
Evaluation of Melting Efficiency in Cold Wire Gas Metal Arc Welding Using 1020 Steel as Substrate


Abstract
:1. Introduction
2. Experimental Methodology
2.1. Welding Procedures and Materials
2.2. Thermal Efficiency Measurements
2.3. Melting Efficiency Calculation
2.3.1. First Approach
2.3.2. Second Approach
2.4. Relative Plate Thickness
2.5. Metallographic Procedure
3. Results
3.1. Electrical Data
3.2. Cross-Sections
3.3. Melting Efficiency
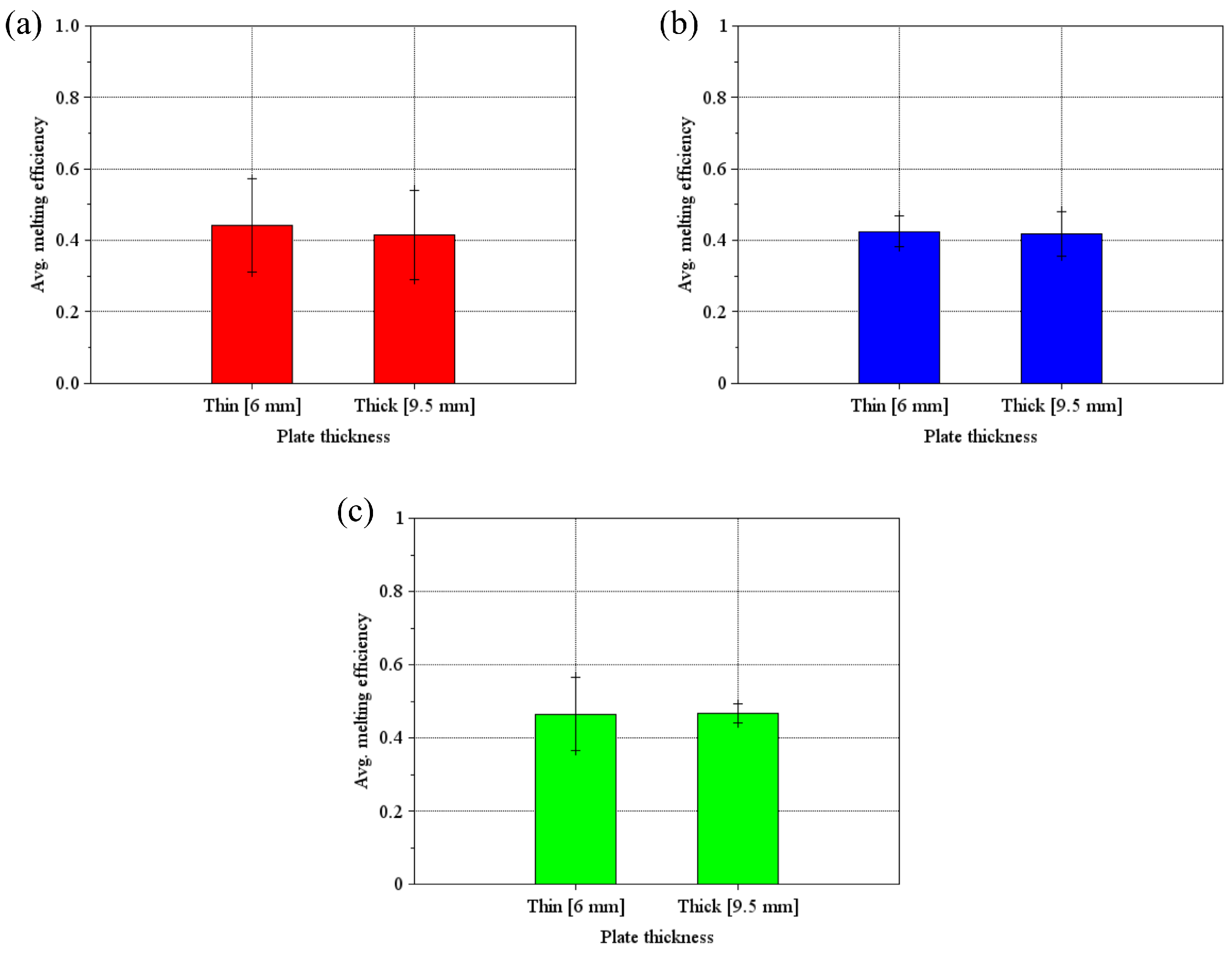
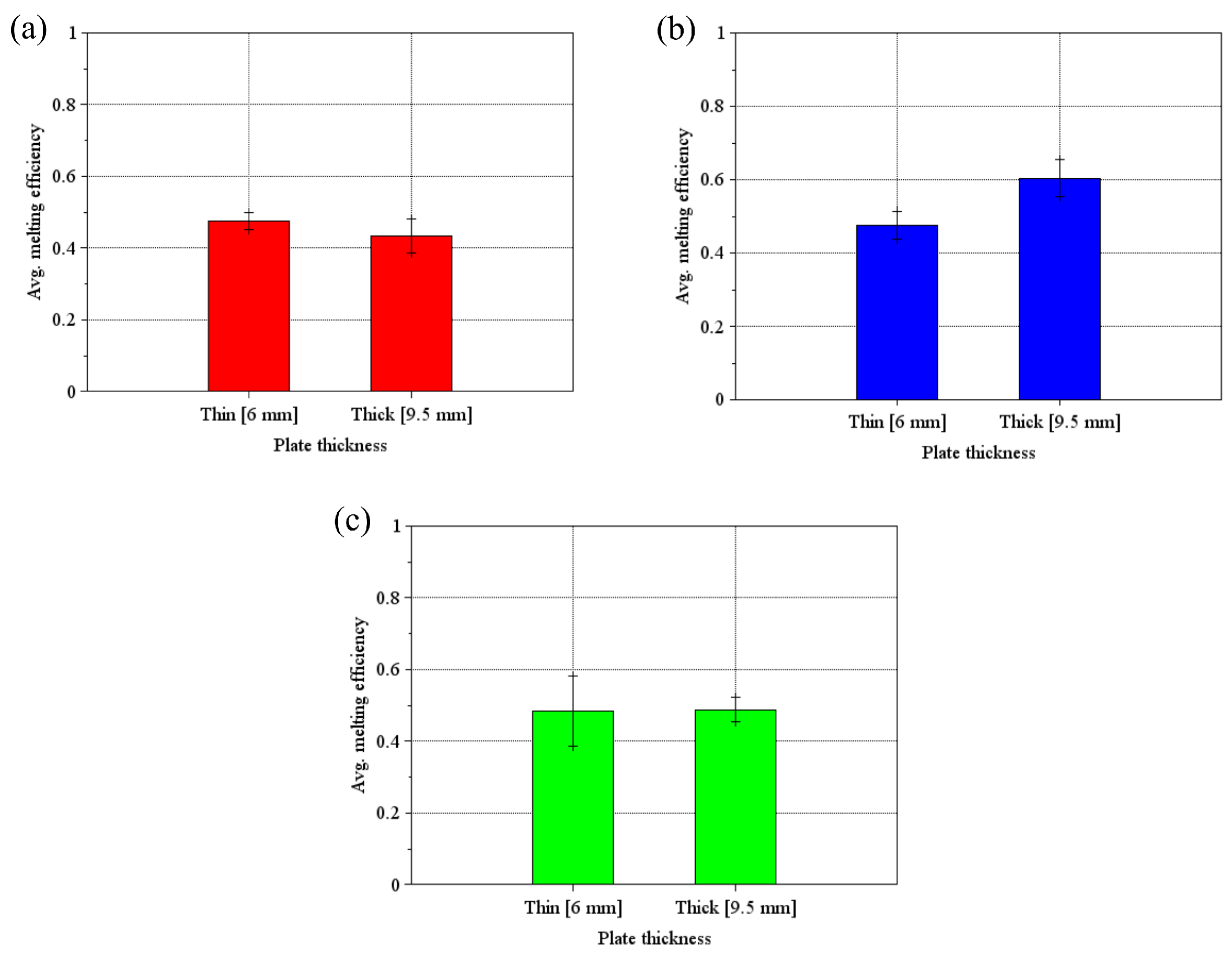
3.3.1. Experimental Approach
3.3.2. and Numbers for Different Cold Wire Feed Rates
3.3.3. Comparing Melting Efficiencies
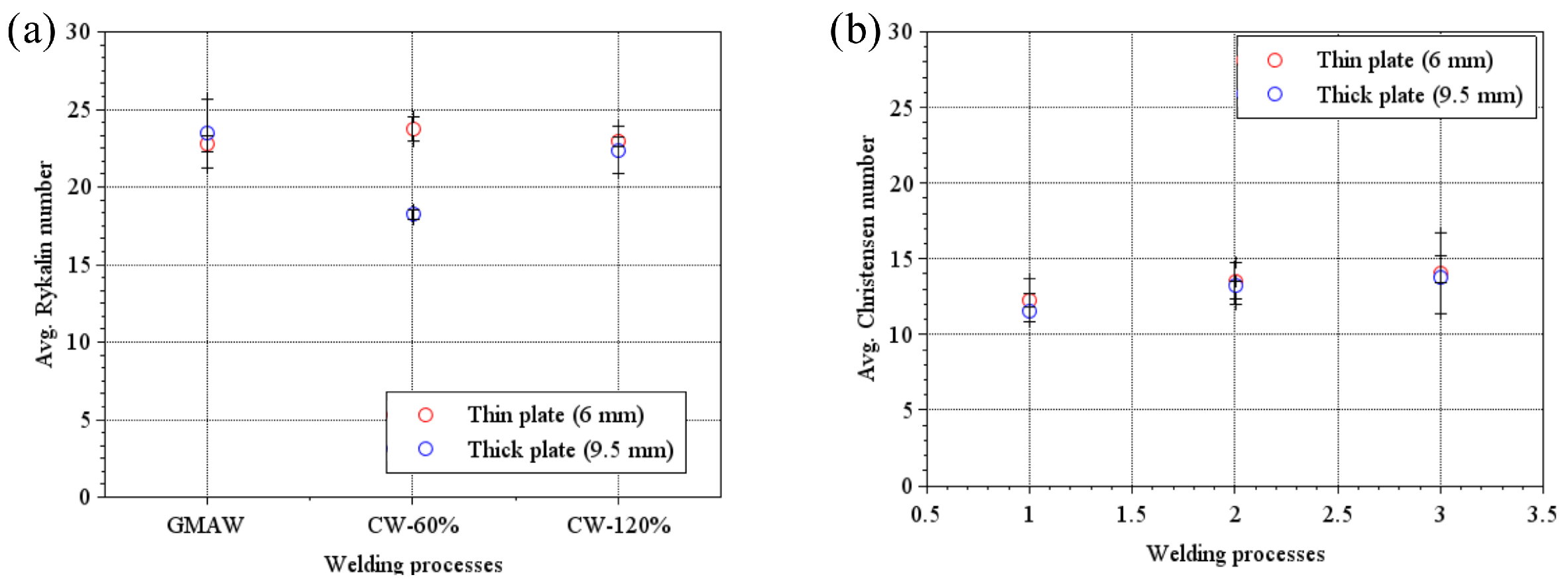
3.3.4. The Number Versus the Number
4. Discussion
4.1. Confidence Intervals and Overlapping of Error Bars
4.2. Using Melting Efficiency to Define Welding Processes
4.3. Melting Efficiency Saturation Limit
4.4. The Limits and Errors of the Approaches to Determine Melting Efficiency and Manuscript Limitations
5. Conclusions
- The melting efficiency of CW-GMAW can be lower or higher, on average, than the maximum theoretical value of 50%, depending on the calorimeter parameters and transfer modes. For instance, in short-circuit transfer, CW-100% (thick plate condition) presents a 45% melting efficiency. However, CW-60% (thick plate condition), in spray transfer, presents a 60 melting efficiency;
- The melting efficiency determined through the ratio of the number over the number is super-estimated compared to the values obtained experimentally. However, these super-estimated values can be used to determine the value of melting efficiency that a process tends to, given a determined range of arc powers;
- The addition of a cold wire feed seems to substantially affect the number only for spray, where the energy levels are higher compared to the other transfer modes (thick plate) and intermediate cold wire feed rates (60%), where its value is lower than that of standard GMAW. This is due to differences in weld pool gradients in comparison to other experimental conditions.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wells, A.A. Heat flow in welding. Weld. J. Res. Suppl. 1952, 31, 236s–267s. [Google Scholar]
