu, Y. Study of surface integrity of milled gamma titanium aluminide. J. Manuf. Process. 2020, 56, 806–819. [Google Scholar] [CrossRef]
- Priarone, P.C.; Klocke, F.; Faga, M.G.; Lung, D.; Settineri, L. Tool life and surface integrity when turning titanium aluminides with PCD tools under conventional wet cutting and cryogenic cooling. Int. J. Adv. Manuf. Technol. 2016, 85, 807–816. [Google Scholar] [CrossRef]
- García-Martínez, E.; Miguel, V.; Martínez-Martínez, A.; Coello, J.; Naranjo, J.A.; Manjabacas, M.C. Optimization of the Dry Turning Process of Ti48Al2Cr2Nb Aluminide Based on the Cutting Tool Configuration. Materials 2022, 15, 1472. [Google Scholar] [CrossRef]
- Beranoagirre, A.; López de Lacalle, L.N. Optimizing the Turning of Titanium Aluminide Alloys. Adv. Mater. Res. 2012, 498, 189–194. [Google Scholar] [CrossRef]
- YAO, C.; LIN, J.; WU, D.; REN, J. Surface integrity and fatigue behavior when turning γ-TiAl alloy with optimized PVD-coated carbide inserts. Chin. J. Aeronaut. 2018, 31, 826–836. [Google Scholar] [CrossRef]
- Kolahdouz, S.; Hadi, M.; Arezoo, B.; Zamani, S. Investigation of surface integrity in high speed milling of gamma titanium aluminide under dry and minimum quantity lubricant conditions. Procedia CIRP 2015, 26, 367–372. [Google Scholar] [CrossRef]
- Aspinwall, D.K.; Dewes, R.C.; Mantle, A.L. The Machining of γ-TiAI Intermetallic Alloys. CIRP Ann. 2005, 54, 99–104. [Google Scholar] [CrossRef]
- Liang, X.; Liu, Z.; Wang, B.; Hou, X. Modeling of plastic deformation induced by thermo-mechanical stresses considering tool flank wear in high-speed machining Ti-6Al-4V. Int. J. Mech. Sci. 2018, 140, 1–12. [Google Scholar] [CrossRef]
- Priarone, P.C.; Rizzuti, S.; Rotella, G.; Settineri, L. Tool wear and surface quality in milling of a gamma-TiAl intermetallic. Int. J. Adv. Manuf. Technol. 2012, 61, 25–33. [Google Scholar] [CrossRef]
- García-Martínez, E.; Miguel, V.; Martínez-Martínez, A.; Manjabacas, M.C.; Coello, J. Sustainable Lubrication Methods for the Machining of Titanium Alloys: An Overview. Materials 2019, 12, 3852. [Google Scholar] [CrossRef] [PubMed]
- Said, Z.; Gupta, M.; Hegab, H.; Arora, N.; Khan, A.M.; Jamil, M.; Bellos, E. A comprehensive review on minimum quantity lubrication (MQL) in machining processes using nano-cutting fluids. Int. J. Adv. Manuf. Technol. 2019, 105, 2057–2086. [Google Scholar] [CrossRef]
- Priarone, P.C.; Robiglio, M.; Settineri, L.; Tebaldo, V. Milling and Turning of Titanium Aluminides by Using Minimum Quantity Lubrication. Procedia CIRP 2014, 24, 62–67. [Google Scholar] [CrossRef]
- Klocke, F.; Settineri, L.; Lung, D.; Claudio Priarone, P.; Arft, M. High performance cutting of gamma titanium aluminides: Influence of lubricoolant strategy on tool wear and surface integrity. Wear 2013, 302, 1136–1144. [Google Scholar] [CrossRef]
- García-Martínez, E.; Miguel, V.; Martínez-Martínez, A. Economic analysis of eco-friendly lubrication strategies for the machining of Ti48Al2Cr2Nb aluminide. J. Clean. Prod. 2024, 435, 140541. [Google Scholar] [CrossRef]
