
Effect of Deep Cryogenic Aging Treatment on Microstructure and Mechanical Properties of Selective Laser-Melted AlSi10Mg Alloy


Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. XRD Analysis
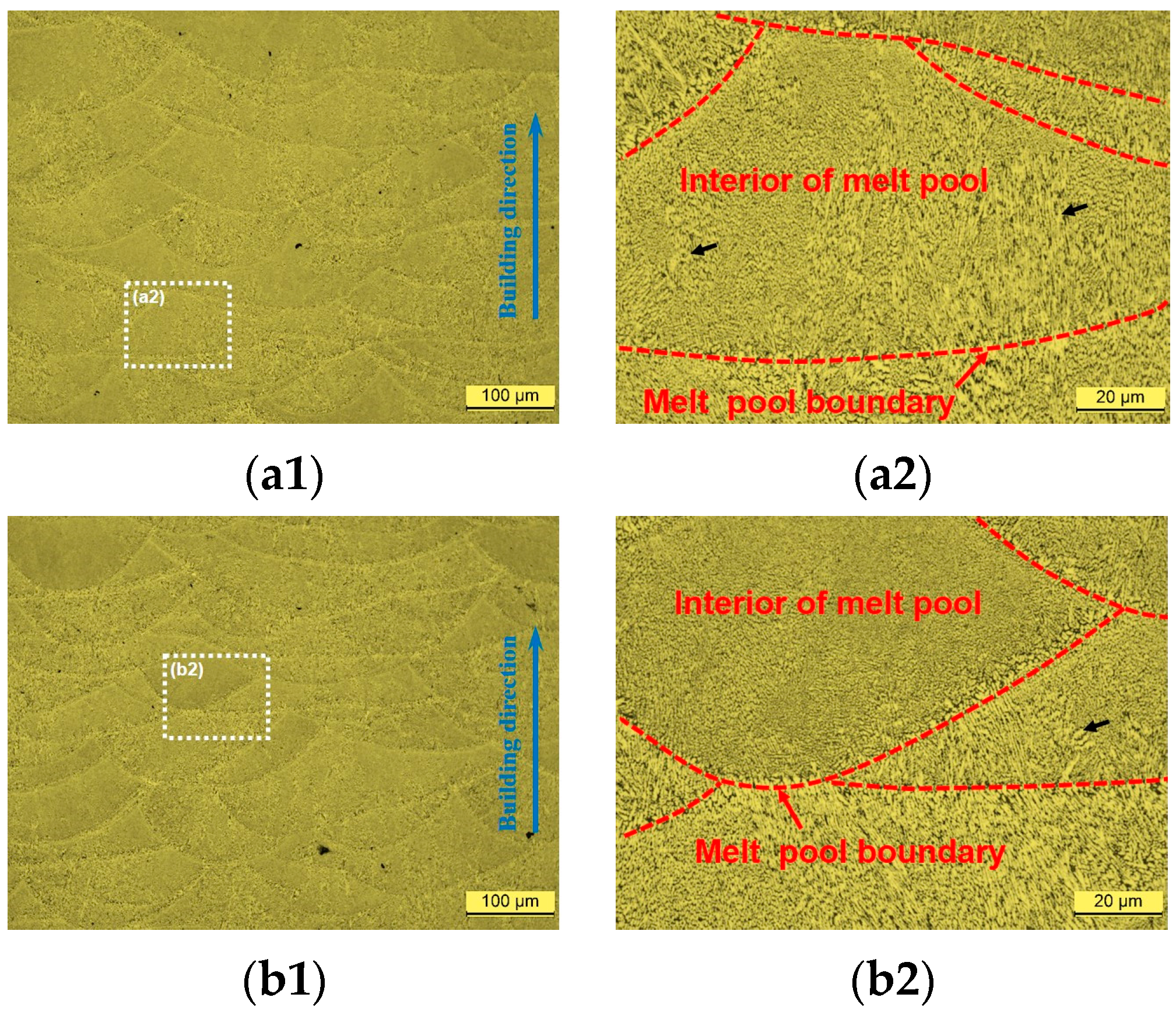
3.2. Microstructure Revolution
3.3. Room Temperature Mechanical Properties
