1. Introduction
The widespread application of turbines, particularly gas turbines, in strategic fields such as power generation, oil & gas and jet engines is the main reason for the existence of superalloy. Gas turbine efficiency is mainly correlated with the compression ratio: if this increases the efficiency increases. The problem is that to a higher compression ratio corresponds a higher temperature at the end of the combustion phase. As a consequence, taking into account that the gas turbine blades are continuously in contact with a post combustion gas, the turbine blades are strongly stressed by the centrifugal load at high temperatures. In other words, the efficiency of the gas turbine increases if the blades are able to work at high temperatures. Therefore, the materials of turbine blades were traditionally required to perform well in terms of thermal creep deformation, good surface stability and resistance to corrosion or oxidation. Moreover, superalloys are also known as “Heat Resisting Alloys” or “High Temperature Alloys”. Even if the origin of the name superalloy seems to be rather obscure, it appears in the late 1940s and it could be related to the television hero Superman [
1]. Although the majority of today’s superalloys are used in gas the turbine industry, these materials have a wide range of applications. Even if the current development of superalloys is essentially stimulated by gas turbines, they were initially developed and applied in components that worked at elevated temperatures under high stress, and in severe environments. To sum up, the development of superalloys, today can be essentially associated to the necessity of increasing gas turbine efficiency, using alloys with better performance at high temperatures.
Due to the applications of superalloys in turbine components, with respect to the traditional properties of superalloys, such as good performance in terms of thermal creep deformation and resistance to corrosion, the further properties of good performances in terms of fretting wear and fatigue are also required. Fretting is the relative oscillatory tangential movement at low amplitude which may occur at component interfaces subjected to vibration. The damage to the mating surfaces generated by this cyclic stressing is a function of the contact conditions such as temperature, normal load, relative displacement amplitude, and frequency. Moreover, fretting can accelerate crack initiation as well as interfacial degradation. Working turbine blades joints, usually exhibit relative displacements from a few micrometres to 200 μm. Consequently, fretting occurs at typical blade joints with the disk, the other blades and the blade damping systems. The origin of these displacements are essentially vibrations and load cycles. The typical fretting frequencies of turbine blades are from a few hundred to a few thousand Hertz, but there are blades that vibrate at 6000 Hz. On the other hand, displacements due to load cycles are usually at low frequencies, less than 10 Hz. Whit regard to temperatures, the blade joints may work from just over 100 °C up to over 1000 °C. Commonly, superalloys are applied from a medium (400 °C) to high temperature. The contact pressure can be from a few to hundreds of megapascals. In order to avoid catastrophic blade failure, the control of the fretting processes on the contact surfaces is a fundamental action. An example of this is the typical blade failure mechanism activated by a loss of interlocking on the damping surfaces. As a consequence of a loss of interference, the blade vibration amplitude increases and a further loss of interlocking takes place and leads to a further increase in vibration amplitude. This unstable mechanism can produce blade failure. As a consequence of a blade failure, the turbine must be shutdown. At this point, it can be stated that the fretting behaviour of superalloys is a fundamental property for the application of this material in turbine components.
This paper aims to show the fretting wear behaviour and the contact properties, friction coefficient and tangential contact stiffness, of the superalloy René 80. An example of the application of this nickel-based superalloy are the stages of rotor blades and stator vanes of some turbines. Although it was reported before [
2], fretting has been an object of research since the 1927 [
3]. With regard to the fretting of superalloys for turbine applications, widespread studies have been published. However, regarding the fretting wear of René 80 there is a lack of literature. Nevertheless, the authors of [
4] reports a fretting fatigue study where the specimen material was René 95 while the pad was a directionally solidified René 80. Furthermore, in [
5] a low cycle fatigue study can be found. In this study, fretting wear experiments were conducted with a nominal spherical surface that was pressed against a flat surface. The mating surfaces were worn by means of an alternating relative displacement, where amplitude, frequency, temperature and normal load were controlled. The wear process was performed with samples of the same material under the typical operating conditions of blade tips and stator vanes for a low-pressure turbine. After the wear tests, the worn surfaces were analysed using an optical three-dimensional measurement system in high resolution based on focus variation technique and Scanning Electron Microscopy (SEM). Wear volume and contact properties such as friction coefficient and tangential contact stiffness were measured and analysed. Results show that the lowest dissipated energy and consequently the lowest friction coefficient was measured at the temperature of 800 °C. This temperature appears to be an optimum working condition for the fretting wear of René 80. With regard to the wear mechanism, a fundamental role of the sliding amplitude was found. In particular, the ratio between the sliding amplitude and the characteristic contact length has a significant influence upon the oxides growth on the contact surfaces.
In order to obtain predictive dynamic models, knowledge of the contact parameters and wear evolution is fundamental. In [
6,
7] it is clearly illustrated how an appropriate value of the contact stiffness is necessary to obtain the right resonance frequencies. Typically, a model tuning with the experimental data is necessary in order to obtain the correct value of the contact parameters. Moreover, taking into account that the contact parameters depend on the wear state of the contact surfaces, it is even more important to know the evolution of the contact parameters as a function of the wear state.
