
High Cycle Fatigue Property of Carburized 20Cr Gear Steel under Axial Loading


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
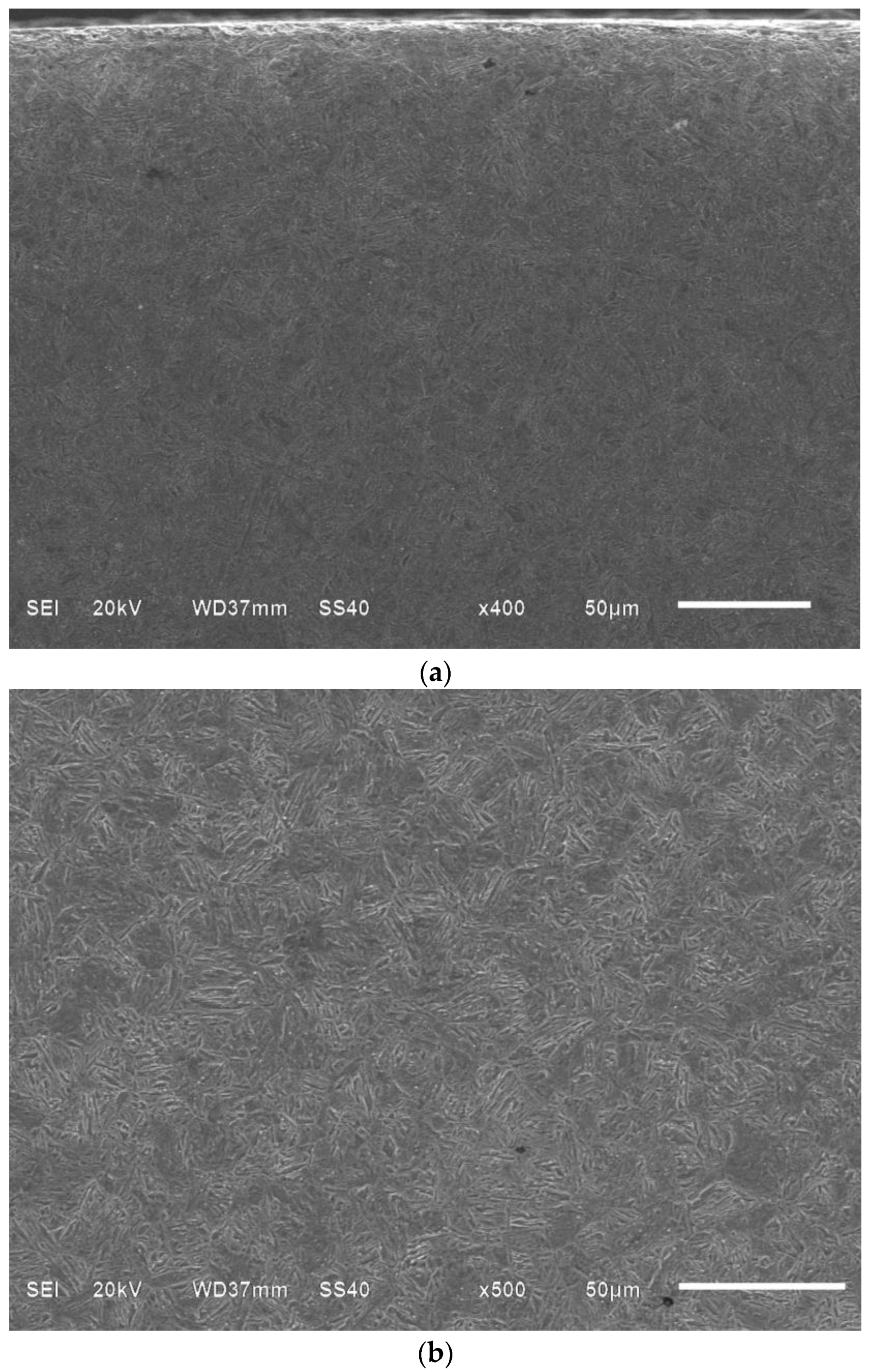
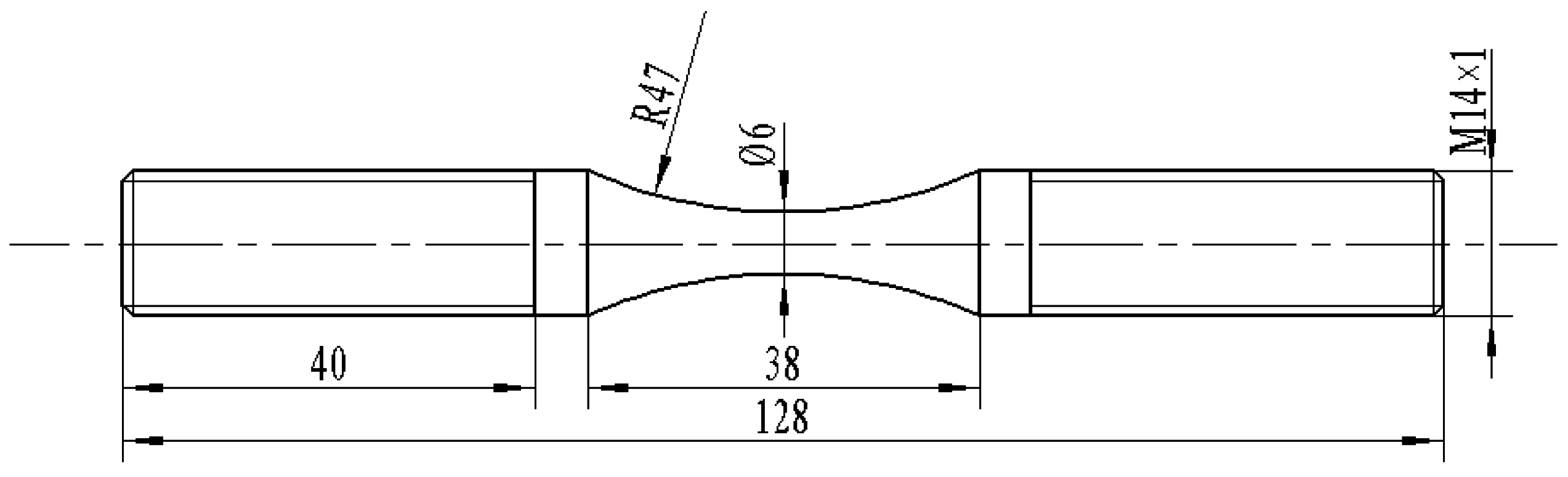
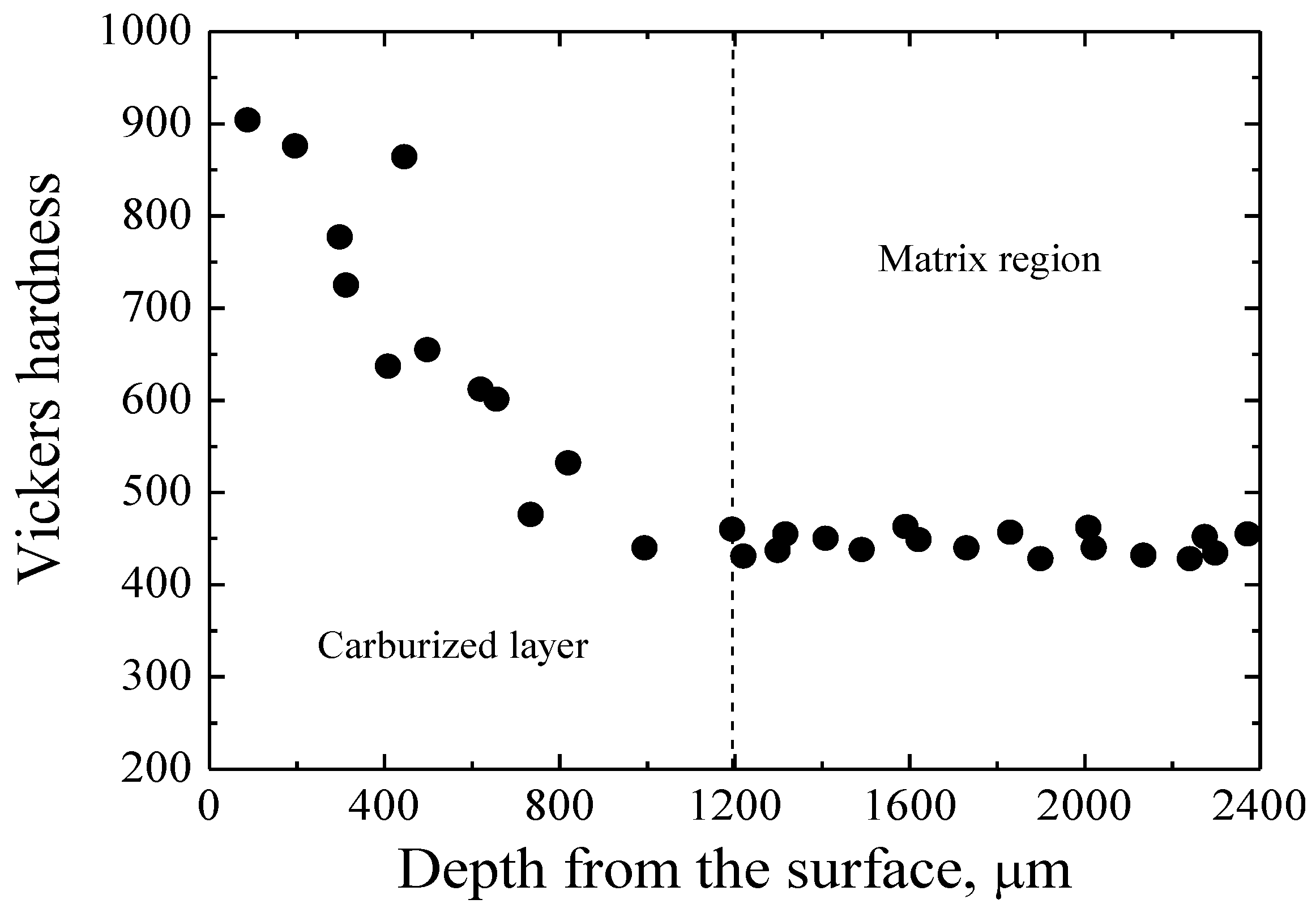
