Carbides Evolution and Tensile Property of 4Cr5MoSiV1 Die Steel with Rare Earth Addition

Abstract
:1. Introduction
2. Experimental Procedures
3. Results
3.1. Carbides Evolution
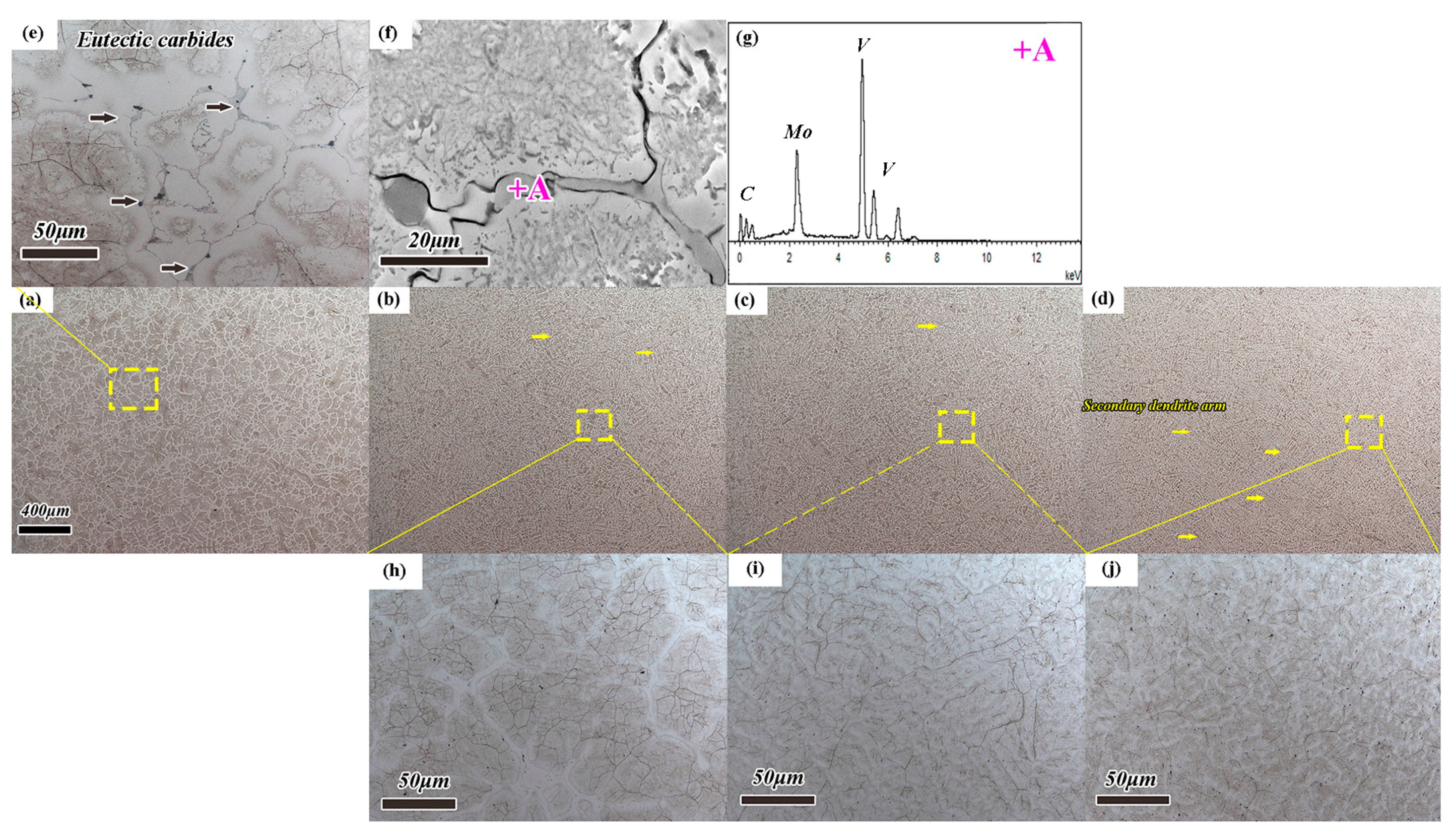
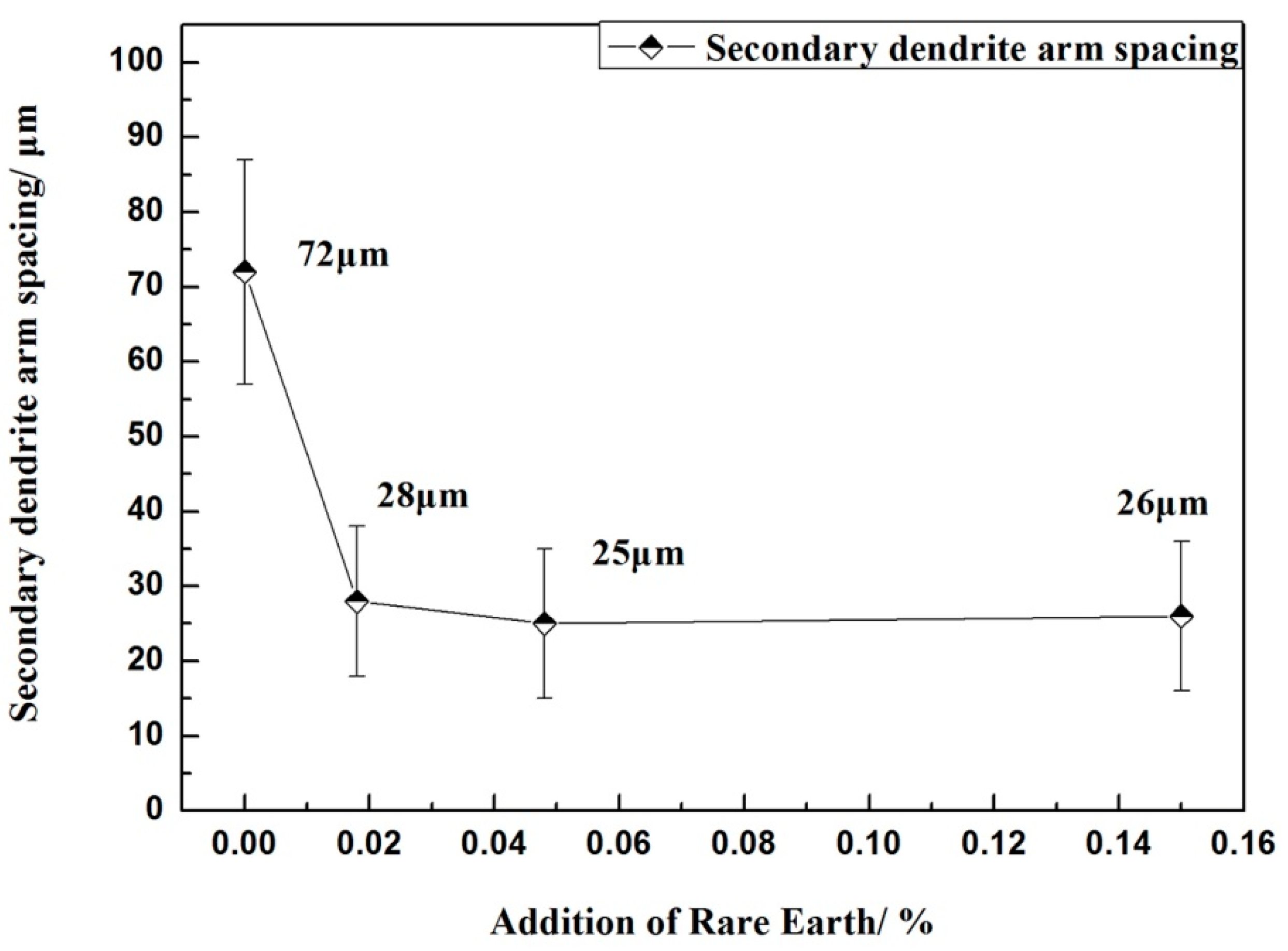
3.1.1. Influence of RE Addition on As-Cast Carbides
