
The Optimization of Process Parameters and Microstructural Characterization of Fiber Laser Welded Dissimilar HSLA and MART Steel Joints



Abstract
:1. Introduction
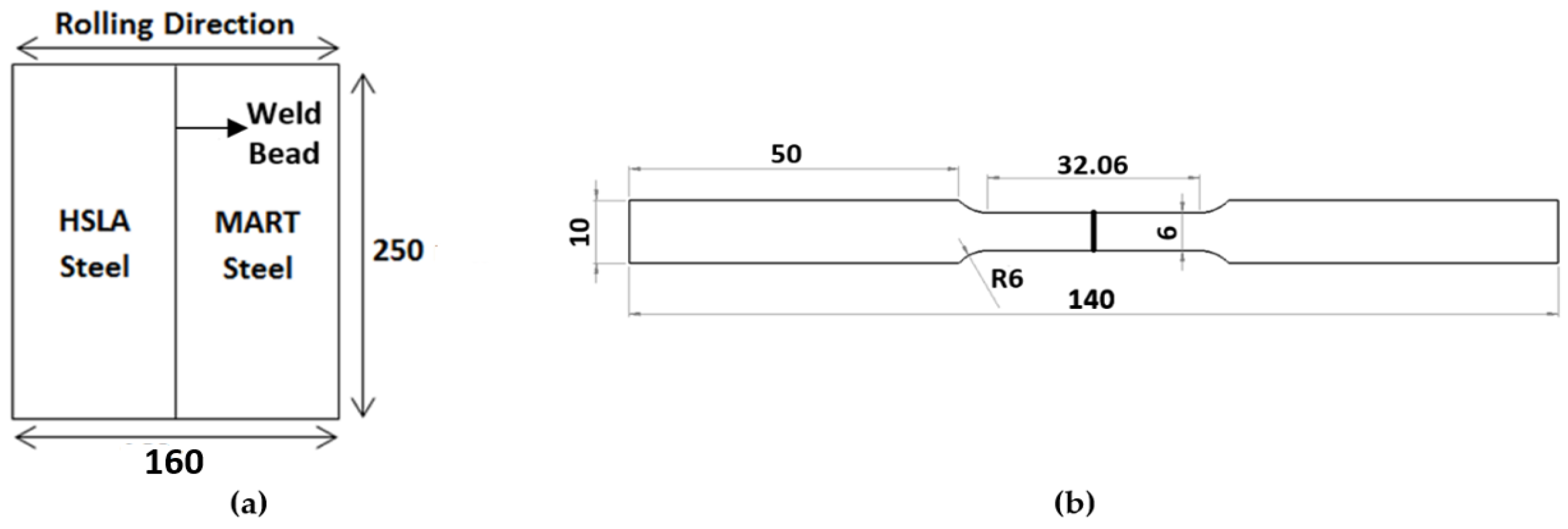
2. Experimental Details
3. Results and Discussion
3.1. Optimization of the Process Parameters via the Taguchi Method
3.2. Analysis of Variance
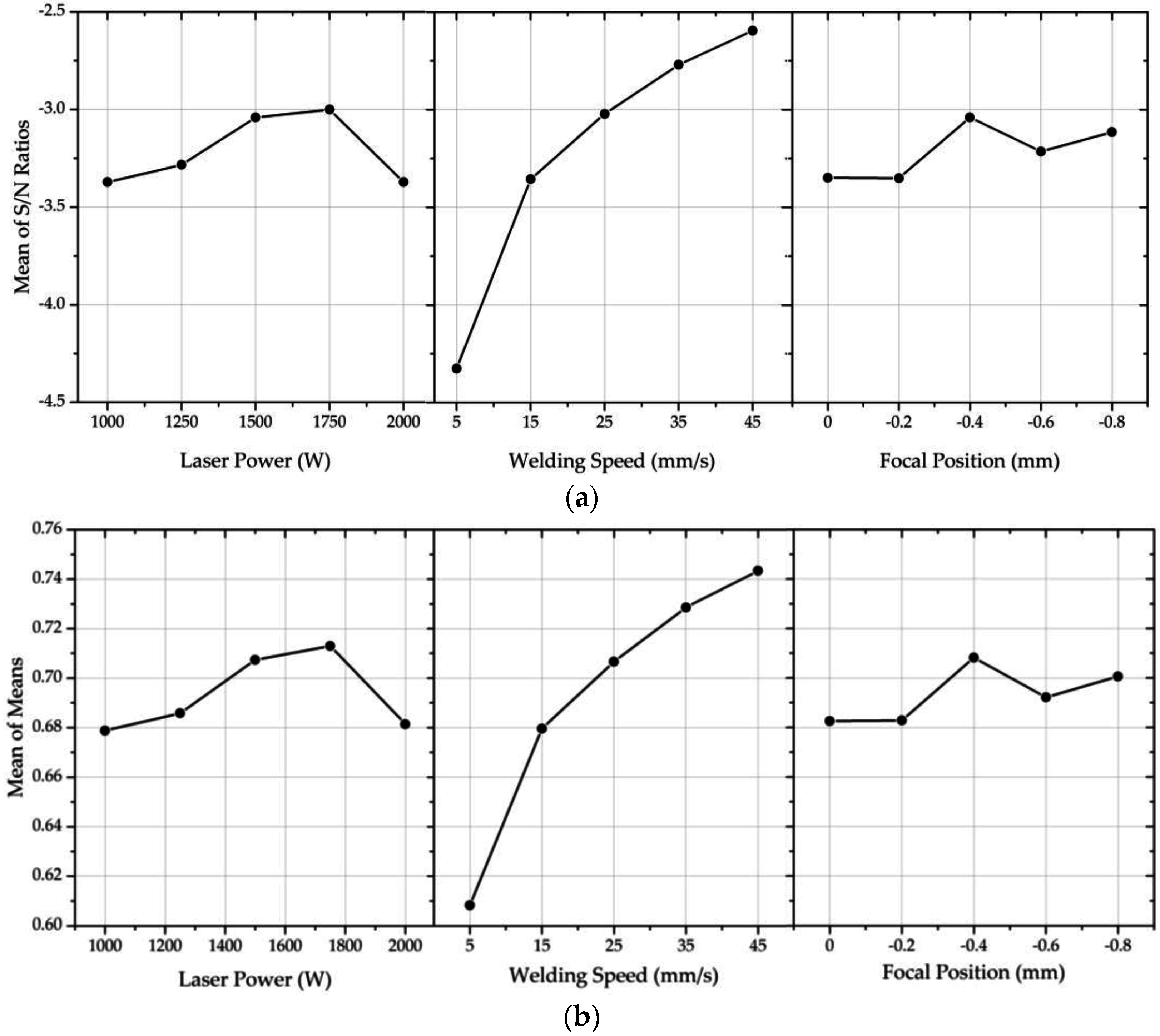
3.3. Effects of Process Parameters on the Response
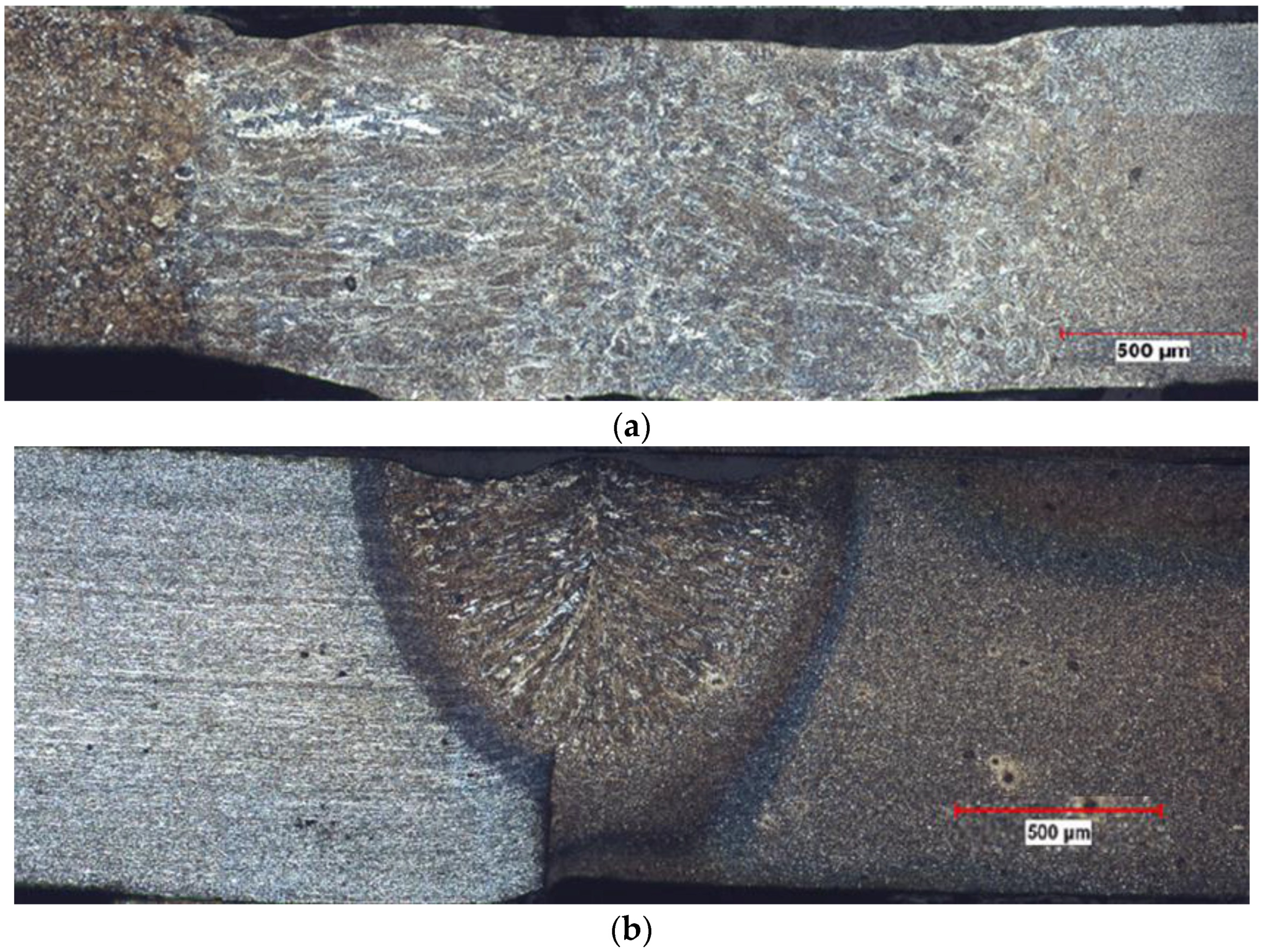
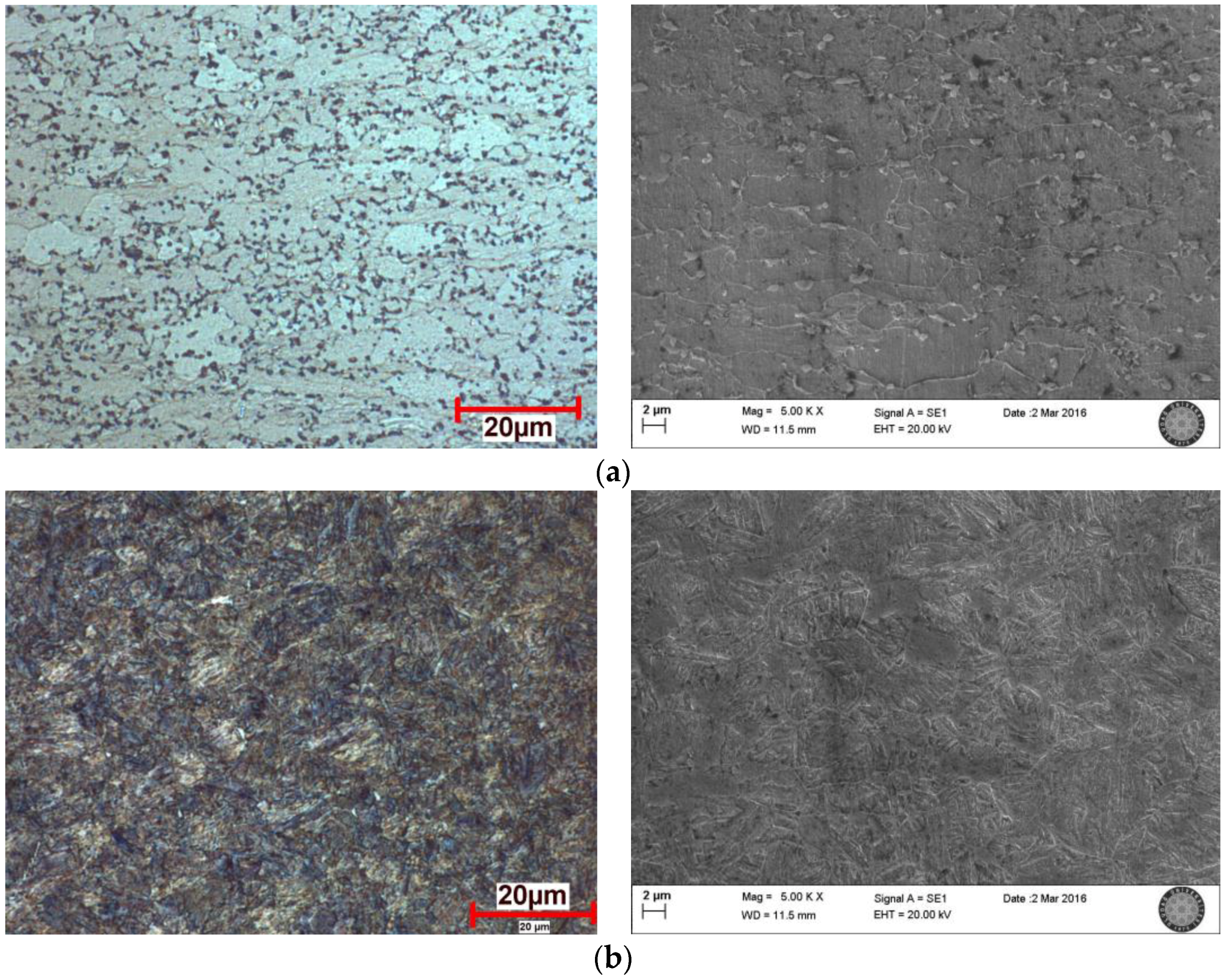
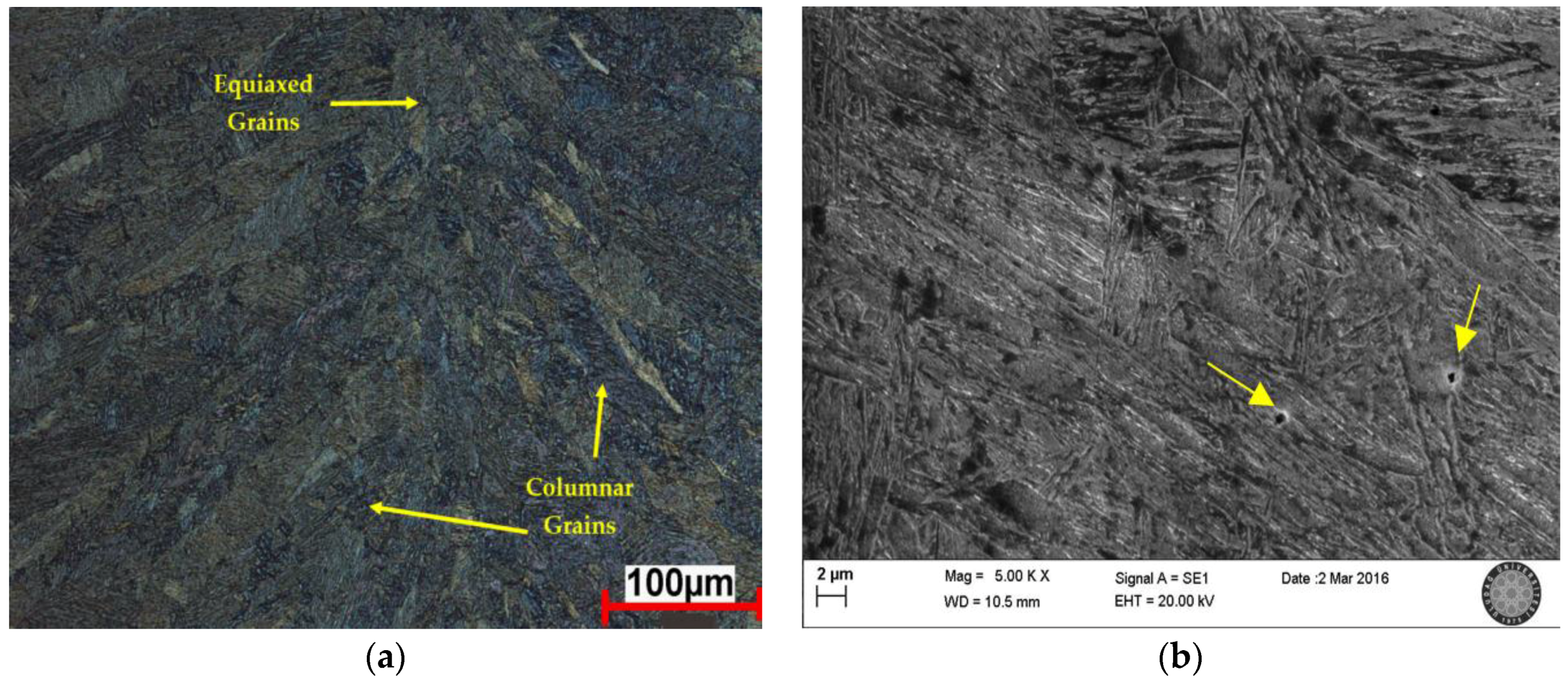
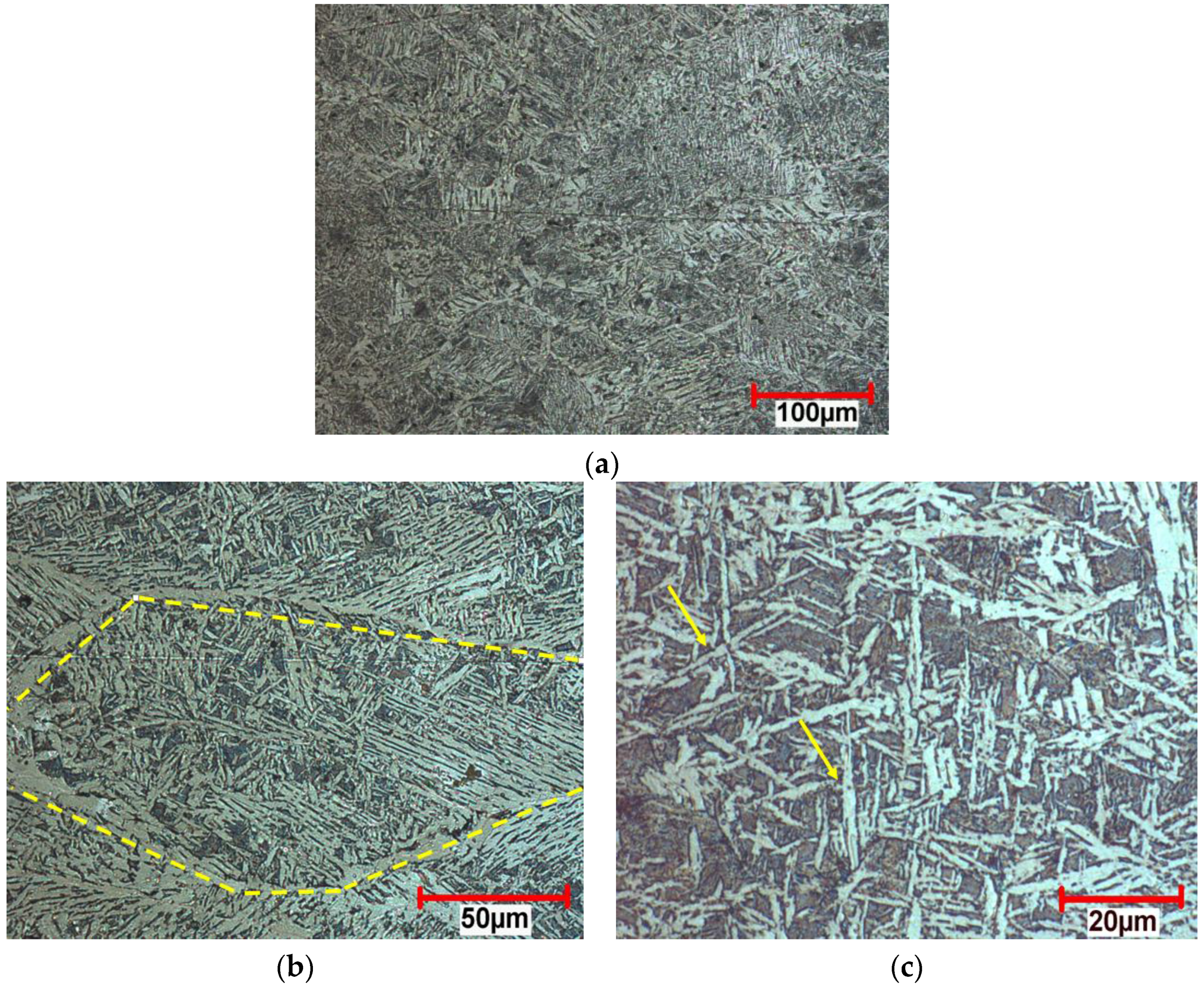
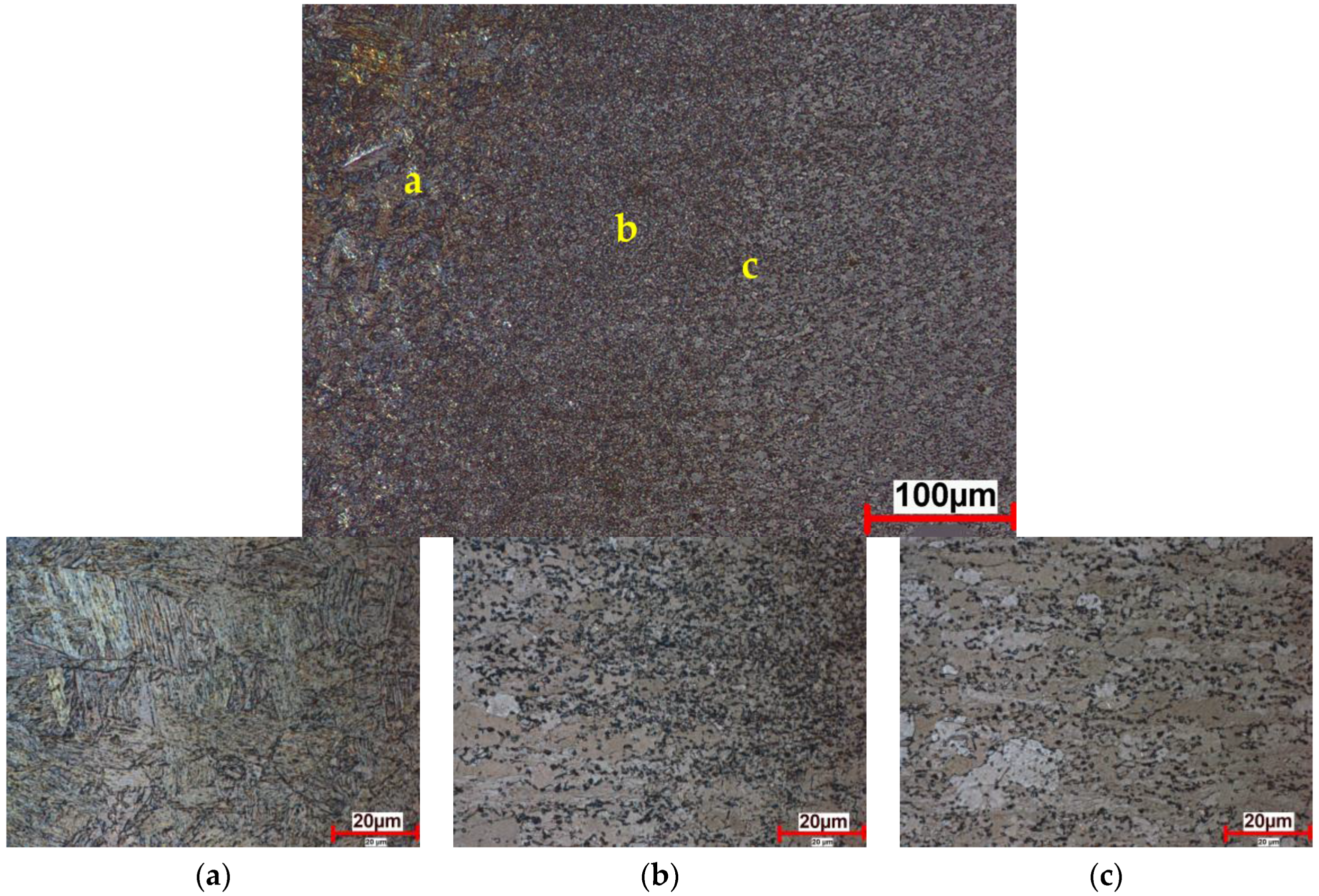
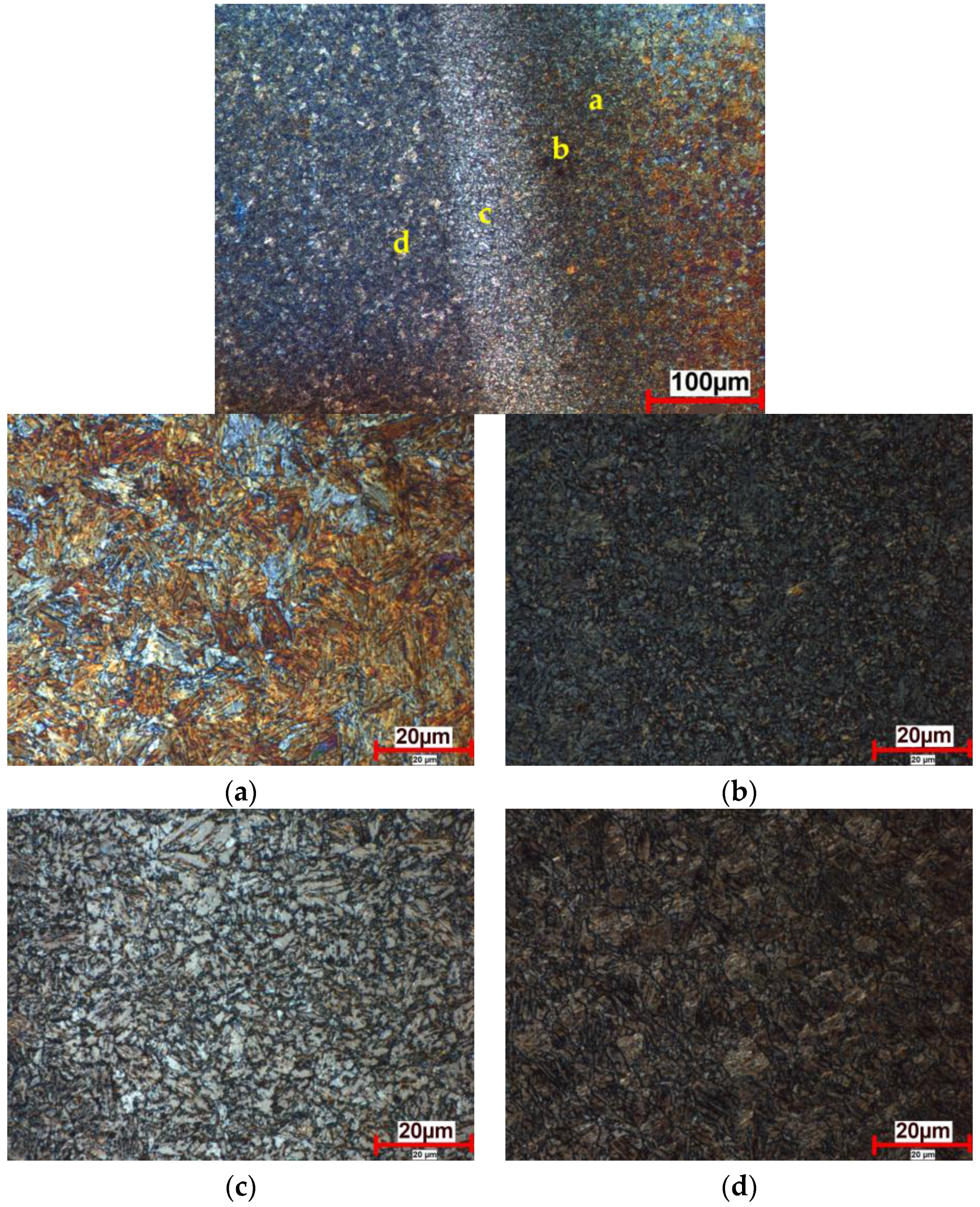
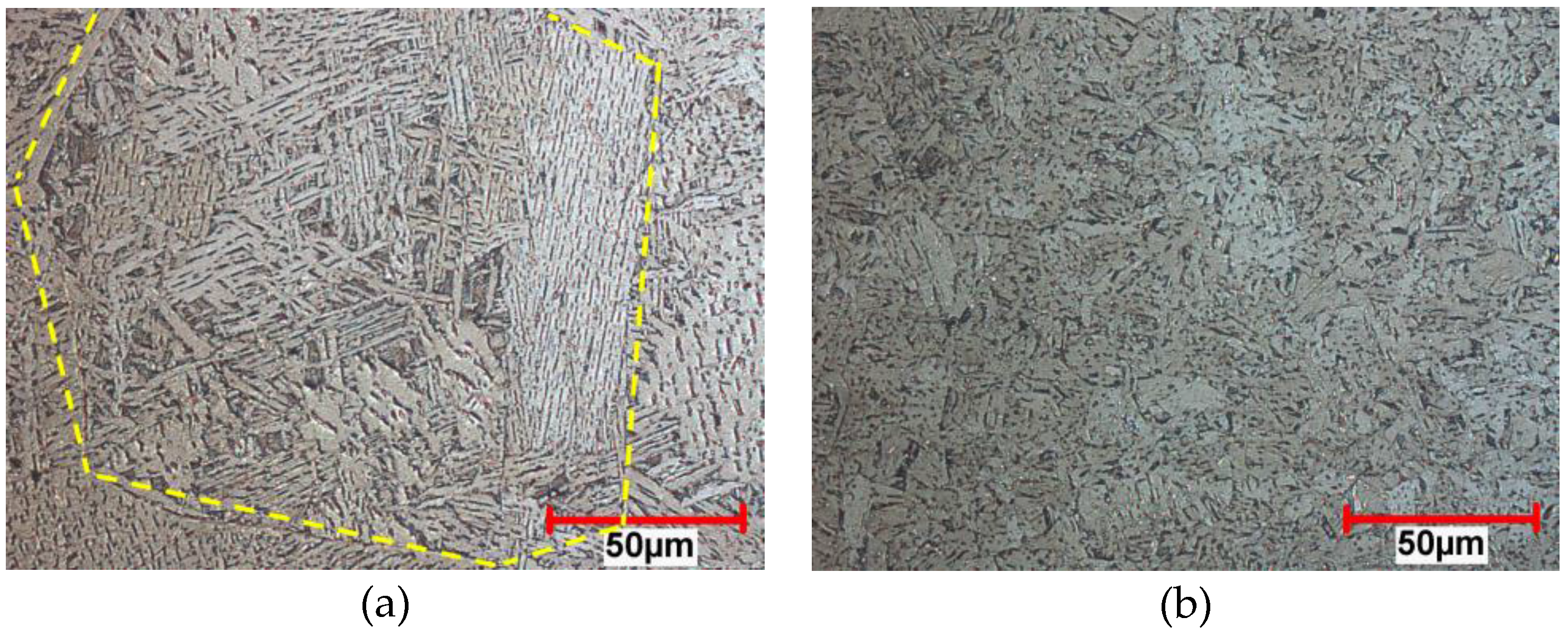
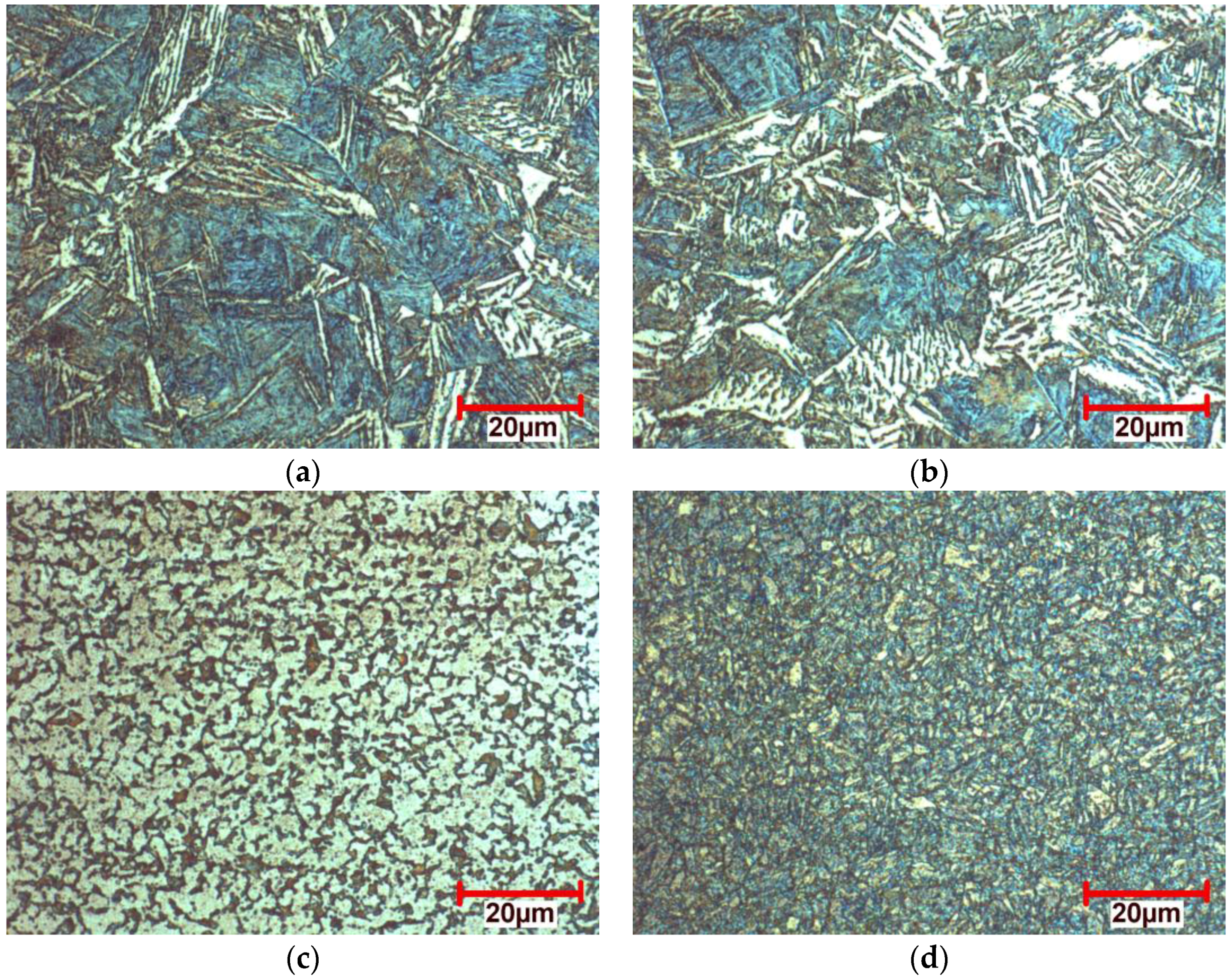
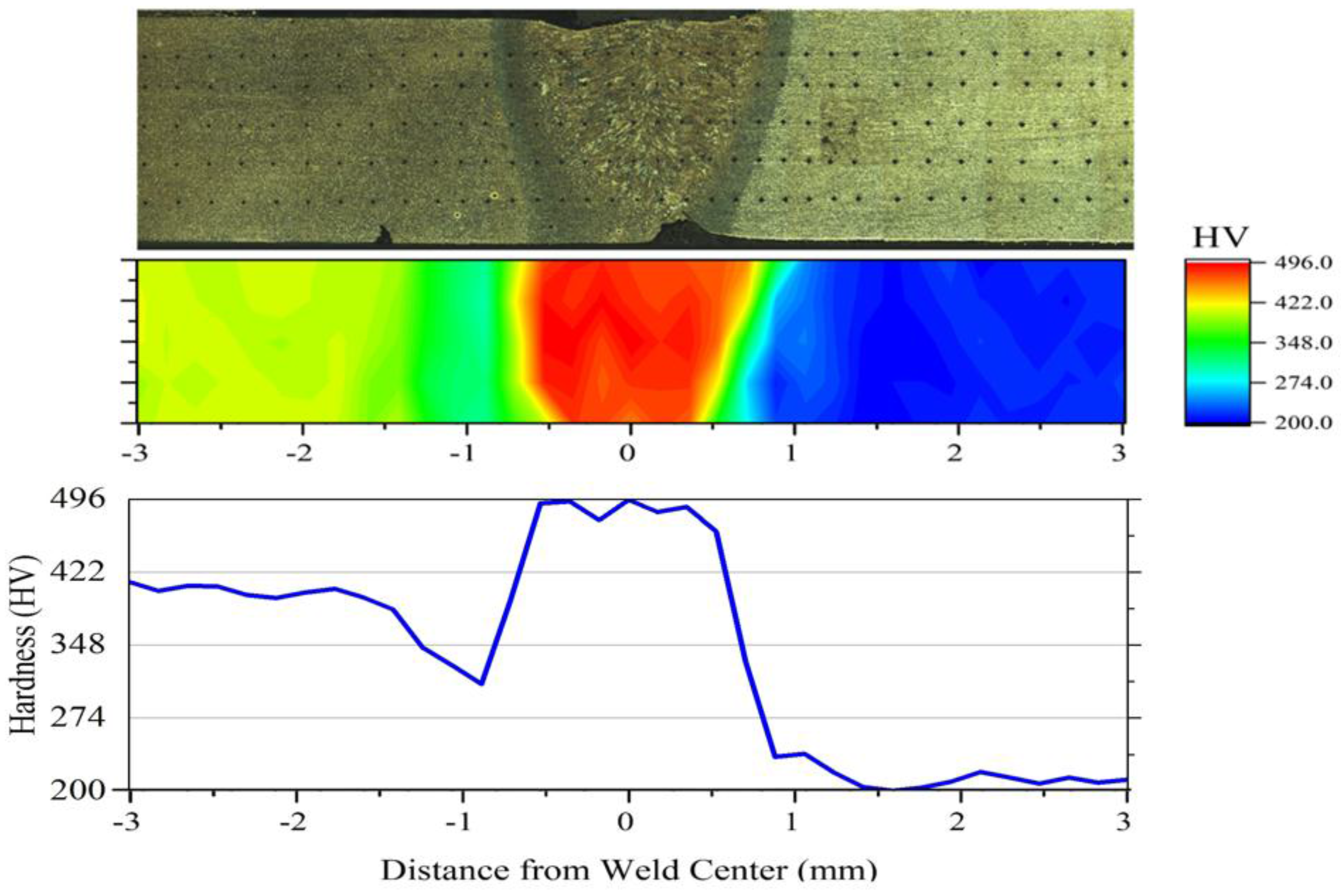
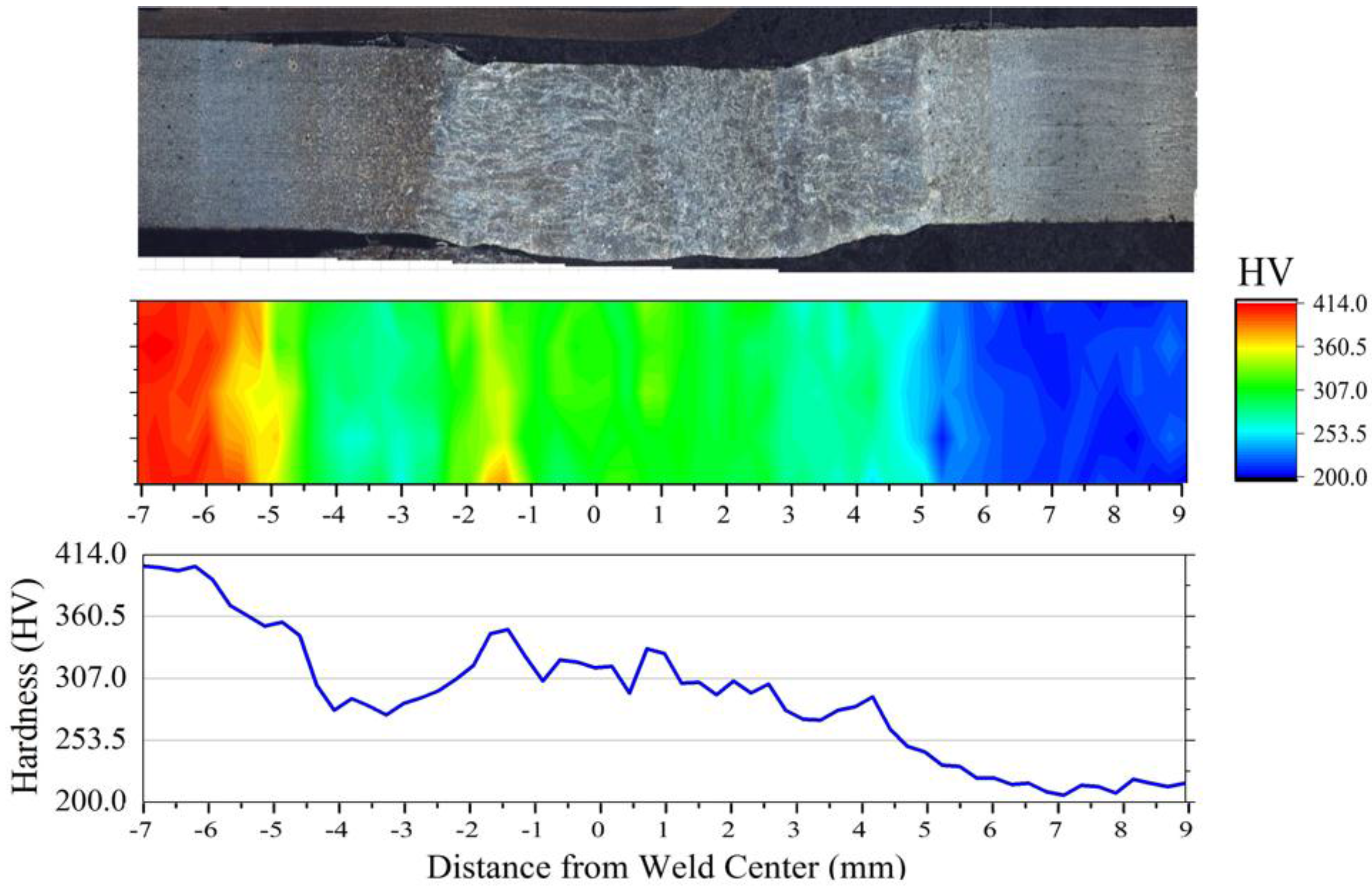
3.4. Microstructure and Microhardness Evolution
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Kuziak, R.; Kawalla, R.; Waengler, S. Advanced high strength steels for automotive industry. Arch. Civ. Mech. Eng. 2008, 8, 103–117. [Google Scholar] [CrossRef]