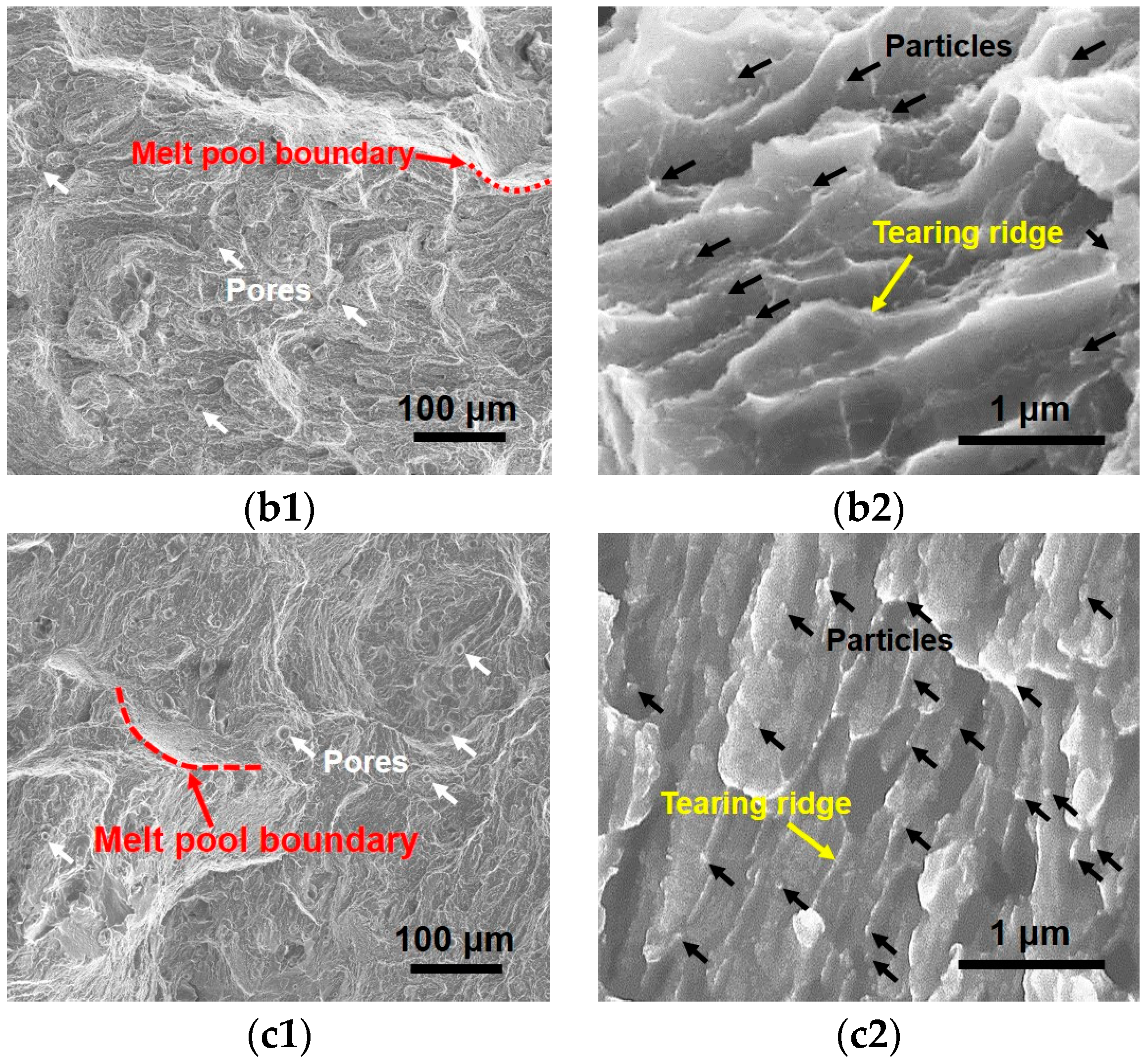
3.4. Fracture Morphology Observation
4. Discussion
4.1. The Effect of DCA Treatment on Microstructure
4.2. The Effect of DCA Treatment on Properties
5. Conclusions
- (1)
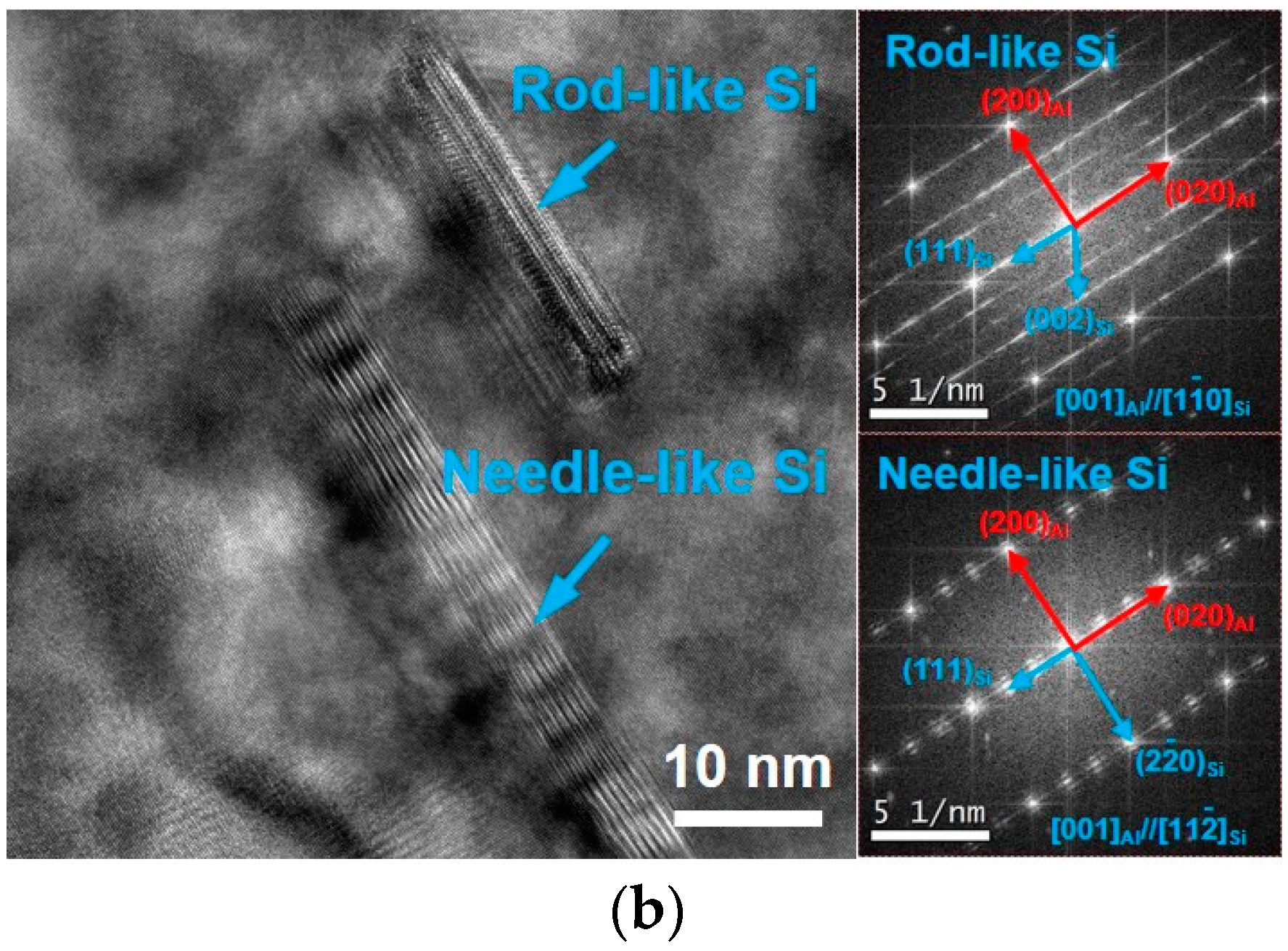
- DCA treatment accelerates the coarsening of grains and the ripening of cellular eutectic Si, promotes the nucleation of atomic clusters, and facilitates the formation of β′ and nanoscale Si phases. However, it does not significantly alter the morphology or stacking structure of the melt pools in the SLM AlSi10Mg alloy.
