
A Novel Design of a Molten Salt Bath Structure and Its Quenching Effect on Wire Transformation from Austenite to Sorbite


Abstract
:1. Introduction
- Pearlite is formed by supercooled austenite at A1–650 °C, and it has relatively coarse lamellae. Parallel wide-strip ferrite and fine-strip cementite can be distinguished by magnifying more than 400 times under a metallurgical microscope, and the interlamellar spacing is larger than 200 nm;
- Sorbite is formed by supercooled austenite at 650–600 °C. Using a metallurgical microscope to magnify 500 times, you can only see a black line on the cementite. Only a 1000 times magnification can distinguish the lamellae, and the interlamellar spacing is about 80~200 nm;
- Troosite is formed by supercooled austenite at 600–550 °C. Using a metallurgical microscope to magnify 500 times, only a black pellet structure can be seen. The lamellae can only be distinguished by magnifying 10,000 times with an electron microscope, and the interlamellar spacing is less than 80 nm.
2. Description of the Model
3. Simulation Method and Mathematical Model
3.1. Simulation Method
3.2. Fundamental Equations for the Salt Bath Model
3.3. Fundamental Equations for the Wire Slice Model
3.4. Phase Transformation Model
3.5. Initial and Boundary Conditions
4. Results and Discussion
4.1. Optimization of the Salt Bath Physical Model
4.1.1. Optimization from the Perspective of Flow Field
4.1.2. Optimization from the Perspective of Vortex
4.2. Inverse Calculation of HTC and Correction of the Model
4.3. Taking Advantage of Both Low and High Salt Temperatures
5. Conclusions
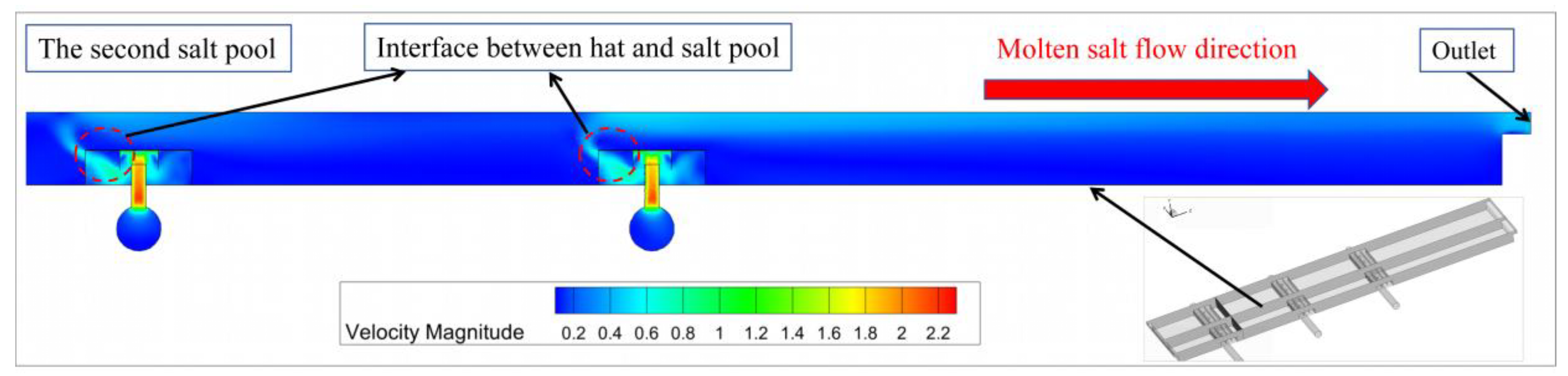
- In view of the shortcomings of the bottom pipeline and controlling cap in the original salt bath, it was redesigned. The redesigned salt bath was simulated using the mathematical model previously proposed by our research group and the advantages of the redesigned salt bath are analyzed in detail from the perspective of the flow field. Third-generation vortex identification methods are used to conduct a detailed comparison between the redesigned salt bath and original salt bath. The advantages of the newly designed flow control cap and the location of the vortex distribution are stated, and it was concluded that the redesigned salt bath is more conducive to the flow of molten salt;
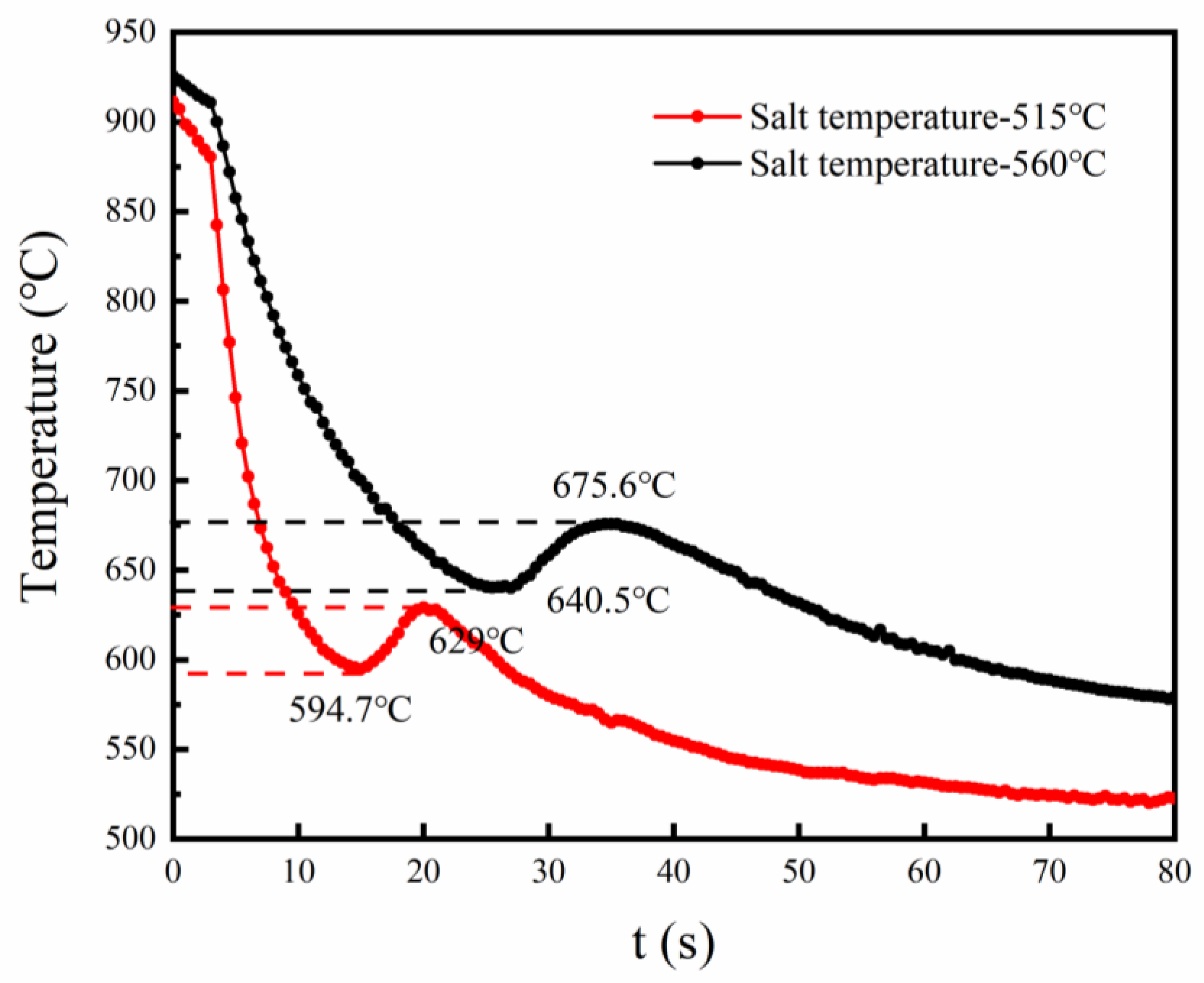
- Quenching experiments in a salt bath furnace at different temperatures were carried out by using wire samples, and the cooling curves were obtained. The HTC of the boiling heat transfer stage was calculated by the inverse heat transfer method. The original mathematical model was corrected using this inverse HTC, and compared the simulation results of the corrected model with the experimental results. It was concluded that the corrected model can predict the isothermal quenching process of a salt bath better;