- Dupont, J.N.; Marder, A.R. Thermal efficiency of arc welding processes. Weld. J. Res. Suppl. 1995, 74, 406s–416s. [Google Scholar]
- Hirata, E.K.; Beltzac, L.F.; Okimoto, P.C.; Scotti, A. Influence of current on the gross fusion efficiency in MIG/MAG welding. Weld. Int. 2016, 30, 504–511. [Google Scholar] [CrossRef]
- Reis, R.P.; Souza, D.; Scotti, A. Models to describe Plasma Jet, Arc Trajectory and arc blow formation in arc welding. Weld. World 2011, 55, 24–32. [Google Scholar] [CrossRef]
- Hackenhaar, W.; Gonzalez, A.R.; Machado, I.G.; Mazzaferro, J.A. Welding parameters effect in GMAW fusion efficiency evaluation. Int. J. Adv. Manuf. Technol. 2018, 94, 497–507. [Google Scholar] [CrossRef]
- Singh, B.; Singhal, P.; Saxena, K.K.; Saxena, R.K. Influences of Latent Heat on Temperature Field, Weld Bead Dimensions and Melting Efficiency During Welding Simulation. Met. Mater. Int. 2021, 27, 2848–2866. [Google Scholar] [CrossRef]
- Assunção, M.T.; Bracarense, A.Q. A novel strategy to improve melting efficiency and arc stability in underwater FCAW via contact tip air chamber. J. Manuf. Process. 2023, 104, 1–16. [Google Scholar] [CrossRef]
- Bal, K.S.; Dutta Majumdar, J.; Roy Choudhury, A. Melting efficiency calculation of “finite-element-modeled” weld-bead and “experimental” weld-bead for laser-irradiated Hastelloy C-276 sheet. Weld. World 2023, 67, 1509–1526. [Google Scholar] [CrossRef]
- Wang, C.; Wang, J.; Bento, J.; Ding, J.; Pardal, G.; Chen, G.; Qin, J.; Suder, W.; Williams, S. A novel cold wire gas metal arc (CW-GMA) process for high productivity additive manufacturing. Addit. Manuf. 2023, 73, 1–15. [Google Scholar] [CrossRef]
- Bento, J.B.; Wang, C.; Ding, J.; Williams, S. Process Control Methods in Cold Wire Gas Metal Arc Additive Manufacturing. Metals 2023, 13, 1334. [Google Scholar] [CrossRef]