- (2)
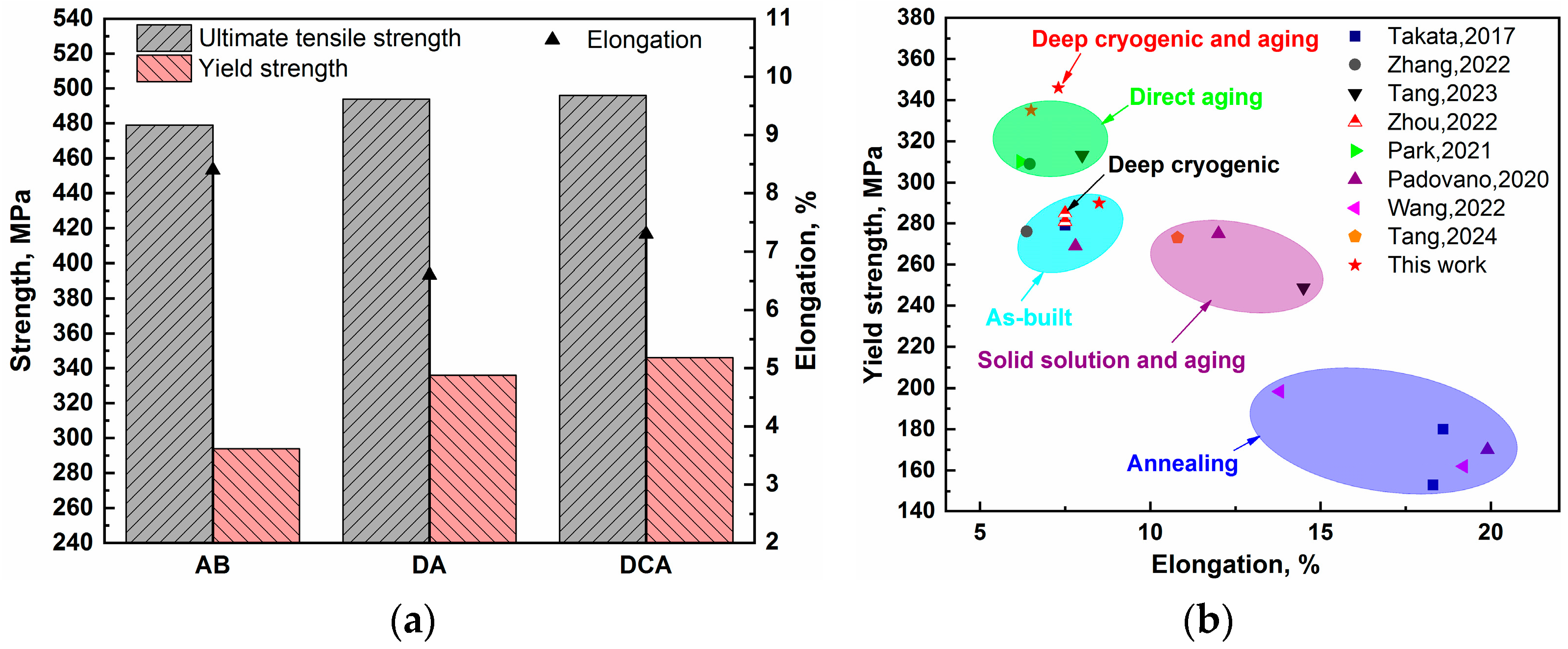
- The DCA treatment results in an enhancement in the UTS and YS, with increases of approximately 3.1% and 19.0%, respectively, when compared to the AB specimen. Simultaneously, the microhardness is elevated by roughly 11.4%.
- (3)
- The improvement in strength after DCA treatment is predominantly attributed to the Orowan strengthening imparted by the secondary phases.