- According to the advantages of molten salt heat treatment at two temperatures, a new salt bath heat treatment method was proposed, which divides the salt bath into two parts. In the first salt bath, the temperature of the salt bath is 515 °C, and its main function is to cool the wire rod and complete the initial sorbite transformation process. In the second salt bath, the temperature is 560 °C, and its main function is to prevent the transformation from retained austenite to bainite, which affects the performance of the wire rod. The salt bath was effective, including if the steel grade and diameter of the heat-treated wire were modified. The process parameters of both salt baths can be adjusted according to the simulation data for correction.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| X | phase transformation rate | effective viscosity | |
| b | parameters of JMAK equation | thermal conductivity | |
| n | parameters of JMAK equation | turbulent dissipation rate | |
| distance of ith orthogonal direction | dynamic molecular-viscosity | ||
| velocity component along the ith orthogonal direction | kinematic eddy viscosity, | ||
| turbulent kinetic energy | turbulent Prandtl number for , 1.0 | ||
| gravitational force in the j-direction | turbulent Prandtl number for , 1.2 | ||
| T | temperature | C1 | constant, |
| turbulent eddy viscosity | C2 | constant, 1.9 | |
| heat capacity | Subscripts | ||
| turbulent kinetic energy generated by mean velocity gradients | i | ith orthogonal direction | |
| t | time | j | j-direction |
| average strain rate tensor | L | latent heat | |
| latent heat measured by DSC | eff | effective | |
| Greek symbols | |||
| molten salt density |
References
- Guo, L.; Xu, K.; Gao, Y.; Sun, Q.; Niu, B. Effect of Salt Bath Isothermal Heat Treatment on Structure and properties of Ultra High Strength Hard Wire 100Si Steel. Spec. Steel 2023, 44, 84–89. [Google Scholar]
- Tong, R.; Yu, X.; Liu, Y.; Xia, Y.; Su, Y.; Jin, Y. Comparative analysis on properties of 8Cr4Mo4V steel for bearing after vacuum gas quenching and isothermal salt bath quenching. Heat Treat. Met. 2022, 47, 9–14. [Google Scholar]
- Chen, F.; Wen, Y.; Guo, Y.; Zheng, F.; Wang, S.; Yang, L.; Zheng, Y.; Li, D.; Ren, Y. Research status of viscosity characteristics of chlorinated molten salt system. Inorg. Chem. Ind. 2021, 1, 1–5. [Google Scholar]
