3.1. Mode and Progression of Tool Deterioration
The effect of milling on the tool edge for each of the present four milling experiments using
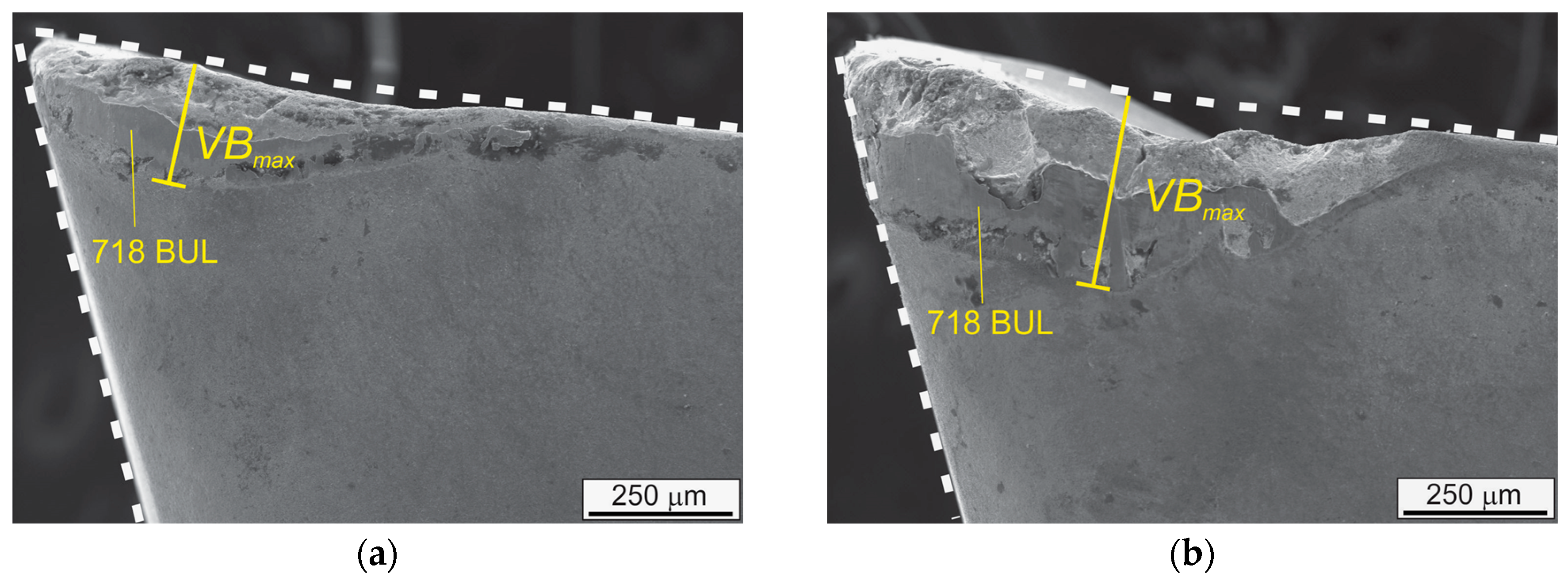
ft = 0.1 mm/rev is presented one by one, starting with viewing the side flank face of Tool
dry1 shown in
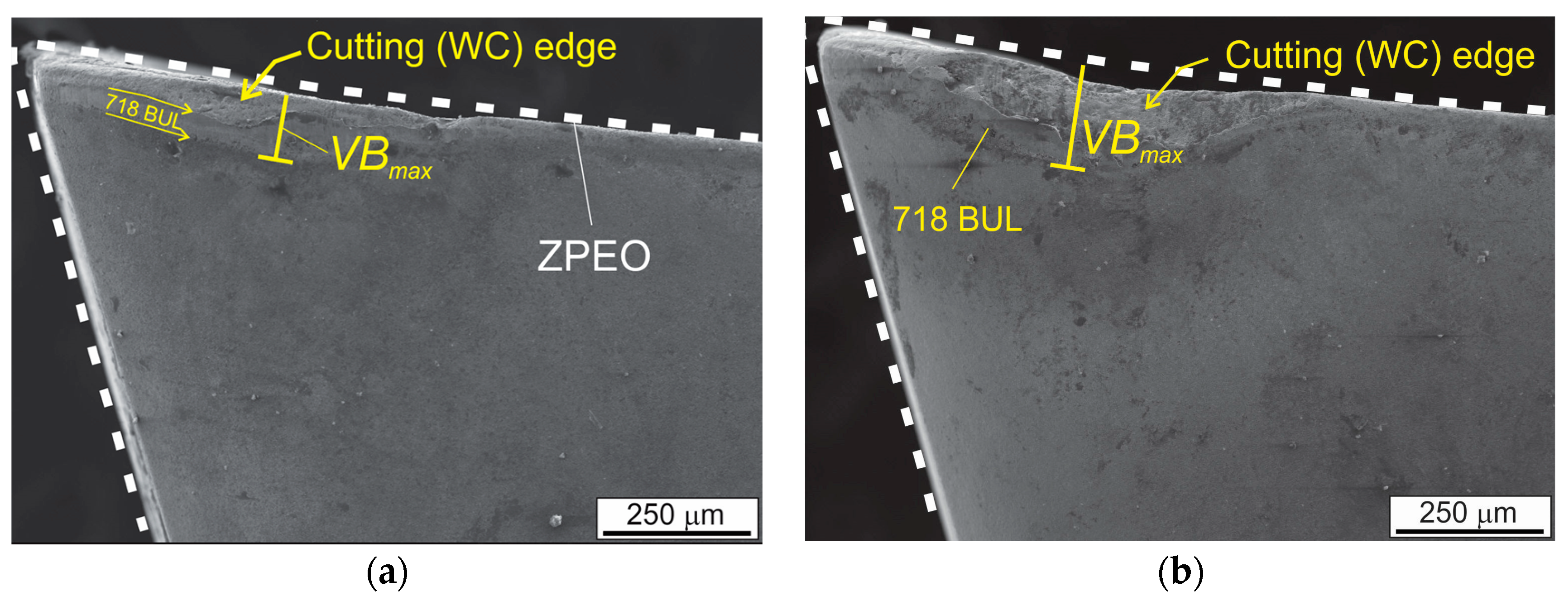
Figure 3 for dry milling. The edge has been slightly affected after one pass, with
VBmax = 0.12 mm, which includes the exposure of WC grains in the edge area and 718 build-up layer (BUL) behind, within the 0.5 mm DOC region. That the exposure is the result of edge wear, minor edge chipping and the BUL results from workpiece material extruded for a short distance behind the tool-workpiece contact has been demonstrated and explained [
11].
Figure 3b–d shows that, in subsequent passes, tool deterioration has progressed gradually but has primarily been confined in the tool edge area. During milling using
ft = 0.05 mm/rev, a deterioration mode characterised by heavy chipping, indicating fracturing of a thin piece a long distance along the flank face well beyond the edge area, was not uncommon [
11,
12]. This mode of deterioration did not occur in the milling experiment of this Tool
dry1 using
ft = 0.1 mm/rev.
