
TiAl Alloy Fabricated Using Election Beam Selective Melting: Process, Microstructure, and Tensile Performance


Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Material
2.2. EBSM and Post-Processing
2.3. Microstructural Characterization and Mechanical Testing
3. Results and Discussion
3.1. Effect of EBSM Process on Microstructure of Ti-48Al-2Cr-2Nb Alloy
3.1.1. Phase Composition
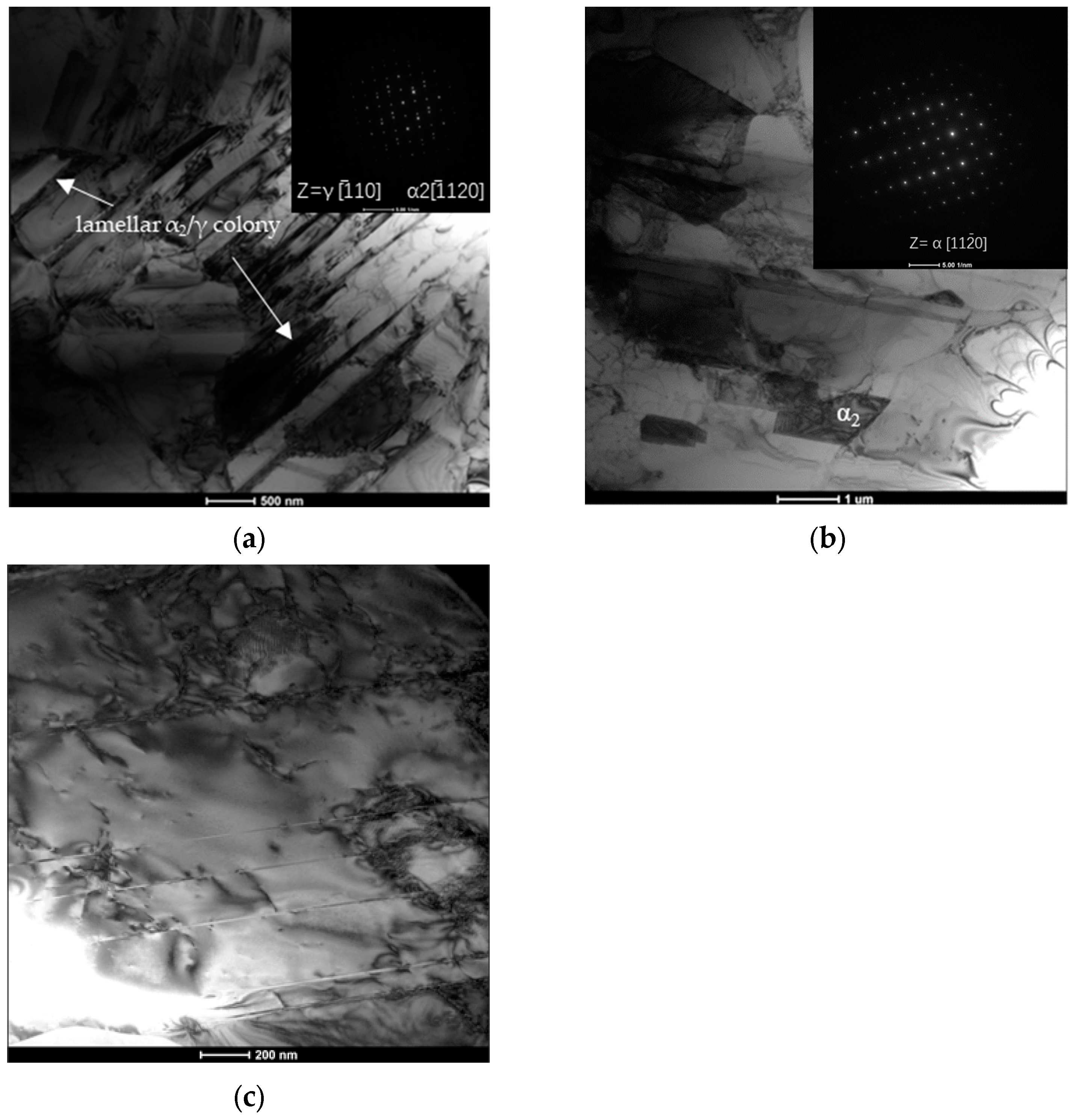
3.1.2. Microstructure of Ti-48Al-2Cr-2Nb Alloy Formed Using EBSM Process
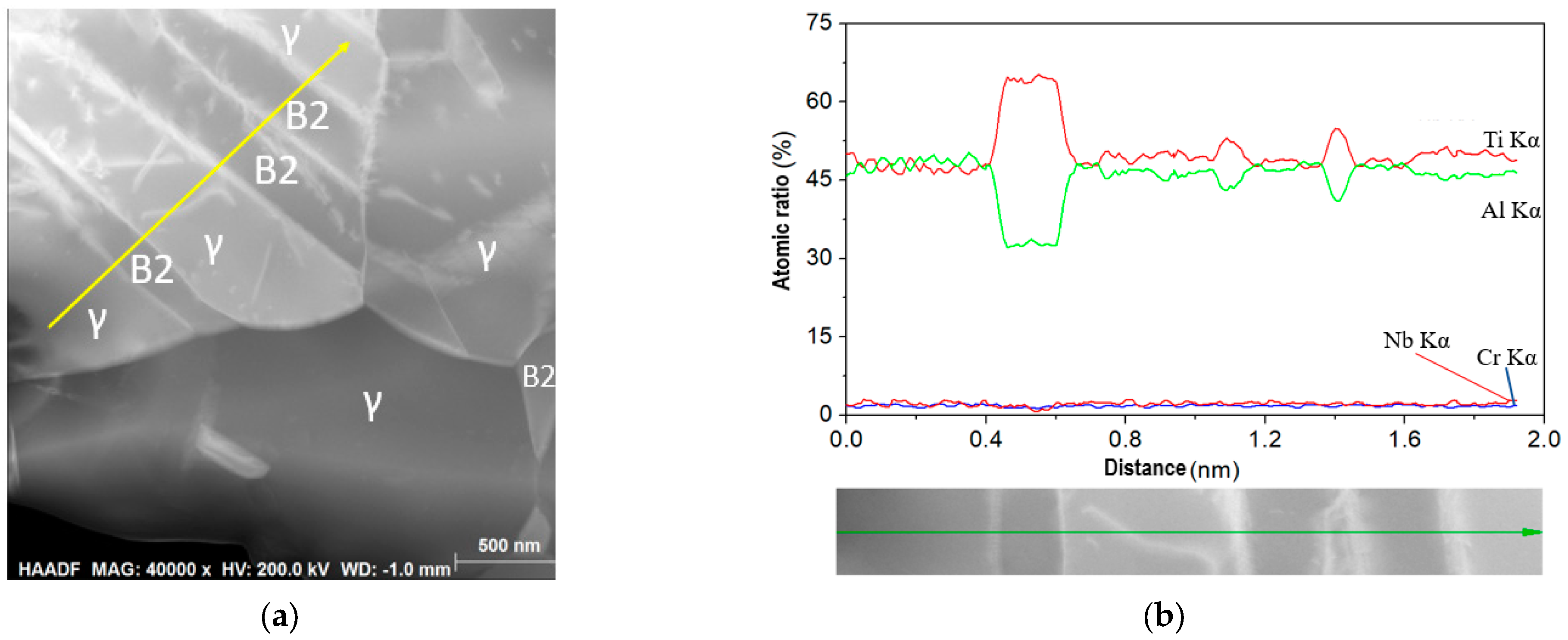