3. Results and Discussion
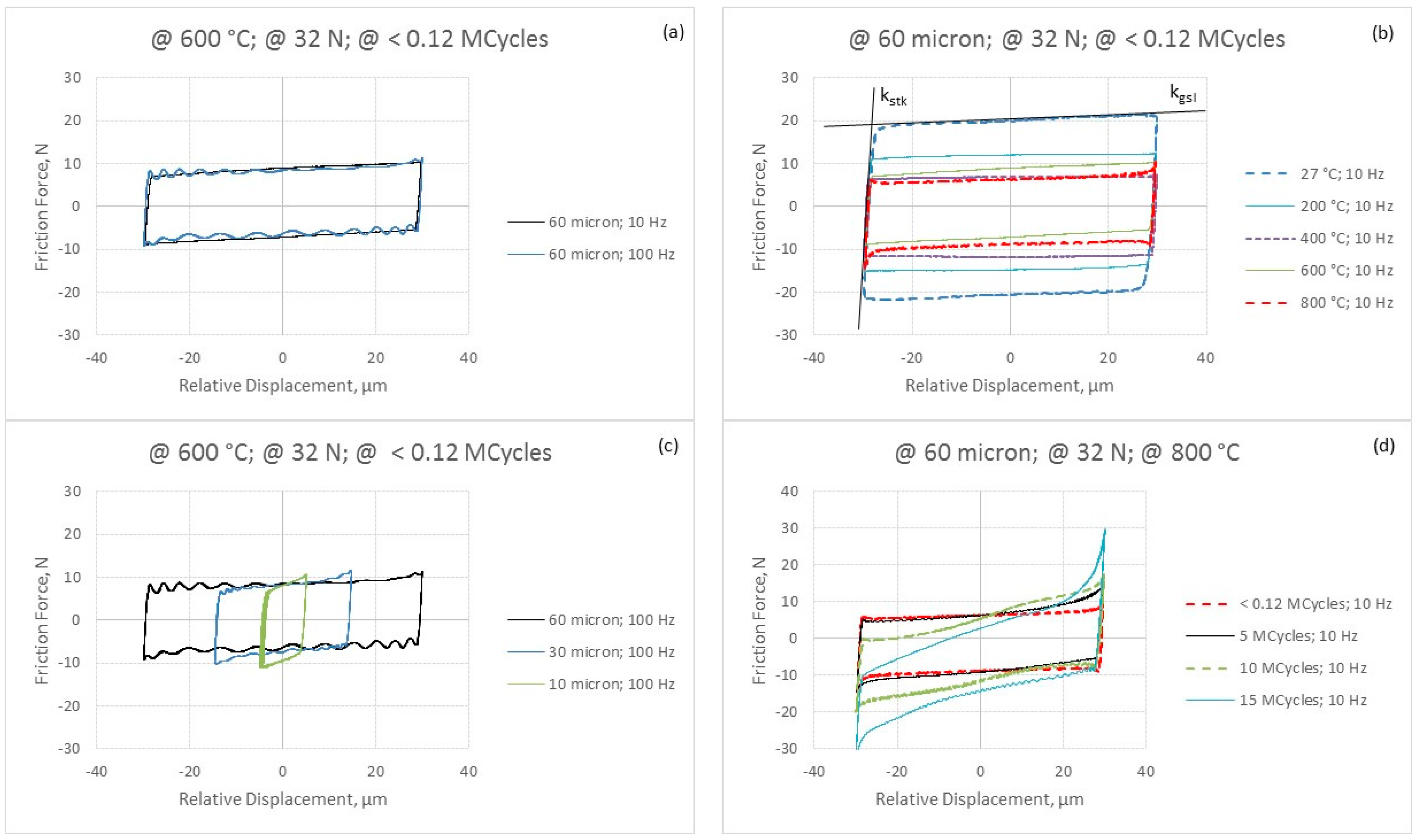
The direct outputs obtained by the test rig are relative displacements, tangential force, and the temperature of the mating surfaces at a predefined frequency and normal load. This means that the hysteresis loops are the first results obtained, they are shown directly by the control system during the entire process and some of them are stored for further elaboration. A description of the typical main phases of the hysteresis loops (stick-transition-slip-sliding inversion-stick…) can be found in [
11]. Loops acquired during test 07 (see
Table 1) for different process parameters are reported in
Figure 5. An increasing frequency (
Figure 5a) causes oscillation of the friction force in the gross slip stage of the loops. This inertial dynamical effect seems to be due to obstacles to the sliding motion. With regard to the temperature, if it increases from room temperature to 800 °C, the area of loops decreases, (see
Figure 5b). The decrease in the area at low temperatures (RT–200 °C) is faster than at high ones (600–800 °C). This means that the contact surfaces dissipate more energy at low temperature. Moreover, in the same
Figure 5b the straight lines “k
stk” and “k
gsl” are used to describe the curve linearization during the stick and gross slip stages. The slopes of these straight lines are the tangential contact stiffness for the stick and gross slip stages, respectively.
Figure 5c shows the dependency of the hysteresis loops on the displacement amplitude in a gross slip regime. These loops show a substantial similarity, consequently the energy dissipated changes regularly as a function of the stroke. The evolution of the hysteresis loops at different wear states is shown in
Figure 5d. Due to the wear, the loops exhibit initially (new-5 Mc) a nonlinear strain hardening near the inversion motion point (approximatively 30 µm, 15 N and −30 µm, −15 N in loop at 5 Mc). This nonlinear effect is a direct consequence of the wear groove. As a consequence of the groove nucleation and growth a groove edge was also generated that became an obstacle to the sliding motion, as reported in [
10]. In addition to the groove edge effect, there was also a progressive increase of the slope of the gross slip stage of the loops as a consequence of the increasing wear. In [
12], these strain-hardening effects are associated to the normal displacements generated by the wear scar.