- Costa, E.S.; Assunção, P.D.C.; Dos Santos, E.B.F.; Feio, L.G.; Bittencourt, M.S.Q.; Braga, E.M. Residual stresses in cold-wire gas metal arc welding. Sci. Technol. Weld. Join. 2017, 22, 706–713. [Google Scholar] [CrossRef]
- Stützer, J.; Totzauer, T.; Wittig, B.; Zinke, M.; Jüttner, S. GMAW Cold Wire Technology for Adjusting the Ferrite–Austenite Ratio of Wire and Arc Additive Manufactured Duplex Stainless Steel Components. Metals 2019, 9, 564. [Google Scholar] [CrossRef]
- Jorge, V.L.; Scotti, F.M.; Reis, R.P.; Scotti, A. The effect of pulsed cold-wire feeding on the performance of spray GMAW. Int. J. Adv. Manuf. Technol. 2020, 107, 3485–3498. [Google Scholar] [CrossRef]
- Ribeiro, R.A.; Assunção, P.D.C.; Gerlich, A.P. Suppression of arc wandering during cold wire-assisted pulsed gas metal arc welding. Weld. World 2021, 65, 1749–1758. [Google Scholar] [CrossRef]
- Ribeiro, R.A.; Assunção, P.D.C.; Braga, E.M.; Gerlich, A.P. Welding thermal efficiency in cold wire gas metal arc welding. Weld. World 2021, 65, 1079–1095. [Google Scholar] [CrossRef]
- Joseph, A.; Harwig, D.; Farson, D.F.; Richardson, R. Measurement and calculation of arc power and heat transfer efficiency in pulsed gas metal arc welding. Sci. Technol. Weld. Join. 2003, 8, 400–406. [Google Scholar] [CrossRef]
- Fuerschbach, P.W.; Knorovsky, G.A. A Study Of Melting Efficiency In Plasma-Arc And Gas Tungsten Arc-Welding. Weld. J. 1991, 70, 287–297. [Google Scholar]
- Fuerschbach, P.W.; Eisler, G.R. Determination of material properties for welding models by means of arc weld experiments. In Proceedings of the Sixth International Trends in Welding Research, Phoenix, AZ, USA, 15–19 April 2002; David, S.A., Ed.; Pine Mountain: Barbourville, KY, USA, 2002; pp. 15–19. [Google Scholar]
- Incropera, F.P.; Dewitt, D.P.; Bergman, T.L.; Lavine, A.S. Fundamentals of Heat and Mass Transfer, 6th ed.; John Wiley and Sons Inc.: New York, NY, USA, 2007; p. 1070. [Google Scholar]
