
Transmission Electron Microscopy of a CMSX-4 Ni-Base Superalloy Produced by Selective Electron Beam Melting

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
2.2. SEBM Processing
2.3. Microstructural Characterization
3. Results
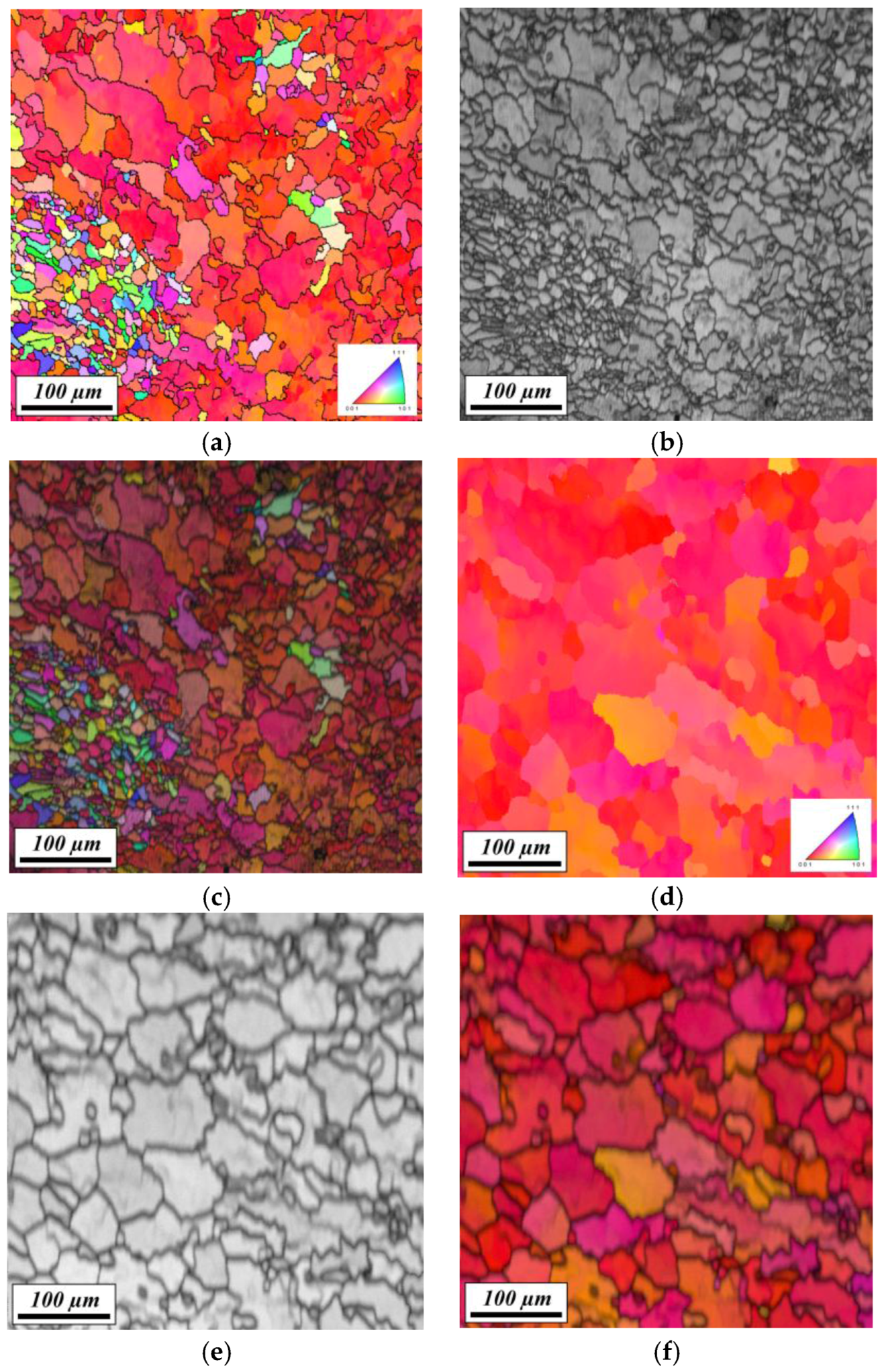
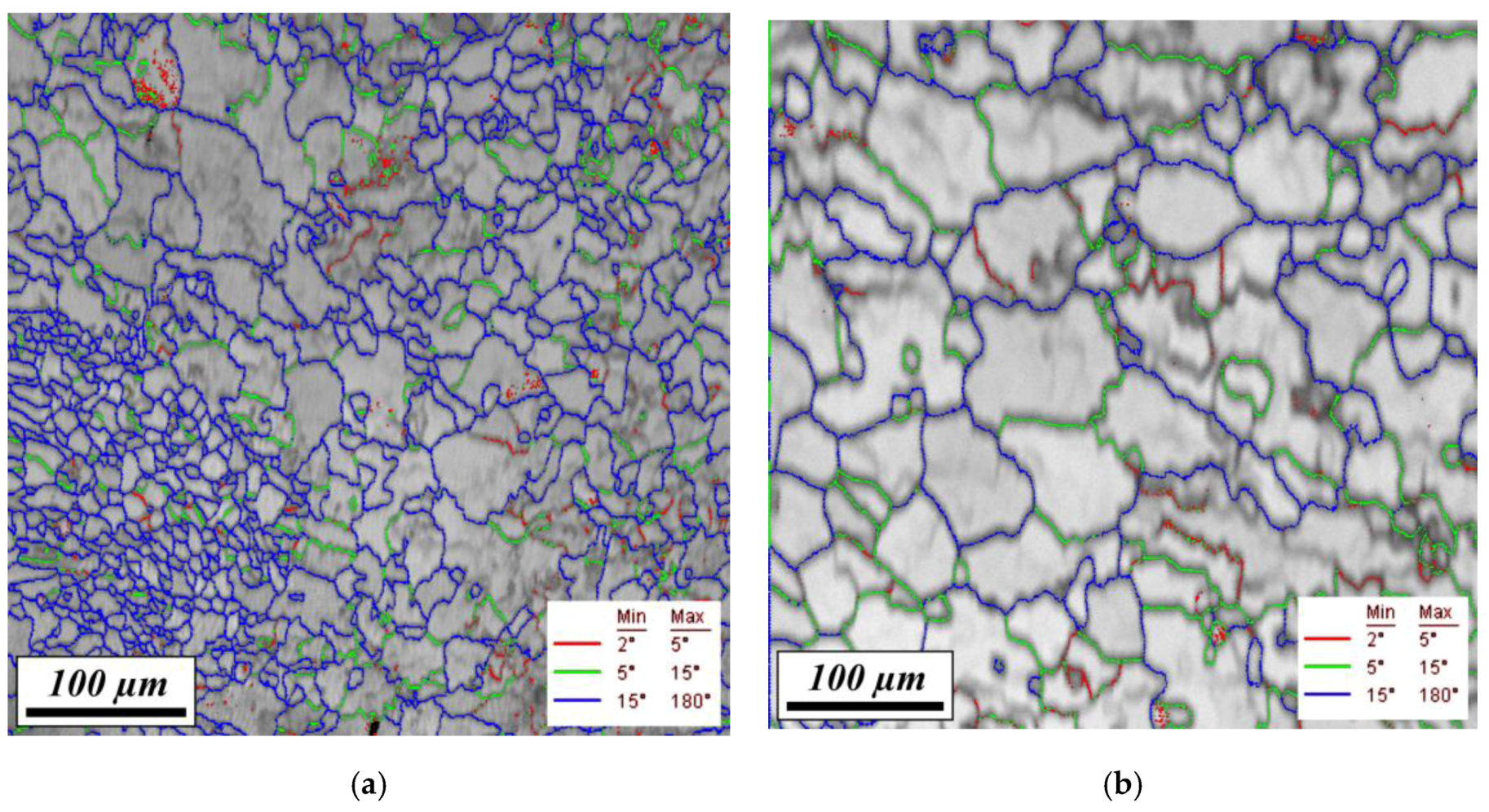
3.1. Grain Size and Grain Orientation
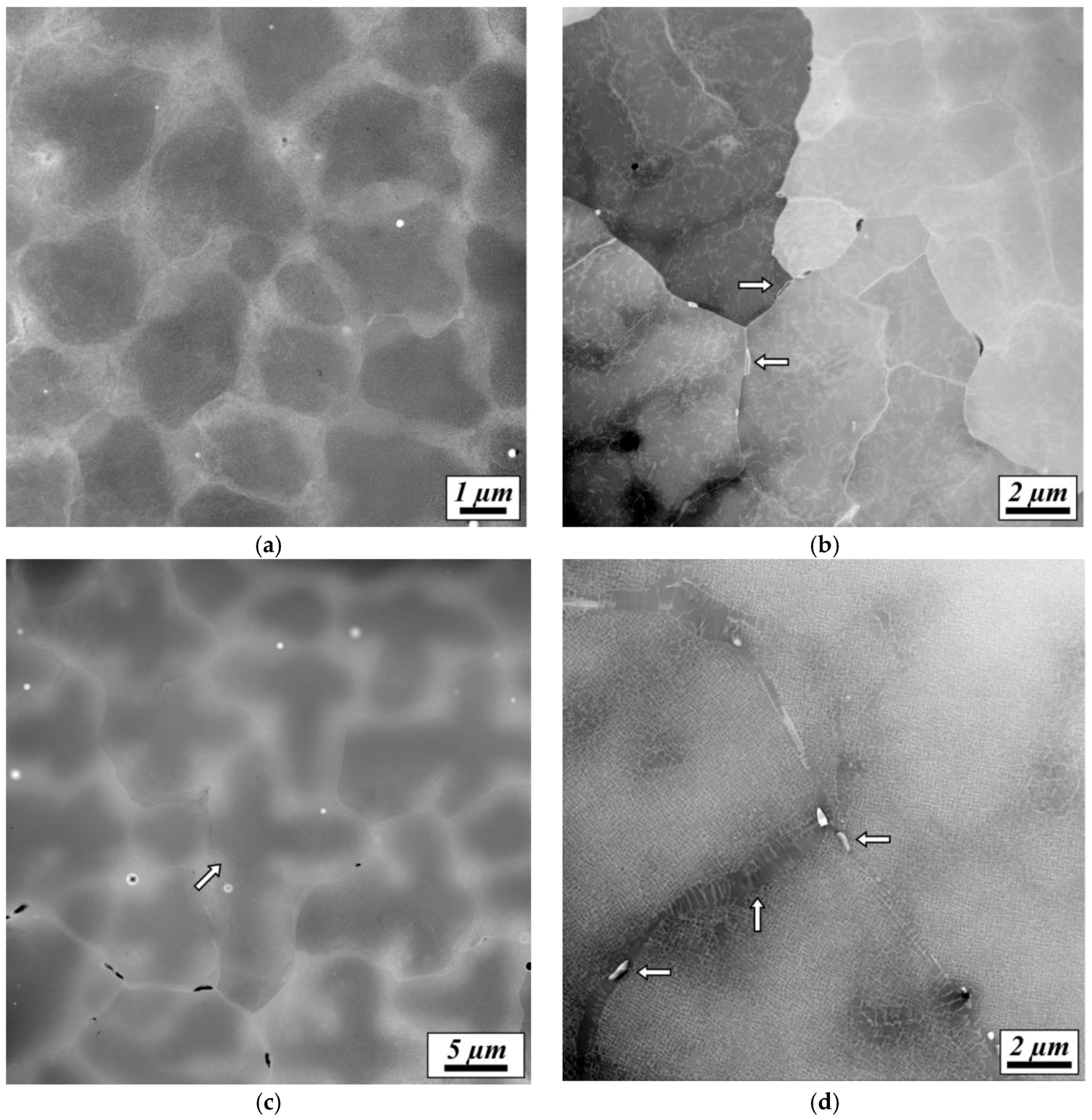