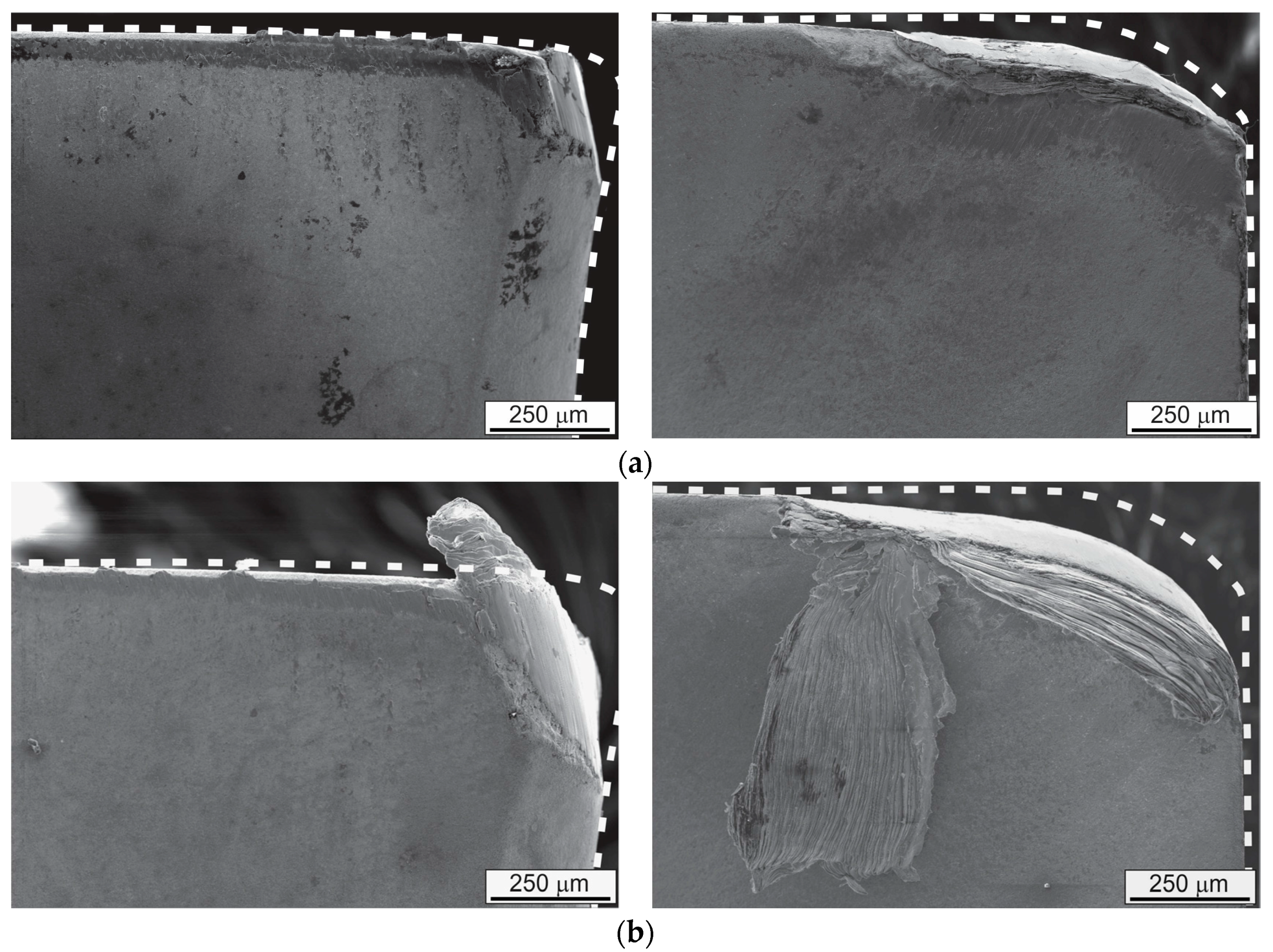
In
Figure 4, SEM images of the bottom flank face and rake face for Tool
dry1 after three and four passes are shown. These images confirm that the gradual loss of the tool material was mainly confined to the cutting edge/corner location where the tool and workpiece contacted during milling. The contact (cutting) area is where the tool forced the workpiece locally to deform and flow out as chips (workpiece material). This forcing during milling was also in the form of shearing/rubbing between the tool edge and the workpiece in the tertiary shear zone. This rubbed/smeared workpiece material stuck on the cutting edge as the BUL accompanying the wear and chipping confined in the cutting edge is thus expected. It can also be expected that, as the cutting edge deteriorates and blunts more severely, a larger shearing/rubbing area and thus coverage of a larger area by the BUL should result.
Figure 3d and particularly
Figure 4b demonstrate this.
Compared to the insert before milling shown by ZPEO, the edge viewed on the bottom flank face and rake face of the tool in
Figure 4b clearly shows that severe blunting has taken place. For this reason, no further milling was conducted for this tool. The amount of tool edge material loss causing the blunting is quite clear from viewing these two faces (bottom flank and rake), rather than measuring
VB on the basis of viewing the side flank face, which is the conventional method as specified in ISO Standard 8688-2 [
21]. Viewing the side flank face,
VBmax = 0.36 mm could be measured for Tool
dry1 after the fourth pass (
Figure 3d). Although this value does not contain the true geometrical and volumetric information on the actual amount of deterioration, it indirectly indicates the severity of the deterioration that can be more directly observed by viewing the bottom face and the rake face.
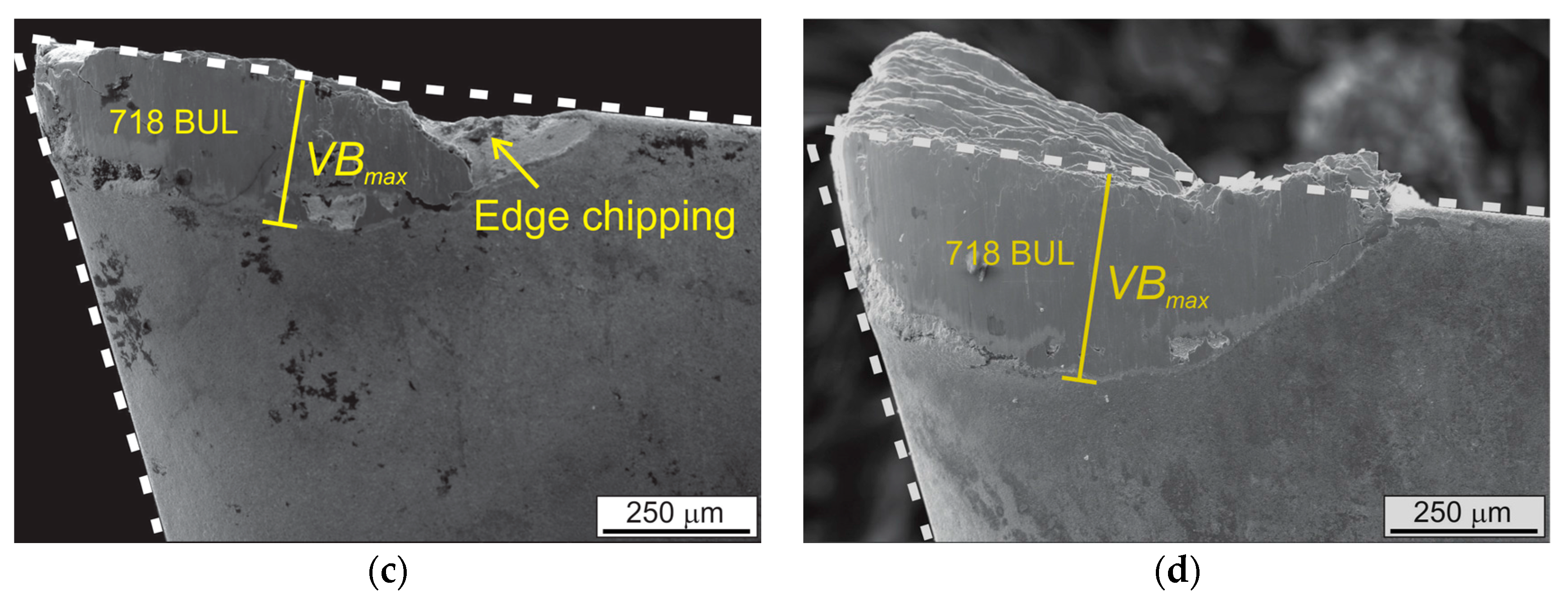
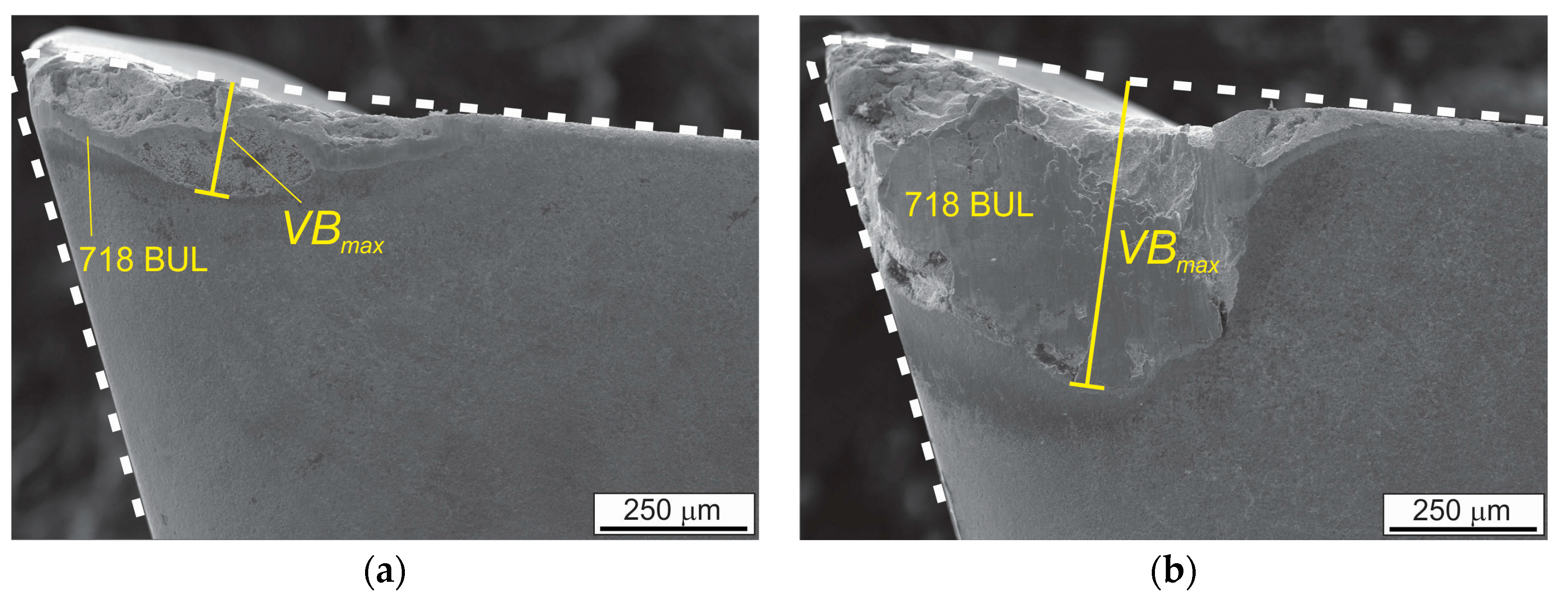
Side flank face images of the tool after the second and third pass in the second dry milling experiment using Tool
dry2 are shown in
Figure 5. The mode of deterioration, rather than the rate, being confined to the cutting edge for this second experiment, was the same as that in the first (Tool
dry1), as explained above. Edge chipping (notching) has been more markedly revealed in
