Evaluation of Tool Path Strategy and Cooling Condition Effects on the Cutting Force and Surface Quality in Micromilling Operations


Abstract
:1. Introduction
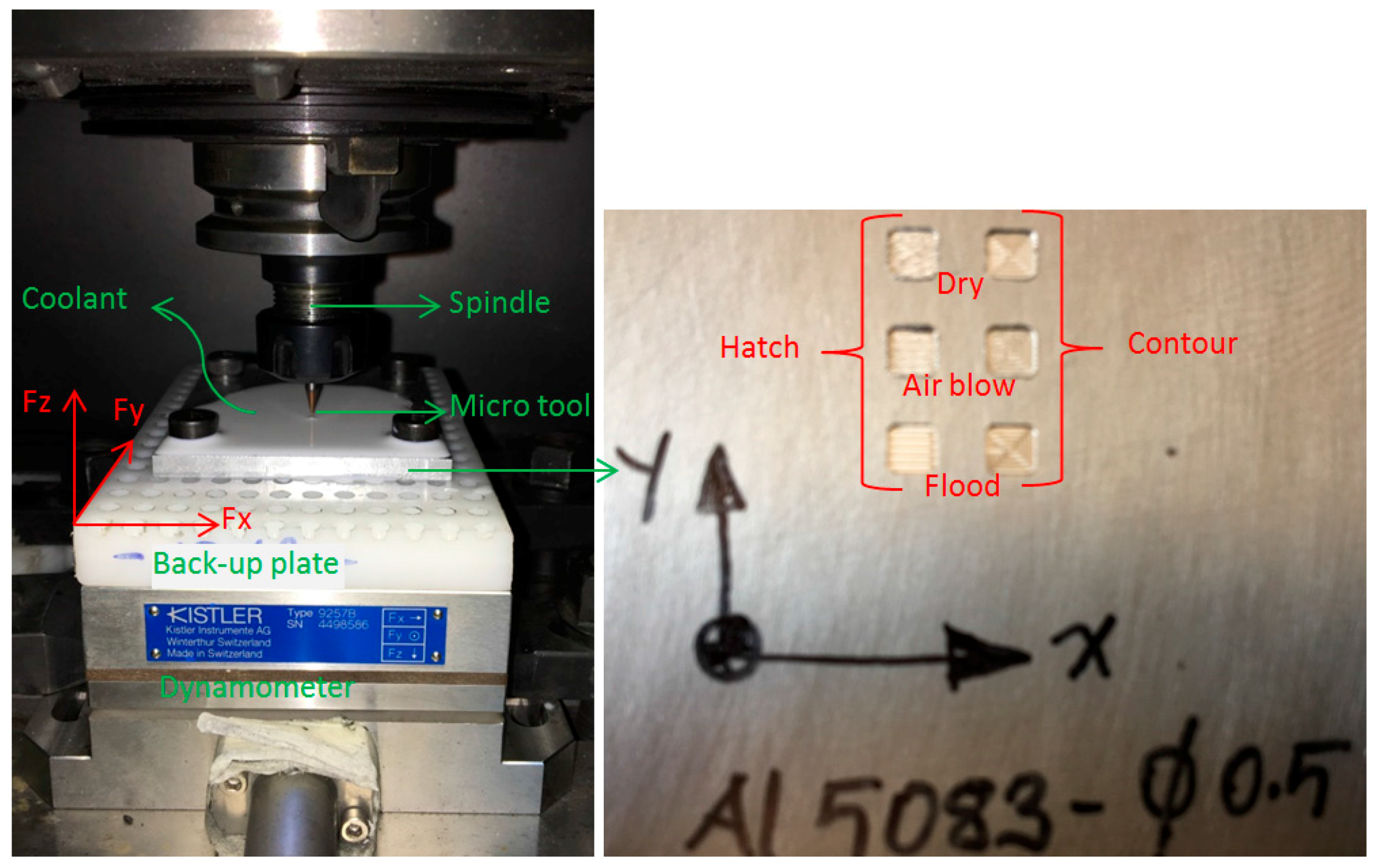
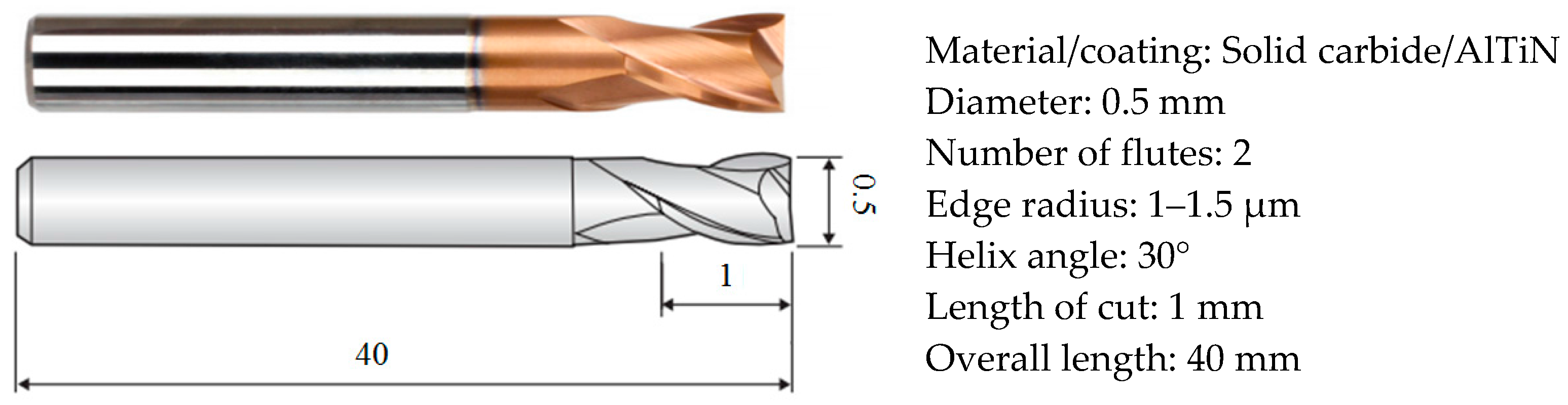
2. Materials and Methods
3. Results and Discussions
4. Conclusions
- (1)
- Within the limitation of current research, it was concluded that the tool path strategy