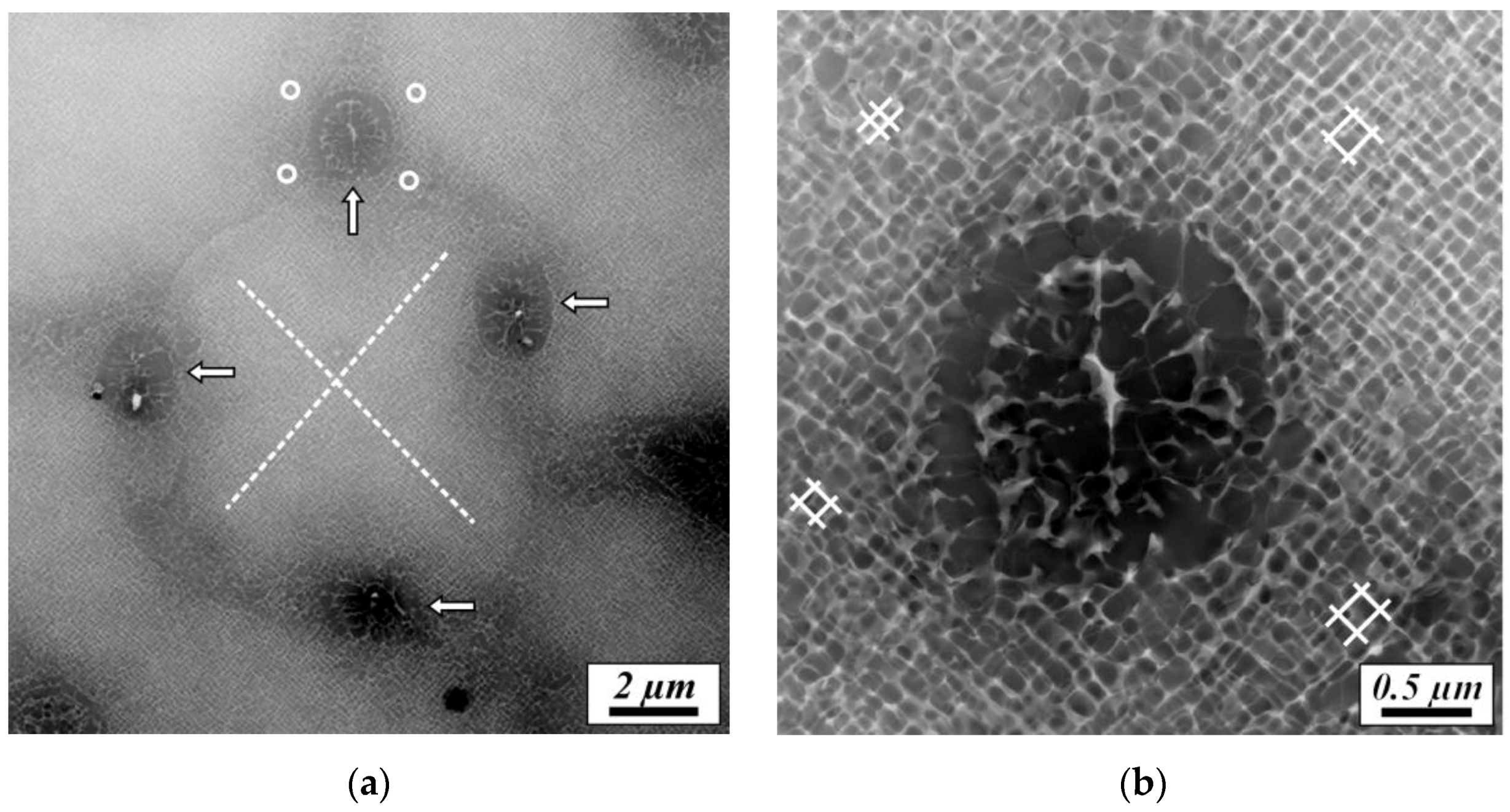
3.2. TEM Results
4. Discussion
5. Summary and Conclusions
- (1)
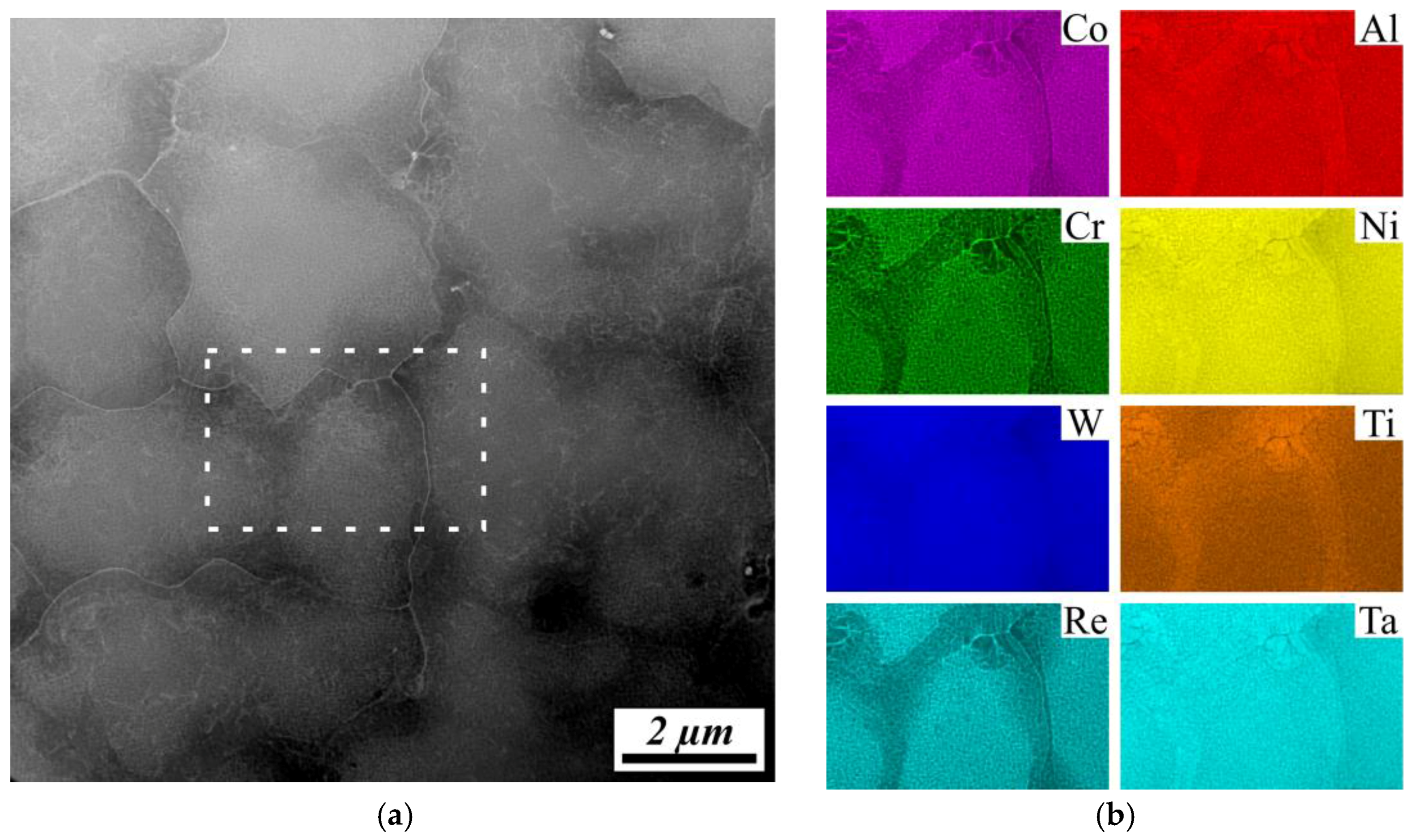
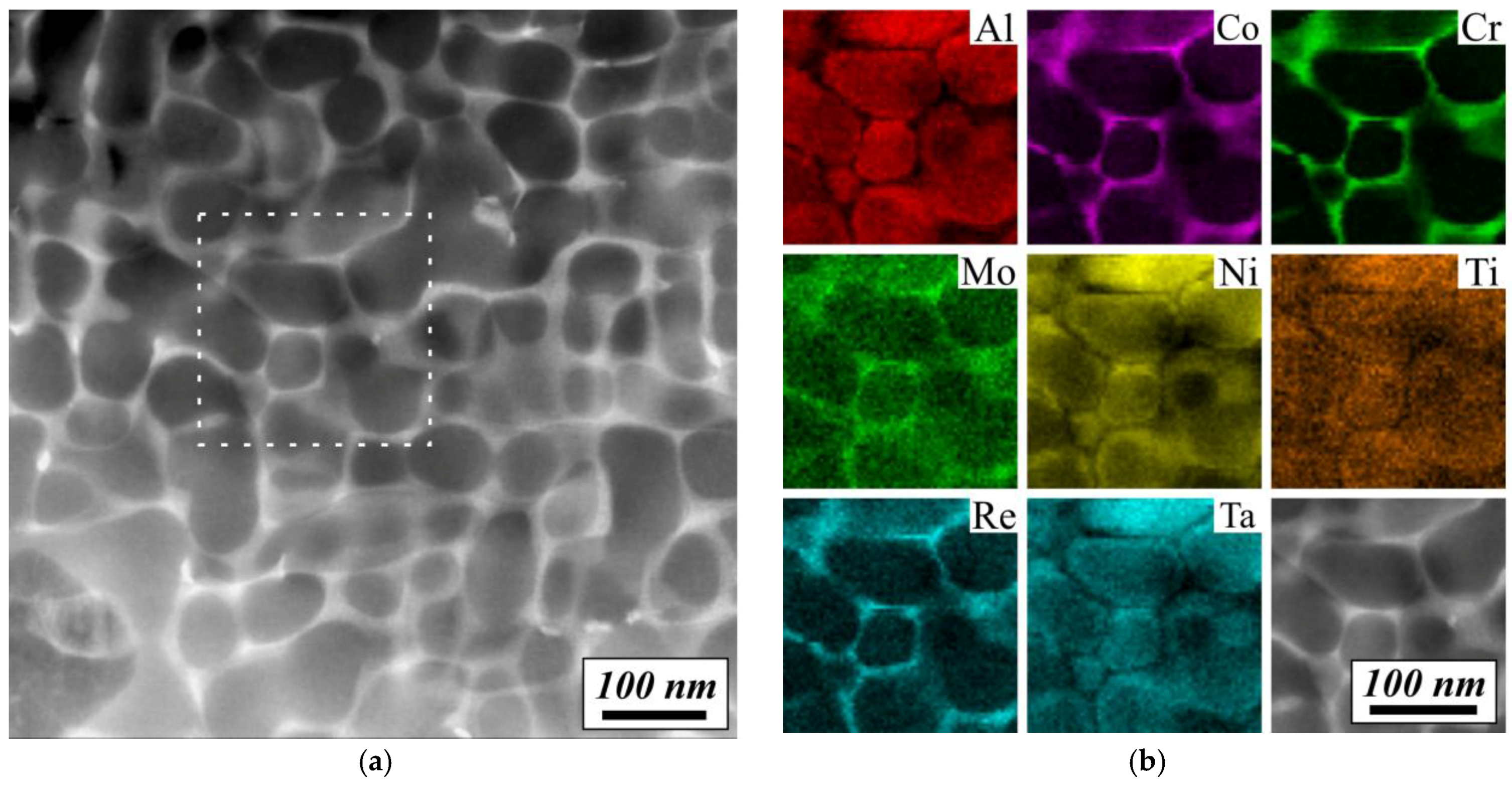
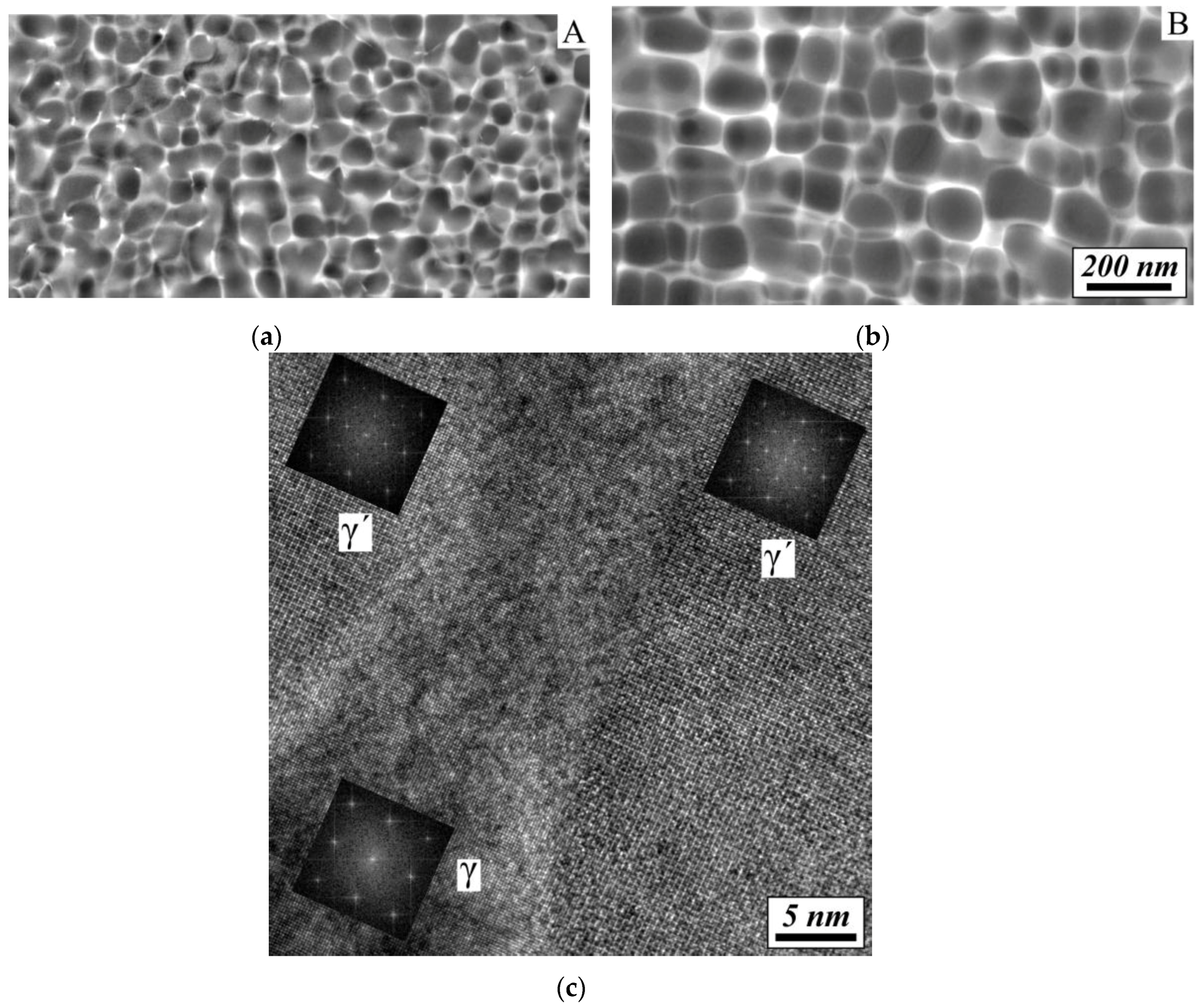
- Two microstructural results suggest that Ni-base superalloys produced by SEBM have microstructures close to thermodynamic equilibrium. Their γ′ volume fractions are similar to those which are observed after conventional SX casting and post-cast heat treatment. The partitioning behavior of alloy elements to dendritic/interdendritic regions (large scale heterogeneity) and to γ′ particles/γ channels (small scale heterogeneity) is similar.
- (2)
- The as-built SEBM microstructure shows all features that characterize the conventional solidification microstructures (dendrites, interdendritic regions, etc.). However, dendrite spacings are two orders of magnitude smaller than observed after SX casting. The smaller scale is beneficial, because it shortens the diffusion distances, which are required for homogenization during solution heat treatments.
- (3)
- The as-built SEBM microstructures feature elongated grains, which grow into the build direction of the SEBM process. All grains show close to <100> growth directions. EBSD results show that the columnar grains can be separated by low and high angle grain boundaries. On high angle grain boundaries, one finds coarse γ/γ′ microstructures (frequently) and TCP phase particles (µ phase type, occasionally). High angle grain boundaries result from rotations around the <100> build direction.