- García-Martínez, E.; Miguel, V.; Manjabacas, M.C.; Martínez-Martínez, A.; Naranjo, J.A. Low initial lubrication procedure in the machining of copper-nickel 70/30 ASTM B122 alloy. J. Manuf. Process. 2021, 62, 623–631. [Google Scholar] [CrossRef]
- García-Martínez, E.; Martínez-Martínez, A.; Manjabacas, M.C.; Miguel, V. Proposal of a combined experimental-simulation methodology for the evaluation of machining temperature in turning processes. Meas. J. Int. Meas. Confed. 2022, 189, 110632. [Google Scholar] [CrossRef]
- Priarone, P.C.; Robiglio, M.; Settineri, L.; Tebaldo, V. Effectiveness of Minimizing Cutting Fluid Use when Turning Difficult-to-cut Alloys. Procedia CIRP 2015, 29, 341–346. [Google Scholar] [CrossRef]
- Anwar, S.; Ahmed, N.; Pervaiz, S.; Ahmad, S.; Mohammad, A.; Saleh, M. On the turning of electron beam melted gamma-TiAl with coated and uncoated tools: A machinability analysis. J. Mater. Process. Technol. 2020, 282, 116664. [Google Scholar] [CrossRef]
- Cheng, Y.; Yuan, Q.; Zhang, B.; Wang, Z. Study on turning force of γ-TiAl alloy. Int. J. Adv. Manuf. Technol. 2019, 105, 2393–2402. [Google Scholar] [CrossRef]
- Klocke, F.; Lung, D.; Arft, M.; Priarone, P.C.; Settineri, L. On high-speed turning of a third-generation gamma titanium aluminide. Int. J. Adv. Manuf. Technol. 2013, 65, 155–163. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ti | Al | Nb | Cr | C | H | N | O |
|---|---|---|---|---|---|---|---|
| 59.10 | 33.45 | 4.72 | 2.51 | 0.005 | 0.001 | 0.007 | 0.045 |
| Test | Cutting Speed (m/min) | Feed Rate (mm/rev) | Depth of Cut (mm) |
|---|---|---|---|
| 1 | 70 | 0.05 | 0.375 |
| 2 | 60 | 0.10 | 0.250 |
| 3 | 70 | 0.15 | 0.375 |
| 4 | 70 | 0.10 | 0.250 |
| 5 | 60 | 0.10 | 0.250 |
| 6 | 50 | 0.05 | 0.375 |
| 7 | 60 | 0.05 | 0.250 |
| 8 | 50 | 0.05 | 0.125 |
| 9 | 70 | 0.05 | 0.125 |
| 10 | 70 | 0.15 | 0.125 |
| 11 | 60 | 0.10 | 0.125 |
| 12 | 50 | 0.15 | 0.375 |
| 13 | 60 | 0.15 | 0.250 |
| 14 | 60 | 0.10 | 0.250 |
| 15 | 50 | 0.10 | 0.250 |
| 16 | 60 | 0.10 | 0.375 |
| 17 | 50 | 0.15 | 0.125 |
| 18 | 60 | 0.10 | 0.250 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
García-Martínez, E.; Miguel, V.; Martínez-Martínez, A. Effect of Minimum Quantity of Lubricant on Carbide Tools and Surface Integrity in the Machining of Titanium Aluminides. Metals 2024, 14, 399. https://doi.org/10.3390/met14040399
García-Martínez E, Miguel V, Martínez-Martínez A. Effect of Minimum Quantity of Lubricant on Carbide Tools and Surface Integrity in the Machining of Titanium Aluminides. Metals. 2024; 14(4):399. https://doi.org/10.3390/met14040399
Chicago/Turabian StyleGarcía-Martínez, Enrique, Valentín Miguel, and Alberto Martínez-Martínez. 2024. "Effect of Minimum Quantity of Lubricant on Carbide Tools and Surface Integrity in the Machining of Titanium Aluminides" Metals 14, no. 4: 399. https://doi.org/10.3390/met14040399
APA StyleGarcía-Martínez, E., Miguel, V., & Martínez-Martínez, A. (2024). Effect of Minimum Quantity of Lubricant on Carbide Tools and Surface Integrity in the Machining of Titanium Aluminides. Metals, 14(4), 399. https://doi.org/10.3390/met14040399