- Saha, D.C.; Westerbaan, D.; Nayak, S.S.; Biro, E.; Gerlich, A.P.; Zhou, Y. Microstructure-properties correlation in fiber laser welding of dual-phase and HSLA steels. Mater. Sci. Eng. A 2014, 607, 445–453. [Google Scholar] [CrossRef]
- Liu, Y.; Dong, D.; Wang, L.; Chu, X.; Wang, P.; Jin, M. Strain rate dependent deformation and failure behavior of laser welded DP780 steel joint under dynamic tensile loading. Mater. Sci. Eng. A 2015, 627, 296–305. [Google Scholar] [CrossRef]
- Benasciutti, D.; Lanzutti, A.; Rupil, G.; Haeberle, E.F. Microstructural and mechanical characterisation of laser-welded lap joints with linear and circular beads in thin low carbon steel sheets. Mater. Des. 2014, 62, 205–216. [Google Scholar] [CrossRef]
- Casalino, G.; Dal Maso, U.; Angelastro, A.; Campanelli, S.L. Hybrid laser welding: A review. DAAAM Int. Sci. Book 2010, 38, 413–430. [Google Scholar]
- Xu, W.; Westerbaan, D.; Nayak, S.S.; Chen, D.L.; Goodwin, F.; Zhou, Y. Tensile and fatigue properties of fiber laser welded high strength low alloy and DP980 dual-phase steel joints. Mater. Des. 2013, 43, 373–383. [Google Scholar] [CrossRef]