- Jenney, C.L.; O’Brien, A. (Eds.) Welding Handbook Volume 1—Welding Science, 9th ed.; American Welding Society (AWS): Miami, FL, USA, 2001; p. 985. [Google Scholar]
- Ribeiro, R.A.; Dos Santos, E.B.; Assunção, P.D.; Braga, E.M.; Gerlich, A.P. Cold wire gas metal arc welding: Droplet transfer and geometry. Weld. J. 2019, 98, 135S–149S. [Google Scholar] [CrossRef]
- Rosenthal, D. Mathematical Theory of Heat Distribution During Welding and Cutting. Weld. J. 1941, 20, 220–234. [Google Scholar]
- Kou, S. Welding Metallurgy, 2nd ed.; John Wiley & Sons: Hoboken, NJ, USA, 2003. [Google Scholar]
- Mendez, P.F.; Lu, Y.; Wang, Y. Scaling Analysis of a Moving Point Heat Source in Steady-State on a Semi-Infinite Solid. J. Heat Transf. 2018, 140, 081301. [Google Scholar] [CrossRef]
- Wang, Y. Design Rules for Characteristics of Heat Flow in Welding on Thick Plates Using Asymptotics and Belnding. Ph.D. Thesis, University of Alberta, Edmonton, AB, Canada, 2019. [Google Scholar]
- Fuerschbach, P.W. A Dimensionless Parameter Model for Arc Welding Processes. In Proceedings of the International Conference on Trends in Welding Research, Gatlinburg, TN, USA, 5–9 June 1995; Smartt, H.B., Johnson, J.A., David, S.A., Eds.; U.S. Department of Energy: Washington, DC, USA, 1995. [Google Scholar]
- Montgomery, D.C. Design and Analysis of Experiments, 8th ed.; John Wiley and Sons Inc.: New York, NY, USA, 2013. [Google Scholar]
- Sim, J.; Reid, N. Statistical Inference by Confidence Intervals: Issues of Interpretation and Utilization. Phys. Ther. 1999, 79, 186–195. [Google Scholar] [CrossRef] [PubMed]
- Grong, O. Metallurgical Modelling of Welding, 2nd ed.; The Institute of Materials: Cambridge, UK, 1997. [Google Scholar]
- Wang, Y.; Lu, Y.; Mendez, P.F. Scaling expressions of characteristic values for a moving point heat source in steady state on a semi-infinite solid. Int. J. Heat Mass Transf. 2019, 135, 1118–1129. [Google Scholar] [CrossRef]