The area of hysteresis loops is the energy dissipated by the relative wear cycles (
EL):
The cumulated energy loss (
) is the sum of the energy dissipated for each wear cycle, formally:
where
Fu is the tangential contact force,
u is the relative displacement of the contact surfaces and
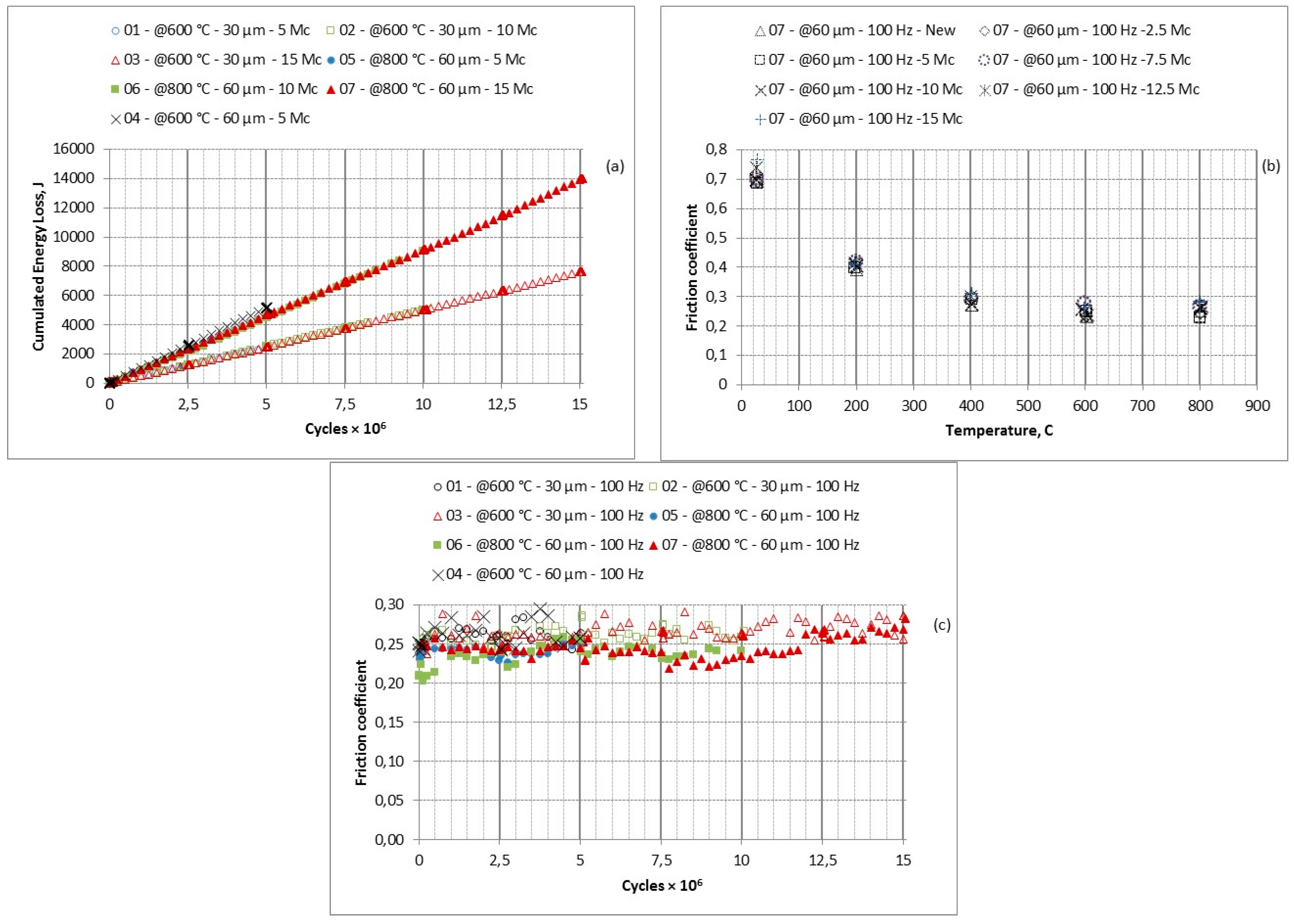
N is the number of wear cycles. The cumulate energy dissipate during all tests are illustrated in
Figure 6a. These energy measurements were obtained using the Equation (5) on the hysteresis loops acquired during specific wear cycles. Between two subsequent loop acquisitions the dissipated energy for each wear cycle was assumed constant. The loop acquisitions were performed during each 0.25 × 10
6 cycles but not during the first and the last step (of 0.25 × 10
6 cycles) of each partial wear stage of 2.5 × 10
6 cycles. During the beginning and end of a wear stage the acquisitions were more frequent.
In
Figure 6a it is evident that the difference of energy dissipated during the fretting processes in these two operating conditions can essentially be attributed to the difference of strokes. This is illustrated by the difference in slope between the curves of pairs 01, 02, 03 compared to pair 04 which is much lower than the difference of slope between the curves of 01, 02, 03 compared to 05, 06, 07. However, the energy dissipated by the fretting processes at 600 °C is slightly greater than at 800 °C. This can be seen in
Figure 6a by comparing the difference of slopes between the energy of pair 04 with pairs 01, 02, 03.