- Parkes, D.; Xu, W.; Westerbaan, D.; Nayak, S.S.; Zhou, Y.; Goodwin, F.; Bhole, S.; Chen, D.L. Microstructure and fatigue properties of fiber laser welded dissimilar joints between high strength low alloy and dual-phase steels. Mater. Des. 2013, 51, 665–675. [Google Scholar] [CrossRef]
- Parkes, D.; Westerbaan, D.; Nayak, S.S.; Zhou, Y.; Goodwin, F.; Bhole, S.; Chen, D.L. Tensile properties of fiber laser welded joints of high strength low alloy and dual-phase steels at warm and low temperatures. Mater. Des. 2014, 56, 193–199. [Google Scholar] [CrossRef]
- Wang, J.; Yang, L.; Sun, M.; Liu, T.; Li, H. Effect of energy input on the microstructure and properties of butt joints in DP1000 steel laser welding. Mater. Des. 2016, 90, 642–649. [Google Scholar] [CrossRef]
- Wang, J.; Yang, L.; Sun, M.; Liu, T.; Li, H. A study of the softening mechanisms of laser-welded DP1000 steel butt joints. Mater. Des. 2016, 97, 118–125. [Google Scholar] [CrossRef]
- Rossini, M.; Spena, P.R.; Cortese, L.; Matteis, P.; Firrao, D. Investigation on dissimilar laser welding of advanced high strength steel sheets for the automotive industry. Mater. Sci. Eng. A 2015, 628, 288–296. [Google Scholar] [CrossRef]
- Němeček, S.; Mužík, T.; Míšek, M. Differences between laser and arc welding of HSS steels. Phys. Proced. 2012, 39, 67–74. [Google Scholar] [CrossRef]