- (4)
- The results obtained in the present study show that SEBM microstructures strongly depend on a number of parameters, which all combine to yield an effective cooling rate. SEBM specimens that experience higher effective cooling rates show finer solidification microstructures, i.e., smaller dendrite spacings. Effective cooling rates are governed by the SEBM line energy, the scan strategy and the build temperature.
- (5)
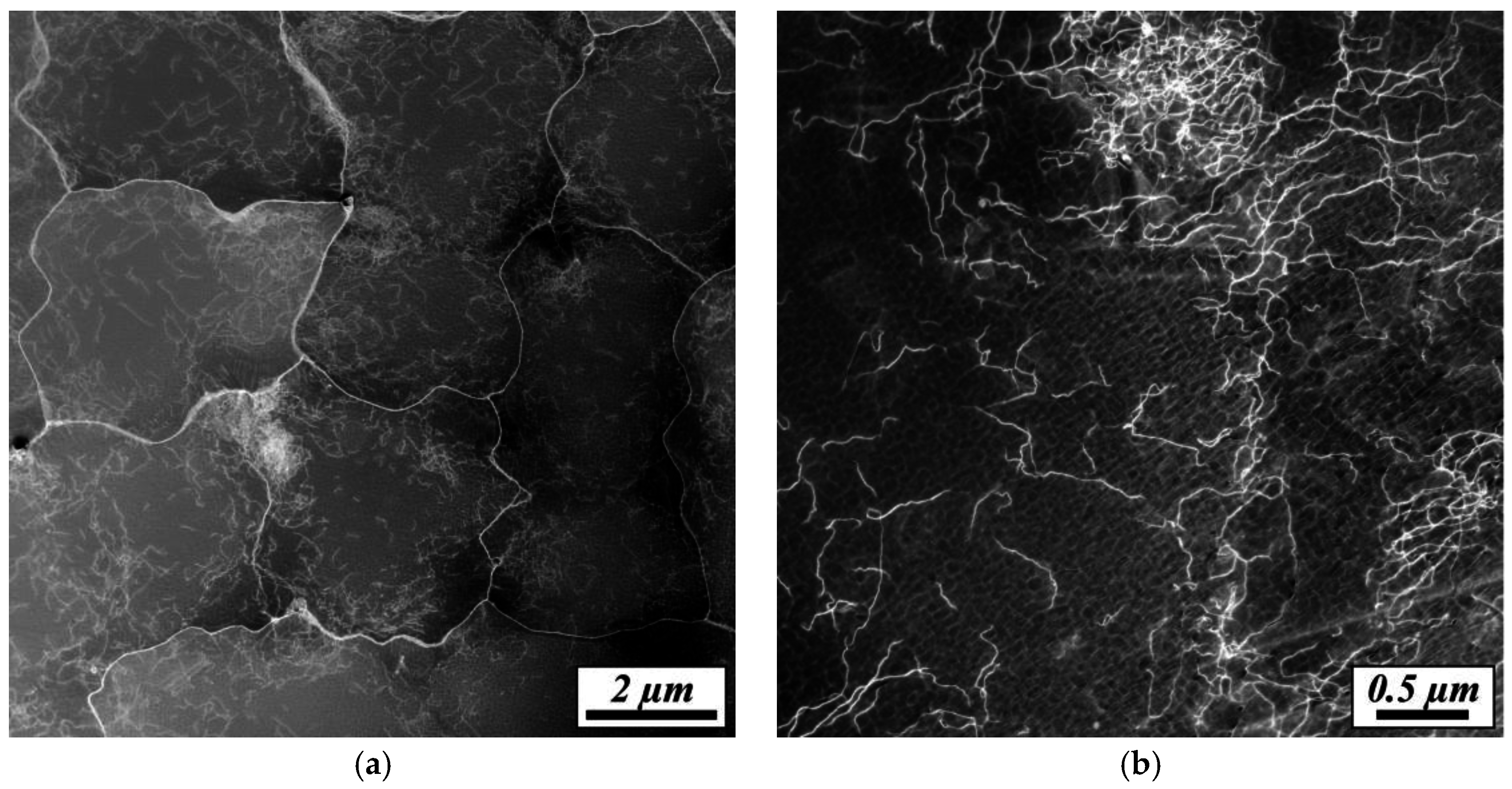
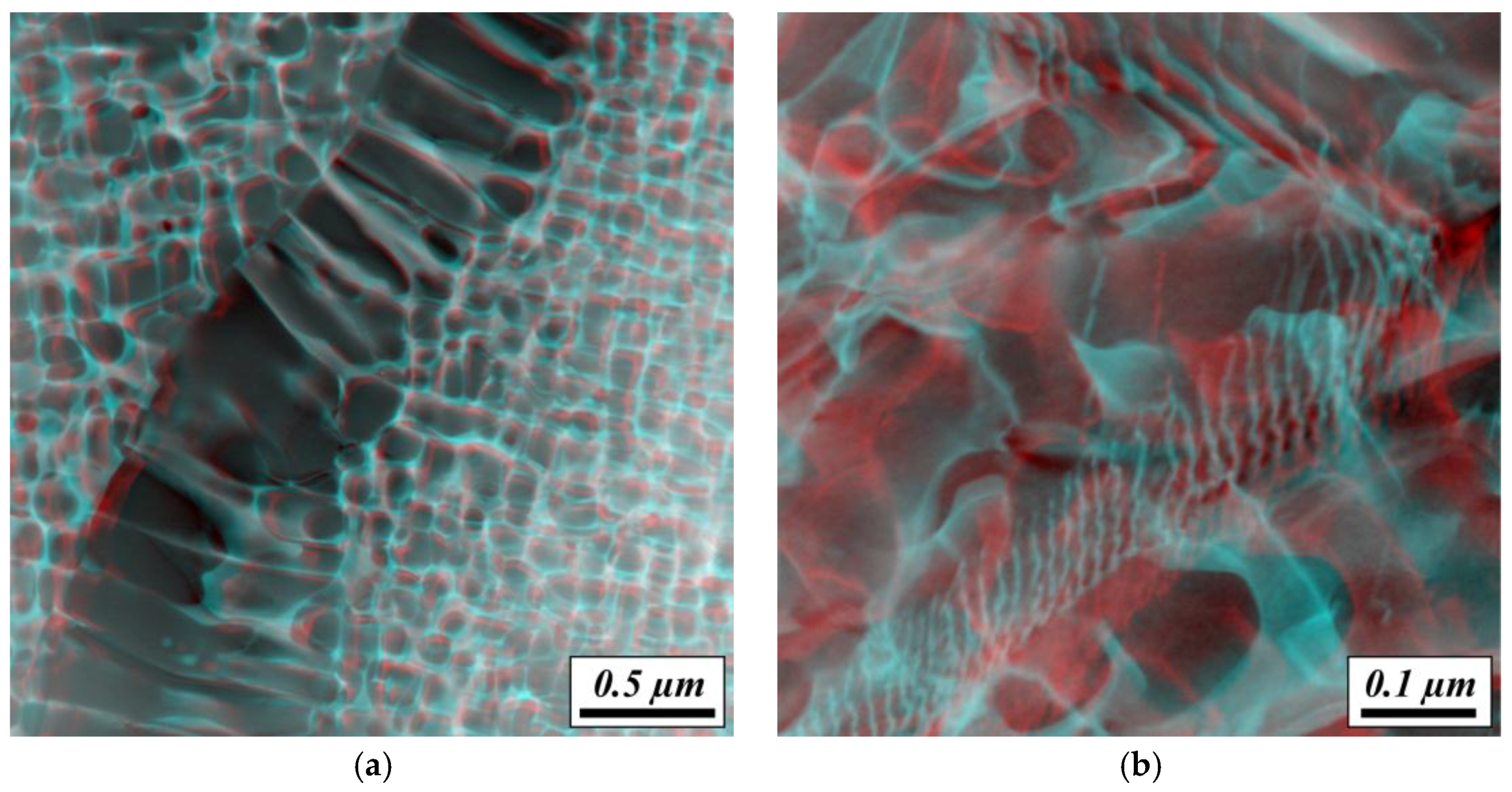
- A striking feature of as processed SEBM specimens that were subjected to high cooling rates is a high dislocation density. From a fundamental point of view, this opens new possibilities for the investigation of elementary dislocation processes in the microstructure of Ni-base superalloys. From a technological point of view, this indicates the presence of high internal stresses that may well give rise to the formation of cracks.
Acknowledgements
Author Contributions
Conflicts of Interest
References
- Reed, R.C. The Superalloys: Fundamentals and Applications; Cambridge University Press: Cambridge, UK, 2008. [Google Scholar]
- Bürgel, R.; Maier, H.-J.; Niendorf, T. Handbuch Hochtemperatur-Werkstofftechnik: Grundlagen, Werkstoffbeanspruchungen, Hochtemperaturlegierungen und -beschichtungen; Vieweg+Teubner Verlag: Wiesbaden, Germany, 2011. [Google Scholar]
- Durand-Charre, M. The Microstructure of Superalloys; Taylor & Francis: Amsterdam, The Netherlands, 1998. [Google Scholar]
