
Stress Relaxation Cracking in 347H Stainless Steel Arc Welds: Susceptibility Evaluation of Heat-Affected Zone


Abstract
:1. Introduction
2. Methods
2.1. Materials
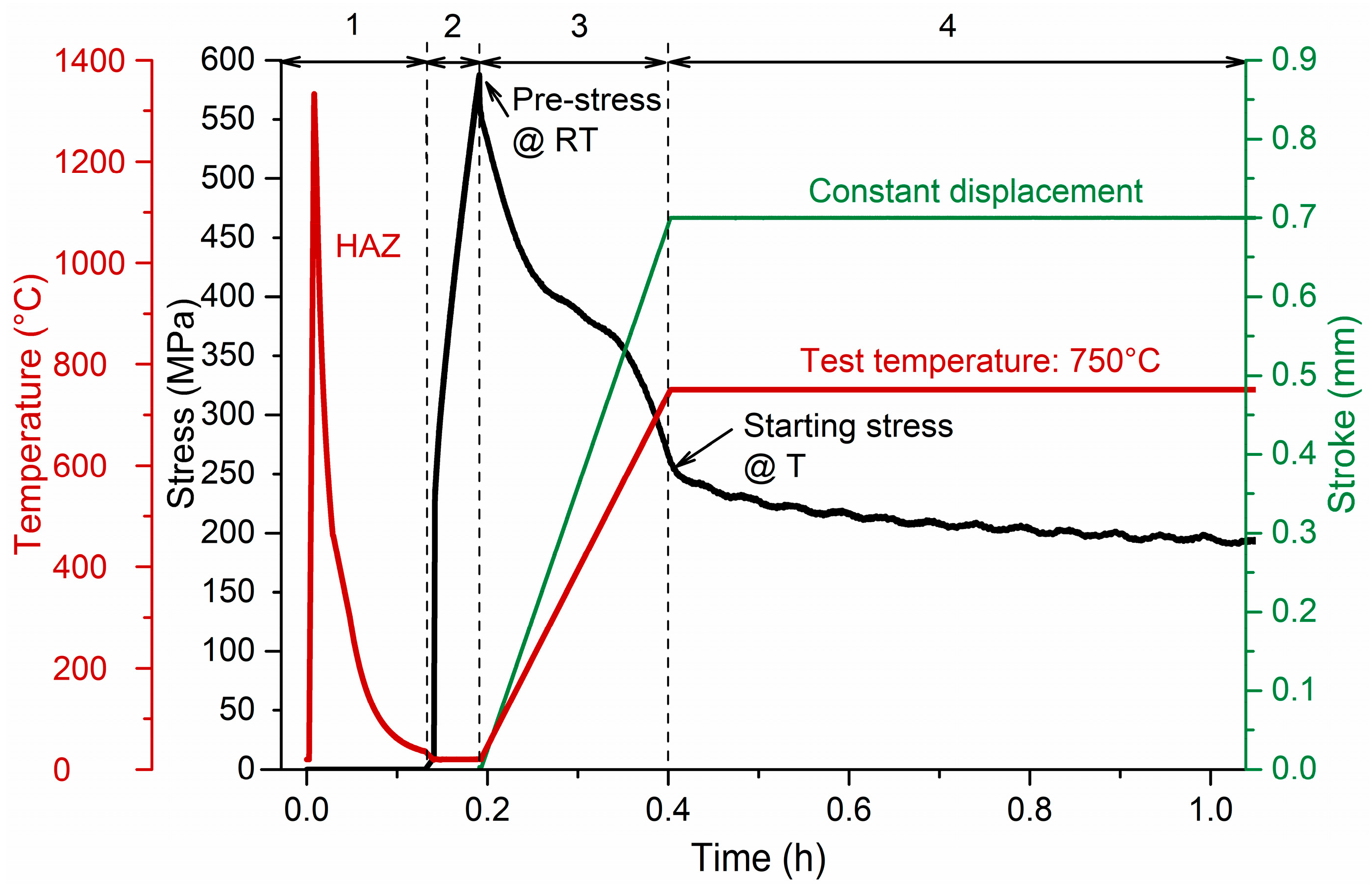
2.2. SRC Thermomechanical Test Methodology
2.3. Metallurgical Characterization Techniques
2.4. FE Modeling of SRC Thermomechanical Test
3. Results and Discussion
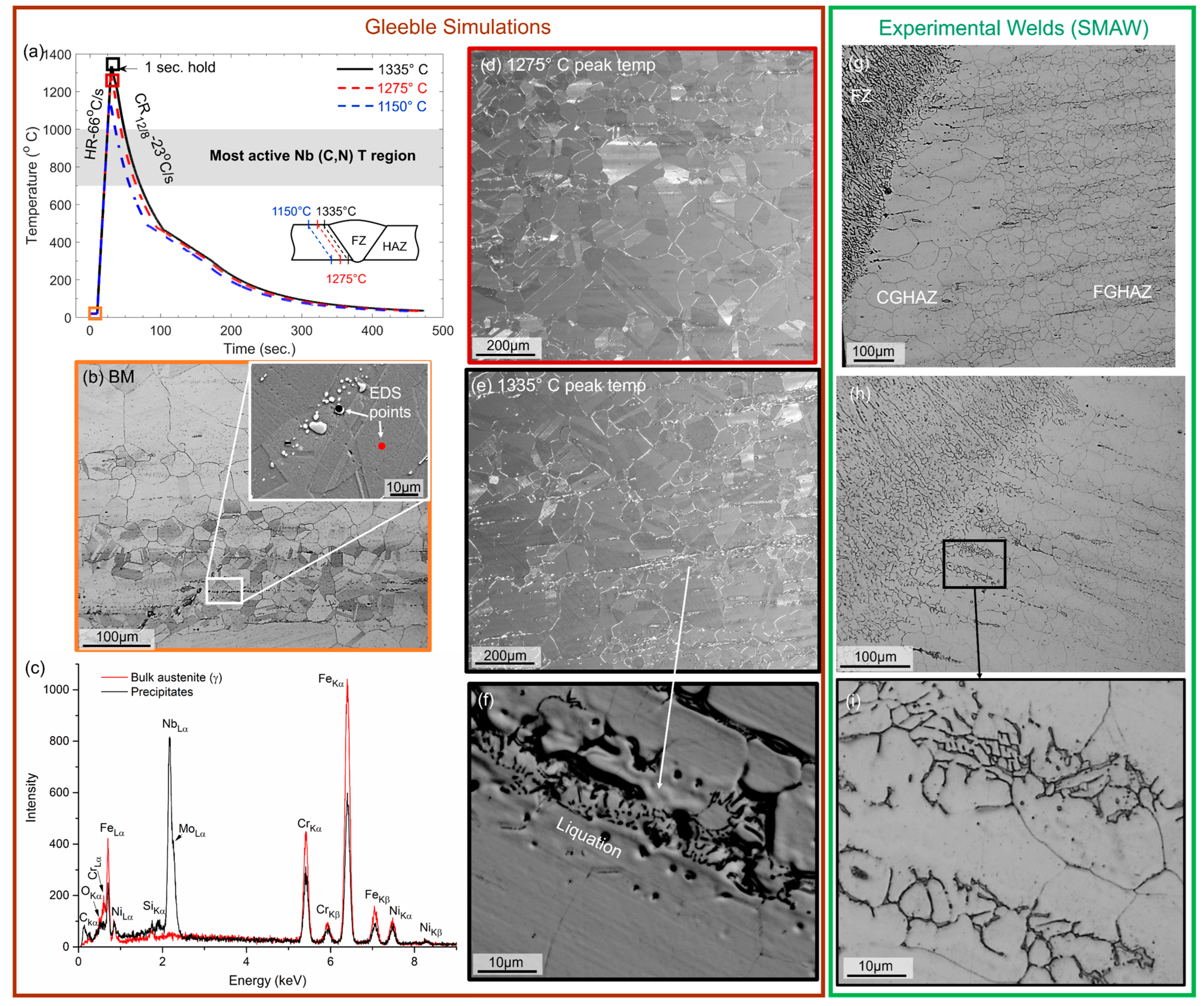
3.1. Effect of Weld-Induced Thermal Cycle(s) on HAZ Microstructure
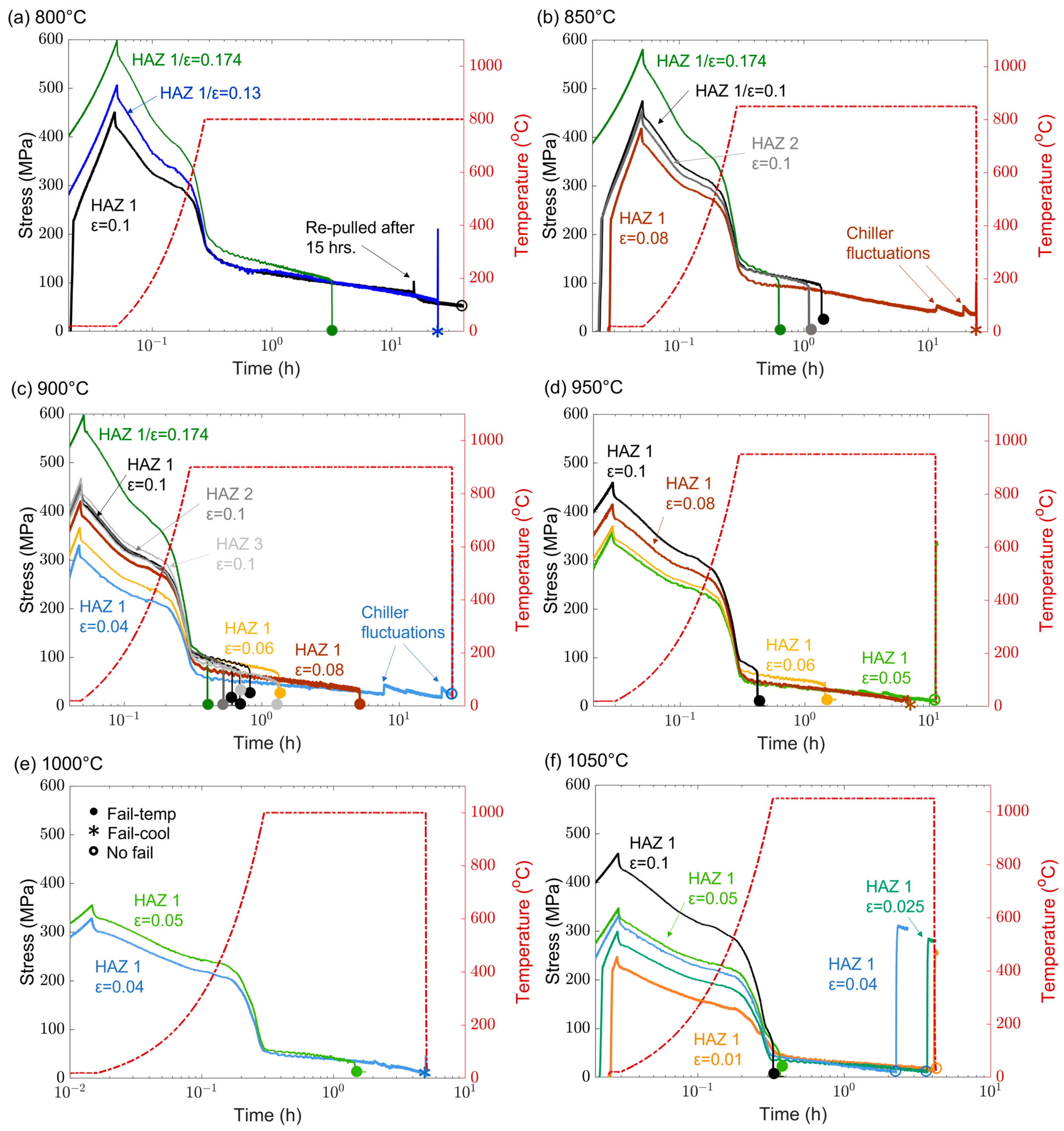
3.2. Effect of Temperature and Pre-Strain/Stress on SRC Behavior
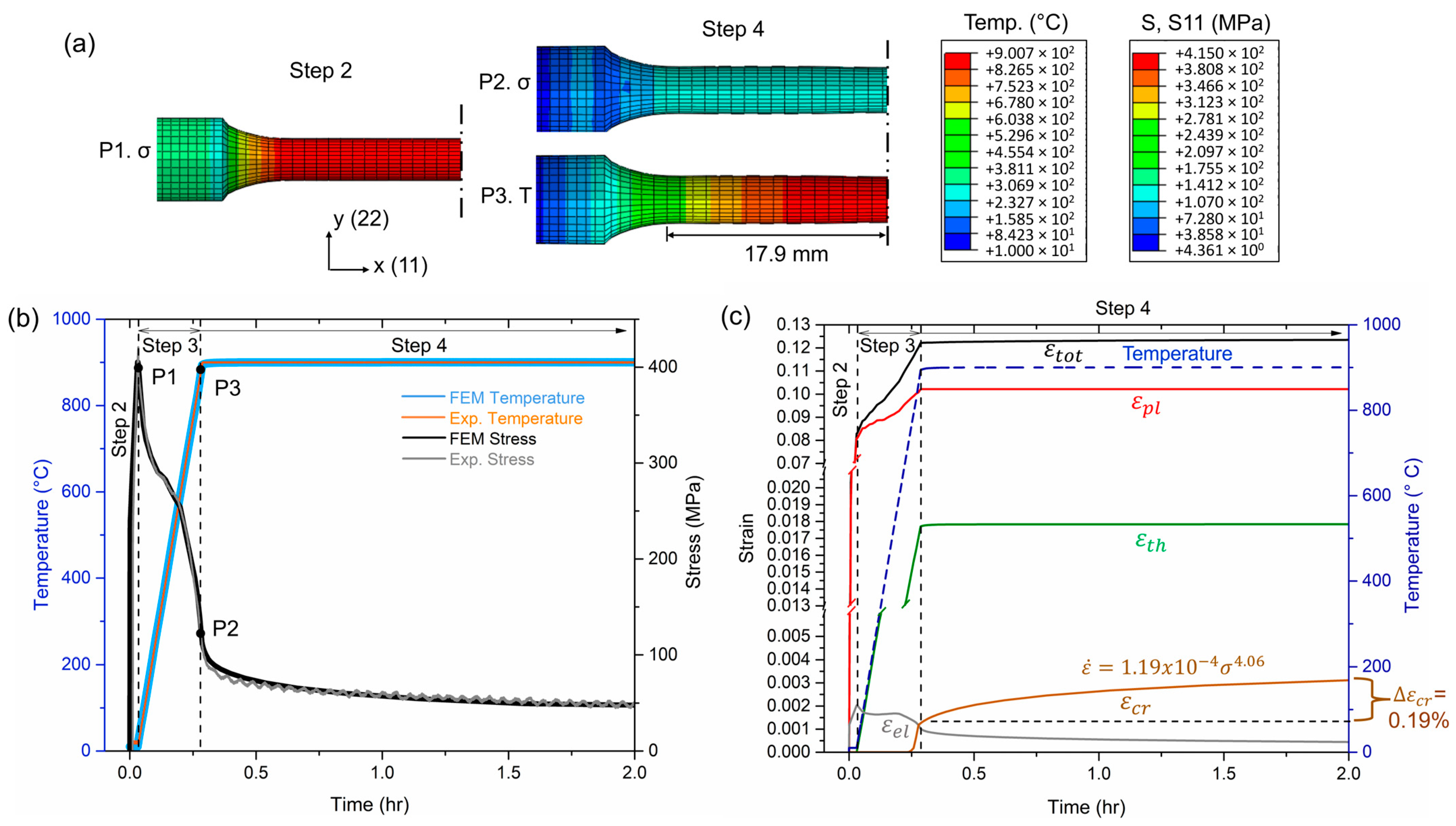
3.3. FE Analysis of Individual Strain Components in SRC Tests
3.4. Analysis of SRC Susceptibility Maps
3.5. Susceptible Microstructural Features
4. Conclusions