The friction coefficient (μ) is the ratio between the tangential contact force in the macroslip phase and the normal load applied to the contact surface. Considering that the hysteresis loops are measured with a constant normal load, the friction coefficient can also be calculated from the hysteresis loop. When the contact behaviour is analogous to the description of Coulomb/Amontons, i.e., the tangential contact force is constant during the macro-slip phase, it is only necessary to calculate the ratio between this force and the normal load used. However, not all contact surface behaviours are characterized by a constant tangential contact force during the macro-slip phase, see
Figure 5d. In this case, the friction coefficient can be calculated by the average value of the tangential contact force directly in the ratio with the normal force. In other cases, for example when the tangential force is not constant and it is difficult to identify the friction force, or when a friction constant coefficient is needed which dissipates the same energy of the real hysteresis loop, the following formula based on energy loss can be used:
where
EL,
Fn and Δ
u are the energy loss during one hysteresis loop, the normal force and the displacement amplitude respectively.
The friction coefficient, obtained using Equation (7), as a function of the temperature at different wear states for pair 07 is reported in
Figure 6b. Each reported value of the friction coefficient is an average value of different subsequential hysteresis loops (24 loops at 100 Hz). The trend of the friction coefficient shows a minimum at 600–800 °C, consequently the energy dissipated by the contact interfaces has a minimum. This means that the damping capability of contact surfaces is minimum but the volume loss will also be a minimum as a consequence of the fretting process. It is well known that the wear volume increases if the energy dissipated by the surfaces increases.
Figure 6c illustrates the friction coefficient as a function of the number of wear cycles of all tested pairs at 100 Hz. The trend of measurements shows that, at 600 °C, the friction coefficient is slightly higher than at 800 °C from the beginning to 12.5 × 10
6 wear cycles, while this difference seems less evident from 12.5 × 10
6 to 15 × 10
6 wear cycles. One possible reason for this trend is that the increasing of the friction coefficient due to wear groove increment dissolves the difference of friction coefficients due to the different temperatures.
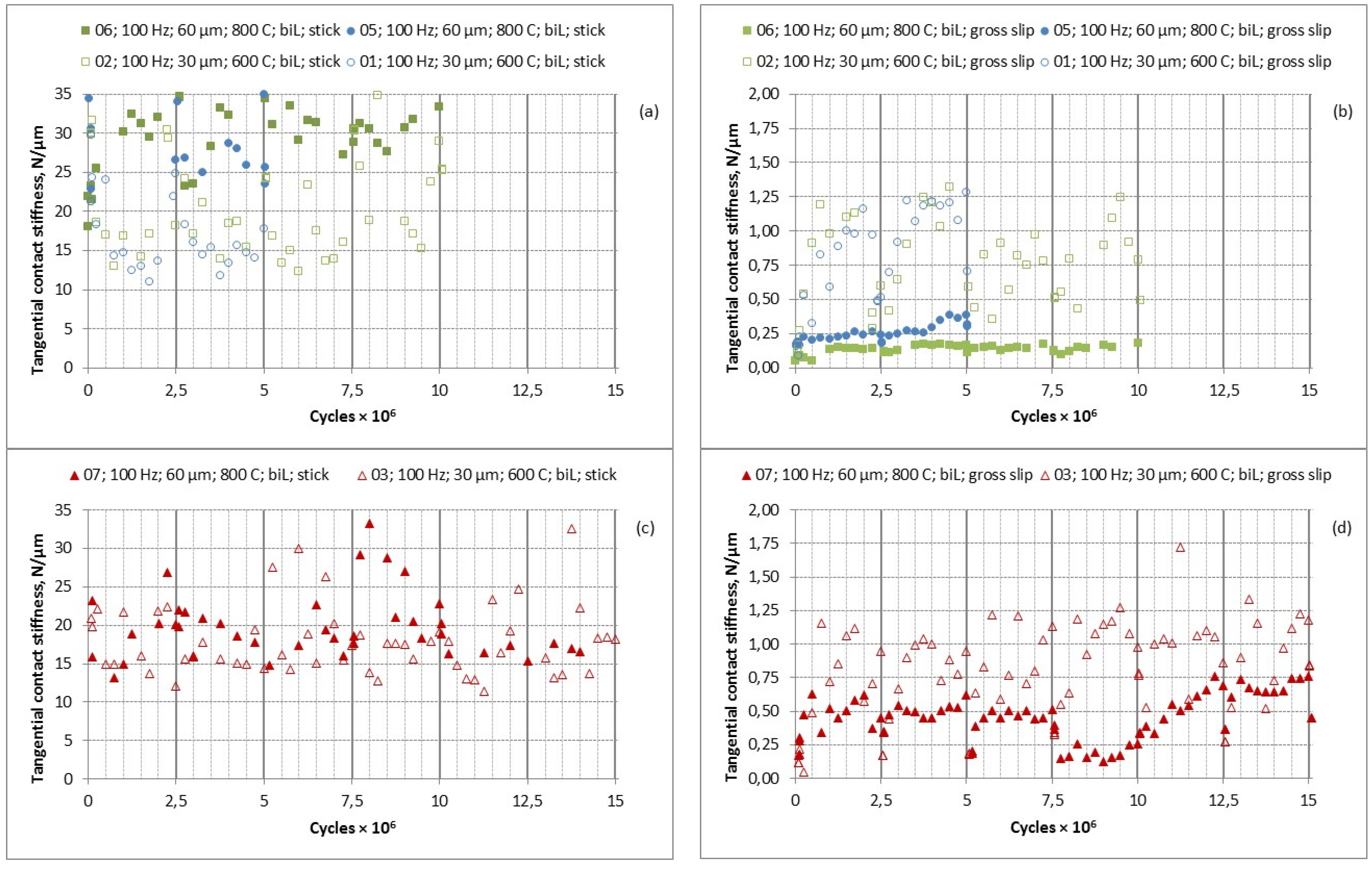
The hysteresis loops can be described from two straight lines (“k
stk” and “k
gsl”
Figure 5b). The slopes of these straight lines represent contact stiffness during the stick and gross slip stages,
Figure 7 reports the contact stiffness obtained by linear interpolations of hysteresis loops acquired at different stages of the wear process. From a general point of view, it is immediately evident that the contact stiffness is much more variable than the friction coefficient. Analogously to the friction coefficient, each value of contact stiffness is an average value of different subsequential hysteresis loops (24 loops at 100 Hz) but the standard deviation is higher.