- (4)
- The emergence of atomic clusters and β′ phases and the pronounced coarsening in grain size suggest that further research is necessary to optimize the processing parameters, including temperature, holding time, and the number of DCA cycles.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Takata, N.; Kodaira, H.; Sekizawa, K.; Suzuki, A.; Kobashi, M. Change in Microstructure of Selectively Laser Melted AlSi10Mg Alloy with Heat Treatments. Mater. Sci. Eng. A 2017, 704, 218–228. [Google Scholar] [CrossRef]
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Leary, M.; Berto, F.; Du Plessis, A. Metal Additive Manufacturing in Aerospace: A Review. Mater. Des. 2021, 209, 110008. [Google Scholar] [CrossRef]
- Gong, J.; Wei, K.; Liu, M.; Song, W.; Li, X.; Zeng, X. Microstructure and Mechanical Properties of AlSi10Mg Alloy Built by Laser Powder Bed Fusion/Direct Energy Deposition Hybrid Laser Additive Manufacturing. Addit. Manuf. 2022, 59, 103160. [Google Scholar] [CrossRef]
- Li, X.; Yi, D.; Wu, X.; Zhang, J.; Yang, X.; Zhao, Z.; Feng, Y.; Wang, J.; Bai, P.; Liu, B.; et al. Effect of Construction Angles on Microstructure and Mechanical Properties of AlSi10Mg Alloy Fabricated by Selective Laser Melting. J. Alloys Compd. 2021, 881, 160459. [Google Scholar] [CrossRef]
- Shi, S.; Lin, X.; Wang, L.; Wang, Z.; Wei, L.; Yang, H.; Tang, Y.; Huang, W. Investigations of the Processing–Structure–Performance Relationships of an Additively Manufactured AlSi10Mg Alloy via Directed Energy Deposition. J. Alloys Compd. 2023, 944, 169050. [Google Scholar] [CrossRef]
- Fiocchi, J.; Tuissi, A.; Biffi, C.A. Heat Treatment of Aluminium Alloys Produced by Laser Powder Bed Fusion: A Review. Mater. Des. 2021, 204, 109651. [Google Scholar] [CrossRef]
- Alghamdi, F.; Song, X.; Hadadzadeh, A.; Shalchi-Amirkhiz, B.; Mohammadi, M.; Haghshenas, M. Post Heat Treatment of Additive Manufactured AlSi10Mg: On Silicon Morphology, Texture and Small-Scale Properties. Mater. Sci. Eng. A 2020, 783, 139296. [Google Scholar] [CrossRef]
- Zhang, C.; Zhu, H.; Hu, Z.; Zhang, L.; Zeng, X. A Comparative Study on Single-Laser and Multi-Laser Selective Laser Melting AlSi10Mg: Defects, Microstructure and Mechanical Properties. Mater. Sci. Eng. A 2019, 746, 416–423. [Google Scholar] [CrossRef]
- Tabatabaei, N.; Zarei-Hanzaki, A.; Moshiri, A.; Abedi, H.R. The Effect of Heat Treatment on the Room and High Temperature Mechanical Properties of AlSi10Mg Alloy Fabricated by Selective Laser Melting. J. Mater. Res. Technol. 2023, 23, 6039–6053. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive Manufacturing of Metallic Components—Process, Structure and Properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Chen, H.; Zhang, C.; Jia, D.; Wellmann, D.; Liu, W. Corrosion Behaviors of Selective Laser Melted Aluminum Alloys: A Review. Metals 2020, 10, 102. [Google Scholar] [CrossRef]
- Gite, R.E.; Wakchaure, V.D. A Review on Process Parameters, Microstructure and Mechanical Properties of Additively Manufactured AlSi10Mg Alloy. Mater. Today Proc. 2023, 72, 966–986. [Google Scholar] [CrossRef]
- Limbasiya, N.; Jain, A.; Soni, H.; Wankhede, V.; Krolczyk, G.; Sahlot, P. A Comprehensive Review on the Effect of Process Parameters and Post-Process Treatments on Microstructure and Mechanical Properties of Selective Laser Melting of AlSi10Mg. J. Mater. Res. Technol. 2022, 21, 1141–1176. [Google Scholar] [CrossRef]