- Stress relaxation cracking tests, performed using a Gleeble 3500® thermomechanical physical simulator, indicates an increased faster time to fracture with increasing initial stress and plastic strain in a reheat test temperature range of 750–1050 °C.
- Three HAZ subzones are compared for SRC behavior at 900–950 °C with 0.1 initial strain conditions. There does not appear to be a drastic statistical difference between HAZ 1 (PMZ) and 2 (CGHAZ), while HAZ 3 (FGHAZ) appears to be slightly less susceptible to cracking.
- A FE analysis is conducted to replicate the last three steps of the SRC test methodology and delineate various strain components. Additionally, FE analysis assists to calibrate the plastic strain values used in the SRC susceptibility maps. It is found out that an additional 0.02 plastic strain is introduced during step 3 while heating to the isothermal test temperature as a result of the additional stroke applied to compensate for thermal expansion.
- The thresholds of pre-applied stress and plastic strain, and creep strain and rate at testing temperature for SRC are identified. The pre-stress thresholds decrease from about 500 to 330 MPa as the testing temperature increases from 800 to 1050 °C, while the corresponding initial plastic strain thresholds reduces from 0.15 to 0.06. Additionally, stress and strain as a function of LMP is shown to correlate fracture time, temperature, and stress/strain relationships. 1050 °C seems to be a concerning PWHT temperature for high stress/strain conditions in the HAZ. These results may serve as guidelines for mitigation of SRC in the 347H HAZ microstructure in service and design of PWHT parameters to avoid SRC occurring during stress relief.