3.1.3. Element Distribution of Ti-48Al-2Cr-2Nb Alloy Formed Using EBSM Process
3.2. Effect of EBSM Process on Mechanical Properties of Ti-48Al-2Cr-2Nb Alloy
3.3. Anisotropy Analysis of Microstructure and Mechanical Properties of Ti-48Al-2Cr-2Nb Alloy Formed Using EBSM
3.3.1. Anisotropy of Microstructure of Ti-48Al-2Cr-2Nb Alloy Formed Using EBSM
3.3.2. Anisotropy of Mechanical Properties of Ti-48Al-2Cr-2Nb Alloy Formed Using EBSM
3.4. Effect of Post-Processing on Microstructure of Ti-48Al-2Cr-2Nb Alloy
3.5. Effect of Post-Processing on Mechanical Properties of Ti-48Al-2Cr-2Nb Alloy
4. Conclusions
- (1)
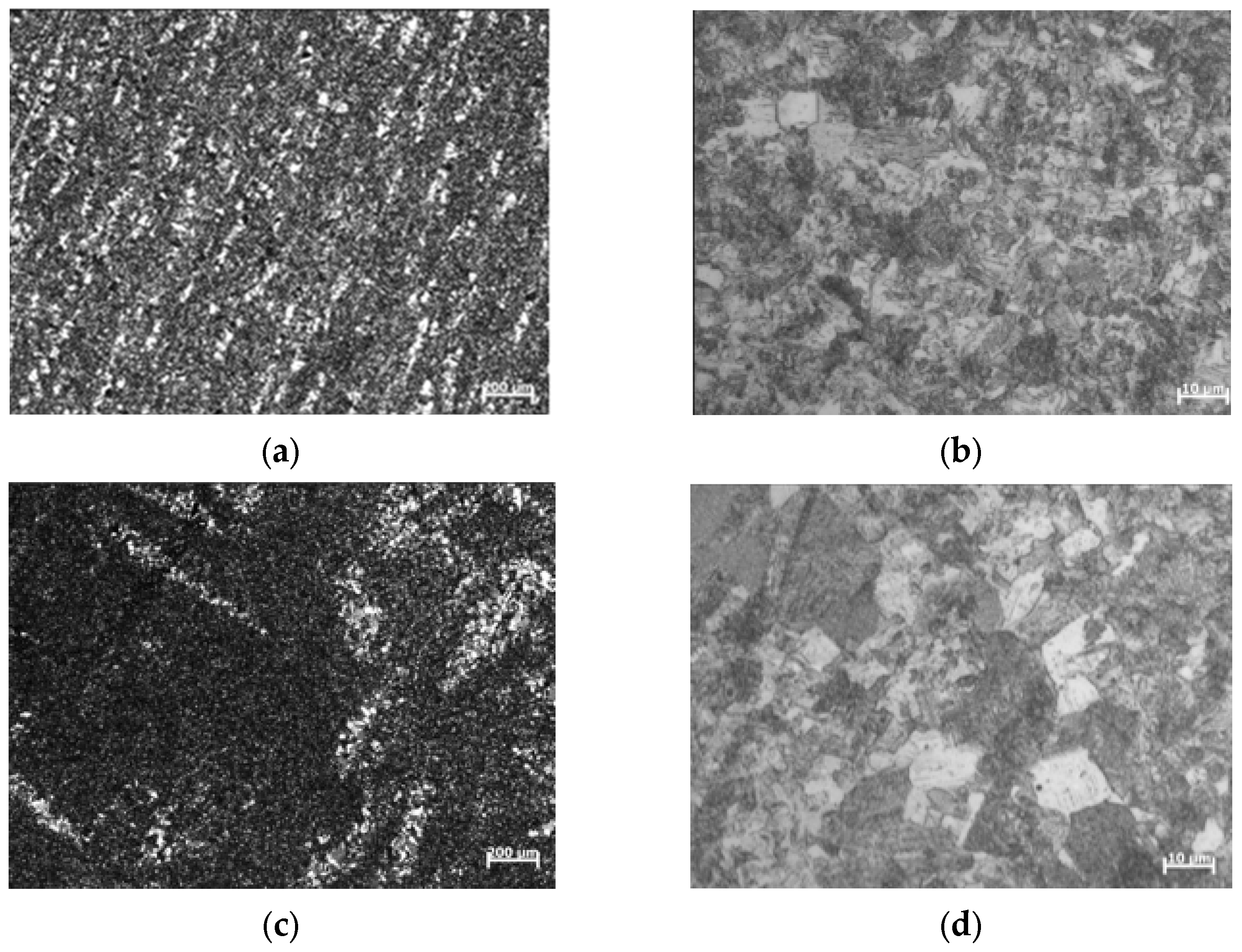
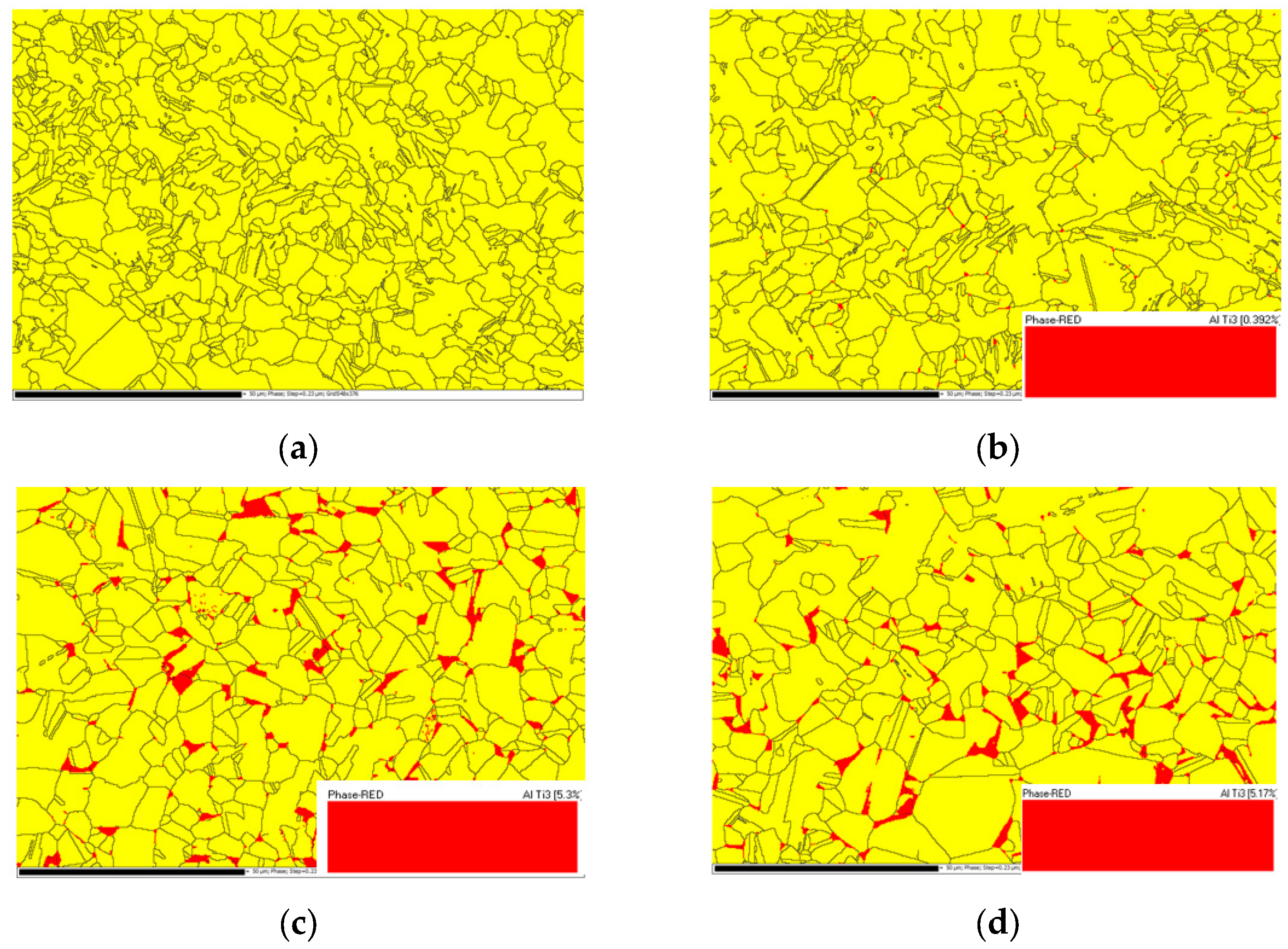
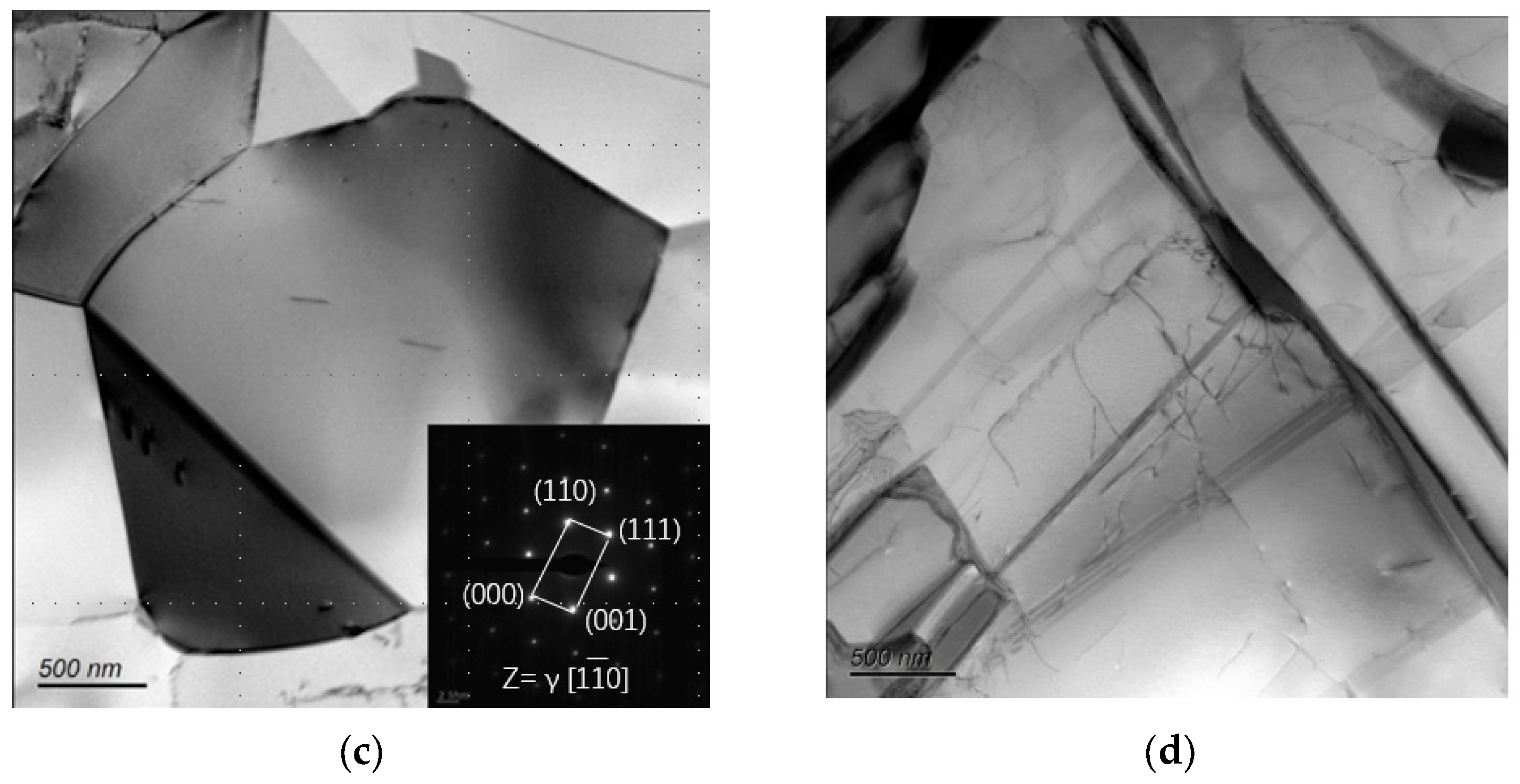
- The microstructures of the Ti-48Al-2Cr-2Nb alloys formed using the EBSM process were dense and composed of a γ phase, α2 phase, and a small amount of B2 phase. Among them, the γ phase was equiaxed crystal, and there was no α2 phase. The lamellar B2 phase was evenly distributed among the equiaxed γ phases. The α2 phase was