- Zhang, C.; Han, S.; Wu, Y.; Zhang, C.; Guo, H. Investigation on convection heat transfer performance of quaternary mixed molten salt based nanofluids in smooth tube. Int. J. Therm. Sci. 2022, 177, 107534. [Google Scholar] [CrossRef]
- Yizhi, H.; Jianhui, L.; Xue, L.; Weiqun, S. Advances in Molecular Dynamics Studies of Molten Salts Based on Machine Learning. Acta Chim. Sin. 2023, 81, 1663. [Google Scholar]
- Ma, L.; Zhang, C.; Wu, Y.; Lu, Y. Comparative review of different influence factors on molten salt corrosion characteristics for thermal energy storage. Sol. Energy Mater. Sol. Cells 2022, 235, 111485. [Google Scholar] [CrossRef]
- Ridley, N. A Review of the Data on the Interlamellar Spacing of Pearlite. Metall. Trans. A 1984, 15, 1019–1036. [Google Scholar] [CrossRef]
- An, K.S.; Jeong, S.W.; Bea, H.J.; Nam, W.J. Formation of abnormal structures and their effects on the ductility of eutectoid steel. Met. Mater. Int. 2016, 22, 995–1002. [Google Scholar] [CrossRef]
- Fen, L.; Wu, K.; Lu, X.; Qiao, W. Research Status and Development Tendency of Ultra-High Strength Steel Wire for Bridge Cables. Mater. China 2020, 39, 395–403. [Google Scholar]
- Inbaoli, A.; Kumar, C.S.; Jayaraj, S. Experimental investigation on the effect of additives on different orientations of Al6061 cylindrical sample during immersion quenching. Appl. Therm. Eng. 2022, 204, 118030. [Google Scholar] [CrossRef]
- Johnson, W.A. Reaction Kinetics in Processes of Nucleation and Growth. Trans. Am. Inst. Min. Metall. Eng. 1939, 135, 416–442. [Google Scholar]
- Avrami, M. Kinetics of Phase Change. I General Theory. J. Chem. Phys. 1939, 7, 1103–1112. [Google Scholar] [CrossRef]
- Verdi, C.; Visintin, A. A mathematical model of the austenite-pearlite transformation in plain carbon steel based on the Scheil’s additivity rule. Acta Metall. 1987, 35, 2711–2717. [Google Scholar] [CrossRef]
- Lusk, M.; Jou, H.J. On the Rule of Additivity in Phase Transformation Kinetics. Metall. Mater. Trans. A 1996, 28A, 287–291. [Google Scholar] [CrossRef]
- Agarwal, P.K.; Brimacombe, J.K. Mathematical model of heat flow and austenite-pearlite transformation in eutectoid carbon steel rods for wire. Metall. Trans. B 1981, 12B, 121–133. [Google Scholar] [CrossRef]
- Umemoto, M.; Horiuchi, K.; Tamura, I. Transformation Kinetics of Bainite during Isothermal Holding and Continuous Cooling. Tetsu-to-Hagane 1982, 68, 461–470. [Google Scholar] [CrossRef] [PubMed]
- Umemoto, M.; Nishioka, N.; Tamura, I. Prediction of Hardenability from Isothermal Transformation Diagrams. J. Heat Treat. 1981, 2, 130–138. [Google Scholar] [CrossRef]
- Hawbolt, E.B.; Chau, B.; Brimacombe, J.K. Kinetics of austenite-ferrite and austenite-pearlite transformations in a 1025 carbon steel. Metall. Mater. Trans. A 1985, 16, 565–578. [Google Scholar] [CrossRef]