2.1. Material and Specimen
2.2. Testing Method
3. Results
3.1. S-N and P-S-N Characteristics
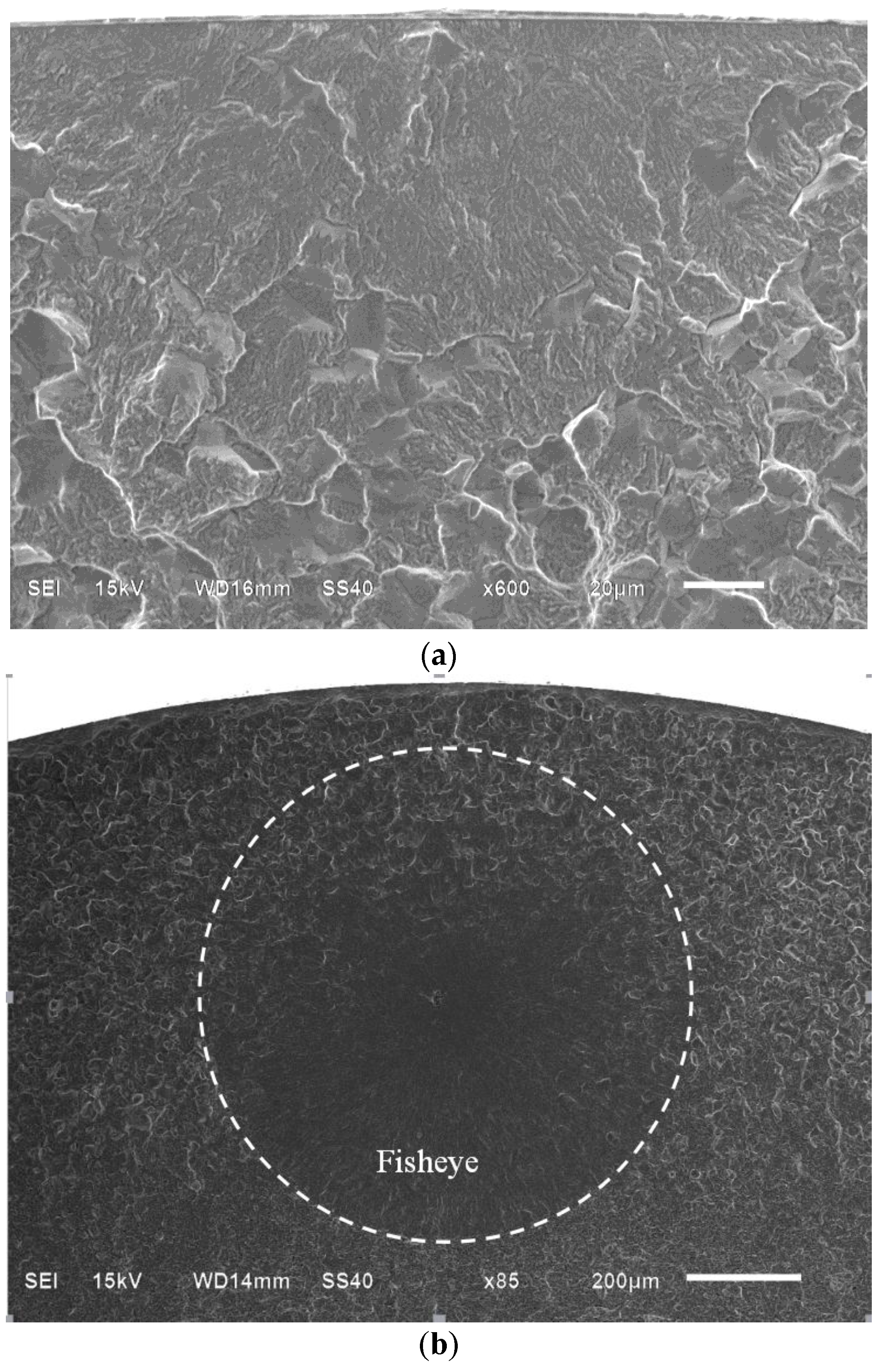
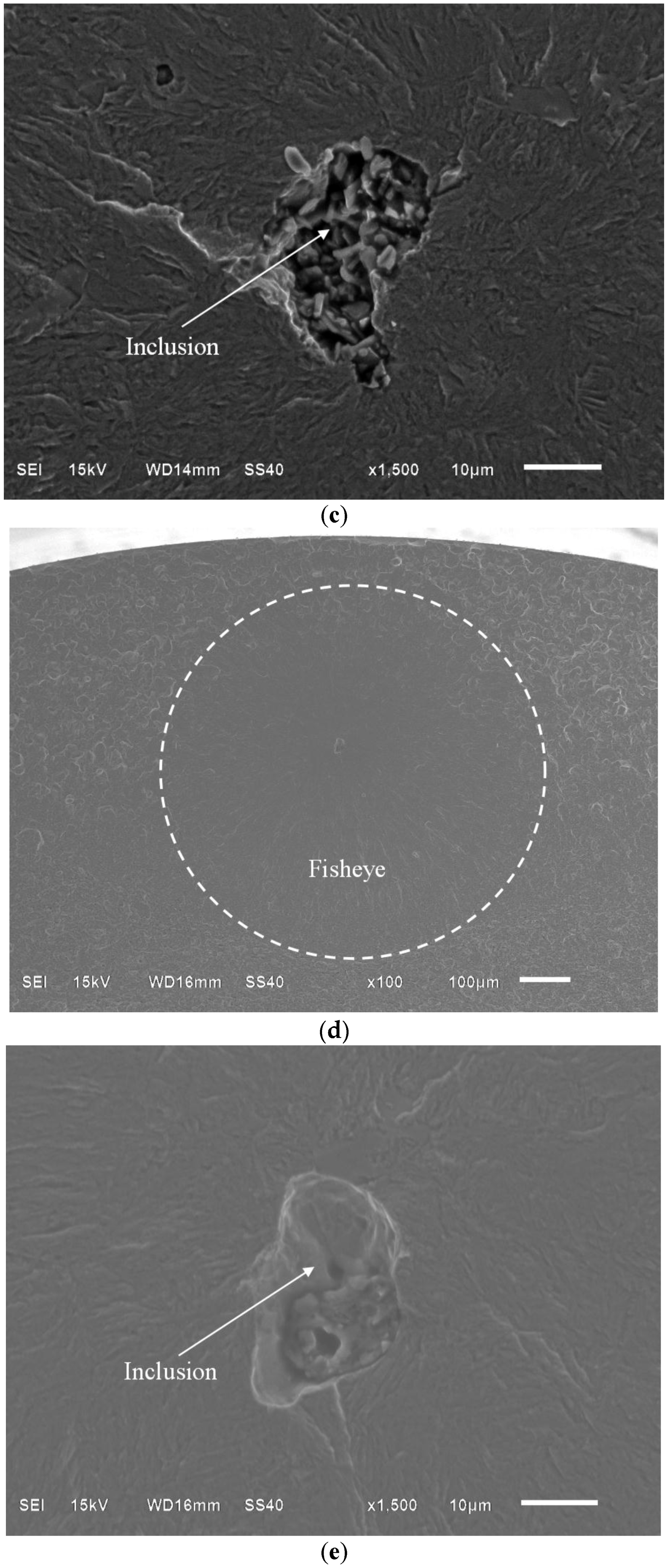
3.2. Crack Initiation Mode
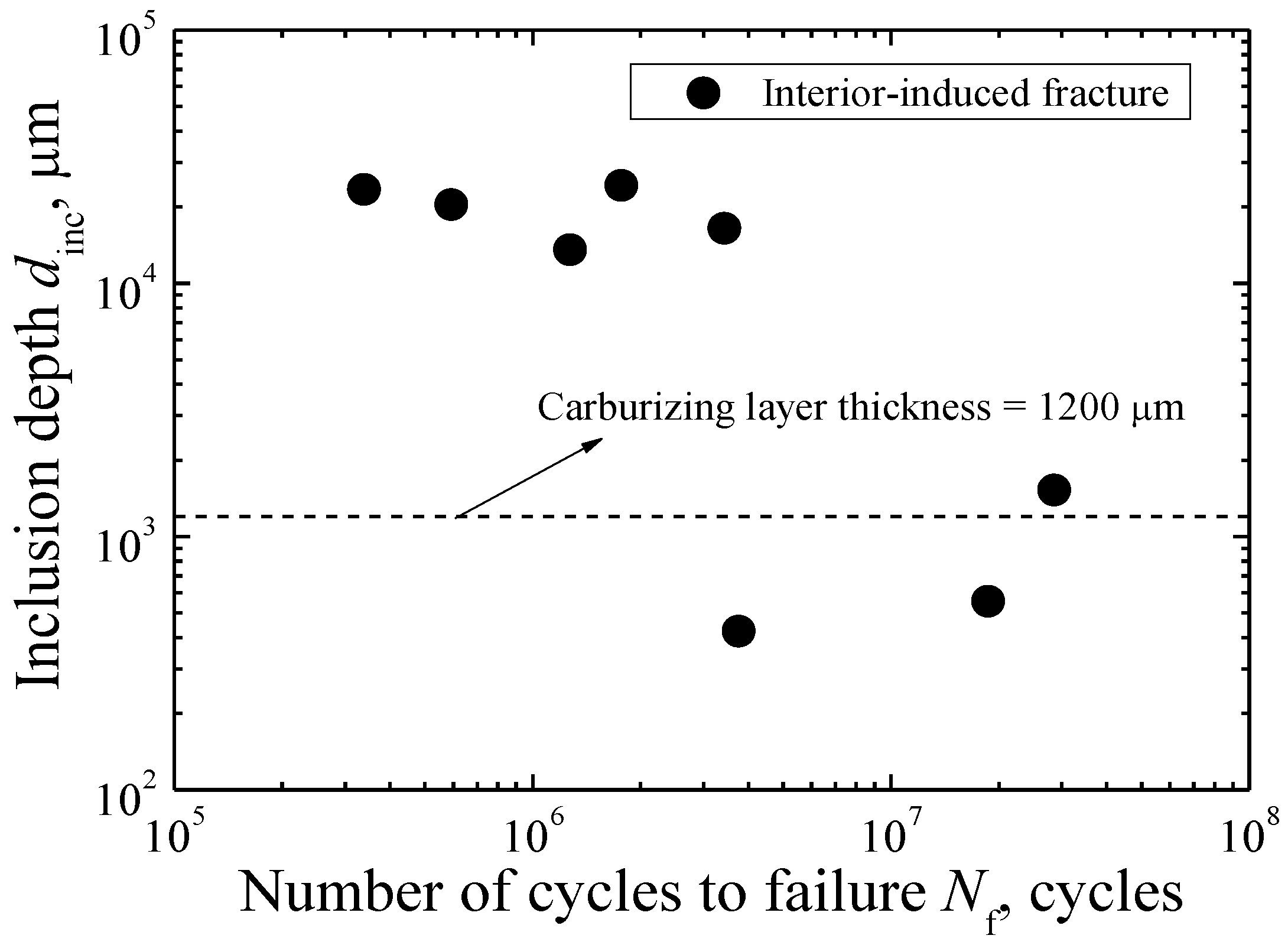