discontinuous and mainly distributed at the intersection of grain boundaries. In addition, a large number of dislocations formed due to thermal stress were also observed inside the Ti-48Al-2Cr-2Nb alloy. When the forming process parameters were 13.5 mA, 4.0 m/s, and 40.50 J/mm3, as the current intensity increased, the Al element content decreased, the content of α2 phase increased, and the microstructure of the material was coarse.
- (2)
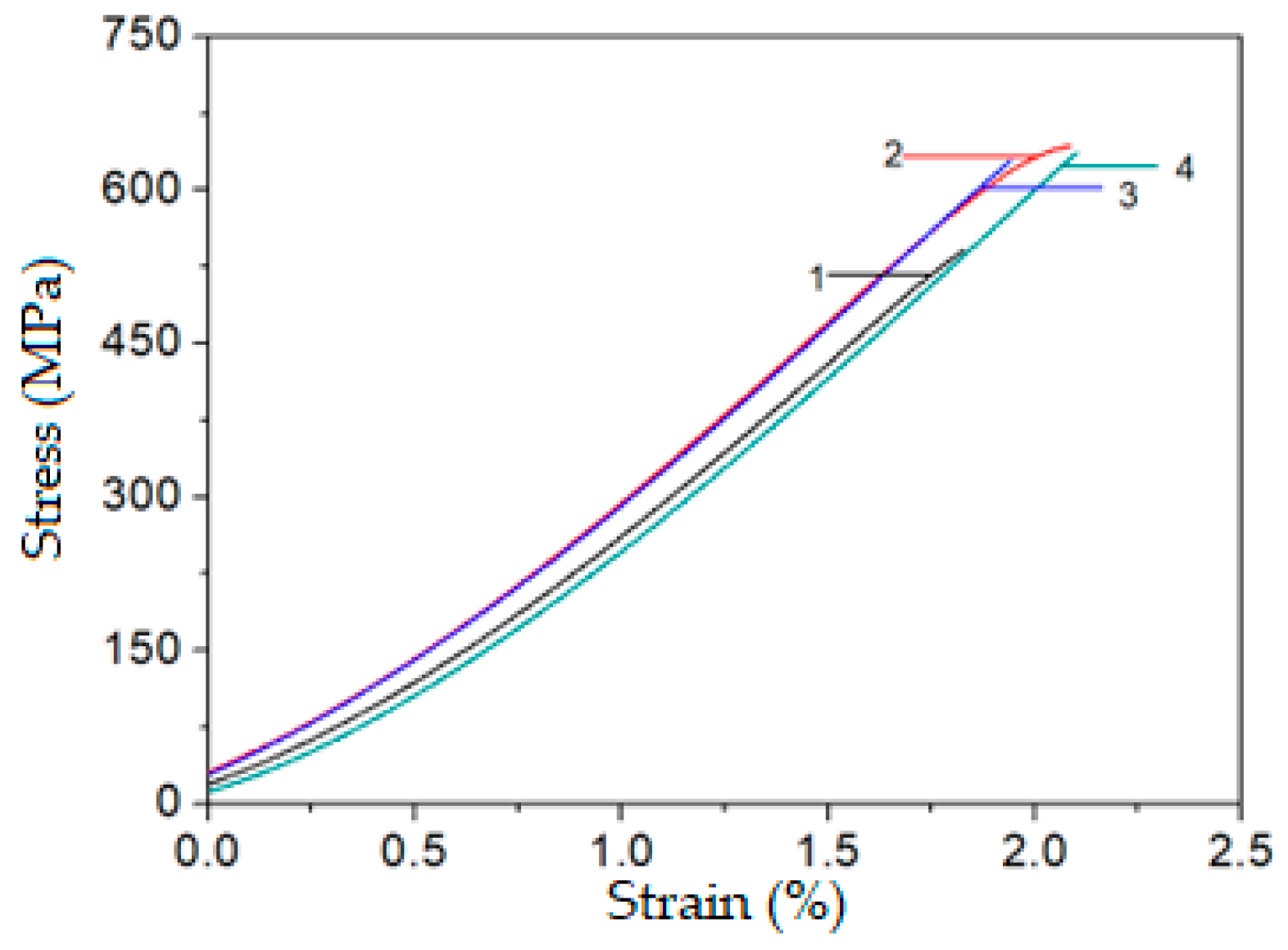
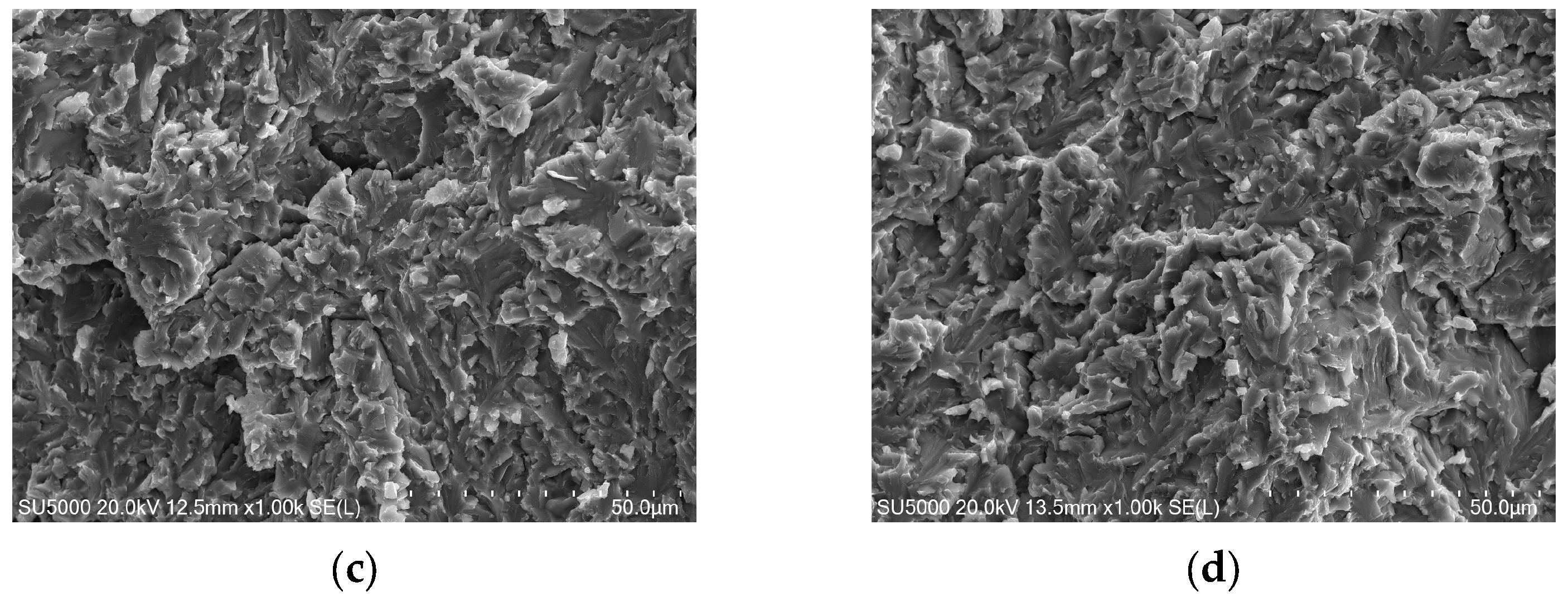
- The Ti-48Al-2Cr-2Nb alloy formed using the EBSM process exhibited brittle fracture during tensile deformation, lacking the typical yield deformation of metal materials. As the printing energy density increased, the mechanical properties of the Ti-48Al-2Cr-2Nb alloy first increased and then decreased. The samples prepared with an energy density of 34.50~40.50 J/mm3 had excellent mechanical properties, with a tensile strength of over 620 MPa and a maximum value of 643 Mpa, an elongation rate of over 1.9%, and a maximum value of 2.09%.