Figure 7 shows that the contact stiffness in the stick stage at 800 °C is higher than at 600 °C. This trend is clearer for the pairs 01, 02, 05, 06
Figure 7a than for the pairs 03, 07
Figure 7a. This result is in contrast with the well-known model [
13] where the contact stiffness (
KT) is correlated with the modulus of elasticity (
E) from a relation like:
Consequently, if the temperature increases, the modulus of elasticity decreases and the tangential contact stiffness in the stick stage should be decreased. The model is not appropriate to describe real contact because it was developed assuming smooth contact surfaces. Taking into account the surface asperity, the contact occurs on a grid of points.
This means that, when the temperature increases, the real contact surfaces increase. An explanation for this is that, if the temperature increases, the ductility also increases and this means that both, the contact area associated to each asperity and the total number of surface asperities increase. Obviously, this effect ends when the decrease of the modulus of elasticity no longer compensates for the increase of real contact surface. More details concerning the increase of the tangential contact stiffness in the stick stage as a consequence of the reduction of Young’s modulus can be found in [
14].
Figure 7b,d illustrate that the trend of the contact stiffness in the gross slip stage is the contrary of the trend in the stick stage. At 800 °C, the contact stiffness is lower than at 600 °C.
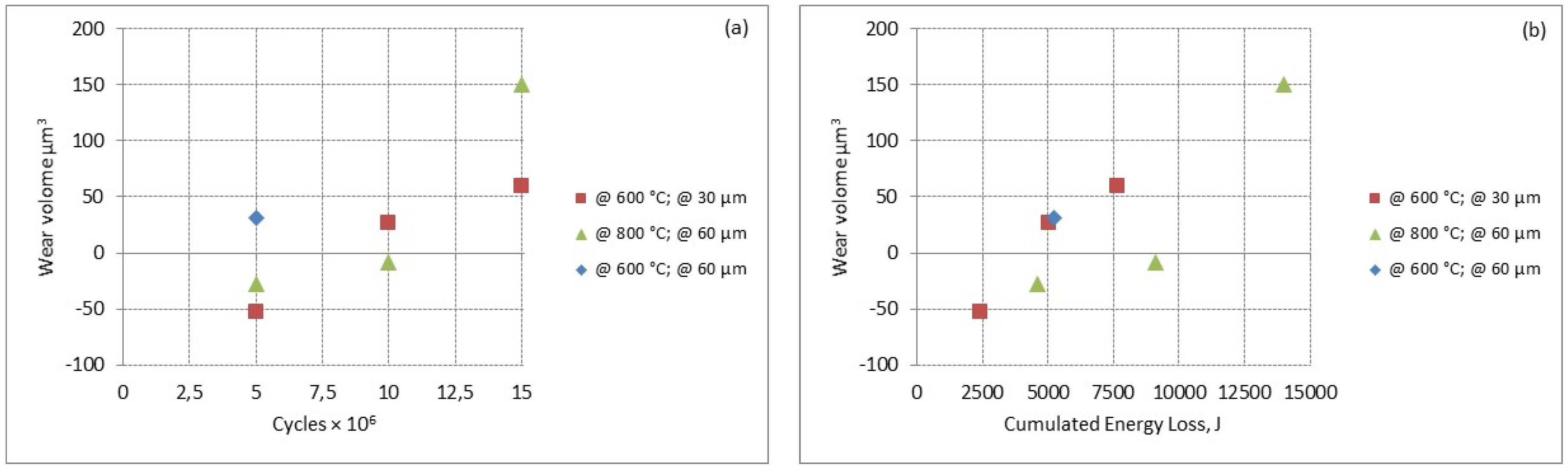
Figure 8 shows the wear volumes as a function of wear cycles (
Figure 8a) and cumulated energy loss (
Figure 8b). It is immediately visible that the wear volume produced at 5 × 10
6 wear cycles from the process at 60 µm and 600 °C was about the same as the wear volume produced at 10 × 10
6 wear cycles from the process at 30 µm and 600 °C. The reason was that the energy dissipated by the contact surfaces in both cases was essentially the same (
Figure 6a and
Figure 8b). This finding confirms the well-known relation between wear volumes and the energy dissipated by contact surfaces. Moreover, it also confirm the good repeatability of this wear tests because at the same dissipated energy was measured a very similar wear volume. In regard to both evolutions as a function of wear cycles and cumulated energy loss, the measured wear volume was initially negative while it became positive at 10 × 10
6 wear cycles at 600 °C or 15 × 10
6 wear cycles at 800 °C. In other words, the measurements indicate that, initially, there were volume growths (negative values) while subsequently there were volume losses (positive value).