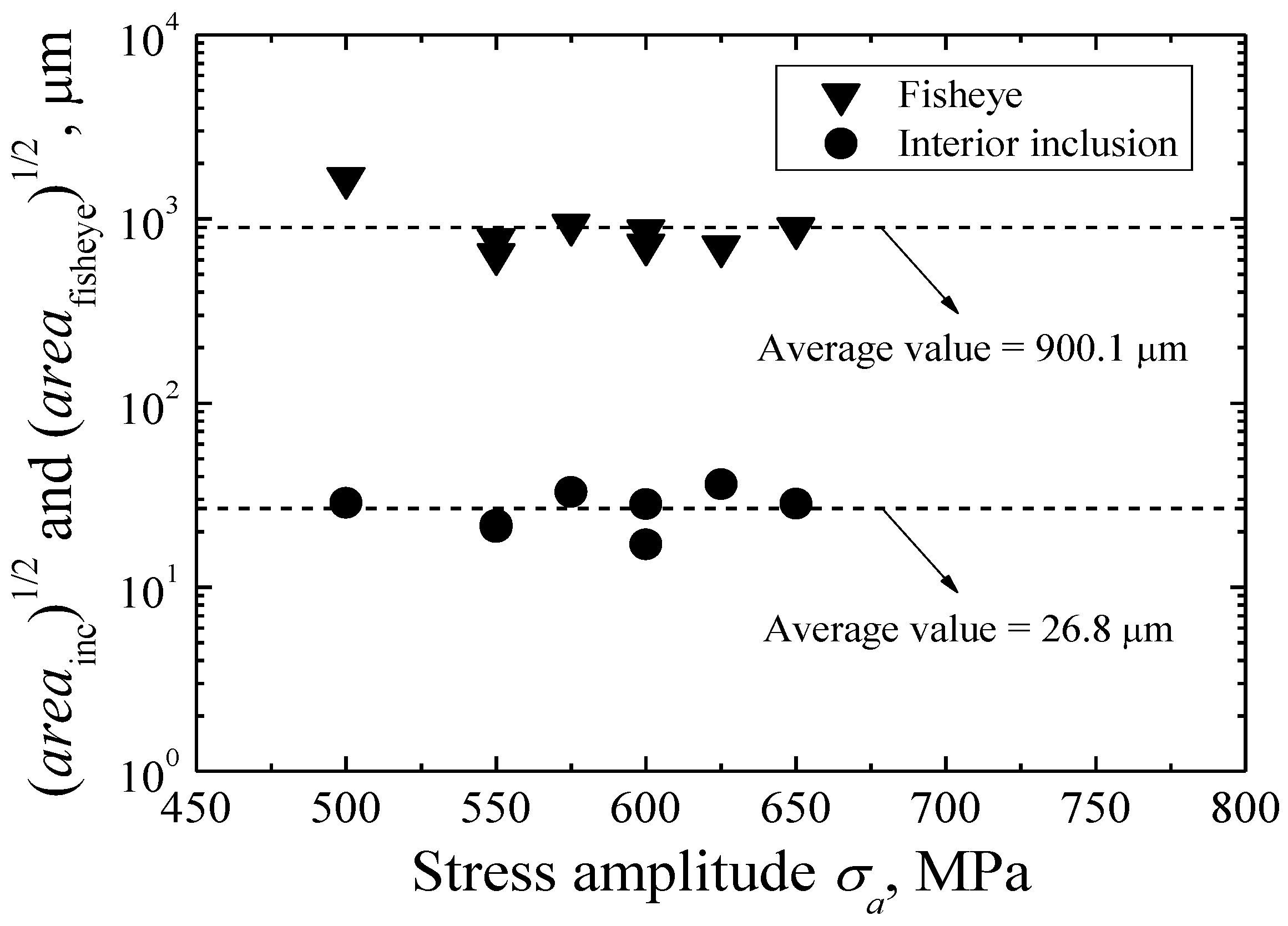
3.3. Characteristic Crack Size
4. Discussion
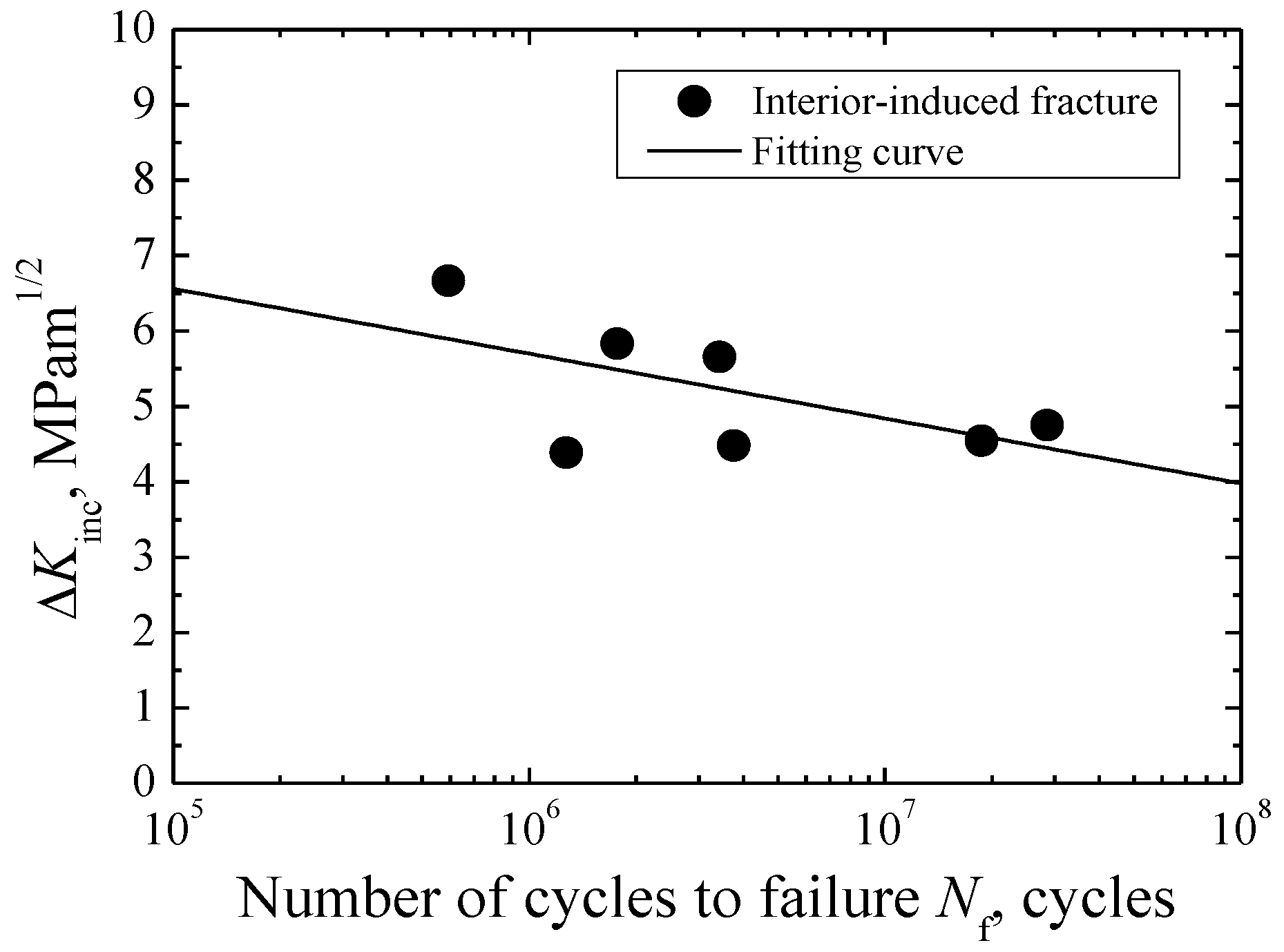
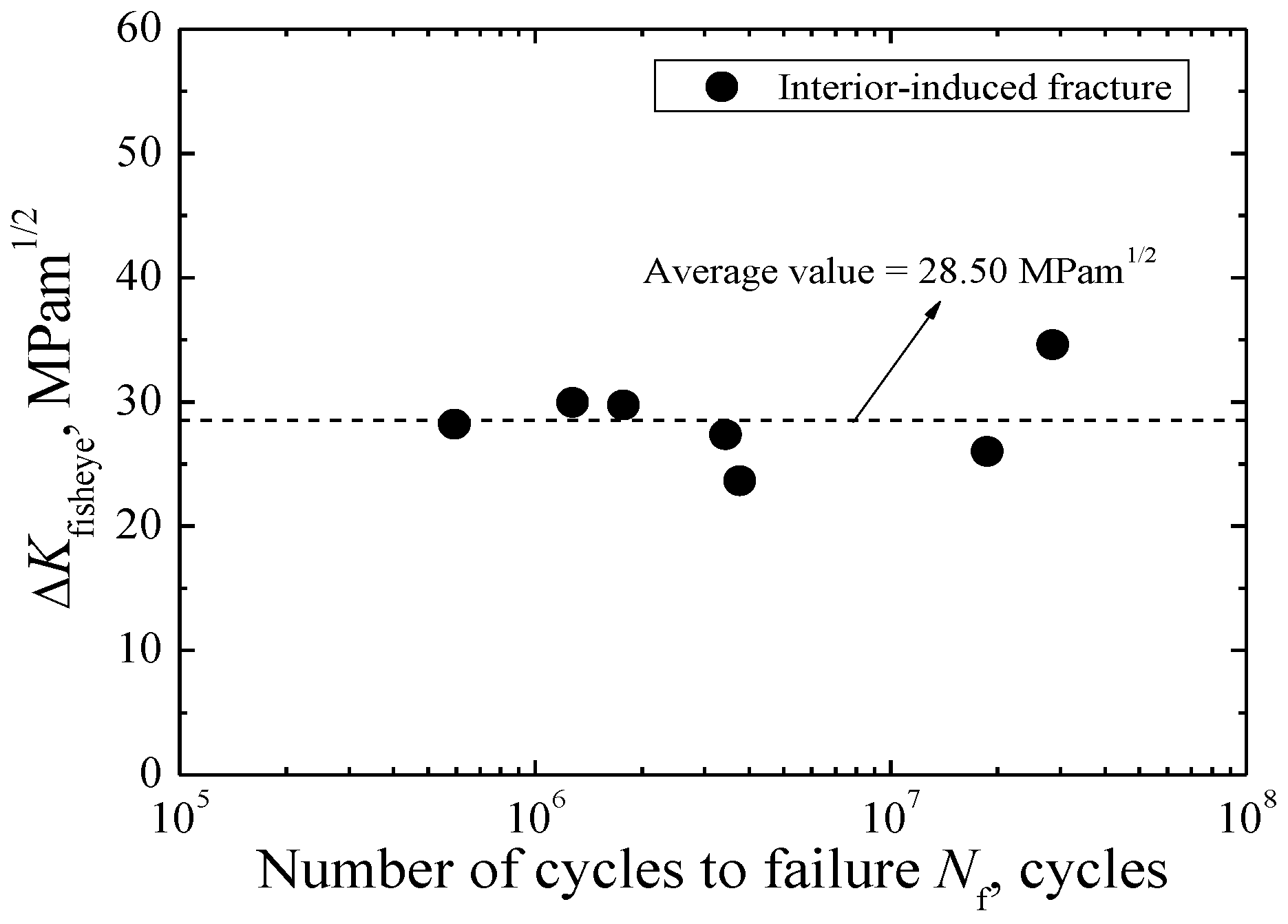
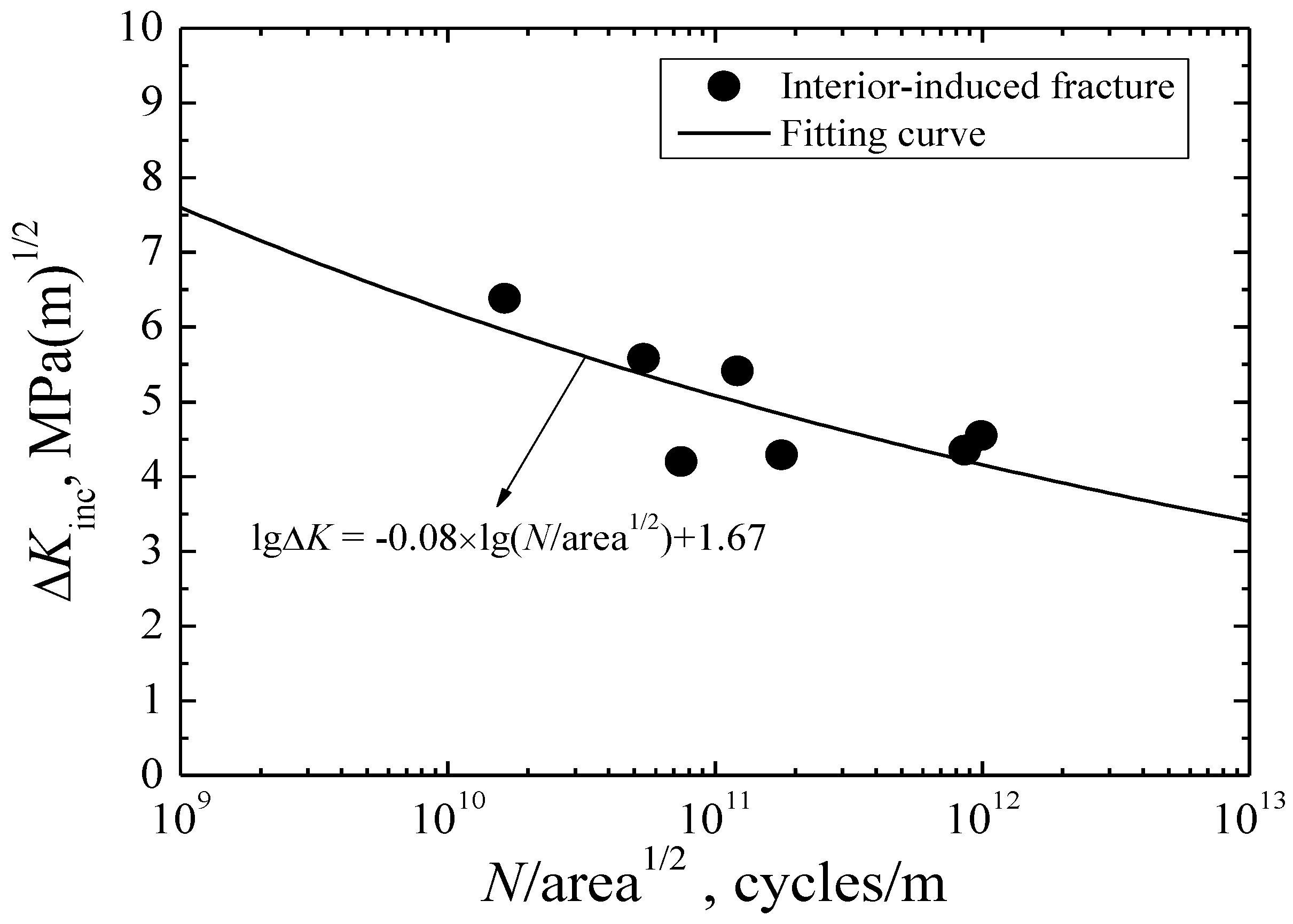
4.1. Evaluation of Interior Crack Growth Rate