- Zhao, Y.Y.; Zhang, Y.S.; Hu, W. Effect of welding speed on microstructure, hardness and tensile properties in laser welding of advanced high strength steel. Sci. Technol. Weld. Join. 2013, 18, 581–590. [Google Scholar] [CrossRef]
- Arslanoglu, N.; Yigit, A. Experimental investigation of radiation effect on human thermal comfort by Taguchi method. Appl. Therm. Eng. 2016, 92, 18–23. [Google Scholar] [CrossRef]
- Tutar, M.; Aydin, H.; Yuce, C.; Yavuz, N.; Bayram, A. The optimisation of process parameters for friction stir spot-welded AA3003-H12 aluminium alloy using a Taguchi orthogonal array. Mater. Des. 2014, 63, 789–797. [Google Scholar] [CrossRef]
- Benyounis, K.Y.; Olabi, A.G. Optimization of different welding processes using statistical and numerical approaches—A reference guide. Adv. Eng. Softw. 2008, 39, 483–496. [Google Scholar] [CrossRef] [Green Version]
- Anawa, E.M.; Olabi, A.G. Optimization of tensile strength of ferritic/austenitic laser-welded components. Opt. Lasers Eng. 2008, 46, 571–577. [Google Scholar] [CrossRef] [Green Version]