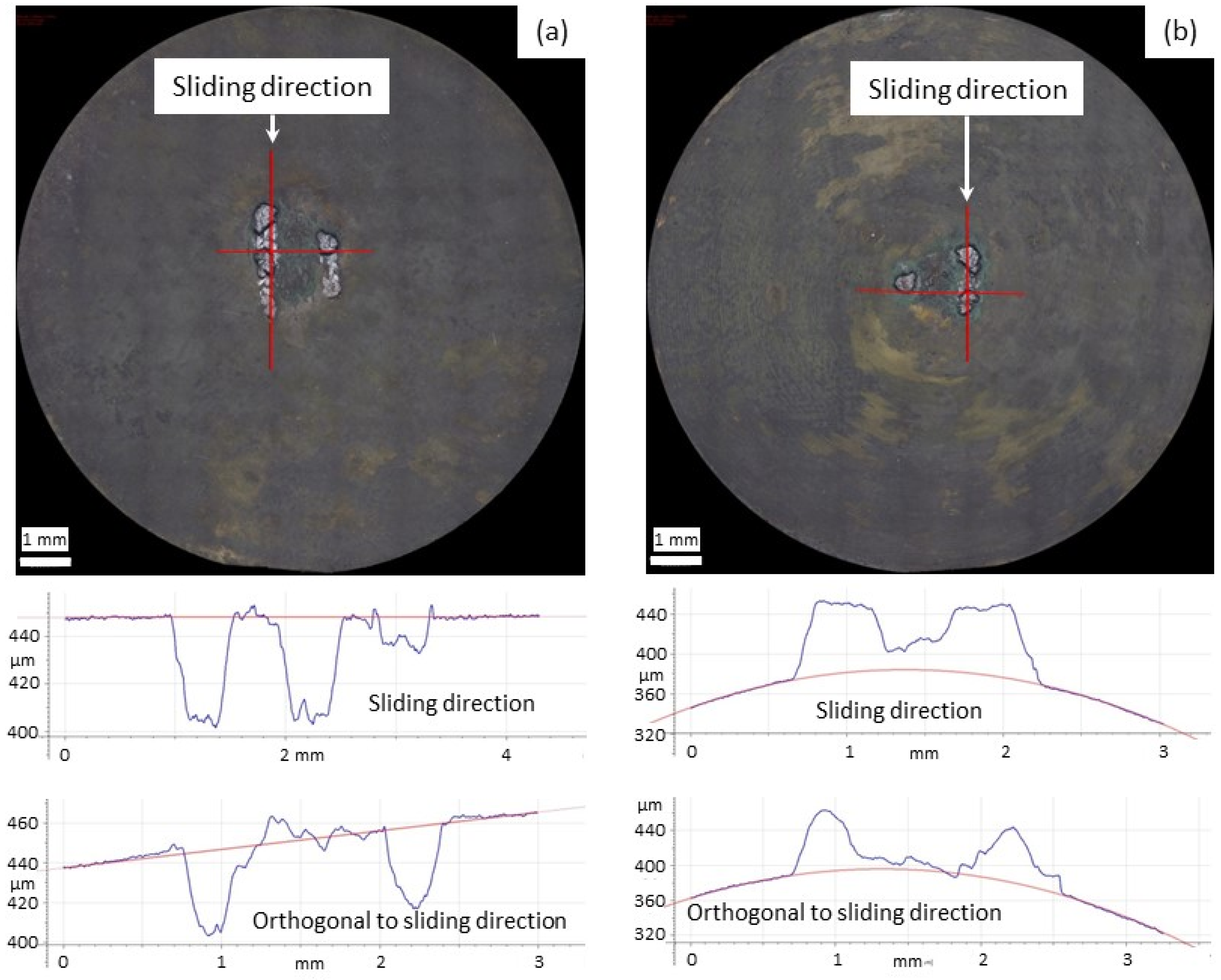
In
Figure 9, the profiles measured on the straight lines red are also reported. These profiles are measured in the sliding direction and in the direction orthogonal to this. The red line reported in the diagram indicates the unworn profile. The comparison of profiles shows that the volume growth is essentially concentrated on the spherical sample. Pairs 01 and 06 show an analogous volume growth distribution. The volume growth on the contact surfaces can be explained by the oxidation process that occur in debris at high temperature. Due to the alternating motion of the mating surfaces, a wear mechanism of abrasion is expected during the gross slip stage. On the contrary, at the inversion motion points a wear mechanism of adhesion is expected as a consequence of the stick stage. Thus, the debris generated from the abrasion process cannot be expelled. This is due to the fact that the sliding amplitude is much lower than the characteristic contact length. Consequently, debris were oxidised and welded on the mating surfaces. As a consequence, a debris accumulation can be started anywhere on the contact surfaces. This originates a growth of material that locally further increases the wear rate which leads to a further increase in debris accumulation. The wear damage illustrated in
Figure 9 can be produced by three main points of debris accumulation. High temperatures and small dimensions of debris (essentially powders of very small dimension) favour this process. Due to the brittle behaviour of oxides, they cannot have an unlimited growth and fractures and consequent breakaway of the oxides’ agglomerate will occur.