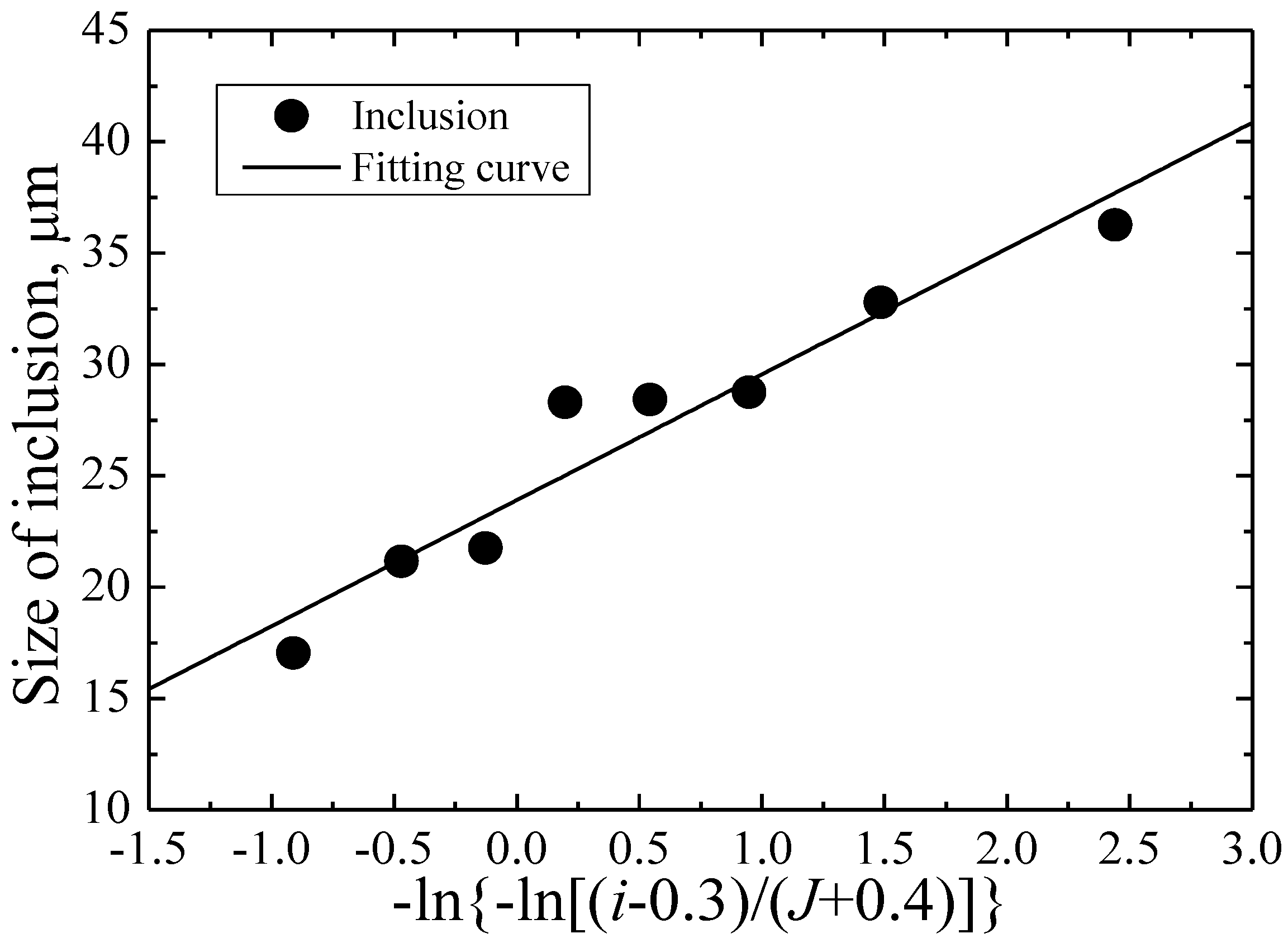
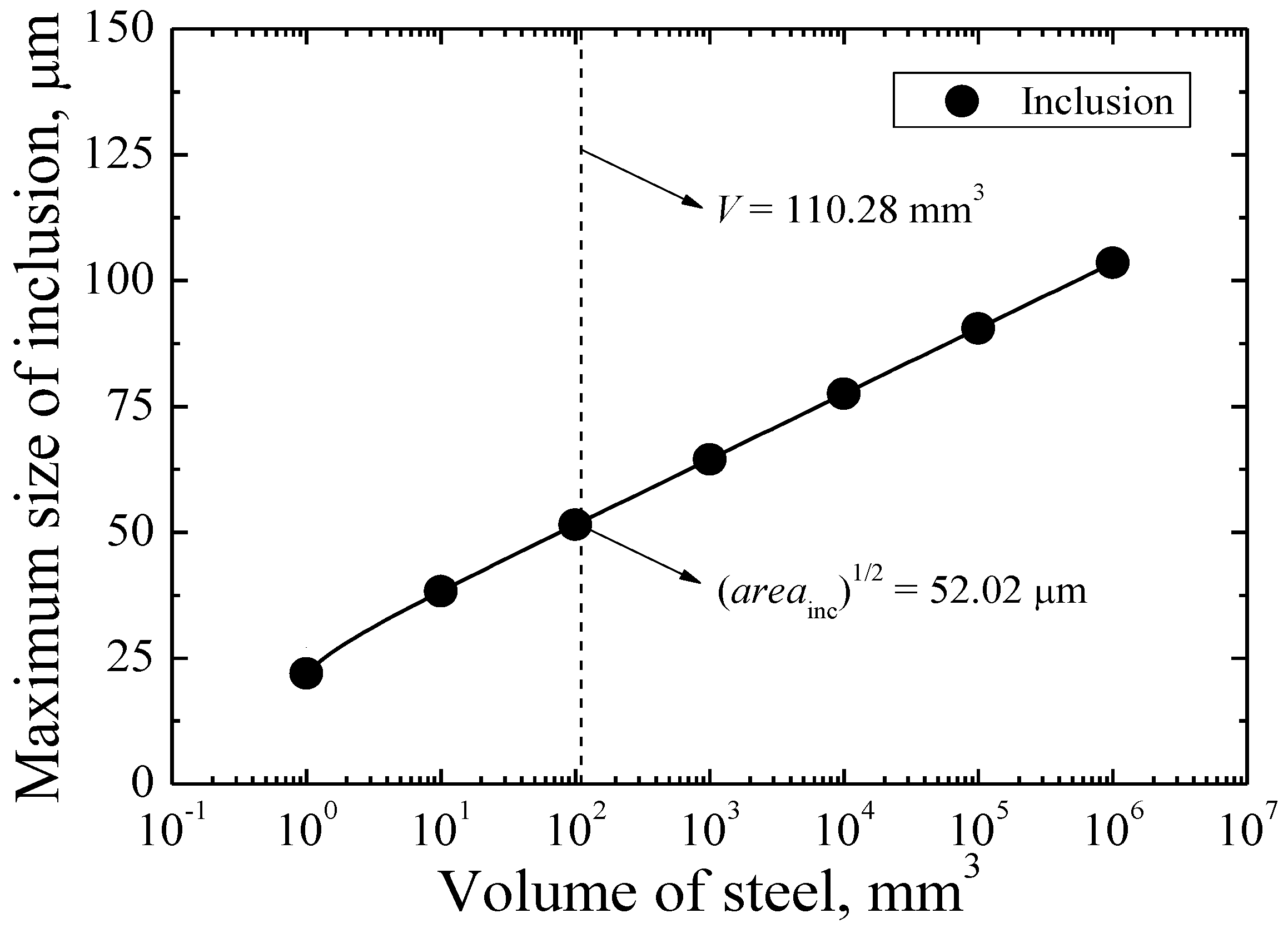
4.2. Prediction of Maximum Inclusion Size
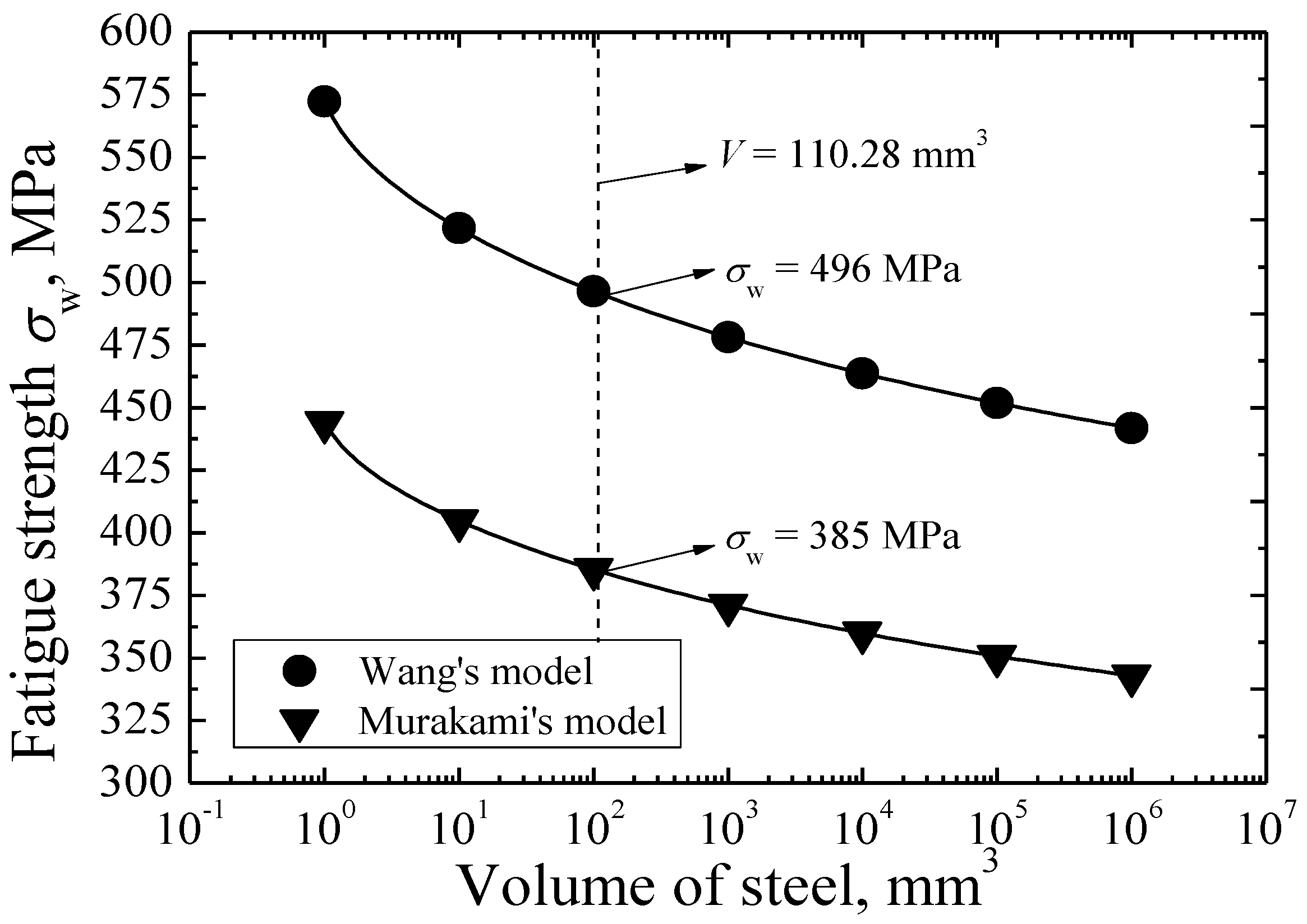
4.3. Prediction of the Fatigue Strength at 109 Cycles
5. Conclusions