- Zhou, L.; Mehta, A.; Schulz, E.; McWilliams, B.; Cho, K.; Sohn, Y. Microstructure, Precipitates and Hardness of Selectively Laser Melted AlSi10Mg Alloy before and after Heat Treatment. Mater. Charact. 2018, 143, 5–17. [Google Scholar] [CrossRef]
- Zhang, H.; Wang, Y.; Wang, J.J.; Ni, D.R.; Wang, D.; Xiao, B.L.; Ma, Z.Y. Achieving Superior Mechanical Properties of Selective Laser Melted AlSi10Mg via Direct Aging Treatment. J. Mater. Sci. Technol. 2022, 108, 226–235. [Google Scholar] [CrossRef]
- Li, D.; Qin, R.; Xu, J.; Chen, B.; Niu, X. Effect of Heat Treatment on AlSi10Mg Lattice Structure Manufactured by Selective Laser Melting: Microstructure Evolution and Compression Properties. Mater. Charact. 2022, 187, 111882. [Google Scholar] [CrossRef]
- Tang, H.; Gao, C.; Zhang, Y.; Zhang, N.; Lei, C.; Bi, Y.; Tang, P.; Rao, J.H. Effects of Direct Aging Treatment on Microstructure, Mechanical Properties and Residual Stress of Selective Laser Melted AlSi10Mg Alloy. J. Mater. Sci. Technol. 2023, 139, 198–209. [Google Scholar] [CrossRef]
- Gao, Q.; Jiang, X.; Sun, H.; Fang, Y.; Mo, D.; Li, X.; Shu, R. Effect Mechanism of Cryogenic Treatment on Ferroalloy and Nonferrous Alloy and Their Weldments: A Review. Mater. Today Commun. 2022, 33, 104830. [Google Scholar] [CrossRef]
- Li, H.; Zhao, W.; Chen, T.; Huang, Y.; Sun, J.; Zhu, P.; Lu, Y.; Ngan, A.H.W.; Wei, D.; Du, Q.; et al. Beneficial Effects of Deep Cryogenic Treatment on Mechanical Properties of Additively Manufactured High Entropy Alloy: Cyclic vs Single Cryogenic Cooling. J. Mater. Sci. Technol. 2022, 115, 40–51. [Google Scholar] [CrossRef]
- Guo, J.; Jin, M.; Su, R.; Li, G.; Qu, Y. Microstructural Morphology and Mechanical Properties of Deep Cryogenic Treatment Modified Al-Cu-Mg-Ag Alloy. Mater. Today Commun. 2024, 38, 107670. [Google Scholar] [CrossRef]
- Xu, L.Y.; Zhu, J.; Jing, H.Y.; Zhao, L.; Lv, X.Q.; Han, Y.D. Effects of Deep Cryogenic Treatment on the Residual Stress and Mechanical Properties of Electron-Beam-Welded Ti–6Al–4V Joints. Mater. Sci. Eng. A 2016, 673, 503–510. [Google Scholar] [CrossRef]
- Li, H.G.; Huang, Y.J.; Zhao, W.J.; Chen, T.; Sun, J.F.; Wei, D.Q.; Du, Q.; Zou, Y.C.; Lu, Y.Z.; Zhu, P.; et al. Overcoming the Strength-Ductility Trade-off in an Additively Manufactured CoCrFeMnNi High Entropy Alloy via Deep Cryogenic Treatment. Addit. Manuf. 2022, 50, 102546. [Google Scholar] [CrossRef]
- Zhou, C.; Sun, Q.; Qian, D.; Liu, J.; Sun, J.; Sun, Z. Effect of Deep Cryogenic Treatment on Mechanical Properties and Residual Stress of AlSi10Mg Alloy Fabricated by Laser Powder Bed Fusion. J. Mater. Process. Technol. 2022, 303, 117543. [Google Scholar] [CrossRef]
- Liu, B.; Xu, J.; Gao, Y.; Hu, Y.; Yang, X.; Ding, Y.; Zhang, D.; Lu, S. Fine Grains with High-Density Annealing Twins and Precipitates Inducing Favorable Strength and Excellent Plasticity in Laser Powder Bed Fusion-Fabricated Inconel 718 via Deep Cryogenic and Heat Treatments. J. Mater. Sci. Technol. 2024, 187, 28–48. [Google Scholar] [CrossRef]
- Jovičević-Klug, M.; Rezar, R.; Jovičević-Klug, P.; Podgornik, B. Influence of Deep Cryogenic Treatment on Natural and Artificial Aging of Al-Mg-Si Alloy EN AW 6026. J. Alloys Compd. 2022, 899, 163323. [Google Scholar] [CrossRef]
- Wang, H.M.; Li, K.; Li, G.R.; Su, W.X.; Chou, S.S.; Wu, T.T.; Fan, X. Microstructure and Properties of Spinning De-formed A356 Alloy Subject to the Solution-DCT-Aging Multiplex Heat Treatment. J. Mater. Res. Technol. 2023, 23, 5520–5533. [Google Scholar] [CrossRef]
- GB/T 228.1-2010; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. Standards Press of China: Beijing, China, 2010.