- (3)
- The microstructure of the Ti-48Al-2Cr-2Nb alloy after HIP treatment was mainly composed of a γ phase and α phase, the grains of which were refined compared to the microstructure of the EBSM samples. However, both the EBSM samples and HIP samples exhibited a coarse microstructure after the 900 °C/5 h heat treatment. There was an increase in the amount of γ phase and a decrease in B2 phase, accompanied by the generation of a massive γ phase after HIP treatment. Moreover, due to the high-temperature and high-pressure treatment, the number of dislocations inside the material increased. Further heat treatment was performed on the Ti-48Al-2Cr-2Nb alloy after HIP at 900 °C; the dislocation density inside the material decreased, and the B2 phase transformed from massive to lamellar.
- (4)
- The Ti-48Al-2Cr-2Nb alloy after HIP treatment exhibited obvious plastic deformation characteristics, with a tensile strength of 679 MPa and elongation of 2.5%.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Kim, Y.W.; Kim, S.L. Advances in Gammalloy Materials–Processes–Application Technology: Successes, Dilemmas, and Future. JOM 2018, 70, 553–560. [Google Scholar] [CrossRef]
- Hou, Z.; Li, B.; Feng, G.; Wu, J.; Fan, L.; Guo, Y.; Chen, Y.; Chen, B.; Zhang, X. Development and application of Ti-based alloy casting technologies in the field of aerospace. Aerosp. Shanghai 2022, 39, 14. [Google Scholar]
- Wu, X. Review of alloy and process development of TiAl alloys. Intermetallics 2006, 14, 1114–1122. [Google Scholar] [CrossRef]
- Cho, K.; Morita, N.; Matsuoka, H. Influence of Input Energy Density on Morphology of Unique Layered Microstructure of γ-TiAl Alloys Fabricated by Electron Beam Powder Bed Fusion. Mater. Trans. 2023, 64, 44–49. [Google Scholar] [CrossRef]
- Bewlay, B.P.; Nag, S.; Suzuki, A.; Weimer, M.J. TiAl alloys in commercial aircraft engines. Mater. High Temp. 2016, 33, 549–559. [Google Scholar] [CrossRef]
- Gao, R.; Peng, H.; Guo, H.; Chen, B. An innovative way to fabricate γ-TiAl blades and their failure mechanisms under thermal shock. Scr. Mater. 2021, 203, 114092. [Google Scholar] [CrossRef]
- Chen, W.; Li, Z. Additive manufacturing of titanium aluminides. In Additive Manufacturing for the Aerospace Industry; Elsevier: Amsterdam, The Netherlands, 2019; pp. 235–263. [Google Scholar]
- Liu, N.; Niu, J.; Chen, Y.; Wang, X.; Wang, J.; Xiang, H.; Wei, D.; Chen, G. Effect of in-situ post-heating on the microstructure and tensile performance of TiAl alloys produced via selective electron beam melting. Mater. Sci. Eng. A 2023, 885, 145585. [Google Scholar] [CrossRef]
- Ghibaudo, C.; Marchese, G.; Ugues, D.; Biamino, S.; Wartbichler, R.; Clemens, H. Influence of focus offset on the microstructure of an intermetallic γ-TiAl based alloy produced by electron beam powder bed fusion. J. Manuf. Process 2023, 89, 132–141. [Google Scholar] [CrossRef]
- Kotzem, D.; Teschke, M.; Juechter, V.; Krner, C.; Walther, F. Microstructure analysis and mechanical properties of electron beam powder bed fusion (PBF-EB)-manufactured γ-titanium aluminide (TiAl) at elevated temperatures. Mater. Test. 2022, 64, 636–646. [Google Scholar] [CrossRef]
- Lin, B.; Chen, W. Mechanical properties of TiAl fabricated by electron beam melting—A review. China Foundry 2021, 18, 307–316. [Google Scholar] [CrossRef]
- Knorlein, J.; Franke, M.M.; Schloffer, M.; Korner, C. In-situ aluminum control for titanium aluminide via electron beam powder bed fusion to realize a dual microstructure. Addit. Manuf. 2022, 59, 103132. [Google Scholar]
- Liu, J.; Zhang, L. A Study of Compression Deformation Behavior of γ/α2 Interface in γ (TiAl) Alloy Using Molecular Dynamics Simulation. J. Mater. Eng. Perform. 2024, 33, 483–495. [Google Scholar] [CrossRef]
- Schwerdtfeger, J.; Korner, C. Selective electron beam melting of Ti–48Al–2Nb–2Cr: Microstructure and aluminium loss. Intermetallics 2014, 49, 29–35. [Google Scholar] [CrossRef]
- Kan, W.; Chen, B.; Jin, C.; Peng, H.; Lin, J. Microstructure and mechanical properties of a high Nb-TiAl alloy fabricated by electron beam melting. Mater. Des. 2018, 16, 611–623. [Google Scholar] [CrossRef]
- Xu, R.; Li, M.; Zhao, Y. A review of microstructure control and mechanical performance optimization of γ-TiAl alloys. J. Alloy Compd. 2023, 932, 167611. [Google Scholar] [CrossRef]
- Bieske, J.; Franke, M.; Schloffer, M.; Korner, C. Microstructure and properties of TiAl processed via an electron beam powder bed fusion capsule technology. Intermetallics 2020, 126, 106929. [Google Scholar] [CrossRef]