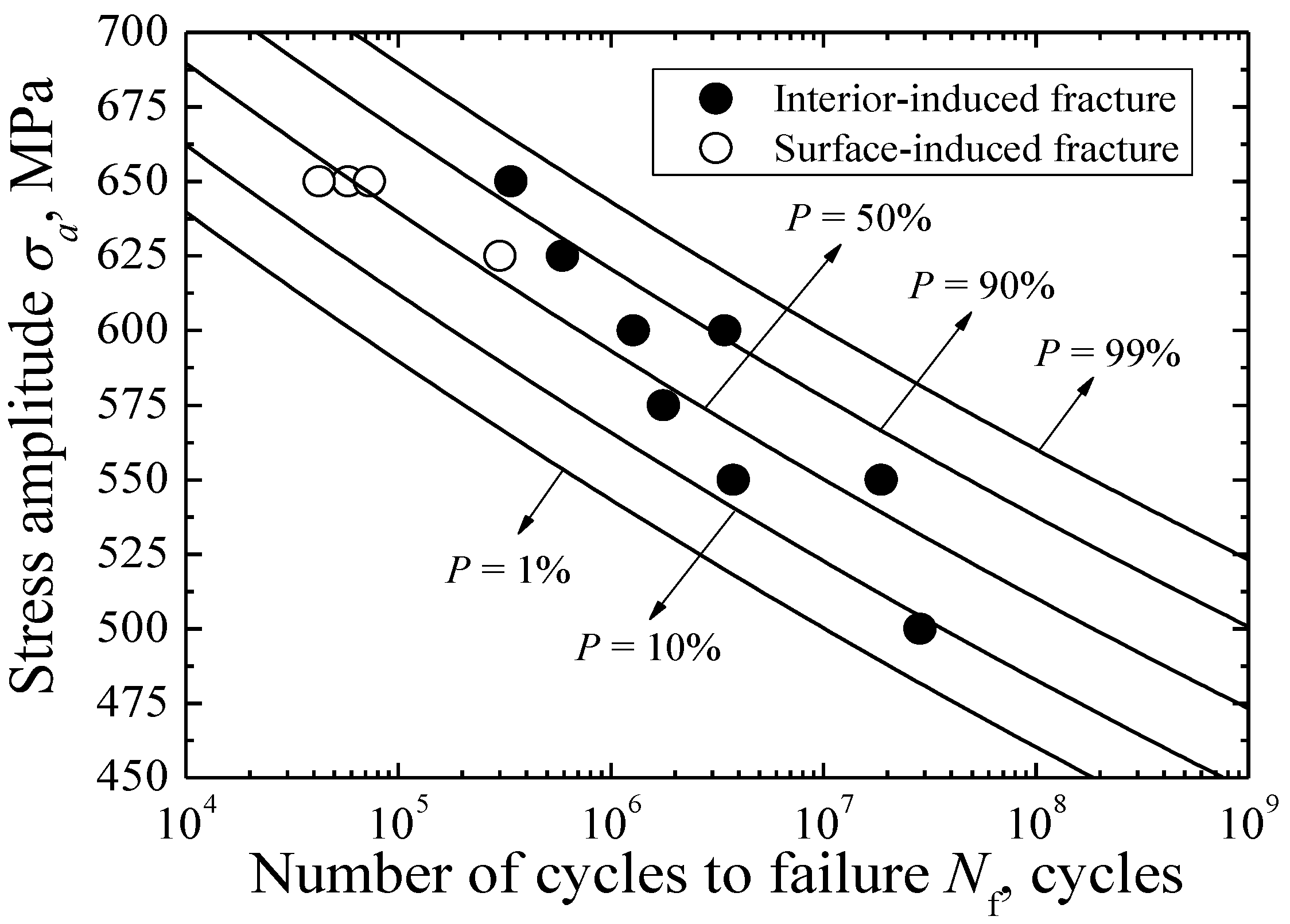
- The carburized 20Cr gear steel shows continuously decreasing S-N characteristics without a traditional fatigue limit, and the fatigue strength corresponding to 109 cycles is about 455 MPa.
- The interior inclusion-fisheye-induced fracture is main fracture mode in the HCF regime, but the FGA cannot be found in the vicinity of the inclusion.
- Based on the evaluation of stress intensity factor ranges at the front of inclusion and fisheye, the interior crack growth rate equation from the inclusion to fisheye can be established; i.e., da/dN = 2.39 × 10−21(ΔK)12.32.
- Based on the SEV method, the predicted maximum inclusion size is about 52.02 μm and is larger than the observed inclusion size.