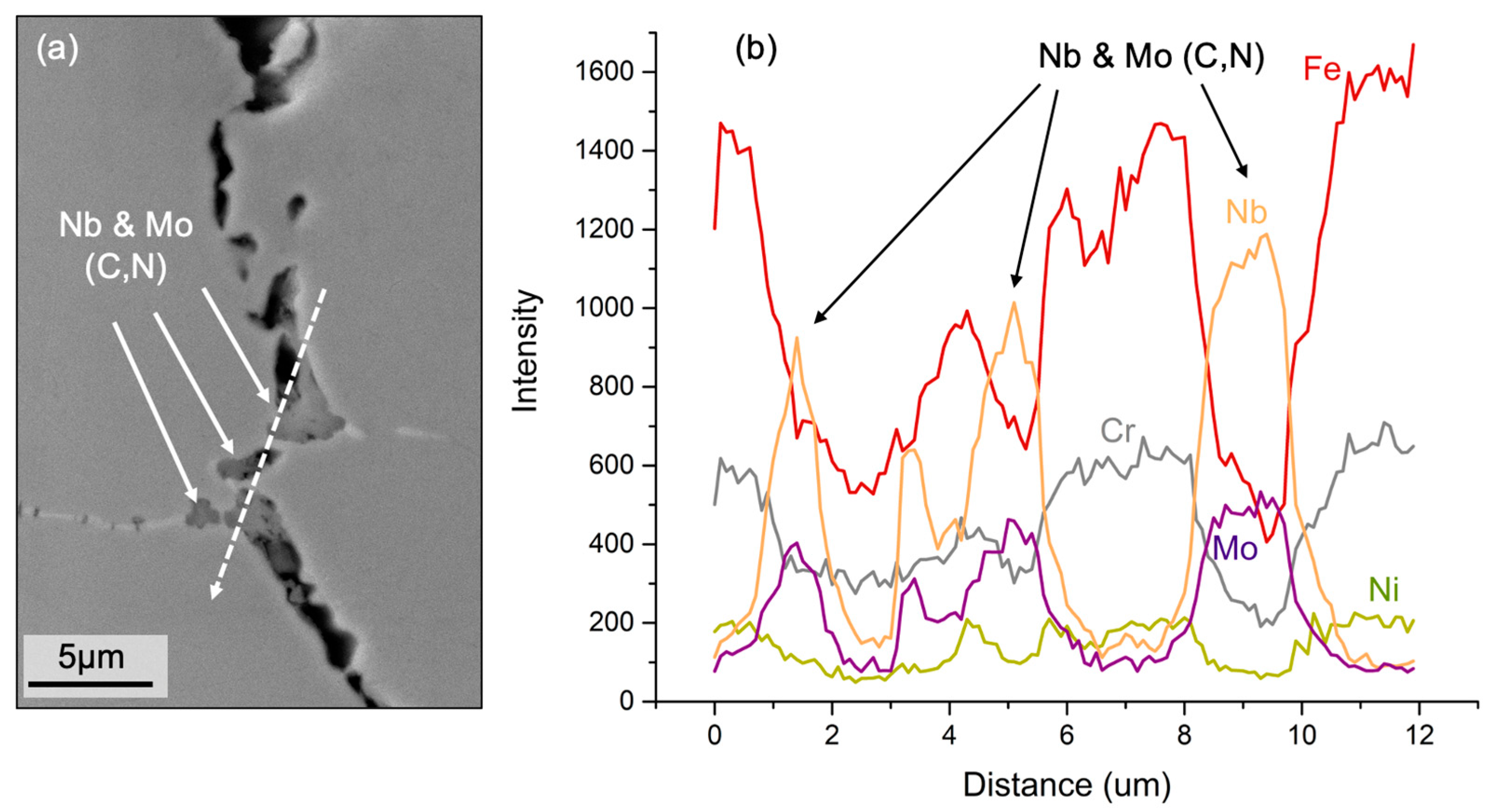
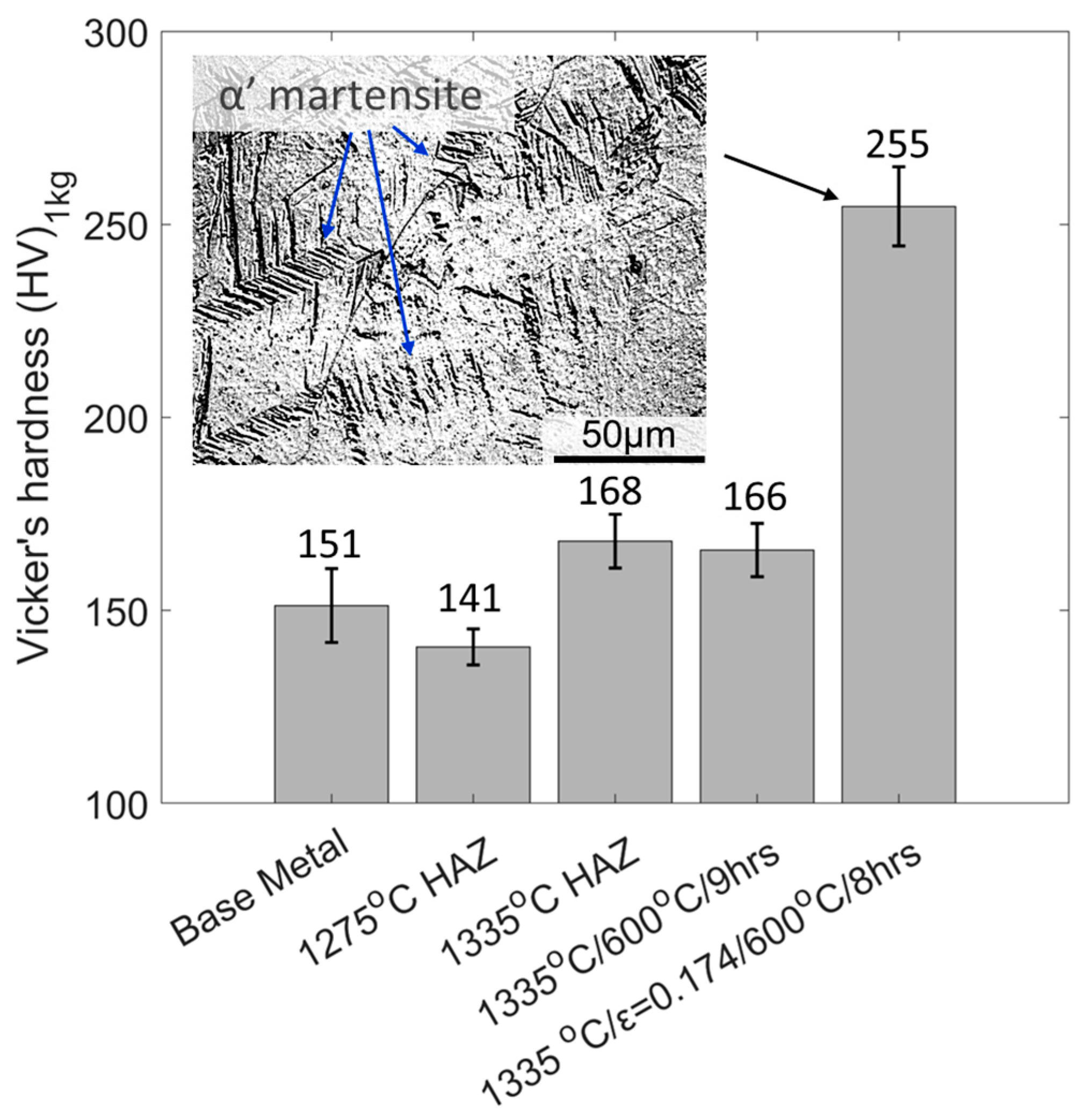
- Hardness measurement and fractography analysis indicates that the strain aging of niobium carbonitrides and other potential phases in conjunction with intergranular precipitates contributes to an increase in microhardness and increased intergranular cracking susceptibility. A more extensive metallurgical characterization (such as TEM dark field imaging) of the secondary cracks behind the primary fracture surfaces would be needed in future to establish a more thorough understanding of the susceptible microstructure features and verification of the SRC mechanisms, namely the characteristics of the finer features of the PFZ.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- “2023 Boiler and Pressure Vessel Code”, in VIII: Rules for Construction of Pressure Vessels; American Society of Mechanical Engineers (ASME): New York, NY, USA, 2023.
- “2023 Boiler and Pressure Vessel Code”, in II-Part D: Materials; American Society of Mechanical Engineers (ASME): New York, NY, USA, 2023.
- Messler, R.W.; Li, L. Weld heat affected zone liquation cracking in type 347 stainless steel. Sci. Technol. Weld. Join. 1997, 2, 43–52. [Google Scholar] [CrossRef]
- Lundin, C.D.; Lee, C.H.; Menon, R.; Osorio, V. Weldability evaluations of modified 316 and 347 austenitic stainless steels part 1. Weld. J. 1988, 67, 35s–46s. [Google Scholar]
- Lundin, C.D.; Qiao, C.Y.P. Weldability of Nuclear Grade Stainless Steels: Evaluation of HAZ Hot Cracking Susceptibility of 347 Nuclear Grade Stainless Steels. In Proceedings of the New Advances in Welding and Allied Processes, Beijing, China, 31 July 1991. [Google Scholar]
- Cullen, T.M.; Freeman, J.W. Metallurgical Factors Influencing Hot Ductility of Austenitic Piping at Weld Heat Affected Zone Temperatures. Trans. ASME Jnl. Eng. Power 1963, 85, 151–164. [Google Scholar] [CrossRef]
- Lippold, J.C.; Kotecki, D.J.C. 6 Austenitic Stainless Steel. In Welding Metallurgy and Weldability of Stainless Steels; John Wiley and Sons, Inc.: Hoboken, NJ, USA, 2005. [Google Scholar]