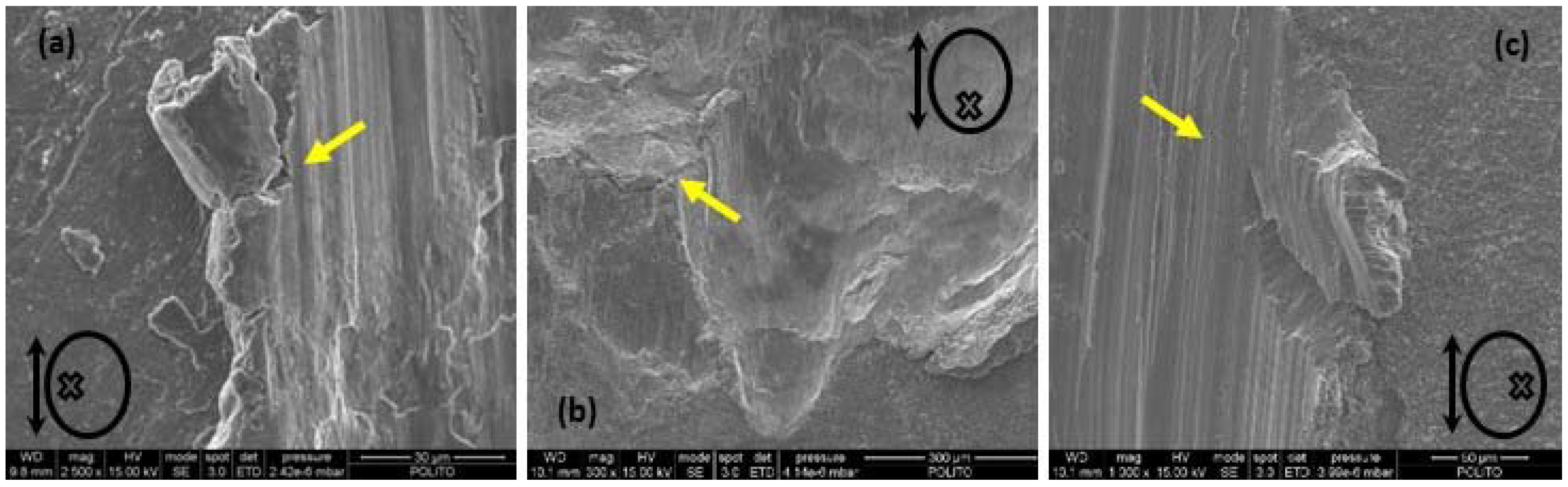
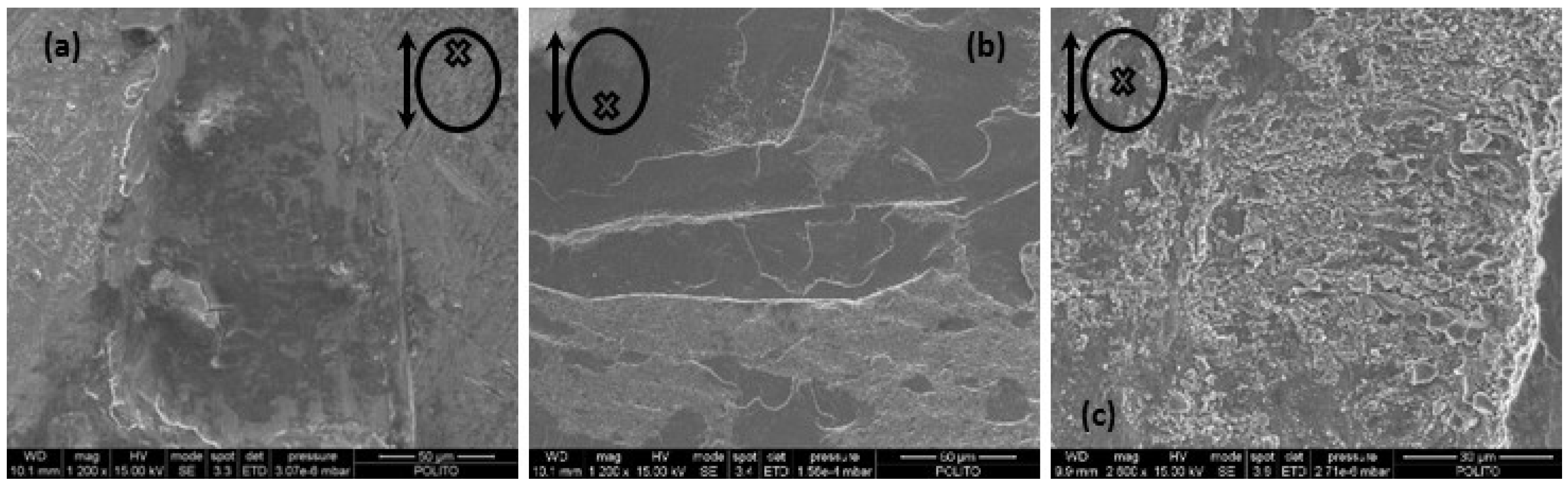
Figure 10 illustrates examples of brittle fracture of oxide accumulation with inchoate breakaway of oxides agglomerate. In this figure, the double arrow indicates the sliding direction, while the circle and “X” shows the position relative to the groove of the SEM micrographs.
Figure 11 shows fractures on the flat (
Figure 11a) and spherical (
Figure 11b) contact surfaces. These agglomerates are large debris that are sometime expelled, and other times are shattered and welded onto the surface.
Figure 11c shows brittle shattered oxides at the centre of the flat surface of the pair 01.