Figure 5. However, in general, edge chipping may not be clearly viewed constantly, as it may depend on the amount of BUL or other forms of build-up material on the edge area. As shown in
Figure 4b, after three passes,
VBmax = 0.35 mm for this second dry milling experiment. This value was comparable to the value after four passes in the first dry milling experiment, for which it has been explained that the tool (Tool
dry1) should be viewed as severely deteriorated. Thus, this second dry milling experiment for Tool
dry2 stopped after three passes.
Side flank face images of Tool
wet2 for the milling experiment using coolant (wet milling) are shown in
Figure 5. As can be seen in
Figure 5a, after the first three passes,
VBmax was 0.24 mm. This was comparable to that measured for the Tool
dry1 after dry milling for three passes, as shown in
Figure 2c. In the next (fourth) pass in this wet milling experiment, the tool deterioration accelerated and
VBmax (0.64 mm) increased considerably. However, as is seen in
Figure 6b, the mode of deterioration remained the same, meaning that the severe deterioration had essentially been the blunting of the edge/corner without fracturing long pieces along the flank face outside of the contact area of cutting. In comparison to the two dry milling experiments, this first wet milling experiment thus did not demonstrate a positive effect of using coolant on the tool life.
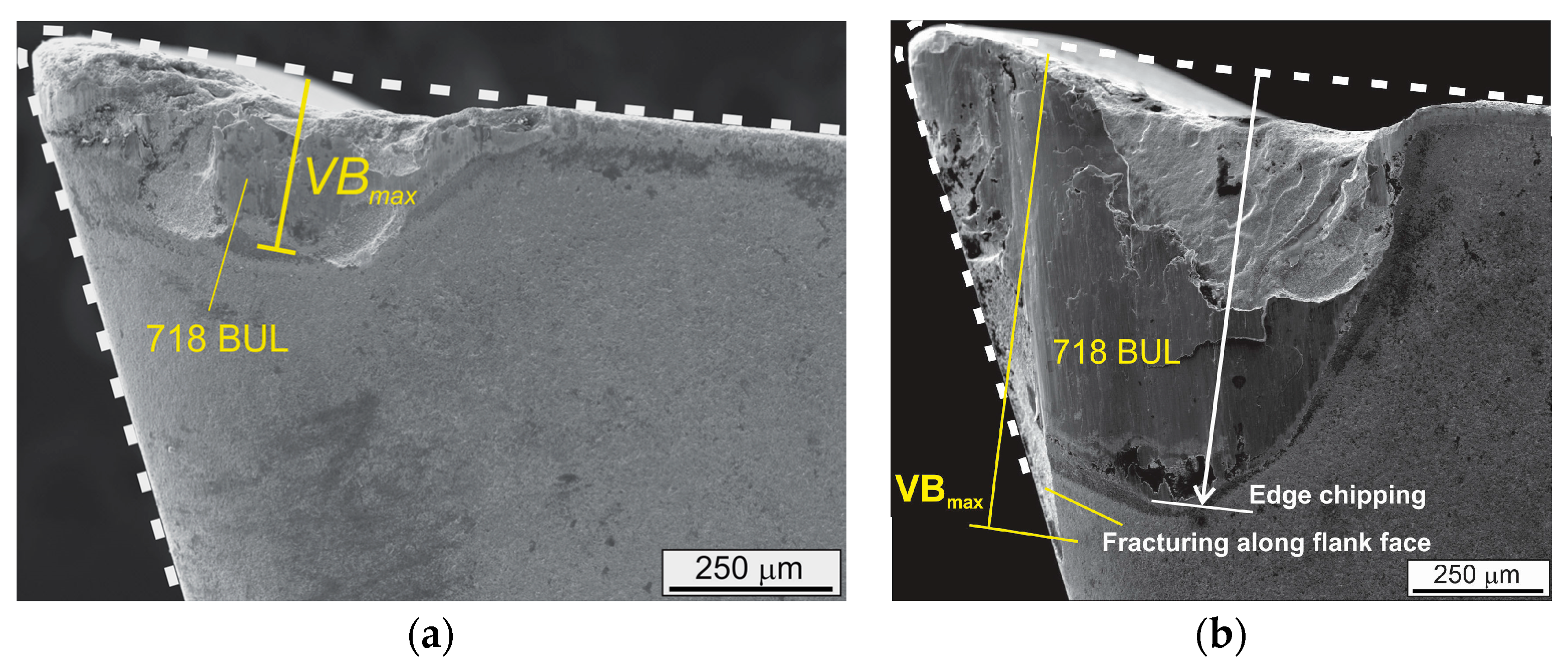
In comparison to the first wet milling experiment, in the second wet milling experiment using Tool
wet2, an increased rate of the tool deterioration was observed. This can been seen by comparing the side flank face images in
Figure 7 to those in
Figure 6. After two passes (
Figure 7a),
VBmax was close to 0.3 mm, which was the highest value after the same number of passes in all experiments. The mode of deterioration was still dominantly edge chipping. However, in the next (third) pass, as shown in
Figure 7b, evidence of fracturing along the flank face with a thin layer coming off was observed. The
VBmax value became high (close to 1 mm). However, it is also evident that during the same pass, edge chipping was also very severe, and the
VB value for edge chipping may be observed to have been only slightly less than the
VBmax.