- Umakoshi, Y.; Nakano, T. The role of ordered domains and slip mode of α2 phase in the plastic behaviour of TiAl crystals containing oriented lamellae. Acta Metall. Mater 1993, 41, 1155–1161. [Google Scholar] [CrossRef]
- Wartbichler, R.; Clemens, H.; Mayer, S.; Ghibaudo, C.; Rizza, G.; Galati, M.; Iuliano, L.; Biamino, S.; Ugues, D. On the formation mechanism of banded microstructures in electron beam melted Ti–48Al–2Cr–2Nb and the design of heat treatments as remedial action. Adv. Eng. Mater. 2021, 23, 12. [Google Scholar] [CrossRef]
- Chen, X.; Tang, B.; Liu, D.; Wei, B.; Zhu, L.; Liu, R.; Kou, H.; Li, J. Dynamic recrystallization and hot processing map of Ti-48Al-2Cr-2Nb alloy during the hot deformation. Mater. Charact. 2021, 179, 111332. [Google Scholar] [CrossRef]
- Galati, M.; Rizza, G.; Salmi, A.; Biamino, S.; Ghibaudo, C.; Fino, P.; Iuliano, L. Residual stress investigation on Ti-48Al-2Cr-2Nb samples produced by Electron Beam Melting process. Procedia CIRP 2021, 99, 336–341. [Google Scholar] [CrossRef]
- Reith, M.; Franke, M.; Schloffer, M.; Korner, C. Processing 4th generation titanium aluminides via electron beam based additive manufacturing—Characterization of microstructure and mechanical properties. Materialia 2020, 14, 100902. [Google Scholar] [CrossRef]
- Peters, S.; Perez, M.; Blackwell, P. Integrating HIP and homogenisation heat treatment and its effect on the workability of a conventional peritectic TiAl alloy. Intermetallics 2023, 158, 107884. [Google Scholar] [CrossRef]
- Yue, H.; Chen, Y.; Wang, X.; Kong, F. Effect of beam current on microstructure, phase, grain characteristic and mechanical properties of Ti-47Al-2Cr-2Nb alloyfabricated by selective electron beam melting. J. Alloys Compd. 2018, 750, 449–458. [Google Scholar] [CrossRef]
- Tang, H.P.; Yang, G.Y.; Jia, W.P.; He, W.W.; Lu, S.L.; Qian, M. Additive manufacturing of a high niobium-containing titanium aluminide alloy by selective electron beam melting. Mater. Sci. Eng. A 2015, 636, 103–107. [Google Scholar] [CrossRef]
- Cho, K.; Kawabata, H.; Hayashi, T.; Yasuda, H.Y.; Nakano, T. Peculiar microstructural evolution and tensile properties of β-containing γ-tial alloys fabricated by electron beam melting. Addit. Manuf. 2021, 46, 102091. [Google Scholar] [CrossRef]
- Ikeo, N.; Ishimoto, T.; Nakano, T. Novel powder/solid composites possessing low Young’s modulus and tunable energy absorption capacity, fabricated by electron beam melting, for biomedical applications. J. Alloys Compd. 2015, 639, 336–340. [Google Scholar] [CrossRef]
- Yue, H.; Peng, H.; Li, R.; Qi, K.; Zhang, L.; Lin, J.; Su, Y. Effect of heat treatment on the microstructure and anisotropy of tensile properties of TiAl alloy produced via selective electron beam melting. Mater. Sci. Eng. A 2021, 803, 140473. [Google Scholar] [CrossRef]
- Chen, Y.; Yue, H.; Wang, X.; Xiao, S.; Kong, F.; Cheng, X.; Peng, H. Selective electron beam melting of TiAl alloy: Microstructure evolution, phase transformation and microhardness. Mater. Charact. 2018, 142, 584–592. [Google Scholar] [CrossRef]
- Flemings, M.C. Solidification processing. Met. Mater. Trans. 1974, B5, 2121–2134. [Google Scholar] [CrossRef]
- Sakata, M.; Oh, J.Y.; Cho, K.; Yasuda, H.Y.; Todai, M.; Nakano, T.; Ikeda, A.; Ueda, M.; Takeyama, M. Effects of heat treatment on unique layered microstructure and tensile properties of TiAl fabricated by electron beam melting. Mater. Sci. Forum 2018, 941, 1366–1371. [Google Scholar] [CrossRef]
- Chen, Y.; Yue, H.; Wang, X. Microstructure, texture and tensile property as a function of scanning speed of Ti-47Al-2Cr-2Nb alloy fabricated by selective electron beam melting. Mater. Sci. Eng. A 2018, 713, 195–205. [Google Scholar] [CrossRef]
- Appel, F.; Clemens, H.; Fischer, F.D. Modeling concepts for intermetallic titanium aluminides. Prog. Mater. Sci. 2016, 81, 55–124. [Google Scholar] [CrossRef]
- Yue, H.; Peng, H.; Miao, K.; Gao, B.; Wu, H.; Yang, J. Significant enhancement in high-temperature tensile strength of trace nano-Y2O3-reinforced TiAl alloy prepared by selective electron beam melting. Mater. Sci. Eng. A 2023, 875, 5. [Google Scholar] [CrossRef]
- Yue, H.; Liang, Z.; Zhang, F.; Fang, L.; Chen, P.; Xu, L.; Xiao, S.; Li, R. Effect of heat treatment on the microstructure and creep properties of ti-48al-2cr-2nb alloy produced by selective electron beam melting. Mater. Sci. Eng. A 2022, 859, 144224. [Google Scholar] [CrossRef]
- GB/T 3620.1-2016; Code for Designation and Composition of Titanium and Titanium Alloys. China Nonferrous Metals Standardization Technical Committee: Beijing, China, 2016.