- Anawa, E.M.; Olabi, A.G. Using Taguchi method to optimize welding pool of dissimilar laser-welded components. Opt. Laser Technol. 2008, 40, 379–388. [Google Scholar] [CrossRef] [Green Version]
- Sathiya, P.; Jaleel, M.Y.A.; Katherasan, D.; Shanmugarajan, B. Optimization of laser butt welding parameters with multiple performance characteristics. Opt. Laser Technol. 2011, 43, 660–673. [Google Scholar] [CrossRef]
- Casalino, G.; Campanelli, S.L.; Ludovico, A.D. Laser-arc hybrid welding of wrought to selective laser molten stainless steel. Int. J. Adv. Manuf. Technol. 2013, 68, 209–216. [Google Scholar] [CrossRef]
- Acherjee, B.; Kuar, A.S.; Mitra, S.; Misra, D. A sequentially integrated multi-criteria optimization approach applied to laser transmission weld quality enhancement—A case study. Int. J. Adv. Manuf. Technol. 2013, 65, 641–650. [Google Scholar] [CrossRef]
- Benyounis, K.Y.; Olabi, A.G.; Hashmi, M.S.J. Effect of laser welding parameters on the heat input and weld-bead profile. J. Mater. Process. Technol. 2005, 164, 978–985. [Google Scholar] [CrossRef] [Green Version]