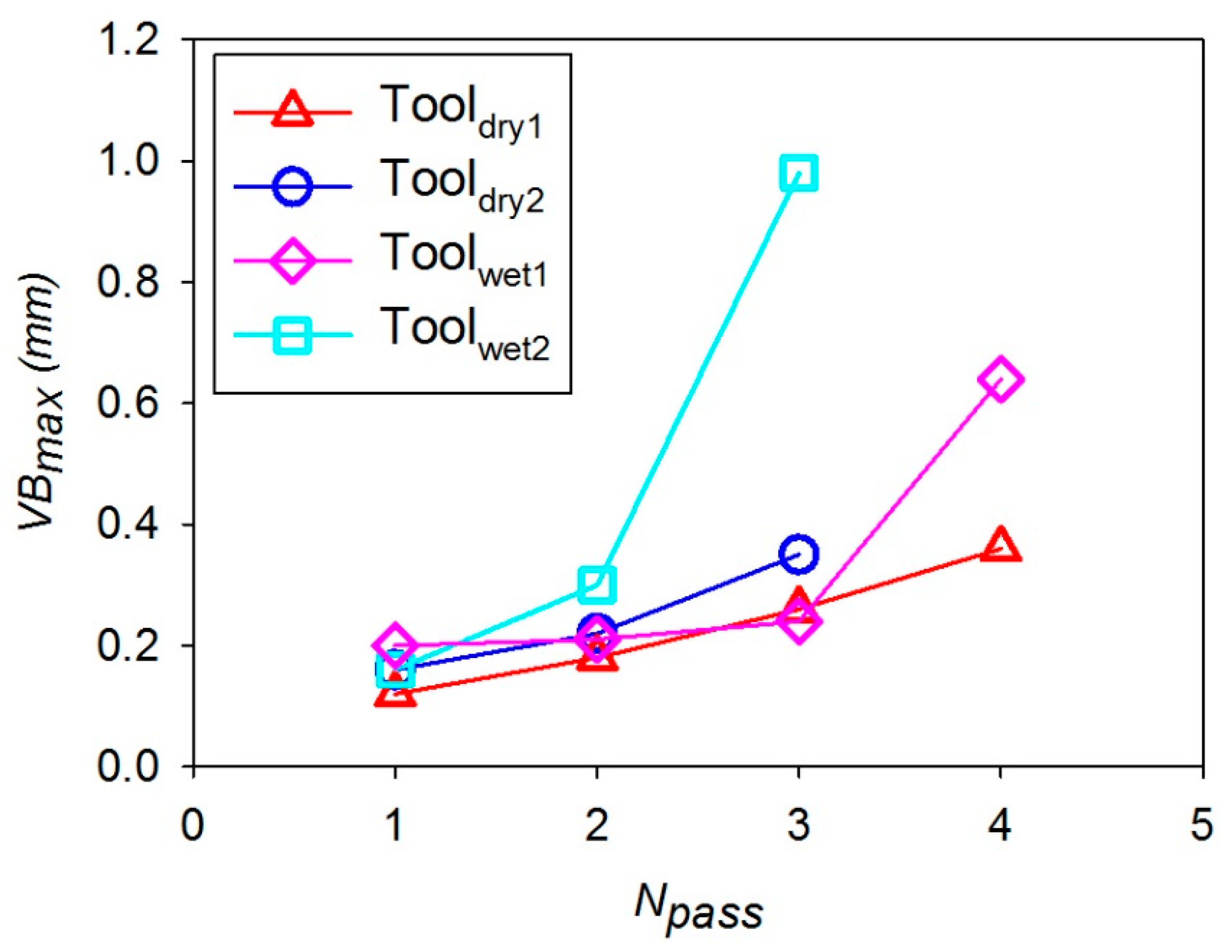
Figure 8 is a summary plot of
VBmax versus the number of passes (
Npass) to indicate the progression of the tool deterioration for milling using
ft = 0.1 mm/rev. As explained above, edge wear and edge chipping are the dominant modes of tool deterioration, which cause a gradual loss of the tool material in the cutting edge and thus a gradual blunting during the early passes. For the two wet milling experiments, the gradual blunting transiting to rapid blunting may be seen to have taken place in two to three passes. For the two dry milling experiments, the deterioration was considered severe, and thus no further passes were made after three Tool
dry1 and four Tool
dry2 passes. However, a considerable increase in
VBmax may have been expected if a further pass was made to each of the dry milling experiments. Thus, for all four experiments, the transition may appear to have taken place after 2–4 passes for
ft = 0.1 mm/rev. For
ft = 0.05 mm/rev, the number of passes before the transition ranged from one to five [
12]. Taking into account that doubling
ft halves the milling time for the same volume of material removal, the use of the higher
ft value for milling may result in a higher production rate without increasing the tool cost.