- Lundin, C.D.; DeLong, W.T.; Spond, D.F. Ferrite-fissuring relationship in austenitic stainless steel weld metals. Weld. J. 1975, 54, S241–S246. [Google Scholar]
- Dhooge, A. Survey on reheat cracking in austenitic stainless steels and Ni base alloys. Weld. World 1998, 41, 206–219. [Google Scholar]
- Irvine, K.J.; Murray, J.D.; Pickering, F.B. The Effect of Heat Treatment and Microstructure on the High-Temperature Ductility of 18%Cr-12%Ni-1%Nb Steels. J. Iron Steel Inst. 1960, 10, 166–179. [Google Scholar]
- Thomas, R.D., Jr.; Messler, R.W. Welding Type 347 Stainless Steel-An Interpretive Report. Weld. Res. Counc. Bull. 1997, 421, 1–127. [Google Scholar]
- Thomas, R.D., Jr. HAZ Cracking in Thick Section of Austenitic Stainless Steels-Part 2. Weld. J. 1984, 63, 355–368. [Google Scholar]
- Kant, R.; DuPont, J.N. Stress Relief Cracking Susceptibility in High-Temperature Alloys. Weld. J. 2019, 98, 29–49. [Google Scholar]
- Dillingh, E.C.; Bahrami, A.; Aulbers, A.P. Stress Relaxation Cracking-Augmented Recommended Practice; TNO Report; #0100296673; TNO: Hague, The Netherlands, 2016; pp. 1–138. [Google Scholar]
- van Wortel, H. Control of Relaxation Cracking in Austenitic High Temperature Components; NACE Corrosion: Nashville, TN, USA, 2007. [Google Scholar]
- Dhooge, A.; Vinckier, A. Reheat Cracking-a Review of Recent Studies. Int. J. Press. Vessel. Pip. 1987, 27, 239–269. [Google Scholar] [CrossRef]
- Siefert, J.A.; Shingledecker, J.P.; DuPont, J.N.; David, S.A. Weldability and weld performance of candidate nickel based superalloys for advanced ultrasupercritical fossil power plants Part II: Weldability and cross-weld creep performance. Sci. Technol. Weld. Join. 2016, 21, 397–428. [Google Scholar] [CrossRef]
- Pickle, T.; Augustine, C.; Yu, Z. Mechanical Failure Risk Management for In-Service CSP Nitrate Hot Tanks; National Renewable Energy Laboratory (NREL): Golden, CO, USA, 2024.