- Fuerschbach, P.W. Melting efficiency in fusion welding. In Proceedings of the Fall meeting of the Minerals, Metals and Materials Society of AIME and Materials Week of the American Society of Metals, Cincinnati, OH, USA, 20–24 October 1991; Cieslask, M.J., Perepezko, J.H., Kang, S., Glicksman, M.E., Eds.; U.S. Department of Energy: Washington, DC, USA, 1992; pp. 21–29. [Google Scholar]
- Radaj, D. Heat Effects of Welding; Springer: Berlin/Heidelberg, Germany, 1992. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Short-Circuit Transfer Mode | |||||
|---|---|---|---|---|---|
| Process | WFS (in/min) [m/min] | Voltage (V) | Travel Speed (in/min) [cm/min] | CTWD (mm) | Cold Wire Mass Feed Rate (%) [in/min] {m/min} |
| GMAW | 250 [6.35] | 20 | 25 [63.5] | 17 | - |
| CW-GMAW-60% | 250 | 20 | 25 | 17 | 60 [267] {6.7} |
| CW-GMAW-100% | 250 | 20 | 25 | 17 | 100 [444] {11.3} |
| Globular Transfer Mode | |||||
| GMAW | 280 [7.11] | 28 | 25 | 17 | - |
| CW-GMAW-60% | 280 | 28 | 25 | 17 | 60 [299] {7.6} |
| CW-GMAW-120% | 280 | 28 | 25 | 17 | 120 [597] {15.2} |
| Spray Transfer Mode | |||||
| GMAW | 350 [8.89] | 30 | 25 | 17 | - |
| CW-GMAW-60% | 350 | 30 | 25 | 17 | 60 [373] {9.5} |
| CW-GMAW-120% | 350 | 30 | 25 | 17 | 120 [747] {18.9} |
| Bead Metal Condition | Flow Rate (L/min) | Plate Thickness (mm) [in] |
|---|---|---|
| Thin plate (6 mm) | 5 | 6.35 |
| Thick plate (9.5 mm) | 5 | 9.53 |
| Short-Circuit Transfer Mode | ||||
|---|---|---|---|---|
| Process | Avg. Current (V) | Avg. Voltage (A) | Avg. Power (W) | Nominal Heat Input (J/mm) |
| GMAW | 213 | 20 | 4465 | 422 |
| CW-60% | 218 | 20 | 4488 | 424 |
| CW-100% | 220 | 20 | 4560 | 431 |
| Globular Transfer Mode | ||||
| GMAW | 250 | 29 | 7186 | 679 |
| CW-60% | 256 | 28 | 7282 | 688 |
| CW-120% | 256 | 28 | 7179 | 678 |
| Spray Transfer Mode | ||||
| GMAW | 299 | 30 | 9032 | 853 |
| CW-60% | 297 | 30 | 8905 | 841 |
| CW-120% | 302 | 30 | 9082 | 858 |
| Short-Circuit Regime | Globular Regime | Spray Regime | |||
|---|---|---|---|---|---|
| Base Metal Condition/ Welding Process | Heat Transfer Regime | Base Metal Condition/ Welding Process | Heat Transfer Regime | Base Metal Condition/ Welding Process | Heat Transfer Regime |