3.2. Cutting Force Relating to Tool Deterioration
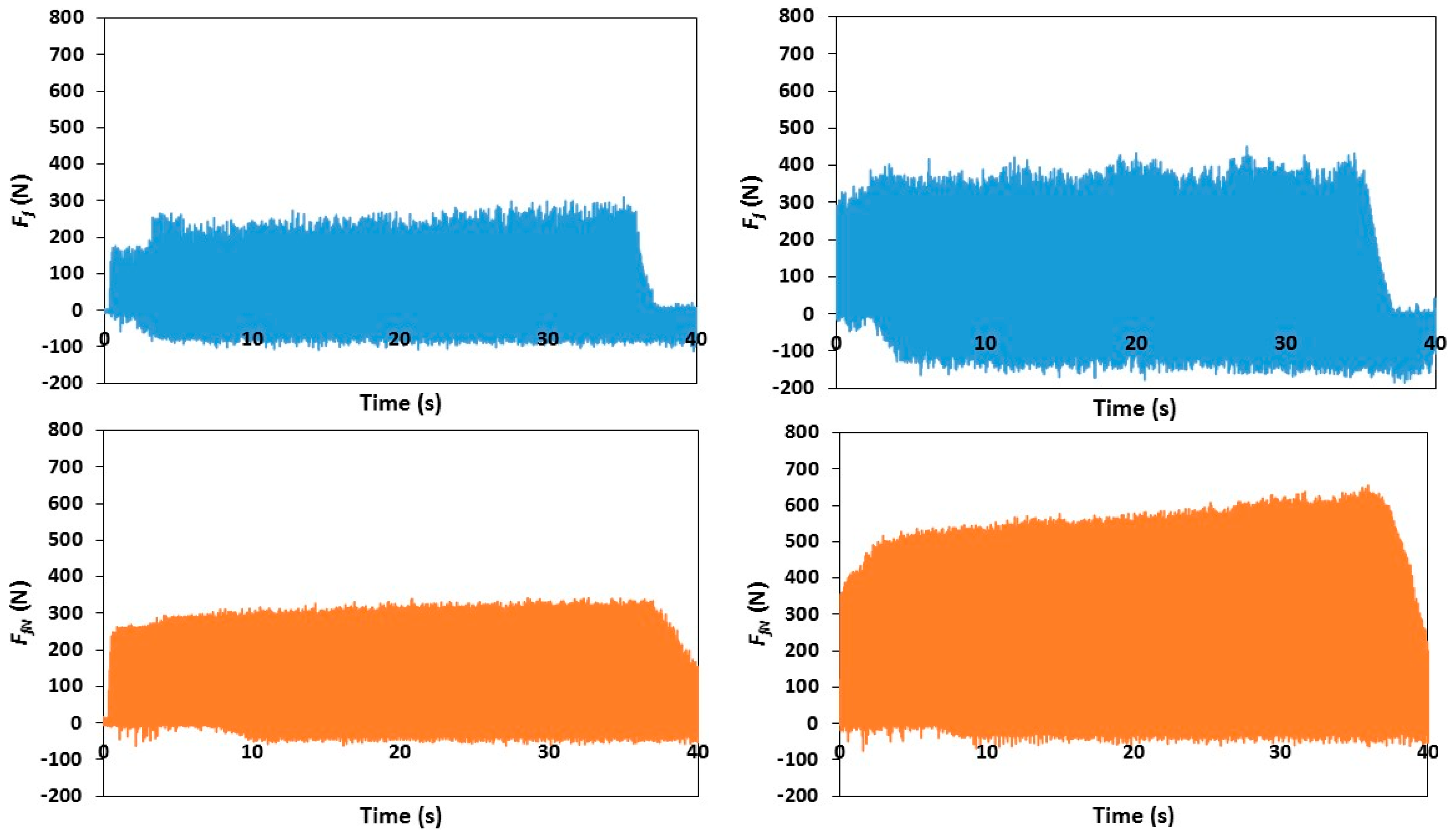
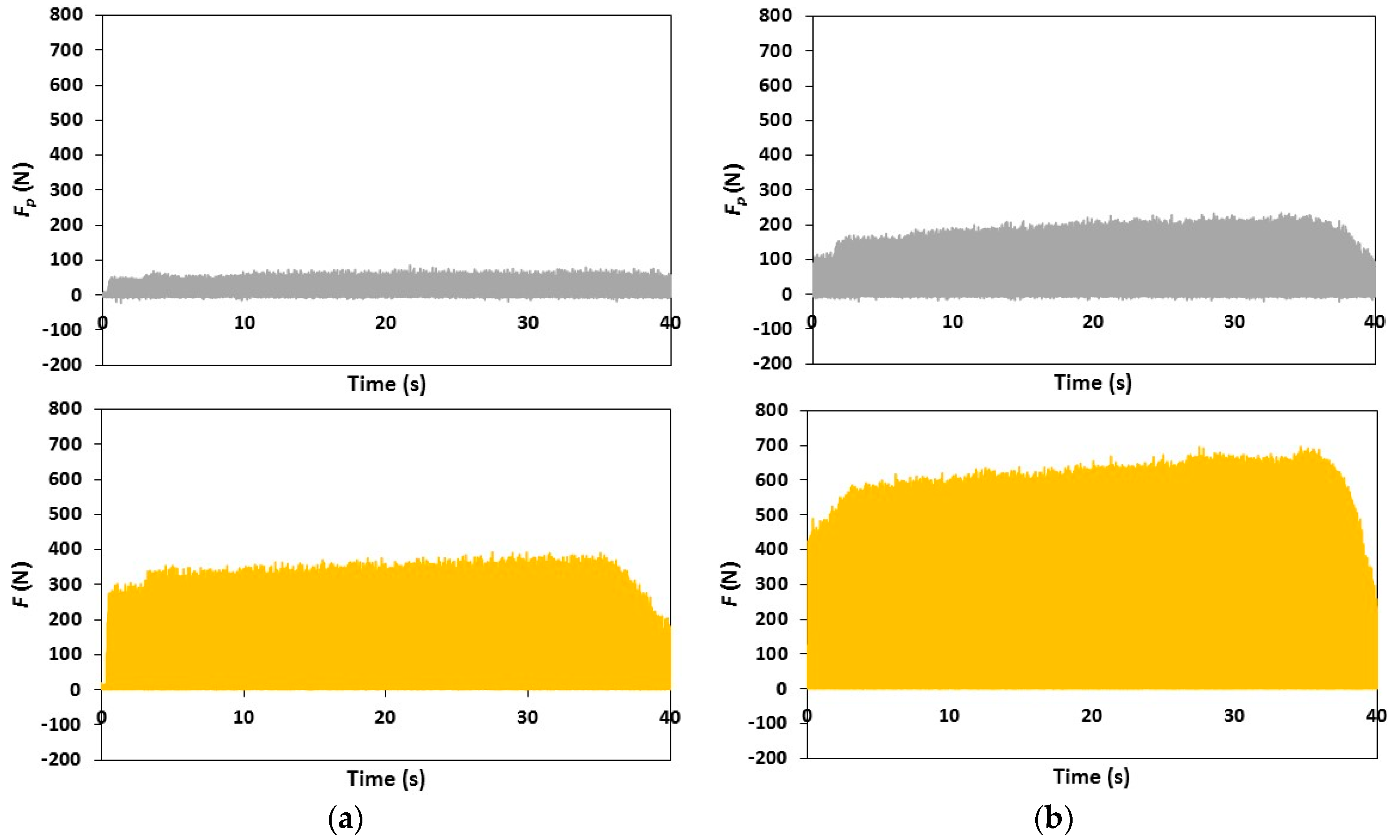
Figure 9 provides force data for two passes, the first pass and the third pass, from the same tool (Tool
dry2) experiment to illustrate the general features of the milling force when using
ft = 0.1 mm/rev. Force features in the beginning of a milling experiment and force variation within each cycle (0.06 s) have been explained in detail in the previous study using the commonly used
ft value of 0.05 mm/rev [
12]. By increasing
ft to 0.1 mm/rev, for the first pass (
Figure 9a),
Ff and
FfN were comparatively higher (than the values when
ft = 0.05 mm/rev was used [
12]), but
Fp was largely the same. As can be judged from
Figure 9a, the value of
Fe-m is ~375 N when using
ft = 0.1 mm/rev; this compares to
Fe-m ≈ 200 N when using
ft = 0.05 mm/rev [
12]. The higher
Ff and
FfN and thus higher
Fe-m values when a higher
ft value was used were expected, as a larger milling zone should require a greater milling force. In the third pass (
Figure 4b), the milling force increased significantly and
Fe-m = 670 N.