- Ruggiero, A.; Tricarico, L.; Olabi, A.G.; Benyounis, K.Y. Weld-bead profile and costs optimisation of the CO2 dissimilar laser welding process of low carbon steel and austenitic steel AISI316. Opt. Laser Technol. 2011, 43, 82–90. [Google Scholar] [CrossRef]
- Olabi, A.G.; Alsinani, F.O.; Alabdulkarim, A.A.; Ruggiero, A.; Tricarico, L.; Benyounis, K.Y. Optimizing the CO2 laser welding process for dissimilar materials. Opt. Lasers Eng. 2013, 51, 832–839. [Google Scholar] [CrossRef]
- Reisgen, U.; Schleser, M.; Mokrov, O.; Ahmed, E. Optimization of laser welding of DP/TRIP steel sheets using statistical approach. Opt. Laser Technol. 2012, 44, 255–262. [Google Scholar] [CrossRef]
- Zhao, Y.; Zhang, Y.; Hu, W.; Lai, X. Optimization of laser welding thin-gage galvanized steel via response surface methodology. Opt. Lasers Eng. 2012, 50, 1267–1273. [Google Scholar] [CrossRef]
- Benyounis, K.Y.; Olabi, A.G.; Hashmi, M.S.J. Multi-response optimization of CO2 laser-welding process of austenitic stainless steel. Opt. Laser Technol. 2008, 40, 76–87. [Google Scholar] [CrossRef] [Green Version]
- SSAB Products. Available online: http://www.ssab.com/products/brands/docol (accessed on 22 August 2016).