and coolant factor played an important role in terms of cutting force and surface quality for the micromilling of the AA 5083 H116 alloy.
- (2)
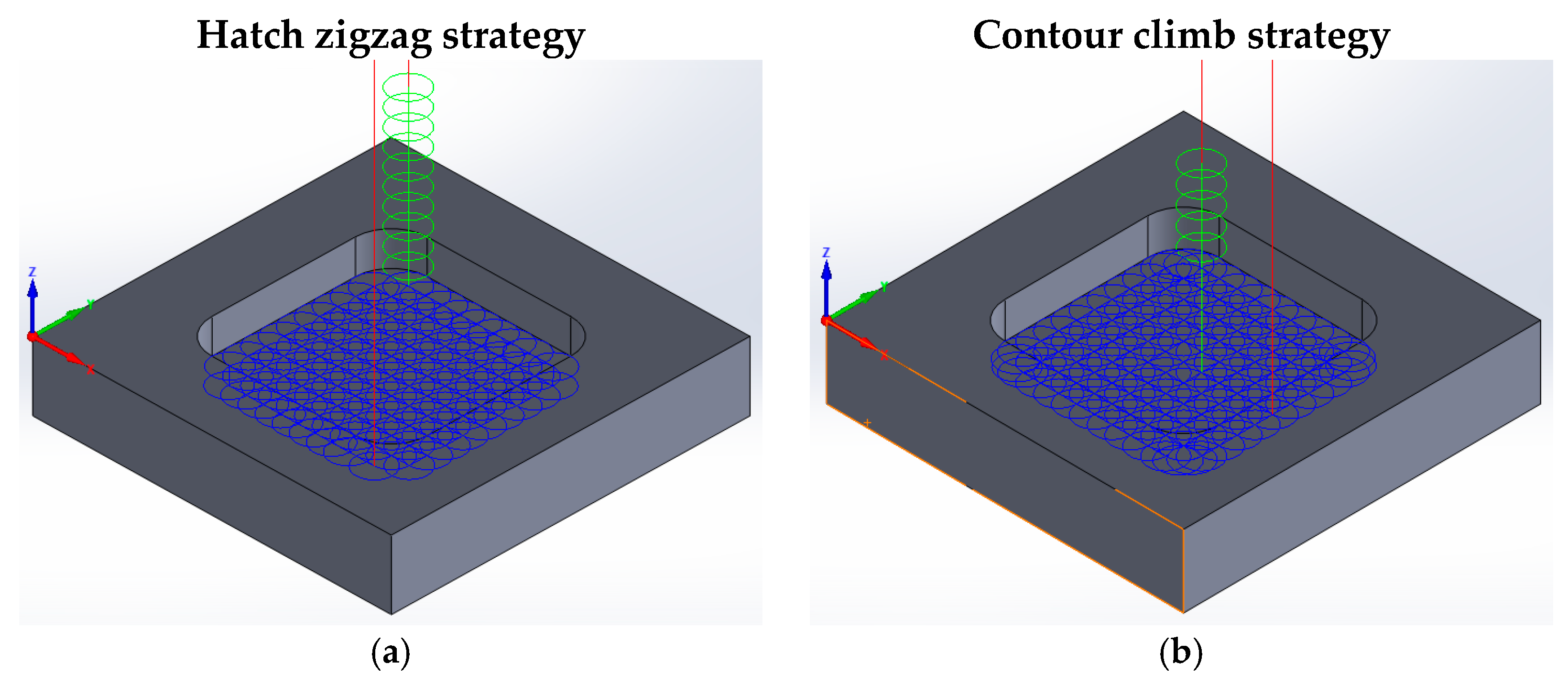
- In the case of the contour tool path strategy in micro milling tests, it takes more time (2.1 s), more steps (12 step), and a greater traveling length of the tool (2.399 mm) than the hatch tool path strategy.