- Pranesh Rao, K.M.; Narayan Prabhu, K. Effect of Bath Temperature on Cooling Performance of Molten Eutectic NaNO3-KNO3 Quench Medium for Martempering of Steels. Metall. Mater. Trans. A 2017, 48, 4895–4904. [Google Scholar] [CrossRef]
- Rao, K.M.P.; Prabhu, K.N. Compositional and Bath Temperature Effects on Heat Transfer During Quenching in Molten NaNO3–KNO3 Salt Mixtures. J. Mater. Eng. Perform. 2020, 29, 1860–1868. [Google Scholar] [CrossRef]
- Rao, K.M.P.; Prabhu, K.N. A Comparative Study on Cooling Performance of Hot Oil and Molten Salt Quench Media for Industrial Heat Treatment. J. Mater. Eng. Perform. 2020, 29, 3494–3501. [Google Scholar] [CrossRef]
- Wei, Z.; Bo, Y.; Guojia, H.; Zhigang, W.; Shiping, L. Preparation and properties of mixed nitrite molten salts. Inorganic Chemicals Industry 2019, 51, 33–38. [Google Scholar]
- Li, J.; Wang, L.; Xing, C.; Zhang, Y.; Wang, B.; Zhang, J. Effect of inflow mode and parameters on temperature and phase transition of wires during isothermal quenching in molten salt bath. Metall. Mater. Trans. B 2023, 55, 301–318. [Google Scholar] [CrossRef]
- Dhruw, L.; Ansari, S.; Kothadia, H.B.; Rajagopal, A.K. Numerical investigation of thermal and aerodynamic behavior in annular jet impingement on a curved surface. Numer. Heat Transf. Part A Appl. 2024, 1–24. [Google Scholar] [CrossRef]
- Fuhrman, D.R.; Li, Y. Instability of the realizable k–ε turbulence model beneath surface waves. Phys. Fluids 2020, 32, 115108. [Google Scholar] [CrossRef]
- Miranda, E.P.; Sempértegui-Tapia, D.F.; Chávez, C.A. Turbulence models performance to predict fluid mechanics and heat transfer characteristics of fluids flow in micro-scale channels. Numer. Heat Transf. Part A Appl. 2024, 1–20. [Google Scholar] [CrossRef]
- Gu, S.; Sun, M.; Wang, B.; Zhang, J. Simulation and Experimental Study of Fluid Flow and Solidification Behavior in Thin Slabs Continuous Casting Process under Secondary Electromagnetic Stirring. Steel Res. Int. 2024, 95, 2300398. [Google Scholar] [CrossRef]
- Tian, W.; Yu, W.; Shi, J.; Wang, Y. The property, preparation and application of topological insulators: A review. Materials 2017, 10, 814. [Google Scholar] [CrossRef] [PubMed]
- Chaoqun, L. Liutex-third generation of vortex definition and identification methods. Acta Aerodyn. Sin. 2020, 38, 413–431. [Google Scholar]
- Rohsenow, W.M. A method of correlating heat-transfer data for surface boiling of liquids. Trans. Am. Soc. Mech. Eng. 1952, 74, 969–975. [Google Scholar] [CrossRef]