- Guo, W.; Crowther, D.; Francis, J.A.; Thompson, A.; Liu, Z.; Li, L. Microstructure and mechanical properties of laser welded S960 high strength steel. Mater. Des. 2015, 85, 534–548. [Google Scholar] [CrossRef]
- Khan, M.I.; Kuntz, M.L.; Biro, E.; Zhou, Y. Microstructure and mechanical properties of resistance spot welded advanced high strength steels. Mater. Trans. 2008, 49, 1629–1637. [Google Scholar] [CrossRef]
- Oyyaravelu, R.; Kuppan, P.; Arivazhagan, N. Metallurgical and Mechanical properties of Laser welded High Strength Low Alloy Steel. J. Adv. Res. 2016, 7, 463–472. [Google Scholar] [CrossRef] [PubMed]
- Coelho, R.S.; Corpas, M.; Moreto, J.A.; Jahn, A.; Standfuß, J.; Kaysser-Pyzalla, A.; Pinto, H. Induction-assisted laser beam welding of a thermomechanically rolled HSLA S500MC steel: A microstructure and residual stress assessment. Mater. Sci. Eng. A 2013, 578, 125–133. [Google Scholar] [CrossRef]
- Talaş, Ş. The assessment of carbon equivalent formulas in predicting the properties of steel weld metals. Mater. Des. 2010, 31, 2649–2653. [Google Scholar] [CrossRef]
- Yurioka, N. Carbon Equivalents for Hardenability and Cold Cracking Susceptibility of Steels. In Proceedings of the Select Conference on Hardenability of Steels, Derby, UK, 17 May 1990.