- (3)
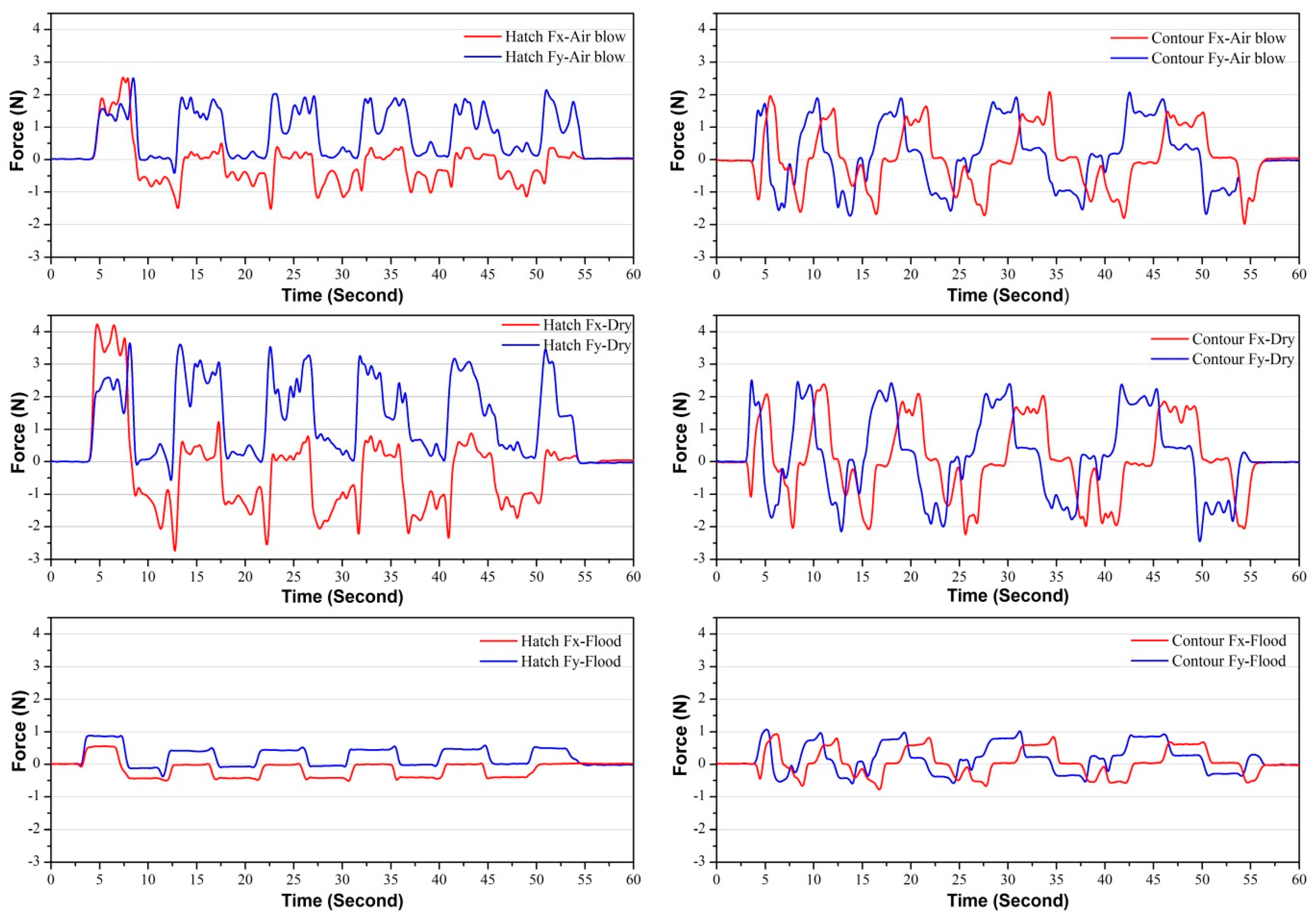
- With the contour tool path strategy, the cutting force was lower in the pocket machining operation than with the hatch tool path strategy.