A clear indication shown in
Figure 9 is that the milling force increased gradually within each pass. This indicates that the tool deterioration was confined to the cutting edge and progressed gradually. This is consistent with the observation on the tool edge as shown (
Figure 5) and was explained for that experiment. As is shown in
Figure 8,
VBmax increased slowly from 0.16 mm in the first pass to 0.22 mm in the second pass and 0.35 mm in the third pass. Thus, Δ
VBmax = 0.19 mm corresponded to an increase of
Fe-m as can be seen in
Figure 9 to be 275 N, giving Δ
Fe-m/Δ
VBmax = 275 N/0.19 mm = 1447 N/mm. In
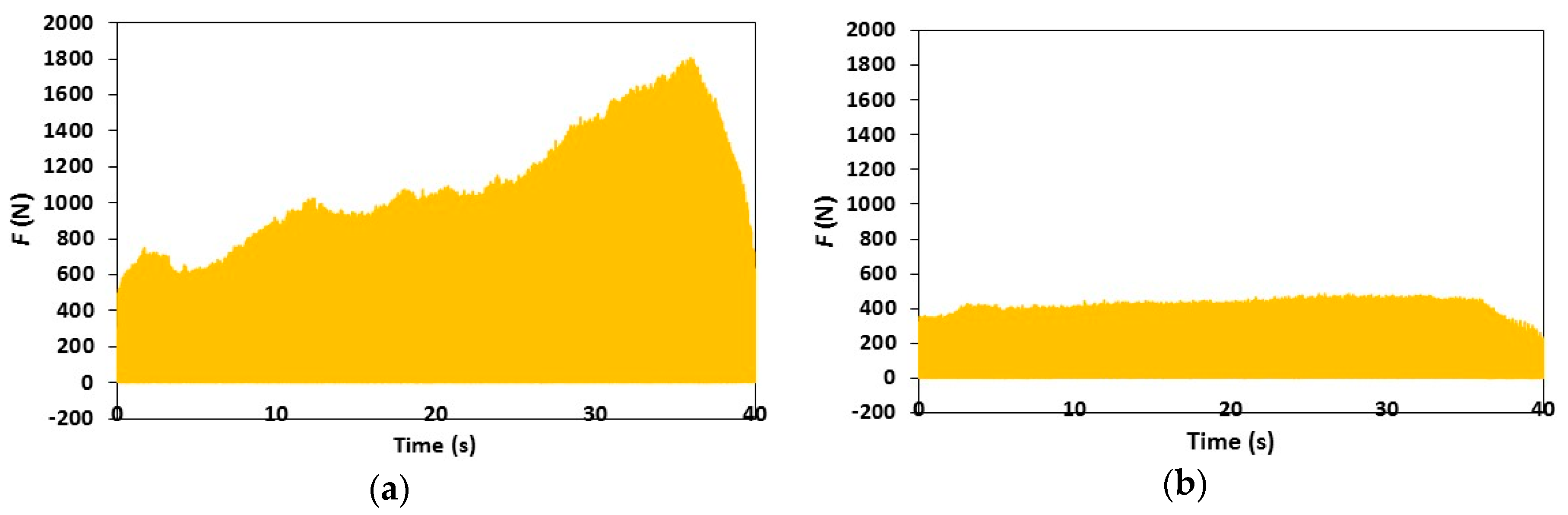
Figure 10, milling force data for the second and third pass of the tool (Tool
wet2) are shown. The most severe tool deterioration pass (
Figure 7b) was accompanied by the rapid and rather irregular increase in the milling force (
Figure 10b) in the pass. For this pass, Δ
Fe-m/Δ
VBmax = (1705 − 465) N/(0.98 − 0.3) mm = 1824 N/mm. This was a higher rate than for Tool
dry2.
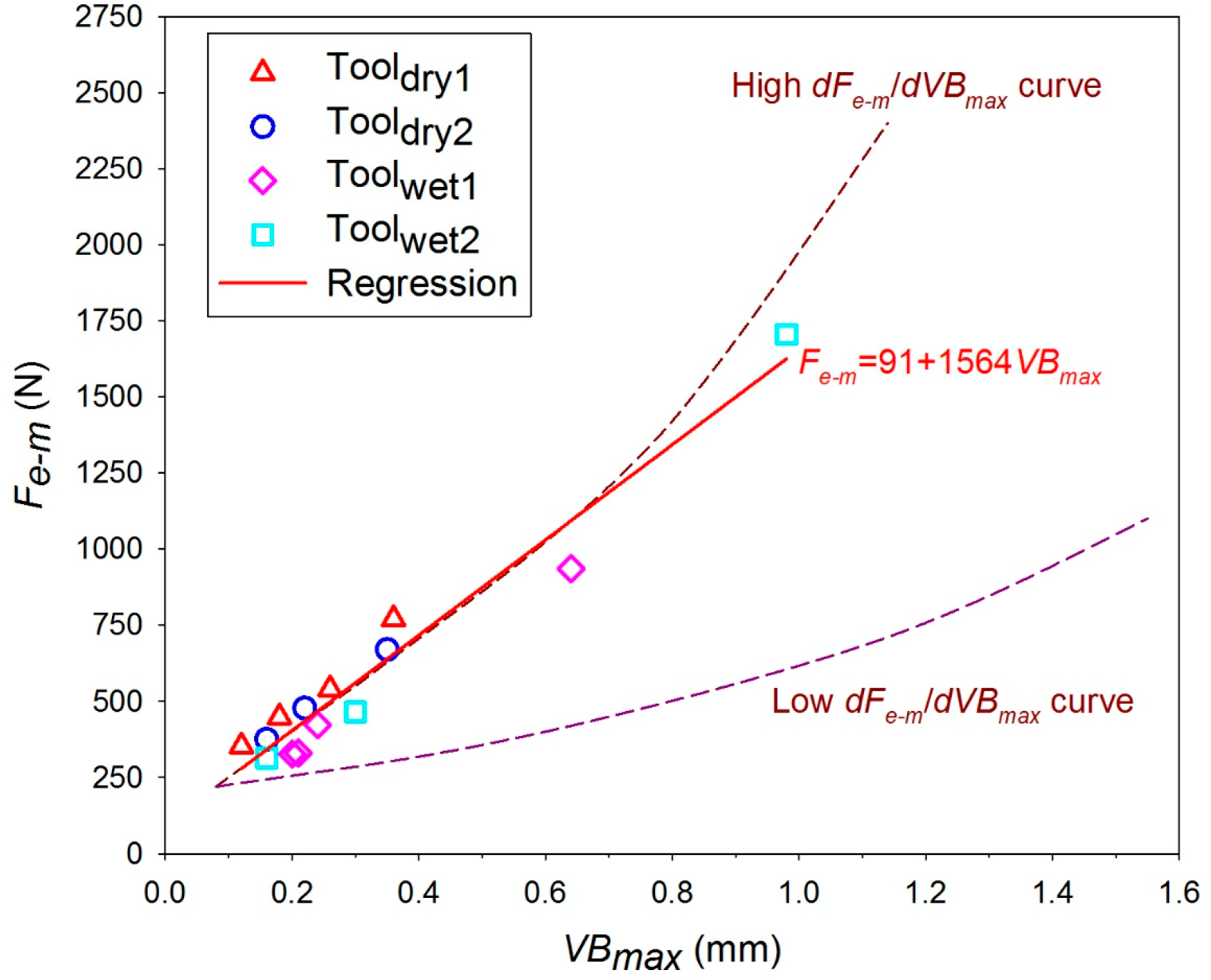
The rate of increase in
Fe-m as
VBmax increased can be better examined by plotting
Fe-m as a function of
VBmax, as shown in
Figure 11. Overall,
Fe-m increases almost linearly with
VBmax, where Δ
Fe-m/Δ
VBmax = 1564 N/mm. This linearity for
ft = 0.1 mm/rev is very different to the poor
Fe-m-
VBmax relationship found for experiments using
ft = 0.05 mm/rev. As has been explained [
12], for
ft = 0.05 mm/rev,
Fe-m-
VBmax values (from eight milling experiments) scatter widely, bound by the two d
Fe-m/d
VBmax curves, which are as plotted also in
Figure 11; thus
Fe-m is poorly related to
VBmax. Data of
ft = 0.1 mm/rev in
Figure 11 closely follow the higher-bound d
Fe-m/d
VBmax curve for
ft = 0.05 mm/rev. As has also been explained [
12], the upper-bound d
Fe-m/d
VBmax curve represents the deterioration mode of chipping and breakage confined to the cutting edge, blunting the edge as
Npass increases. As has been demonstrated in
Figure 4,
Figure 5,
Figure 6 and
Figure 7 and explained, this edge blunting mode is dominant for milling experiments using
ft = 0.1 mm/rev, and thus
Fe-m-
VBmax data closely follow the high d
Fe-m/d
VBmax curve. The good correlation of
Fe-m-
VBmax serves as a base for monitoring tool deterioration using the milling force, which is an important method being developed for monitoring tool deterioration [
7,
22,
23].