| Thin plate/GMAW | 3D (0.85) | Thin plate/GMAW | 2D (0.65) | Thin plate/GMAW | 2D (0.62) |
| Thick plate/GMAW | 3D (1.28) | Thick plate/GMAW | 3D (1.08) | Thick plate/GMAW | 3D (0.91) |
| Thin plate/CW-60% | 3D (0.80) | Thin plate/CW-60% | 2D (0.63) | Thin plate/CW-60% | 2D (0.60) |
| Thick plate/CW-60% | 3D (1.33) | Thick plate/CW-60% | 3D (0.93) | Thick plate/CW-60% | 3D (1.04) |
| Thin plate/CW-100% | 3D (0.85) | Thin plate/CW-120% | 2D (0.62) | Thin plate/CW-120% | 2D (0.61) |
| Thick plate/CW-100% | 3D (1.37) | Thick plate/CW-120% | 3D (0.92) | Thick plate/CW-120% | 3D (0.94) |
| Process | Plate Thickness (mm) | CW Feed Rate (%) | Pearson’s Coefficient | Adj. Coefficient | |
|---|---|---|---|---|---|
| GMAW | 6 (Thin) | None (0%) | 0.985 | 0.969 | 0.939 |
| GMAW | 9.5 (Thick) | 0.999 | 0.999 | 0.999 | |
| CW-GMAW | 6 | Intermediate (60%) | 0.981 | 0.962 | 0.924 |
| CW-GMAW | 9.5 | 0.864 | 0.748 | 0.495 | |
| CW-GMAW | 6 | High (100% and 120%) | 0.998 | 0.995 | 0.991 |
| CW-GMAW | 9.5 | 0.999 | 0.999 | 0.998 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ribeiro, R.A.; Assunção, P.D.C.; Gerlich, A.P. Evaluation of Melting Efficiency in Cold Wire Gas Metal Arc Welding Using 1020 Steel as Substrate. Metals 2024, 14, 484. https://doi.org/10.3390/met14040484
Ribeiro RA, Assunção PDC, Gerlich AP. Evaluation of Melting Efficiency in Cold Wire Gas Metal Arc Welding Using 1020 Steel as Substrate. Metals. 2024; 14(4):484. https://doi.org/10.3390/met14040484
Chicago/Turabian StyleRibeiro, R. A., P. D. C. Assunção, and A. P. Gerlich. 2024. "Evaluation of Melting Efficiency in Cold Wire Gas Metal Arc Welding Using 1020 Steel as Substrate" Metals 14, no. 4: 484. https://doi.org/10.3390/met14040484
APA StyleRibeiro, R. A., Assunção, P. D. C., & Gerlich, A. P. (2024). Evaluation of Melting Efficiency in Cold Wire Gas Metal Arc Welding Using 1020 Steel as Substrate. Metals, 14(4), 484. https://doi.org/10.3390/met14040484