- (4)
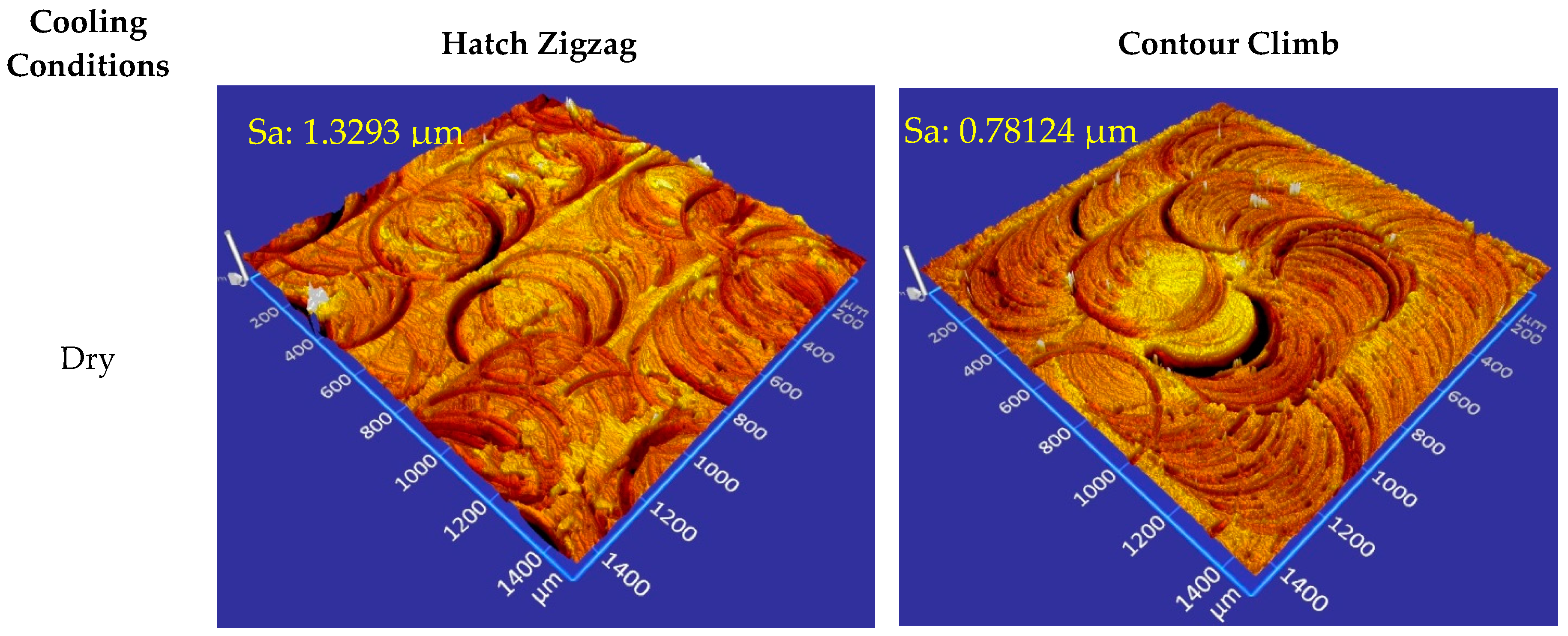
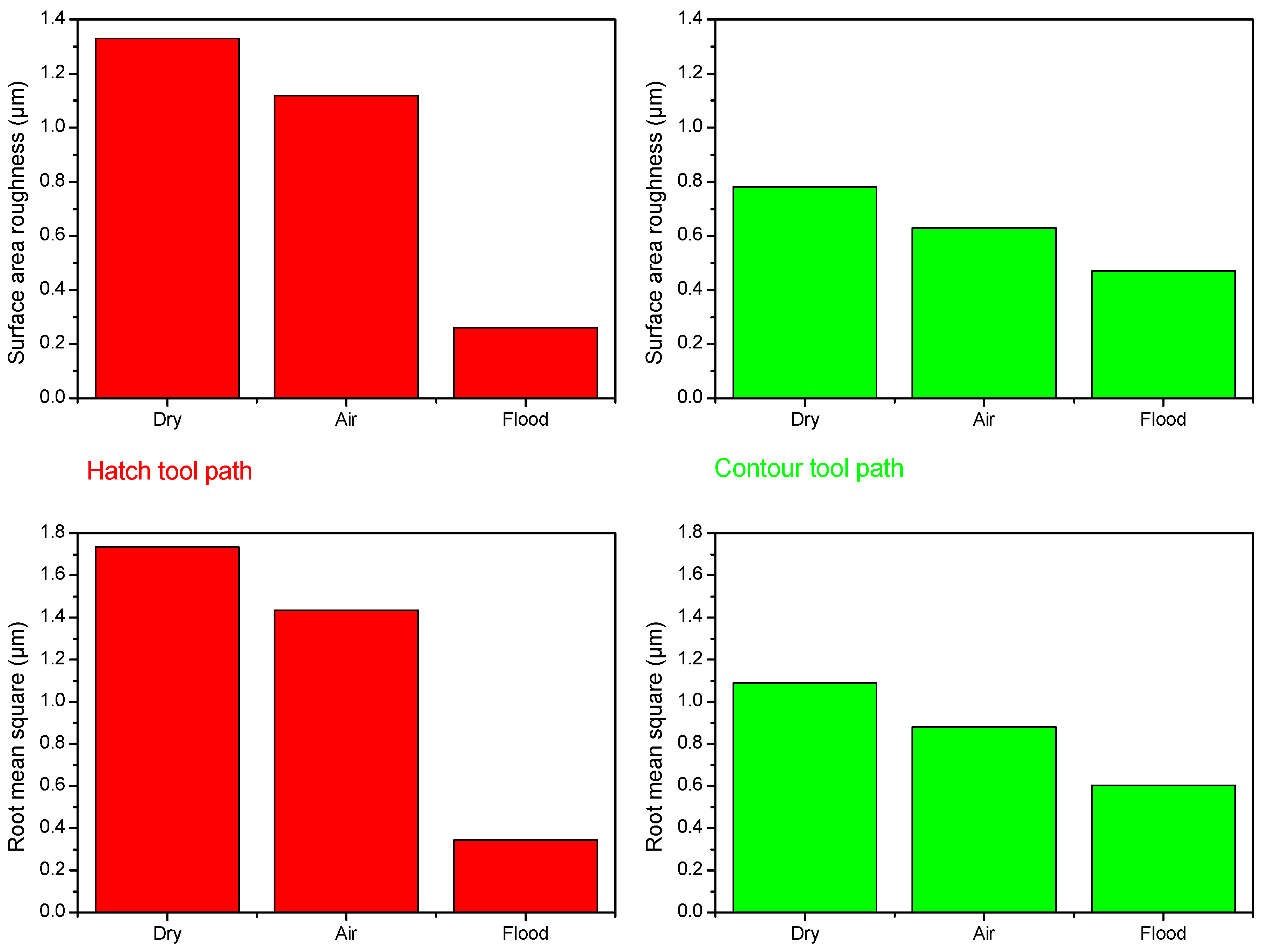
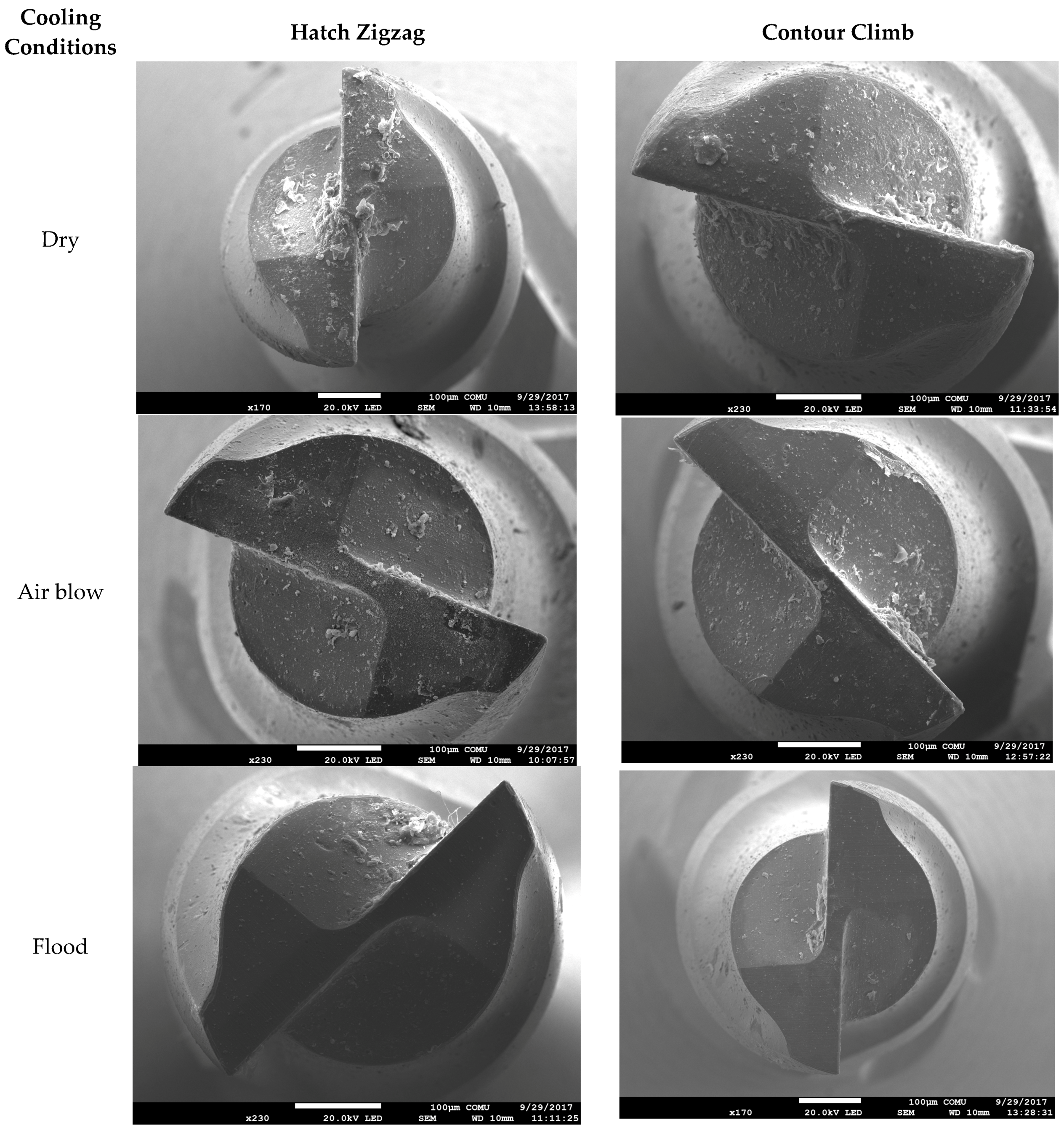
- The surface quality of the micro-milled parts was improved with the flood coolant and contour climb strategy, and at the same time, the cutting forces were reduced by this combination.
- (5)
- By using a flood coolant during machining, the micro tool marks are homogeneously formed and the deterioration in the micro machined surface is minimized.