- Ramsperger, M.; Roncery, L.M.; Lopez-Galilea, I.; Singer, R.F.; Theisen, W.; Körner, C. Solution Heat Treatment of the Single Crystal Nickel-Base Superalloy CMSX-4 Fabricated by Selective Electron Beam Melting. Adv. Eng. Mater. 2015, 17, 1486–1493. [Google Scholar] [CrossRef]
- Parsa, A.B.; Wollgramm, P.; Buck, H.; Somsen, C.; Kostka, A.; Povstugar, I.; Choi, P.-P.; Raabe, D.; Dlouhy, A.; Müller, J.; et al. Advanced scale bridging microstructure analysis of single crystal Ni-Base superalloys. Adv. Eng. Mater. 2015, 17, 216–230. [Google Scholar] [CrossRef]
- Mälzer, G.; Hayes, R.W.; Mack, T.; Eggeler, G. Miniature specimen assessment of creep of the single-crystal superalloy LEK 94 in the 1000 °C temperature range. Metall. Mater. Trans. A. 2007, 38, 314–327. [Google Scholar] [CrossRef]
- Buck, H.; Wollgramm, P.; Parsa, A.B.; Eggeler, G. A quantitative metallographic assessment of the evolution of porosity during processing and creep in single crystal Ni-base super alloys. Mater. Werkst. 2015, 46, 577–590. [Google Scholar] [CrossRef]
- Eggeler, G. Assessment of High Temperature Fatigue Activities in the European Research Project COST 50 (Rounds I–III); Marriott, J.B., Ed.; Comission of the European Communities, Institute of Advanced Materials, Joint Research Centre: Petten, The Netherlands, 1992. [Google Scholar]
- Giamei, A.F.; Tschinkel, J.G. Liquid metal cooling: A new solidification technique. Met. Trans. A 1976, 7, 1427–1434. [Google Scholar] [CrossRef]
- Ackelid, U.; Svensson, M. Additive Manufacturing of Dense Metal Parts by Electron Beam Melting. In Proceedings of the Materials Science and Technology Conference, Pittsburgh, PA, USA, 25–29 October 2009.