- Ding, T.; Yang, G.-L.; Chen, K.-L.; Fan, G.-M.; Meng, Z.-M.; Yan, C.-Q.; Zhang, K.-F.; Chen, H.-L. Heat transfer evaluation of saturated pool boiling outside slender tube bundle in passive residual heat removal system of molten salt reactor. Ann. Nucl. Energy 2022, 169, 108963. [Google Scholar]
- Ni, S.; Pan, C.; Hibiki, T.; Zhao, J. Applications of nucleate boiling in renewable energy and thermal management and recent advances in modeling—A review. Energy 2023, 289, 129962. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Transformation Type | Transformation Product | Formation Temperature (°C) | Microstructure Characteristics | Hardness (HRC) |
|---|---|---|---|---|
| Pearlite | Pearlite | A1–650 | Coarse lamellar | 5–20 |
| Sorbite | 650–600 | Fine lamellar | 20–30 | |
| Troosite | 600–550 | Extremelly Fine lamellar | 30–40 | |
| Bainite | Upper bainite | 550–350 | Feathery | 40–50 |
| Lower bainite | 350–Ms | Bamboo leaf | 50–60 | |
| Martensite | Acicular martensite | Ms–Mf | Acicular | 60–65 |
| Lath martensite | Ms–Mf | Lath | 50 |
| Equation Type | Equation Expression |
|---|---|
| Continuity equation | |
| Momentum conservation equation | |
| Energy conservation equation |
| Element | C | Al | Si | Mn | V | Cr |
|---|---|---|---|---|---|---|
| % | 0.92 | 0.02 | 1.15 | 0.8 | 0.02 | 0.3 |
| Parameter | Value |
|---|---|
| Wire diameter (mm) | 14 |
| Bottom pipeline diameter (mm) | 209 |
| Salt pump capacity (m3/h) | 60 |
| Salt temperature (°C) | 515, 560 |
| Flow rate weighting of outflow | 1 |
| Heat conditions of walls | Adiabatic |
| Wire velocity (m/min) | 2.7 |
| Parameter | Value |
|---|---|
| Transformation temperature from austenite to sorbite (°C) | 600–650 |
| Initial temperature (°C) | 925 |
| Free stream temperature (°C) | 515, 560 |
| HTC | Import from the salt bath model |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, J.; Wang, B.; Zhang, J. A Novel Design of a Molten Salt Bath Structure and Its Quenching Effect on Wire Transformation from Austenite to Sorbite. Metals 2024, 14, 483. https://doi.org/10.3390/met14040483
Li J, Wang B, Zhang J. A Novel Design of a Molten Salt Bath Structure and Its Quenching Effect on Wire Transformation from Austenite to Sorbite. Metals. 2024; 14(4):483. https://doi.org/10.3390/met14040483
Chicago/Turabian StyleLi, Jun, Bo Wang, and Jieyu Zhang. 2024. "A Novel Design of a Molten Salt Bath Structure and Its Quenching Effect on Wire Transformation from Austenite to Sorbite" Metals 14, no. 4: 483. https://doi.org/10.3390/met14040483
APA StyleLi, J., Wang, B., & Zhang, J. (2024). A Novel Design of a Molten Salt Bath Structure and Its Quenching Effect on Wire Transformation from Austenite to Sorbite. Metals, 14(4), 483. https://doi.org/10.3390/met14040483