- Augustine, C.; Pickle, T.; Hong, Y.; Vidal, J.; Yu, Z. Stress Relaxation Cracking of Alloys at Temperatures Higher Than 540 °C; National Renewable Energy Laboratory (NREL): Golden, CO, USA, 2024.
- Osorio, J.D.; Mehos, M.; Imponenti, L.; Kelly, B.; Price, H.; Torres-Madronero, J.; Alejandro, R.-A.; Cesar, N.-L.; Chen, N.; Zhenzhen, Y.; et al. Failure Analysis for Molten Salt Thermal Energy Storage Tanks for In-Service CSP Plants; National Renewable Energy Laboratory (NREL): Golden, CO, USA, 2024.
- Penso, J.; Shargay, C. Stress Relaxation Cracking of Thick-Wall Stainless Steel Piping in Various Refining Units. In Proceedings of the ASME 2021 Pressure Vessels & Piping Conference, Online, 13–15 July 2021. [Google Scholar]
- Wang, Y.; Yang, Y.; Gao, Y.; Penso, J.; Feng, Z. A Study of Stress Relaxation Cracking Mechanism in a 347H Steel Pipe-Shoe Weldment After Five-Year Service. In Proceedings of the ASME 2023 Pressure Vessels & Piping Conference, Atlanta, GA, USA, 16–21 July 2023. [Google Scholar]
- Rensman, J.-W.; Spindler, M.W.; Shargay, C. Stress Relaxation Cracking, A Misunderstood Problem in the Process Industry. In Proceedings of the ASME 2023 Pressure Vessels & Piping Conference, Atlanta, GA, USA, 16–21 July 2023. [Google Scholar]
- Mallick, R.K.; Ghosh, M.; Bahrami, A.; Esmaeili, V. Stress relaxation cracking failure in heat exchanger connection pipes in petroechemical plant. Eng. Fail. Anal. 2022, 147, 107156. [Google Scholar] [CrossRef]
- Westhuizen, C.E.V.D. Stress Relaxation Cracking of Welded Joints in Thick Sections of a TP347 Stabilized Grade of Stainless Steel. In NACE Corrosion; NACE: Bethlehem, CA, USA, 2008. [Google Scholar]
- Siefert, J.; Shingledecker, J.; Lolla, T. Stress Relaxation Cracking (SRxC) and Strain Induced Precipitation Hardening (SIPH) Failures. In Proceedings of the DOE Workshop: Evaluation of Welding Issues in High Nickel and Stainless Steel Alloys for Advanced Energy Systems, Virtual, 10 March 2020. [Google Scholar]
- Linnert, G.E. Welding Type 347 Stainless Steel Piping and Tubing. Weld. Res. Counc. Bull. 1958, 43, 1–103. [Google Scholar]
- Satz, L.H. Stress Relief of Stainless Type 347 Investigated. Iron Age 1950, 166. [Google Scholar]
- Morishige, N.; Kuribayashi, M.; Okabayashi, N.; Naiki, T. On the Prevention of Service Failure in Type 347 Stainless Steel. Third Int. Symp. Jpn. Weld. Soc. 1978, 445–450. [Google Scholar]
- Naiki, T.; Okabayashi, N.; Kuribayashi, M.; Morishige, N. Cracking in Welded 18 Cr-12Ni-Nb Steel during Stress Relieving. Ishikawajima-Harima Gibo 1975, 15, 209–215. [Google Scholar]
- Phebus, R.L. Weldability of Heavy Sections of AISI Type 347 Stainless Steel; U.S. Navy Engineering Experiment Station: Annapolis, MD, USA, 1957. [Google Scholar]
- Messer, B.; Oprea, V.; Phillips, T. Optimized Heat Treatment of 347 Type Stainless Steel Alloys for Elevated Temperature Service to Minimize Cracking. In NACE Corrosion; NACE: New Orleans, LA, USA, 2004. [Google Scholar]
- Li, L.; Messler, R.W. Stress Relaxation Study of HAZ Reheat Cracking in Type 347 Stainless Steel. Weld. J. 2000, 79, 137–144. [Google Scholar]
- Nawrocki, J.G.; Dupont, J.N.; Robino, C.V.; Puskar, J.D.; Marder, A.R. The Mechanism of Stress-Relief Cracking in a Ferritic Alloy Steel. Weld. J. 2003, 82, 25. [Google Scholar]
- Fink, C.; Wang, H.; Alexandrov, B.T.; Penso, J. Filler Metal 16-8-2 for Structural Welds on 304H and 347H Stainless Steels for High Temperature Service. Weld. J. 2020, 99, 312–322. [Google Scholar] [CrossRef]
- Sarich, C.; Alexandrov, B.; Benatar, A.; Penso, J. Test for stress relief cracking susceptibility in creep resistant chromium-molybdenum steels. Sci. Technol. Weld. Join. 2022, 27, 265–281. [Google Scholar] [CrossRef]
- Hong, Y.U.; Pickle, T.; Vidal, J.; Augustine, C.; Yu, Z. Impact of Plate Thickness and Joint Geometry on Residual Stresses in 347H Stainless Steel Welds. Weld. J. 2023, 102, 279–292. [Google Scholar] [CrossRef]
- A240/A240M-23; Standard Specification for Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip for Pressure Vessels and for General Applications. American Society for Testing of Materials (ASTM) International: West Conshohocken, PA, USA, 2023.