3.3. Understanding the Effect of Coolant
In the comprehensive review on tool wear during the machining of Ni-based superalloys, Zhu et al. [
4] concluded that both cooling/lubrication and heating-assisted technologies may be used to control tool wear. The tribological and heat transfer information and explanation of the beneficial effects of either cooling or heating may however be seen as lacking. Shokrani et al. [
24], also in a comprehensive review, discussed the role of coolants in the machining of difficult-to-machine materials, pointing to heat generated being the main issue. They further reason that cutting the temperature on which the hardness of the tool and the hardness of the workpiece both depend is the determining factor for machinability and thus tool life. However, detailed experimental data illustrating how an optimal temperature may be obtained for the improvement of the tool life during the milling of Ni-based alloys do not appear to be available.
As has often been suggested and as is clearly pointed out in the two reviews cited above [
4,
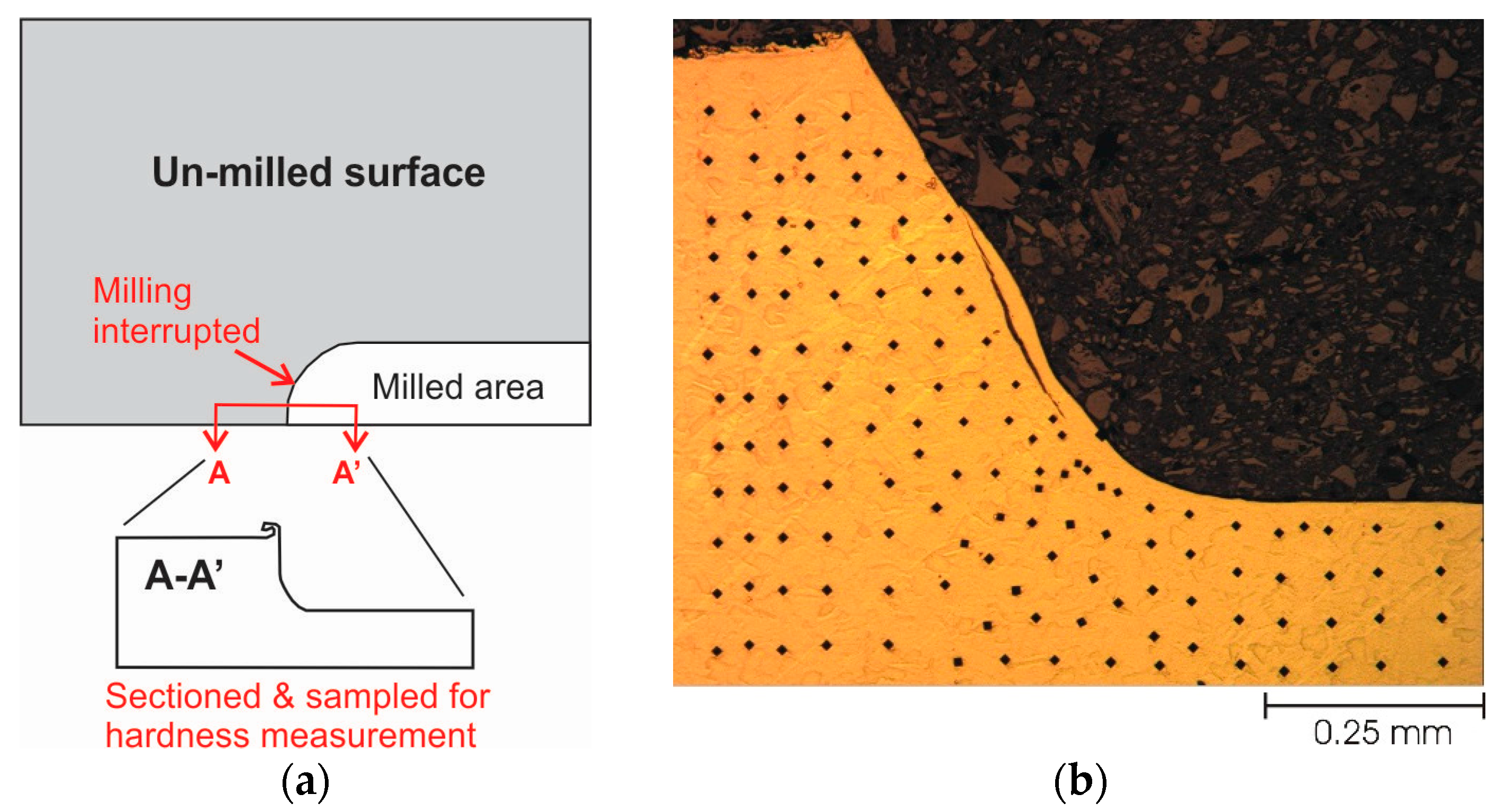
24], poor machinability, including poor tool life, of machining Ni-based alloys is the consequence of a high level of work hardening during cutting. However, mechanisms leading to softening should also occur depending on the temperatures during and post milling, as dry milling and wet milling can be viewed as two different thermal environments, and thus conditions for cutting heat to be conducted away should be different. This reasoning however is not consistent with the observation that the use of a coolant does not significantly affect the milling force. To understand this apparent contradiction, the degree of work hardening during the dry and wet milling experiments is briefly assessed. This is because experiments have already been conducted without (dry) and with (wet) the use of a coolant. Using the present interruption milling samples, as explained in the Experimental Procedures section and in
Figure 2, maps of hardness distributions can be produced.
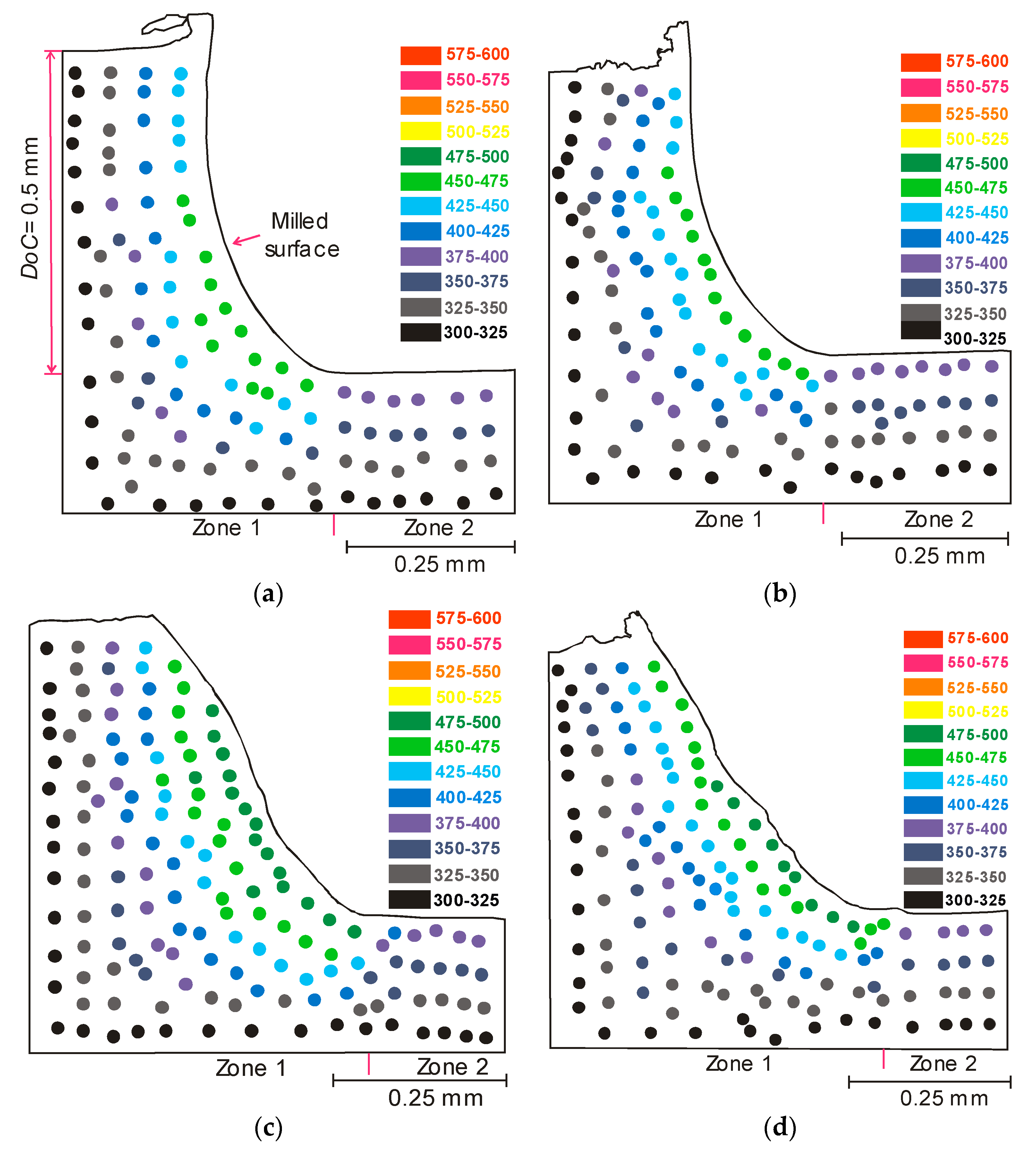
Figure 12 shows hardness maps for experiments conducted using
ft = 0.05 mm/rev. All the maps show a work hardened area ahead of the milled front/surface. For experiments using new tools (Tool
dry3 and Tool
wet3),
Figure 12a,b shows that the hardness increased from the 300–325 HV band to the 450–475 HV band over a distance of about 0.20–0.25 mm towards the milled front in both the dry and wet milling experiments. It may be worthwhile to compare these values to the findings in the recent study on work hardening during the dry turning of Inconel 718 alloy by Ren and Liu [