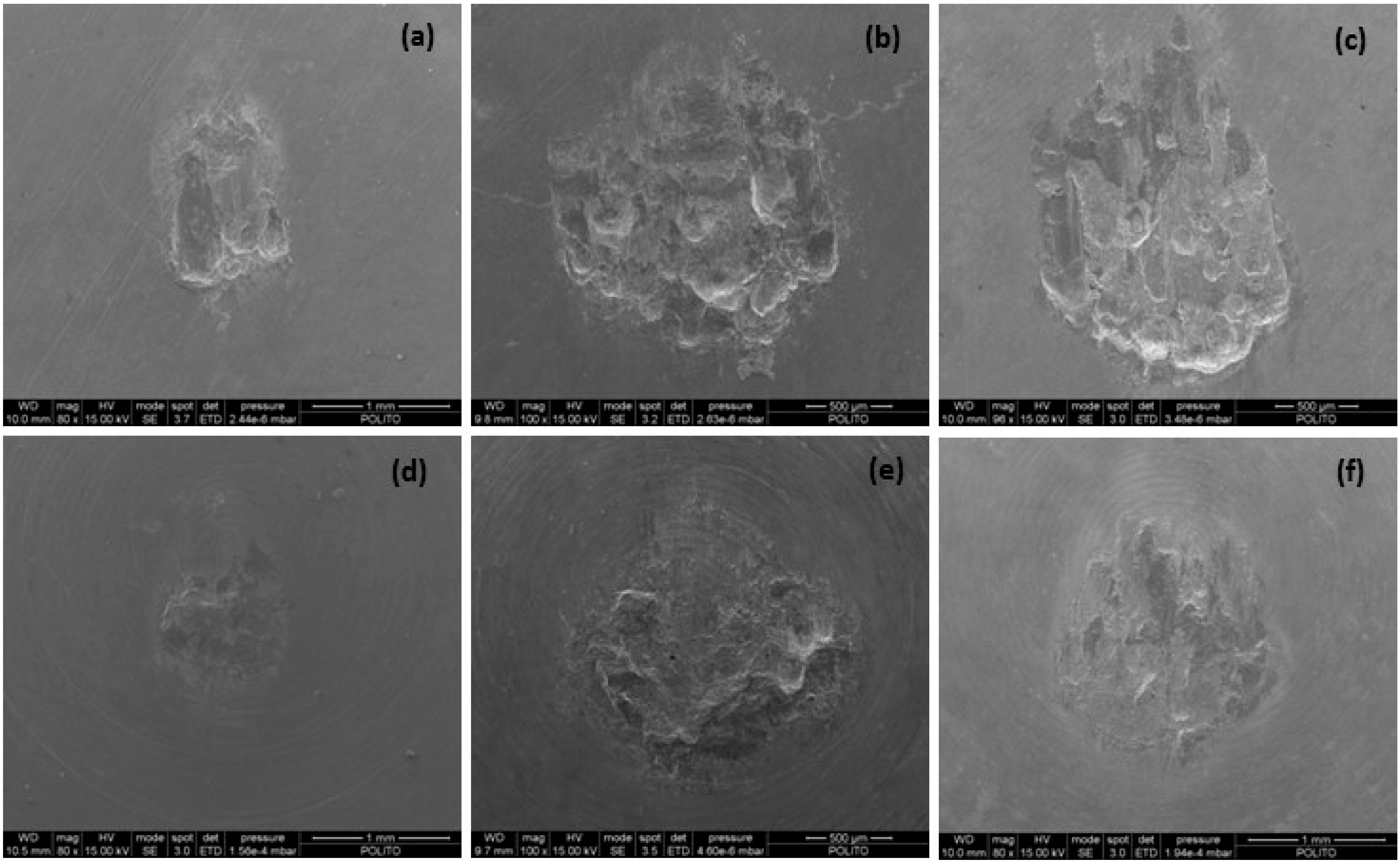
The fact that the sliding amplitude is lower, but not much lower, than the radius of the Hertzian contact area (reported in
Table 2) seems to be in contrast with the difficulties of the system to expel debris. This contrast is not real because the dimensions of the real contact areas were much bigger than the Hertzian contact areas. The dimensions of contact areas of the pairs: 02 and 03 (30 µm, 600 °C, 10 and 15 million of wear cycles) and the pairs 05 and 07 (60 µm, 800 °C, 5 and 15 million of wear cycles) can be evaluate from the SEM micrographs shown in
Figure 12. This is due to the fact that the point contact occurs only at the beginning of the wear process. After a few wear cycles, the contact evolves and becomes a contact among conformal surfaces. The results, in terms of contact pressure reported in [
15], show that after 12,000 wear cycles, the analysed point contact becomes a conformal contact. Moreover,
Figure 8 shows that the maximum volume growth was measured at 5 × 10
6 wear cycles for the process at 600 °C and 30 µm. On the other hand, for the process at 800 °C and 60 µm, the maximum volume growth was measured at the same wear cycles, but with a lower magnitude. This can be explained by the fact that by increasing the stroke from 30 to 60 µm, the production of debris increases much less than the capability to expel debris. Furthermore these wear processes are also at two different temperatures. The increase of the characteristic contact length between 600 and 800 °C should be taken into account, although this difference is very small, thus, it can be neglected in this case.
Figure 8b illustrates that, at the maximum volume growth, the process at high stroke and temperature (800 °C) was associated to a dissipated energy substantially double than that of the process at low stroke and temperature (600 °C). In other words, the oxide growth at half stroke is about double than that at one stroke, with a doubled cumulated energy loss.
Considering that the increase in temperature favours the oxide growth, the fundamental role of the stroke on the growth oxides clearly emerge. The negative minimum of the wear volumes suggests that there is a saturation effect in oxide growth. This is due to the equilibrium between two opposite trends, the debris produced and the debris expelled. Considering the flux of debris from the centre to the outside contact surfaces, the saturation volume can be interpreted as the volume of debris that remains between the contact surfaces. The comparison of wear volume evolution of
Figure 8b, at the same level of energy loss, shows that wear volumes at 600 °C are higher than at 800 °C.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}