- Dieter, G.E. Mechanical Metallurgy, 3rd ed.; McGraw Hill: New York, NY, USA, 1986. [Google Scholar]
- Osman, H.; Tamin, M.N. Creep response of austenitic stainless steel foils for advanced recuperator applications. In Proceedings of the South East Asian Technical Universities Consortium(SEATUC)—3rd SEATUC Symposium Proceeding, Johor Bahru, Malaysia, 25–26 February 2009; p. 4. [Google Scholar]
- Amirkhiz, B.S.; Xu, S.; Liang, J.; Bibby, C. Creep properties and TEM characterization of 347H stainless steel. In Proceedings of the 36th Annual Conference of the Canadian Nuclear Society and 40th Annual CNS/CNA Student Conference, Toronto, ON, Canada, 19–22 June 2016. [Google Scholar]
- Kim, W.; Kim, K.S.; Lee, H.; Yoo, K. Welding residual stress analysis of 347H austenitic stainless steel boiler tubes using experimental and numerical approaches. J. Mech. Sci. Technol. 2016, 30, 7. [Google Scholar] [CrossRef]
- Brickstad, B.; Josefson, B. A parametric study of residual stresses in multi-pass butt-welded stainless steel pipes. International J. Press. Vessel. Pip. 1998, 75, 11–25. [Google Scholar] [CrossRef]
- Allegheny Technologies Incorporated (ATI). ATI 316™, ATI 316L™, ATI 317™, ATI 317L™ Technical Data Sheet. Available online: https://www.atimaterials.com/Products/Documents/datasheets/stainless-specialty-steel/austenitic/ati_321_347_348_tds_en2_v1.pdf (accessed on 1 October 2020).
- Sawada, K.; Kimura, K.; Abe, F.; Taniuchi, Y.; Sekido, K.; Nojima, T.; Ohba, T.; Kushima, H.; Miyazaki, H.; Hongo, H.; et al. Catalog of NIMS creep data sheets. Sci. Technol. Adv. Mater. 2019, 20, 1131–1149. [Google Scholar] [CrossRef]
- Luo, H.W.; Dong, H.; Chen, L.F. Grain Growth in Nb-Alloyed Stainless Steel of AISI 347 during Heating. Mater. Sci. Forum 2013, 753, 345–348. [Google Scholar] [CrossRef]
- Pickle, T.; Hong, Y.; Vidal, J.; Augustine, C.; Yu, Z. Stress relaxation cracking susceptibility evaluation in 347H stainless steel welds. Weld. World 2024, 68, 657–667. [Google Scholar] [CrossRef]
- Yang, Y.; Han, D.; Gao, Y.; Zhang, W.; Bunn, J.R.; Payzant, E.A.; Penso, J.; Feng, Z. Residual Stress Modeling and Advanced Diffraction Measurements of 347H Steel Weldments. In Proceedings of the ASME 2022 Pressure Vessels & Piping Conference, Las Vegas, NV, USA, 17–22 July 2022. [Google Scholar]
- Yang, Y. Stress Relaxation Cracking in 347H Austentici Steel Weldments Under Various Heat Treatments: Expeirments and Modeling. Ph.D. Thesis, Materials Science and Engineering, University of Tennessee, Knoxville, TN, USA, 2023. [Google Scholar]
- Larson, F.R.; Miller, J. A Time-Temperature Relationship for Rupture and Creep Stresses. Trans. Am. Soc. Mech. Eng. 1952, 74, 765–771. [Google Scholar] [CrossRef]
- Cui, Y.; Lundin, C.D. Ferrite number as a function of the Larson-Miller Parameter for Austenitic Stainless Steel Metals after Creep Testing. Metall. Mater. Trans. A 2004, 35A, 3631–3633. [Google Scholar] [CrossRef]
- Duch, J.E. Strain Aging and Stress Relief Cracking Susceptibility of Precipitate Strengthened Alloys INCONEL 740H and 347H. Ph.D. Thesis, Materials Science and Engineering, Lehigh University, Bethlehem, PA, USA, 2022. [Google Scholar]
- Frost, H.J.; Ashby, M.F. Deformation-Mechniasm Maps: The Plasticity and Creep of Metals an Ceramics; Pergamon Press: Oxford, UK, 1982. [Google Scholar]
- Osman, H.; Nor, F.M.; Hamdan, Y.M.; Tamin, M.N. Creep ruptures of AISI 347 austenitic stainless steel foils at elevated temperature of 750 °C. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2015, 231, 516–522. [Google Scholar] [CrossRef]
- Needham, N.G.; Gladman, T. Nucleation and growth of creep cavities in a Type 347 steel. Met. Sci. 1980, 14, 64–72. [Google Scholar] [CrossRef]
- Cios, G.; Tokarski, T.; Żywczak, A.; Dziurka, R.; Stępień, M.; Gondek, Ł.; Marciszko, M.; Pawłowski, B.; Wieczerzak, K. The Investigation of Strain-Induced Martensite Reverse Transformation in AISI 304 Austenitic Stainless Steel. Metall. Mater. Trans. A 2017, 48, 4999–5008. [Google Scholar] [CrossRef]