- Heinl, P.; Körner, C.; Singer, R.F. Selective electron beam melting of cellular titanium: Mechanical properties. Adv. Eng. Mater. 2008, 10, 882–888. [Google Scholar] [CrossRef]
- Murr, L.E.; Martinez, E.; Gaytan, S.M.; Ramirez, D.A.; Machado, B.I.; Shindo, P.W.; Martinez, J.L.; Medina, F.; Wooten, J.; Ciscel, D.; et al. Microstructural architecture, microstructures and mechanical properties for a Nickel-Base superalloy fabricated by electron beam melting. Metall. Mater. Trans. A 2011, 42, 3491–3508. [Google Scholar] [CrossRef]
- Helmer, H.E.; Körner, C.; Singer, R.F. Additive manufacturing of nickel-based superalloy Inconel 718 by selective electron beam melting: Processing window and microstructure. J. Mater. Res. 2014, 29, 1987–1996. [Google Scholar] [CrossRef]
- Ramsperger, M.; Singer, R.; Körner, C. Microstructure of the Nickel-Base superalloy CMSX-4 fabricated by selective electron beam melting. Metall. Mater. Trans. A 2016, 47, 1469–1480. [Google Scholar] [CrossRef]
- Jácome, L.A.; Eggeler, G.; Dlouhý, A. Advanced scanning transmission stereo electron microscopy of structural and functional engineering materials. Ultramicroscopy 2012, 122, 48–59. [Google Scholar] [CrossRef] [PubMed]
- Schwartz, A.J.; Kumar, M.; Adams, B.L. Electron Backscatter Diffraction in Materials Science; Kluwer Academic Publishers: New York, NY, USA, 2000. [Google Scholar]
- Randle, V.; Engler, O. Introduction to Texture Analysis; CRC Press: London, UK, 2000. [Google Scholar]
- Yardley, A.; Povstugar, I.; Choi, P.-P.; Raabe, D.; Parsa, A.B.; Kostka, A.; Somsen, C.; Dlouhy, A.; Neuking, K.; George, E.P.; et al. On local phase equilibria and the appearance of nanoparticles in the microstructure of single crystal Ni-base superalloys. Adv. Eng. Mater. 2016. [Google Scholar] [CrossRef]
- Wu, X.; Wollgramm, P.; Somsen, C.; Dlouhy, A.; Kostka, A.; Eggeler, G. Double Minimum Creep of Single Crystal Ni-base Superalloys. Acta Mater. 2016, 112, 242–260. [Google Scholar] [CrossRef]
- Parsa, A.B. The Role of Dislocations in the Microstructural Evolution during Creep of Single Crystal Superalloys with γ/γ′ Microstructure. Ph.D. Thesis, Ruhr-Universität-Bochum, Shaker Verlag, Aachen, Germany, 2016. [Google Scholar]
- Pollock, T.; Argon, A. Creep resistance of CMSX-3 nickel base superalloy single crystal. Acta Metall. Mater. 1992, 40, 1–30. [Google Scholar] [CrossRef]













 )
)
)
) 

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Co | Cr | Hf | Mo | Re | Ta | Ti | W | Ni |
|---|---|---|---|---|---|---|---|---|---|---|
| Composition | 5.70 | 9.80 | 6.50 | 0.08 | 0.62 | 2.80 | 6.40 | 0.97 | 6.40 | bal. |
| Specimen | Volume/mm3 | TB/K | Power/W | Scan Speed/(mm/s) | Line Offset/mm | Line Order/- |
|---|---|---|---|---|---|---|
| A | 2250 | 1150 | 480 | 2400 | 0.1 | 1 |
| B | 500 | 1150 | 300 | 500 | 0.1 | 5 |
| Parameter | CMSX-4 (SX) | SEBM-A | SEBM-B |
|---|---|---|---|
| γ′ volume fraction | 77% (ID) | 77% (ID) | 72% (ID) |
| γ′ size | 442 nm [19] | 53 ± 17 nm | 82 ± 28 nm |
| γ channel width | 65 nm [19] | 16 ± 8 nm | 32 ± 23 nm |
| dendrite spacing | 519 µm [5] | 2.1 µm, Figure 5 | 7.3 µm, Figure 5 |
| partitioning of Al | to ID/γ′ [5] | to ID/γ′, Figure 11 | not determined |
| partitioning of Re | to D/γ [5] | to D/γ, Figure 11 | not determined |
| dislocation density | 71,012 [20] | very high, Figure 9 and Figure 10; * | low, Figure 6 * |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Parsa, A.B.; Ramsperger, M.; Kostka, A.; Somsen, C.; Körner, C.; Eggeler, G. Transmission Electron Microscopy of a CMSX-4 Ni-Base Superalloy Produced by Selective Electron Beam Melting. Metals 2016, 6, 258. https://doi.org/10.3390/met6110258
Parsa AB, Ramsperger M, Kostka A, Somsen C, Körner C, Eggeler G. Transmission Electron Microscopy of a CMSX-4 Ni-Base Superalloy Produced by Selective Electron Beam Melting. Metals. 2016; 6(11):258. https://doi.org/10.3390/met6110258
Chicago/Turabian StyleParsa, Alireza B., Markus Ramsperger, Aleksander Kostka, Christoph Somsen, Carolin Körner, and Gunther Eggeler. 2016. "Transmission Electron Microscopy of a CMSX-4 Ni-Base Superalloy Produced by Selective Electron Beam Melting" Metals 6, no. 11: 258. https://doi.org/10.3390/met6110258
APA StyleParsa, A. B., Ramsperger, M., Kostka, A., Somsen, C., Körner, C., & Eggeler, G. (2016). Transmission Electron Microscopy of a CMSX-4 Ni-Base Superalloy Produced by Selective Electron Beam Melting. Metals, 6(11), 258. https://doi.org/10.3390/met6110258