- Chen, K.J.; Hung, F.Y.; Lui, T.S.; Tsai, C.L. Improving the Applicability of Wear-Resistant Al–10Si–0.5 Mg Alloy Obtained through Selective Laser Melting with T6 Treatment in High-Temperature, and High-Wear Environments. J. Mater. Res. Technol. 2020, 9, 9242–9252. [Google Scholar] [CrossRef]
- Gupta, M.K.; Singla, A.K.; Ji, H.; Song, Q.; Liu, Z.; Cai, W.; Mia, M.; Khanna, N.; Krolczyk, G.M. Impact of Layer Rotation on Micro-Structure, Grain Size, Surface Integrity and Mechanical Behaviour of SLM Al-Si-10Mg Alloy. J. Mater. Res. Technol. 2020, 9, 9506–9522. [Google Scholar] [CrossRef]
- Park, T.-H.; Baek, M.-S.; Hyer, H.; Sohn, Y.; Lee, K.-A. Effect of Direct Aging on the Microstructure and Tensile Properties of AlSi10Mg Alloy Manufactured by Selective Laser Melting Process. Mater. Charact. 2021, 176, 111113. [Google Scholar] [CrossRef]
- Zhao, L.; Song, L.; Santos Macías, J.G.; Zhu, Y.; Huang, M.; Simar, A.; Li, Z. Review on the Correlation between Microstructure and Mechanical Performance for Laser Powder Bed Fusion AlSi10Mg. Addit. Manuf. 2022, 56, 102914. [Google Scholar] [CrossRef]
- Fallah, V.; Korinek, A.; Ofori-Opoku, N.; Raeisinia, B.; Gallerneault, M.; Provatas, N.; Esmaeili, S. Atomic-Scale Pathway of Early-Stage Precipitation in Al–Mg–Si Alloys. Acta Mater. 2015, 82, 457–467. [Google Scholar] [CrossRef]
- Andersen, S.J.; Marioara, C.D.; Frøseth, A.; Vissers, R.; Zandbergen, H.W. Crystal Structure of the Orthorhombic U2-Al4Mg4Si4 Precipitate in the Al–Mg–Si Alloy System and Its Relation to the B′ and B″ Phases. Mater. Sci. Eng. A 2005, 390, 127–138. [Google Scholar] [CrossRef]
- Vissers, R.; Van Huis, M.A.; Jansen, J.; Zandbergen, H.W.; Marioara, C.D.; Andersen, S.J. The Crystal Structure of the B′ Phase in Al–Mg–Si Alloys. Acta Mater. 2007, 55, 3815–3823. [Google Scholar] [CrossRef]
- Padovano, E.; Badini, C.; Pantarelli, A.; Gili, F.; D’Aiuto, F. A Comparative Study of the Effects of Thermal Treatments on AlSi10Mg Produced by Laser Powder Bed Fusion. J. Alloys Compd. 2020, 831, 154822. [Google Scholar] [CrossRef]
- Wang, C.G.; Zhu, J.X.; Wang, G.W.; Qin, Y.; Sun, M.Y.; Yang, J.L.; Shen, X.F.; Huang, S.K. Effect of Building Orientation and Heat Treatment on the Anisotropic Tensile Properties of AlSi10Mg Fabricated by Selective Laser Melting. J. Alloys Compd. 2022, 895, 162665. [Google Scholar] [CrossRef]
- Tang, P.J.; Yan, T.Q.; Chen, B.Q.; Guo, S.Q.; Li, P.Y. Effect of Solid Solution Treatment on Microstructure, Tensile properties and Residual Stress of Selective Laser Melted AlSi10Mg Alloy. J. Mater. Eng. 2024, 52, 155–163. [Google Scholar] [CrossRef]