25]. In their study, the hardness increased from ~380 HV in the base material to 460–480 HV near the workpiece surface over a short work hardening distance. The workpiece hardness value was ~380 HV in their work, as their workpiece was in peak hardened state. The hardness values of our workpiece are within 300–325 HV, as the workpiece was in an annealed state. Work hardening resulted in hardness values that increased to the 450–470 HV band towards the milled surface, which is comparable to the 460–480 HV values in Ren and Liu’s study.
As shown in
Figure 12a,b, the increase in hardness and the sizes of the work hardened zones were very similar for both the dry and wet milling, suggesting a similar shear zone size and possibly a similar thermal condition for the two different conditions. For the tools (
Figure 12c,d) that were used for four passes (with tools heavily deteriorated) before the interruption passes, the widths of the hardened zones were slightly larger, in comparison to those when the tools were new (
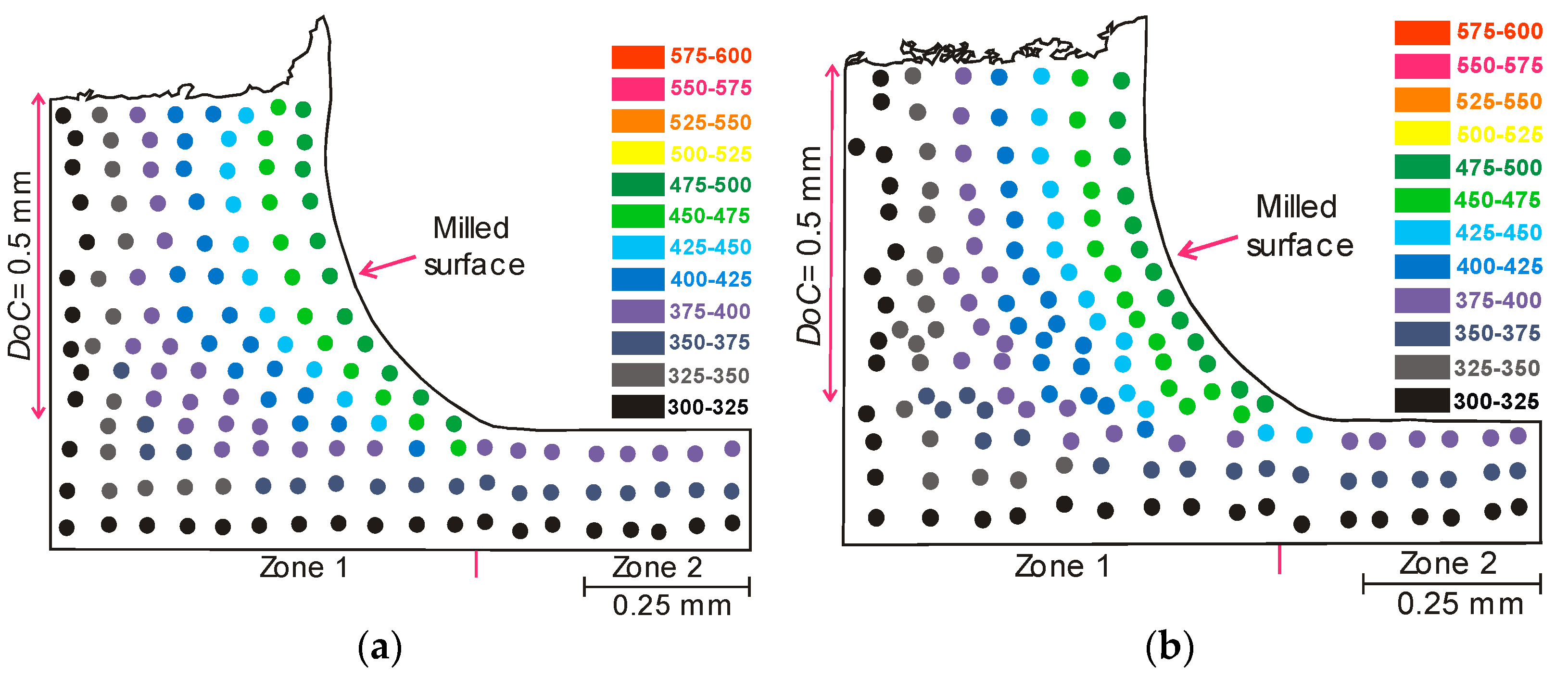
Figure 12a,b). However, when comparing to each other (dry and wet milling), the increase in hardness is largely the same, and the deformation zones are also comparable. The insignificant difference in the deformation zone for both the dry and wet milling has also been identified for the milling experiments using
ft = 0.1 mm/rev, as shown in
Figure 13. A greater width of 0.4 mm of the hardening zone and slightly higher hardness values of 475–500 HV for the higher
ft milling could be identified, because of the greater deformation for higher
ft.
Considering the comparative (dry and wet milling) data in
Figure 12 and
Figure 13, it may thus be suggested that the coolant must not have reached the cutting interface for cooling purposes, and the flooding of the workpiece with a coolant did not affect the thermal condition of the small cutting/deformation zone of 0.2–0.4 mm in width. That this cutting force did not change significantly with the use of a coolant should then have been the result of the insignificant effect of the coolant on the thermomechanical condition in the workpiece-tool contact area and cutting zone. As the cutting force did not change, it is reasonable to observe an insignificant change in the tool life. For the
ft = 0.05 mm/rev milling, the increase in the hardness due to hardening was up to 150–175 HV. For the
ft = 0.1 mm/rev milling, the increase was up to 175–200 HV. These, according to the analysis of Ren and Liu [
25], represent a considerable increase in strength from <1000 to ~1500 MPa. For milling in such a hardened state, for which the use of a coolant has no influence, the tool life is thus short.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}