- Santillan Esquivel, A.; Nayak, S.S.; Xia, M.S.; Zhou, Y. Microstructure, hardness and tensile properties of fusion zone in laser welding of advanced high strength steels. Can. Metall. Q. 2012, 51, 328–335. [Google Scholar] [CrossRef]
- Midawi, A.R.H.; Santos, E.B.F.; Huda, N.; Sinha, A.K.; Lazor, R.; Gerlich, A.P. Microstructures and mechanical properties in two X80 weld metals produced using similar heat input. J. Mater. Process. Technol. 2015, 226, 272–279. [Google Scholar] [CrossRef]
- Beidokhti, B.; Kokabi, A.H.; Dolati, A. A comprehensive study on the microstructure of high strength low alloy pipeline welds. J. Alloys Compd. 2014, 597, 142–147. [Google Scholar] [CrossRef]
- Beidokhti, B.; Dolati, A.; Koukabi, A.H. Effects of alloying elements and microstructure on the susceptibility of the welded HSLA steel to hydrogen-induced cracking and sulfide stress cracking. Mater. Sci. Eng. A 2009, 507, 167–173. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Si | Mn | P | S | Al | Nb + Ti | Yield Strength (MPa) | Ultimate Strength (MPa) | Elongation (min %) |
|---|---|---|---|---|---|---|---|---|---|---|
| Docol 1200M | 0.14 | 0.4 | 2.0 | 0.02 | 0.01 | 0.015 | 0.1 | 950 | 1200–1400 | 3 |
| HSLA * | 0.1 | 0.5 | 1.8 | 0.025 | 0.025 | 0.015 | 0.15 | 500 | 570–710 | 14 |
| Variables | Unit | Symbol | Level 1 | Level 2 | Level 3 | Level 4 | Level 5 |
|---|---|---|---|---|---|---|---|
| Laser Power | W | P | 1000 | 1250 | 1500 | 1750 | 2000 |
| Welding Speed | mm/s | S | 5 | 15 | 25 | 35 | 45 |
| Focal Position | mm | F | 0 | −0.2 | −0.4 | −0.6 | −0.8 |
| Exp. No. | Parameters | Outputs and Calculations | Response | S/N Ratio | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Power (W) | Speed (mm/s) | Focal (mm) | TL (kN) | SD | Normalized TL | HI (J/mm) | Normalized HI | |||
| 1 | 1000 | 5 | 0 | 5.92 | 0.04 | 0.995 | 200.000 | 0.111 | 0.642 | −3.849 |
| 2 | 1000 | 15 | −0.2 | 5.49 | 0.05 | 0.923 | 66.667 | 0.333 | 0.687 | −3.260 |
| 3 | 1000 | 25 | −0.4 | 4.61 | 0.22 | 0.775 | 40.000 | 0.556 | 0.687 | −3.260 |
| 4 | 1000 | 35 | −0.6 | 3.43 | 0.11 | 0.578 | 28.571 | 0.778 | 0.658 | −3.635 |
| 5 | 1000 | 45 | −0.8 | 3.18 | 0.20 | 0.534 | 22.222 | 1.000 | 0.720 | −2.853 |
| 6 | 1250 | 5 | −0.2 | 5.88 | 0.02 | 0.990 | 250.000 | 0.089 | 0.629 | −4.026 |
| 7 | 1250 | 15 | −0.4 | 5.82 | 0.06 | 0.978 | 83.333 | 0.267 | 0.694 | −3.172 |
| 8 | 1250 | 25 | −0.6 | 5.32 | 0.08 | 0.894 | 50.000 | 0.444 | 0.714 | −2.926 |
| 9 | 1250 | 35 | −0.8 | 4.44 | 0.08 | 0.746 | 35.714 | 0.622 | 0.697 | −3.135 |
| 10 | 1250 | 45 | 0 | 3.71 | 0.14 | 0.625 | 27.778 | 0.800 | 0.695 | −3.160 |
| 11 | 1500 | 5 | −0.4 | 5.73 | 0.04 | 0.964 | 300.000 | 0.074 | 0.608 | −4.321 |
| 12 | 1500 | 15 | −0.6 | 5.93 | 0.05 | 0.997 | 100.000 | 0.222 | 0.687 | −3.260 |
| 13 | 1500 | 25 | −0.8 | 5.93 | 0.06 | 0.997 | 60.000 | 0.370 | 0.746 | −2.545 |
| 14 | 1500 | 35 | 0 | 5.82 | 0.00 | 0.979 | 42.857 | 0.519 | 0.795 | −1.992 |
| 15 | 1500 | 45 | −0.2 | 4.30 | 0.10 | 0.723 | 33.333 | 0.667 | 0.701 | −3.085 |
| 16 | 1750 | 5 | −0.6 | 5.52 | 0.06 | 0.929 | 350.000 | 0.063 | 0.583 | −4.686 |
| 17 | 1750 | 15 | −0.8 | 5.90 | 0.02 | 0.992 | 116.667 | 0.190 | 0.671 | −3.465 |
| 18 | 1750 | 25 | 0 | 5.79 | 0.10 | 0.974 | 70.000 | 0.317 | 0.712 | −2.950 |
| 19 | 1750 | 35 | −0.2 | 5.87 | 0.02 | 0.987 | 50.000 | 0.444 | 0.770 | −2.270 |
| 20 | 1750 | 45 | −0.4 | 5.95 | 0.01 | 1.000 | 38.889 | 0.571 | 0.829 | −1.628 |
| 21 | 2000 | 5 | −0.8 | 5.52 | 0.07 | 0.929 | 400.000 | 0.056 | 0.579 | −4.746 |
| 22 | 2000 | 15 | 0 | 5.87 | 0.10 | 0.987 | 133.333 | 0.167 | 0.659 | −3.622 |
| 23 | 2000 | 25 | −0.2 | 5.58 | 0.08 | 0.938 | 80.000 | 0.278 | 0.674 | −3.426 |
| 24 | 2000 | 35 | −0.4 | 5.62 | 0.04 | 0.946 | 57.143 | 0.389 | 0.723 | −2.817 |
| 25 | 2000 | 45 | −0.6 | 5.67 | 0.05 | 0.953 | 44.444 | 0.500 | 0.772 | −2.247 |
| Level | Laser Power | Welding Speed | Focal Position |
|---|---|---|---|
| 1 | −3.372 | −4.326 | −3.349 |
| 2 | −3.284 | −3.356 | −3.351 |
| 3 | −3.041 | −3.022 | −3.040 |
| 4 | −3.000 | −2.770 | −3.214 |
| 5 | −3.372 | −2.595 | −3.115 |
| Delta | 0.372 | 1.731 | 0.311 |
| Rank | 2 | 1 | 3 |
| Source | Degrees of Freedom (DF) | Sum of Squares (Seq SS) | Adjusted Mean Squares (Adj MS) | F | p | Contribution (%) |
|---|---|---|---|---|---|---|
| Laser Power | 4 | 0.004975 | 0.001244 | 0.61 | 0.663 | 5.60 |
| Welding Speed | 4 | 0.056813 | 0.014203 | 6.97 | 0.004 | 64.01 |
| Focal Position | 4 | 0.002506 | 0.000627 | 0.31 | 0.867 | 2.82 |
| Residual Error | 12 | 0.024450 | 0.002038 | 27.55 | ||
| Total | 24 | 0.088745 |
| Calculated Zone | HSLA | MART | FZ |
|---|---|---|---|
| CE | 0.330 | 0.453 | 0.391 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yuce, C.; Tutar, M.; Karpat, F.; Yavuz, N. The Optimization of Process Parameters and Microstructural Characterization of Fiber Laser Welded Dissimilar HSLA and MART Steel Joints. Metals 2016, 6, 245. https://doi.org/10.3390/met6100245
Yuce C, Tutar M, Karpat F, Yavuz N. The Optimization of Process Parameters and Microstructural Characterization of Fiber Laser Welded Dissimilar HSLA and MART Steel Joints. Metals. 2016; 6(10):245. https://doi.org/10.3390/met6100245
Chicago/Turabian StyleYuce, Celalettin, Mumin Tutar, Fatih Karpat, and Nurettin Yavuz. 2016. "The Optimization of Process Parameters and Microstructural Characterization of Fiber Laser Welded Dissimilar HSLA and MART Steel Joints" Metals 6, no. 10: 245. https://doi.org/10.3390/met6100245
APA StyleYuce, C., Tutar, M., Karpat, F., & Yavuz, N. (2016). The Optimization of Process Parameters and Microstructural Characterization of Fiber Laser Welded Dissimilar HSLA and MART Steel Joints. Metals, 6(10), 245. https://doi.org/10.3390/met6100245