- Yao, E.; Zhang, H.; Ma, K.; Ai, C.; Gao, Q.; Lin, X. Effect of Deep Cryogenic Treatment on Microstructures and Performances of Aluminum Alloys: A Review. J. Mater. Res. Technol. 2023, 26, 3661–3675. [Google Scholar] [CrossRef]
- Santos Macías, J.G.; Douillard, T.; Zhao, L.; Maire, E.; Pyka, G.; Simar, A. Influence on Microstructure, Strength and Ductility of Build Platform Temperature during Laser Powder Bed Fusion of AlSi10Mg. Acta Mater. 2020, 201, 231–243. [Google Scholar] [CrossRef]
- Hadadzadeh, A.; Amirkhiz, B.S.; Mohammadi, M. Contribution of Mg2Si Precipitates to the Strength of Direct Metal Laser Sintered AlSi10Mg. Mater. Sci. Eng. A 2019, 739, 295–300. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Mg | Fe | Cu | Ti | Mn | Zn | O | Al |
|---|---|---|---|---|---|---|---|---|
| 10 | 0.34 | 0.034 | <0.01 | <0.01 | <0.01 | <0.01 | 0.07 | Bal. |
| Specimens | Heat Treatment Process |
|---|---|
| As-built (AB) | none |
| Direct aging (DA) | 160 °C for 6 h |
| Deep cryogenic aging (DCA) | −160 °C for 1 h and 160 °C for 6 h |
| Specimens | IAl | ISi | wAl, wt% | wSi, wt% | FWHM of Al (111), ° | Grain Size, nm |
|---|---|---|---|---|---|---|
| AB | 3280.1 | 170.9 | 95.6 | 4.4 | 0.2466 | 35.7 |
| DA | 4244.2 | 309.4 | 94.0 | 6.0 | 0.0993 | 88.6 |
| DCA | 4184.6 | 368.4 | 92.8 | 7.2 | 0.1082 | 81.3 |
| Specimens | Estimated YS | Measured YS | ||||
|---|---|---|---|---|---|---|
| AB | 10 | 68.6 | 78.8 | 83.0 | 257 | 290 |
| DA | 10 | 70.7 | 63.0 | 125.1 | 282 | 335 |
| DCA | 10 | 63.2 | 49.7 | 185.6 | 317 | 345 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tang, P.; Yan, T.; Wu, Y.; Tang, H. Effect of Deep Cryogenic Aging Treatment on Microstructure and Mechanical Properties of Selective Laser-Melted AlSi10Mg Alloy. Metals 2024, 14, 493. https://doi.org/10.3390/met14050493
Tang P, Yan T, Wu Y, Tang H. Effect of Deep Cryogenic Aging Treatment on Microstructure and Mechanical Properties of Selective Laser-Melted AlSi10Mg Alloy. Metals. 2024; 14(5):493. https://doi.org/10.3390/met14050493
Chicago/Turabian StyleTang, Pengjun, Taiqi Yan, Yu Wu, and Haibo Tang. 2024. "Effect of Deep Cryogenic Aging Treatment on Microstructure and Mechanical Properties of Selective Laser-Melted AlSi10Mg Alloy" Metals 14, no. 5: 493. https://doi.org/10.3390/met14050493
APA StyleTang, P., Yan, T., Wu, Y., & Tang, H. (2024). Effect of Deep Cryogenic Aging Treatment on Microstructure and Mechanical Properties of Selective Laser-Melted AlSi10Mg Alloy. Metals, 14(5), 493. https://doi.org/10.3390/met14050493