- Lee, H.-S.; Jung, J.-S.; Kim, D.-S.; Yoo, K.-B. Failure analysis on welded joints of 347H austenitic boiler tubes. Eng. Fail. Anal. 2015, 57, 413–422. [Google Scholar] [CrossRef]
- Elmer, J.W.; Olson, D.L.; Matlock, D.K. The Thermal Expansion Characteristics of Stainless Steel Weld Metal. Weld. J. 1982, 61, 293–301. [Google Scholar]
- van Wortel, J.C. Prevention of Relaxation Cracking By Material Selection and or Heat Treatment: Final Report; TNO Institute of Industrial Technology: Eindhoven, The Netherlands, 2000. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| wt.% | C | N | Ni | Cr | Mo | Mn | Nb | Si | Cu | S | P | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ASTM A240 | 0.04–0.10 | - | 9.0–13.0 | 17.0–19.0 | - | 2.00 | 8 × (C + N) min. 1.00 | 0.75 | - | - | - | Bal. |
| Exp. | 0.05 | 0.031 | 9.11 | 17.14 | 0.32 | 1.01 | 0.58 | 0.51 | 0.21 | 0.002 | 0.029 |
| Exp. Temperature (°C) | Temperature Range (°C) | n | K | A* |
|---|---|---|---|---|
| N/A | 20–625 | 0.00 | 0 | 0 |
| 650 | 625–675 | 5.45 | 2.18 × 10−22 | 6.64 × 109 |
| 700 | 675–725 | 5.45 | 9.06 × 10−21 | 6.66 × 109 |
| 750 | 725–775 | 5.45 | 2.61 × 10−19 | 6.66 × 109 |
| 800 | 775–825 | 5.41 | 3.02 × 10−18 | 3.66 × 109 |
| 850 | 825–875 | 4.83 | 3.12 × 10−16 | 2.35 × 1010 |
| 900 | 875–925 | 4.06 | 1.19 × 10−14 | 7.08 × 1010 |
| 950 | 925–975 | 1.57 | 2.14 × 10−9 | 1.24 × 1015 |
| 1000 | 975–1025 | 1.77 | 3.23 × 10−9 | 2.18 × 1014 |
| 1050 | 1025–1075 | 1.46 | 3.03 × 10−8 | 2.80 × 1014 |
| Temperature (°C) | HAZ | HAZ Peak Temperature (°C) | Pre-Strain | Pre-Stress (MPa) | Starting Stress at Temperature (MPa) | Bulk Strain (%) at Temperature | Failure | Time to Failure/Cool |
|---|---|---|---|---|---|---|---|---|
| 750 | HAZ 1 | 1335 | 0.174 | 588 | 260 | 0.71 | I | 22.2 h |
| 800 | 1335 | 0.1 | 452 | 184 | 0.25 | No | 39 h | |
| HAZ 1 | 0.13 | 508 | 184 | 0.38 | C | 24 h | ||
| 0.174 | 599 | 213 | 0.36 | I | 2.9 h | |||
| 850 | HAZ 1 | 1335 | 0.08 | 419 | 144 | 0.11 | C | 24 h |
| HAZ 2 | 1275 | 0.1 | 455 | 152 | 0.80 | I | 48.5 min | |
| HAZ 1 | 1335 | 0.1 | 476 | 158 | 0.41 | I | 1.1 h | |
| 0.174 | 582 | 174 | 0.38 | I | 20.3 min | |||
| 900 | 1335 | 0.04 | 332 | 89 | 0.36 | No | 24 h | |
| HAZ 1 | 0.06 | 368 | 111 | 1.46 * | I | 1.03 h | ||
| 0.08 | 421 | 107 | 0.42 | I | 4.9 h | |||
| HAZ 3 | 1150 | 0.1 | 469 | 112 | 0.44 | I | 1 h | |
| 0.1 | 443 | 111 | 2.75 * | I | 24.1 min | |||
| HAZ 2 | 1275 | 0.1 | 457 | 117 | 0.39 | I | 13.5 min | |
| HAZ 1 | 1335 | 0.1 | 456 | 119 | 0.56 | I | 31 min | |
| 0.1 | 447 | 113 | 0.33 | I | 18.3 min | |||
| 0.1 | 446 | 114 | 0.30 | I | 23.3 min | |||
| 0.174 | 598 | 128 | 0.25 | I | 5.8 min | |||
| 950 | HAZ 1 | 1335 | 0.05 | 360 | 69 | 0.45 | No | 10.9 h |
| 0.06 | 372 | 80 | 0.76 | I | 1.2 h | |||
| 0.08 | 417 | 77 | 0.36 | C | 6.4 h | |||
| 0.1 | 461 | 97 | 0.19 | I | 7.1 min | |||
| 1000 | HAZ 1 | 1335 | 0.04 | 330 | 56 | 1.85 | C | 4.7 h |
| 0.05 | 357 | 62 | 1.45 | I | 1.2 h | |||
| 1050 | HAZ 1 | 1335 | 0.01 | 261 | 55 | 1.52 | No | 3.8 h |
| 0.025 | 300 | 35 | 1.08 | No | 3.6 h | |||
| 0.04 | 335 | 43 | 1.22 | No | 1.94 h | |||
| 0.05 | 349 | 70 | 2.80 | I | 2.4 min | |||
| 0.1 | 461 | 60 | 0.20 | I | 3 s |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pickle, T.; Hong, Y.; Augustine, C.; Vidal, J.; Yu, Z. Stress Relaxation Cracking in 347H Stainless Steel Arc Welds: Susceptibility Evaluation of Heat-Affected Zone. Metals 2024, 14, 494. https://doi.org/10.3390/met14050494
Pickle T, Hong Y, Augustine C, Vidal J, Yu Z. Stress Relaxation Cracking in 347H Stainless Steel Arc Welds: Susceptibility Evaluation of Heat-Affected Zone. Metals. 2024; 14(5):494. https://doi.org/10.3390/met14050494
Chicago/Turabian StylePickle, Timothy, Yu Hong, Chad Augustine, Judith Vidal, and Zhenzhen Yu. 2024. "Stress Relaxation Cracking in 347H Stainless Steel Arc Welds: Susceptibility Evaluation of Heat-Affected Zone" Metals 14, no. 5: 494. https://doi.org/10.3390/met14050494
APA StylePickle, T., Hong, Y., Augustine, C., Vidal, J., & Yu, Z. (2024). Stress Relaxation Cracking in 347H Stainless Steel Arc Welds: Susceptibility Evaluation of Heat-Affected Zone. Metals, 14(5), 494. https://doi.org/10.3390/met14050494