- The predicted fatigue strength corresponding to 109 cycles by using Wang’s model is slightly higher than the experimental result, but that by using Murakami’s model is relatively conservative.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Bathias, C. There is no infinite fatigue life in metallic materials. Fatigue Fract. Eng. Mater. Struct. 1999, 22, 559–565. [Google Scholar] [CrossRef]
- Bandara, C.S.; Siriwardane, S.C.; Dissanayake, U.I.; Dissanayake, R. Fatigue failure predictions for steels in the very high cycle region—A review and recommendations. Eng. Fail. Anal. 2014, 45, 421–435. [Google Scholar] [CrossRef]
- Li, W.; Sakai, T.; Li, Q.; Lu, L.T.; Wang, P. Reliability evaluation on very high cycle fatigue property of GCr15 bearing steel. Int. J. Fatigue 2010, 32, 1096–1107. [Google Scholar] [CrossRef]
- Deng, H.L.; Li, W.; Sakai, T.; Sun, Z.D. Very high cycle fatigue failure analysis and life prediction of Cr-Ni-W gear steel based on crack initiation and growth behaviors. Materials 2015, 8, 8338–8354. [Google Scholar] [CrossRef]
- Wang, Q.Y.; Berard, J.Y.; Dubarre, A.; Baudry, G.; Rathery, S.; Bathias, C. Gigacycle fatigue of ferrous alloys. Fatigue Fract. Eng. Mater. Struct. 1999, 22, 667–672. [Google Scholar] [CrossRef]
- Sohar, C.R.; Betzwar-Kotas, A.; Gierl, C.; Weiss, B.; Danninger, H. Gigacycle fatigue behavior of a high chromium alloyed cold work tool steel. Int. J. Fatigue 2008, 30, 1137–1149. [Google Scholar] [CrossRef]
- Li, W.; Sakai, T.; Li, Q.; Lu, L.T.; Wang, P. Effect of loading type on fatigue properties of high strength bearing steel in very high cycle regime. Mater. Sci. Eng. A 2011, 528, 5044–5052. [Google Scholar] [CrossRef]
- Li, W.; Sun, Z.D.; Zhang, Z.Y.; Deng, H.D.; Sakai, T. Influence of case-carburizing and micro-defect on competing failure behaviors of Ni-Cr-W steel under gigacycle fatigue. Int. J. Fatigue 2015, 72, 66–74. [Google Scholar] [CrossRef]
- Yu, Y.; Gu, J.L.; Xua, L.; Shou, F.L.; Bai, B.Z.; Liu, Y.B. Very high cycle fatigue behaviors of Mn-Si-Cr series bainite/martensite dual phase steels. Mater. Des. 2010, 31, 3067–3072. [Google Scholar] [CrossRef]
- Yu, Y.; Gu, J.L.; Bai, B.Z.; Liu, Y.B.; Li, S.X. Very high cycle fatigue mechanism of carbide-free bainite/martensite steel micro-alloyed with Nb. Mater. Sci. Eng. 2009, 527, 212–217. [Google Scholar] [CrossRef]
- Sakai, T.; Takeda, M.; Shiozawa, K.; Ochi, Y.; Nakajima, M.; Nakamura, T. Experimental reconfirmation of characteristic S-N property for high carbon chromium bearing steel in wide life region in rotating bending. J. Soc. Mater. Sci. Jpn. 2000, 49, 779–785. [Google Scholar] [CrossRef]
- Lai, J.; Lund, T.; Ryden, K.; Gabelli, A.; Strandell, I. The fatigue limit of bearing steels—Part 1: A pragmatic approach to predict very high cycle fatigue strength. Int. J. Fatigue 2012, 37, 155–168. [Google Scholar] [CrossRef]
- Murakami, Y.; Nomoto, T.; Ueda, T.; Ohtori, M. Analysis of the mechanism of superlong fatigue failure by optical microscope and SEM/AFM observations. J. Soc. Mater. Sci. Jpn. 1999, 48, 1112–1117. [Google Scholar] [CrossRef]
- Yang, Z.G.; Zhang, J.M.; Li, S.X.; Li, G.Y.; Wang, Q.Y.; Hui, W.J. On the critical inclusion size of high strength steels under ultra-high cycle fatigue. Mater. Sci. Eng. A 2006, 427, 167–174. [Google Scholar] [CrossRef]
- Zhang, J.M.; Zhang, J.F.; Yang, Z.G.; Li, G.Y.; Yao, G.; Li, S.X.; Hui, W.J.; Weng, Y.Q. Estimation of maximum inclusion size and fatigue strength in high-strength ADF1 steel. Mater. Sci. Eng. A 2005, 394, 126–131. [Google Scholar] [CrossRef]
- Mayer, H.; Papakyriacou, M.; Zettl, B.; Vacic, S. Endurance limit and threshold stress intensity of die cast magnesium and aluminium alloys at elevated temperature. Int. J. Fatigue 2005, 27, 1076–1088. [Google Scholar] [CrossRef]
- JSMS-SD-6-04. Standard Evaluation Method of Fatigue Reliability for Metallic Materials-Standard Regression Method of S-N Curves; The Society of Material Science: Tokyo, Japan, 2004. [Google Scholar]
- Israel, M.G.; Paul, C.P.; Hiroshi, T.; Claude, B. Fatigue crack growth from small to long cracks in very-high-cycle fatigue with surface and internal “fish-eye” failures for ferrite-perlitic low carbon steel SAE 8620. Mater. Sci. Eng. A 2007, 468–470, 120–128. [Google Scholar]
- Sakai, T.; Sato, Y.; Oguma, N. Characteristic S-N properties of high-carbon-chromium-bearing steel under axial loading in long-life fatigue. Fatigue Fract. Eng. Mater. Struct. 2002, 25, 765–773. [Google Scholar] [CrossRef]
- Tanaka, K.; Akiniwa, Y. Fatigue crack propagation behavior derived from S-N data in very high cycle regime. Fatigue Fract. Eng. Mater. Struct. 2002, 25, 775–784. [Google Scholar] [CrossRef]
- Sun, Z.D.; Li, W.; Deng, H.L.; Zhang, Z.Y. Fisheye failure analysis and life design approach for case-carburized gear steel based on statistical evaluation of defect size. Eng. Fail. Anal. 2016, 59, 28–40. [Google Scholar] [CrossRef]
- Murakami, Y.; Chen, D.; Nisitan, H.; Mori, K. Stress Intensity Factor Handbook, 3rd ed.; Society of Materials Science-Pergamon: Tokyo, Japan, 1993; pp. 661–662. [Google Scholar]
- Murakami, Y.; Endo, M. Effect of hardness and crack geometry on delta K threshold of small cracks. J. Soc. Mater. Sci. Jpn. 1985, 35, 911–917. [Google Scholar] [CrossRef]
- Murakami, Y. Quantitative Evaluation of Effects of Defects and Defects and Non-metallic Inclusions on Fatigue Strength of Metal. Tetsu-to-Hagane 1989, 75, 1267–1277. [Google Scholar]















© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, P.; Li, W.; Nehila, A.; Sun, Z.; Deng, H. High Cycle Fatigue Property of Carburized 20Cr Gear Steel under Axial Loading. Metals 2016, 6, 246. https://doi.org/10.3390/met6100246
Liu P, Li W, Nehila A, Sun Z, Deng H. High Cycle Fatigue Property of Carburized 20Cr Gear Steel under Axial Loading. Metals. 2016; 6(10):246. https://doi.org/10.3390/met6100246
Chicago/Turabian StyleLiu, Pengfei, Wei Li, Abdelhak Nehila, Zhenduo Sun, and Hailong Deng. 2016. "High Cycle Fatigue Property of Carburized 20Cr Gear Steel under Axial Loading" Metals 6, no. 10: 246. https://doi.org/10.3390/met6100246
APA StyleLiu, P., Li, W., Nehila, A., Sun, Z., & Deng, H. (2016). High Cycle Fatigue Property of Carburized 20Cr Gear Steel under Axial Loading. Metals, 6(10), 246. https://doi.org/10.3390/met6100246