Author Contributions
Conflicts of Interest
References
- Filiz, S.; Conley, C.M.; Wasserman, M.B.; Ozdoganlar, O.B. An experimental investigation of micro-machinability of copper 101 using tungsten carbide micro-endmills. Int. J. Mach. Tools Manuf. 2007, 47, 1088–1100. [Google Scholar] [CrossRef]
- Hassanpour, H.; Sadeghi, M.H.; Rezaei, H.; Rasti, A. Experimental study of cutting force, microhardness, surface roughness, and burr size on micromilling of Ti6Al4V in minimum quantity lubrication. Mater. Manuf. Process. 2016, 31, 1654–1662. [Google Scholar] [CrossRef]
- Bajpai, V.; Kushwaha, A.K.; Singh, R.K. Burr formation and surface quality in high speed micro-milling of titanium alloy (Ti6Al4V). In Proceedings of the ASME 2013 International Manufacturing Science and Engineering Conference Collocated with the 41st North American Manufacturing Research Conference, Madison, WI, USA, 10–14 June 2013; pp. 17–24. [Google Scholar]
- Çiçek, A.; Kara, F.; Kivak, T.; Ekici, E.; Uygur, I. Effects of deep cryogenic treatment on the wear resistance and mechanical properties of AISI H13 hot-work tool steel. J. Mater. Eng. Perform. 2015, 24, 4431–4439. [Google Scholar] [CrossRef]
- Budak, E.; Altintas, Y. Modeling and avoidance of static form errors in peripheral milling of plates. Int. J. Mach. Tools Manuf. 1995, 35, 459–476. [Google Scholar] [CrossRef]
- Davim, J.P.; Reis, P. Damage and dimensional precision on milling carbon fiber-reinforced plastics using design experiments. J. Mater. Process. Technol. 2005, 160, 160–167. [Google Scholar] [CrossRef]
- Çiçek, A.; Kara, F.; Kivak, T.; Ekici, E. Evaluation of machinability of hardened and cryo-treated AISI H13 hot work tool steel with ceramic inserts. Int. J. Refract. Met. Hard Mater. 2013, 41, 461–469. [Google Scholar] [CrossRef]
- Özel, T.; Karpat, Y. Predictive modeling of surface roughness and tool wear in hard turning using regression and neural networks. Int. J. Mach. Tools Manuf. 2005, 45, 467–479. [Google Scholar] [CrossRef]
- Şeker, U.; Hasirci, H. Evaluation of machinability of austempered ductile irons in terms of cutting forces and surface quality. J. Mater. Process. Technol. 2006, 173, 260–268. [Google Scholar] [CrossRef]
- López de Lacalle, L.N.; Lamikiz, A.; Muñoa, J.; Sánchez, J.A. The CAM as the centre of gravity of the five-axis high speed milling of complex parts. Int. J. Prod. Res. 2005, 43, 1983–1999. [Google Scholar] [CrossRef]
- Lamikiz, A.; De Lacalle, L.L.; Sánchez, J.A.; Salgado, M.A. Cutting force integration at the CAM stage in the high-speed milling of complex surfaces. Int. J. Comput. Integr. Manuf. 2005, 18, 586–600. [Google Scholar] [CrossRef]
- Gao, Q.; Gong, Y.; Zhou, Y.; Wen, X. Experimental study of micro-milling mechanism and surface quality of a nickel-based single crystal superalloy. J. Mech. Sci. Technol. 2017, 31, 171–180. [Google Scholar] [CrossRef]
- Ucun, I.; Aslantas, K.; Bedir, F. An experimental investigation of the effect of coating material on tool wear in micro milling of Inconel 718 super alloy. Wear 2013, 300, 8–19. [Google Scholar] [CrossRef]
- Zariatin, D.L.; Kiswanto, G.; Ko, T.J. Investigation of the micro-milling process of thin-wall features of aluminum alloy 1100. Int. J. Adv. Manuf. Technol. 2017. [Google Scholar] [CrossRef]
- Jin, C.Z.; Kang, I.S.; Park, J.H.; Jang, S.H.; Kim, J.S. The characteristics of cutting forces in the micro-milling of AISI D2 steel. J. Mech. Sci. Technol. 2009, 23. [Google Scholar] [CrossRef]
- Thepsonthi, T.; Özel, T. An integrated toolpath and process parameter optimization for high-performance micro-milling process of Ti-6Al-4V titanium alloy. Int. J. Adv. Manuf. Technol. 2014, 75, 57–75. [Google Scholar] [CrossRef]
- Oliaei, S.N.B.; Karpat, Y. Influence of tool wear on machining forces and tool deflections during micro milling. Int. J. Adv. Manuf. Technol. 2016, 84, 1963–1980. [Google Scholar] [CrossRef]
- Dimov, S.; Pham, D.T.; Ivanov, A.; Popov, K.; Fansen, K. Micromilling strategies: Optimization issues. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2004, 218, 731–736. [Google Scholar] [CrossRef]
- Kiswanto, G.; Zariatin, D.L.; Baskoro, A.S.; Istiyanto, J. An experimental guideline to manufacture micro-impeller using micro-milling process. In Proceedings of the International Conference on Micromanufacturing, Singapore, 26–28 March 2014. [Google Scholar]
- Yun, D.J.; Seo, T.I.; Park, D.S. Fabrication of biochips with micro fluidic channels by micro end-milling and powder blasting. Sensors 2008, 8, 1308–1320. [Google Scholar] [CrossRef] [PubMed]
- Katahira, K.; Takesue, S.; Komotori, J.; Yamazaki, K. Micromilling characteristics and electrochemically assisted reconditioning of polycrystalline diamond tool surfaces for ultra-precision machining of high-purity SiC. CIRP Ann. Manuf. Technol. 2014, 63, 329–332. [Google Scholar] [CrossRef]
- Özel, T.; Liu, X. Investigations on mechanics-based process planning of micro-end milling in machining mold cavities. Mater. Manuf. Process. 2009, 24, 1274–1281. [Google Scholar] [CrossRef]
- Percin, M.; Aslantas, K.; Ucun, I.; Kaynak, Y.; Cicek, A. Micro-drilling of Ti-6Al-4V alloy: The effects of cooling/lubricating. Precis. Eng. 2016, 45, 450–462. [Google Scholar] [CrossRef]
- Aslantas, K.; Çicek, A.; Ucun, İ.; Percin, M.; Hopa, H.E. Performance evaluation of a hybrid cooling-lubrication system in micro-milling of Ti6Al4V alloy. Procedia CIRP 2016, 46, 492–495. [Google Scholar] [CrossRef]
- ASM Aerospace Specification Metals Inc. Available online: http://asm.matweb.com/search/SpecificMaterial.asp?bassnum=MA5083H116 (accessed on 20 August 2017).