- Gokan, K.; Yamagishi, Y.; Mizuta, K. Effect of process parameters on the microstructure and high-temperature strengths of titanium aluminide alloy fabricated by electron beam melting. Mater. Trans. 2023, 64, 104–110. [Google Scholar] [CrossRef]
- Yan, Y.Q.; Zhang, Z.Q.; Luo, G.Z.; Wang, K.G.; Zhou, L. Microstructures observation and hot compressing tests of TiAl based alloy containing high Nb. Mater. Sci. Eng. A 2000, 280, 187–191. [Google Scholar] [CrossRef]
- Liu, J.; Staron, P.; Riekehr, S.; Stark, A.; Schell, N.; Huber, N.; Schreyer, A.; Müller, M.; Kashaev, N. In situ study of phase transformations during laser-beam welding of a TiAl alloy for grain refinement and mechanical property optimization. Intermetallics 2015, 62, 35–48. [Google Scholar] [CrossRef]




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Mass Fraction (wt. %) | Composition in at. % |
|---|---|---|
| Ti | 59.02 | 47.84 |
| Al | 33.47 | 48.16 |
| Cr | 2.61 | 1.95 |
| Nb | 4.89 | 2.04 |
| Total | 100.00 | 100.00 |
| Number | Beam Current (mA) | Scanning Speed (m/s) | Scanning Gap (mm) | Layer Thickness (mm) | Energy Density (J/mm3) |
|---|---|---|---|---|---|
| 1 | 12.5 | 4.5 | 0.1 | 0.05 | 33.33 |
| 2 | 11.5 | 4 | 0.1 | 0.05 | 34.50 |
| 3 | 14.5 | 4.5 | 0.1 | 0.05 | 38.67 |
| 4 | 13.5 | 4 | 0.1 | 0.05 | 40.50 |
| Sample Number | Energy Density (J/mm3) | Relative Density (%) | Porosity (%) |
|---|---|---|---|
| 1 | 33.33 | 97.3 | 2.7 |
| 2 | 34.50 | 98.1 | 1.9 |
| 3 | 38.67 | 99.3 | 0.7 |
| 4 | 40.50 | 99.4 | 0.6 |
| Sample Number | Energy Density (J/mm3) | Grain Size (µm) |
|---|---|---|
| 1 | 33.33 | 4.7 |
| 2 | 34.50 | 5.6 |
| 3 | 38.67 | 6.9 |
| 4 | 40.50 | 7.3 |
| Element | Powder | 12.5 mA, 4.5 m/s, 33.33J/mm3 | 11.5 mA, 4.0 m/s, 34.50 J/mm3 | 14.5 mA, 4.5 m/s, 38.67 J/mm3 | 13.5 mA, 4.0 m/s, 40.50 J/mm3 |
|---|---|---|---|---|---|
| Al | 34.26 | 31.31 | 31.39 | 31.49 | 29.89 |
| Ti | 57.59 | 60.51 | 60.70 | 60.71 | 62.09 |
| Cr | 2.62 | 2.37 | 2.35 | 2.34 | 2.32 |
| Nb | 5.53 | 5.81 | 5.56 | 5.46 | 5.71 |
| Total | 100.00 | 100.00 | 100.00 | 100.00 | 100.00 |
| Number | Process Parameters | Energy Density (J) | Tensile Strength (MPa) | Elongation after Fracture (%) |
|---|---|---|---|---|
| 1 | 12.5 mA, 4.5 m/s | 33.33 | 541 | 1.82 |
| 2 | 11.5 mA, 4.0 m/s | 34.50 | 643 | 2.09 |
| 3 | 14.5 mA, 4.5 m/s | 38.67 | 628 | 1.94 |
| 4 | 13.5 mA, 4.0 m/s | 40.50 | 633 | 2.01 |
| Process | Relative Density (%) | Porosity (%) |
|---|---|---|
| EBSM | 99.3 | 0.7 |
| HT | 99.4 | 0.6 |
| HIP | 99.8 | 0.2 |
| HIP + HT | 99.9 | 0.1 |
| Element | EBSM | HT | HIP | HIP + HT |
|---|---|---|---|---|
| Al | 31.49 | 34.88 | 32.83 | 34.56 |
| Ti | 60.71 | 57.72 | 59.74 | 57.69 |
| Cr | 2.34 | 2.29 | 2.32 | 2.15 |
| Nb | 5.46 | 5.11 | 5.11 | 5.61 |
| Total | 100.00 | 100.00 | 100.00 | 100.00 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Li, Y.; Song, M.; Li, Y.; Gong, S.; Zhang, B. TiAl Alloy Fabricated Using Election Beam Selective Melting: Process, Microstructure, and Tensile Performance. Metals 2024, 14, 482. https://doi.org/10.3390/met14040482
Zhang Y, Li Y, Song M, Li Y, Gong S, Zhang B. TiAl Alloy Fabricated Using Election Beam Selective Melting: Process, Microstructure, and Tensile Performance. Metals. 2024; 14(4):482. https://doi.org/10.3390/met14040482
Chicago/Turabian StyleZhang, Yu, Yan Li, Meihui Song, Yanchun Li, Shulin Gong, and Bin Zhang. 2024. "TiAl Alloy Fabricated Using Election Beam Selective Melting: Process, Microstructure, and Tensile Performance" Metals 14, no. 4: 482. https://doi.org/10.3390/met14040482
APA StyleZhang, Y., Li, Y., Song, M., Li, Y., Gong, S., & Zhang, B. (2024). TiAl Alloy Fabricated Using Election Beam Selective Melting: Process, Microstructure, and Tensile Performance. Metals, 14(4), 482. https://doi.org/10.3390/met14040482