- Hatna, A.; Grieve, R.J.; Broomhead, P. Automatic CNC milling of pockets: Geometric and technological issues. Comput. Integr. Manuf. Syst. 1998, 11, 309–330. [Google Scholar] [CrossRef]
- Rahim, E.A.; Sasahara, H. A study of the effect of palm oil as MQL lubricant on high speed drilling of titanium alloys. Tribol. Int. 2011, 44, 309–317. [Google Scholar] [CrossRef]
- Sreejith, P.S. Machining of 6061 aluminium alloy with MQL, dry and flooded lubricant conditions. Mater. Lett. 2008, 62, 276–278. [Google Scholar] [CrossRef]
- Pereira, O.; Rodríguez, A.; Fernández-Abia, A.I.; Barreiro, J.; de Lacalle, L.L. Cryogenic and minimum quantity lubrication for an eco-efficiency turning of AISI 304. J. Clean. Prod. 2016, 139, 440–449. [Google Scholar] [CrossRef]
- Davim, J.P. A note on the determination of optimal cutting conditions for surface finish obtained in turning using design of experiments. J. Mater. Process. Technol. 2001, 116, 305–308. [Google Scholar] [CrossRef]
- Zygo Corporation. Available online: https://www.zygo.com (accessed on 20 August 2017).
- Aramcharoen, A.; Mativenga, P.T. Critical factors in energy demand modelling for CNC milling and impact of toolpath strategy. J. Clean. Prod. 2014, 78, 63–74. [Google Scholar] [CrossRef]
- Ertunc, H.M.; Oysu, C. Drill wear monitoring using cutting force signals. Mechatronics 2004, 14, 533–548. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition in Mass % | Mechanical Properties | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Al | Si | Fe | Cu | Mn | Mg | Zn | Cr | Ti | Tensile strength | Yield strength | Elongation |
| 92.4–95.6 | Max. 0.4 | Max. 0.4 | Max. 0.1 | 0.4–1 | 4–4.9 | Max. 0.25 | 0.05–0.25 | Max. 0.15 | 317 MPa | 228 MPa | 16% |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Koklu, U.; Basmaci, G. Evaluation of Tool Path Strategy and Cooling Condition Effects on the Cutting Force and Surface Quality in Micromilling Operations. Metals 2017, 7, 426. https://doi.org/10.3390/met7100426
Koklu U, Basmaci G. Evaluation of Tool Path Strategy and Cooling Condition Effects on the Cutting Force and Surface Quality in Micromilling Operations. Metals. 2017; 7(10):426. https://doi.org/10.3390/met7100426
Chicago/Turabian StyleKoklu, Ugur, and Gültekin Basmaci. 2017. "Evaluation of Tool Path Strategy and Cooling Condition Effects on the Cutting Force and Surface Quality in Micromilling Operations" Metals 7, no. 10: 426. https://doi.org/10.3390/met7100426
APA StyleKoklu, U., & Basmaci, G. (2017). Evaluation of Tool Path Strategy and Cooling Condition Effects on the Cutting Force and Surface Quality in Micromilling Operations. Metals, 7(10), 426. https://doi.org/10.3390/met7100426