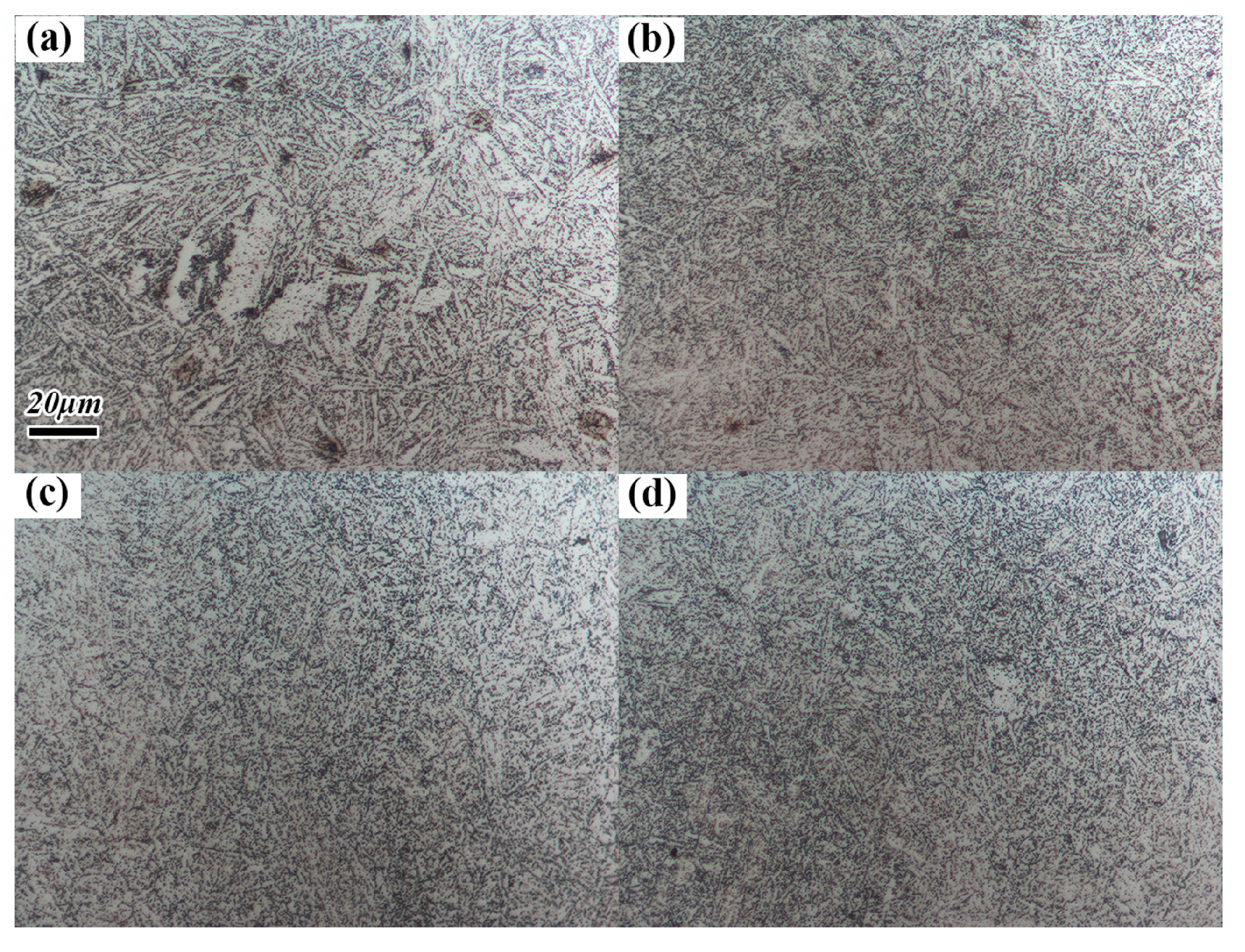
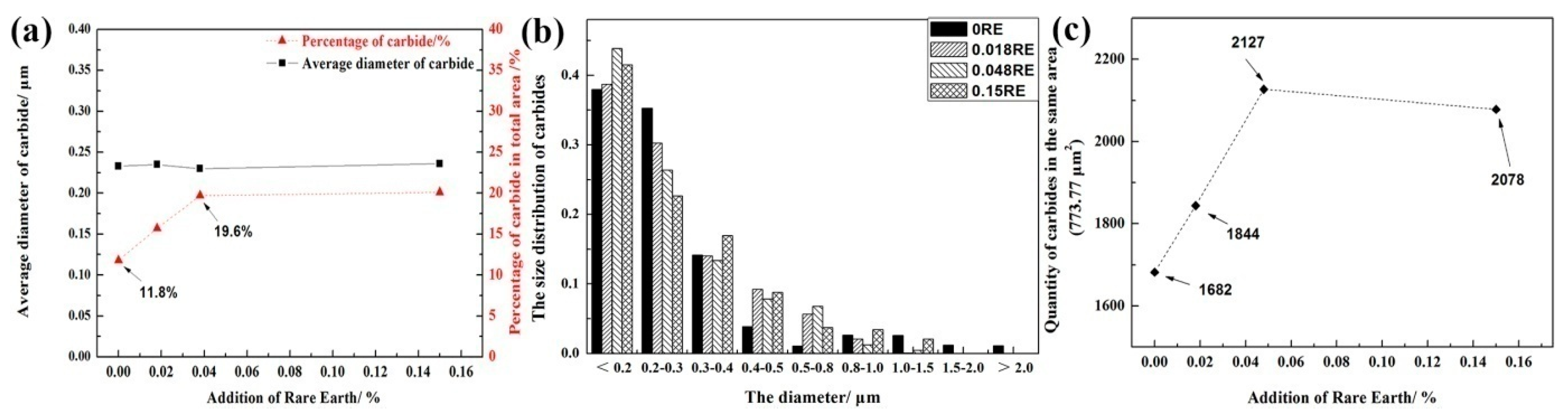
3.1.2. Influence of RE Addition on the Annealed Carbides
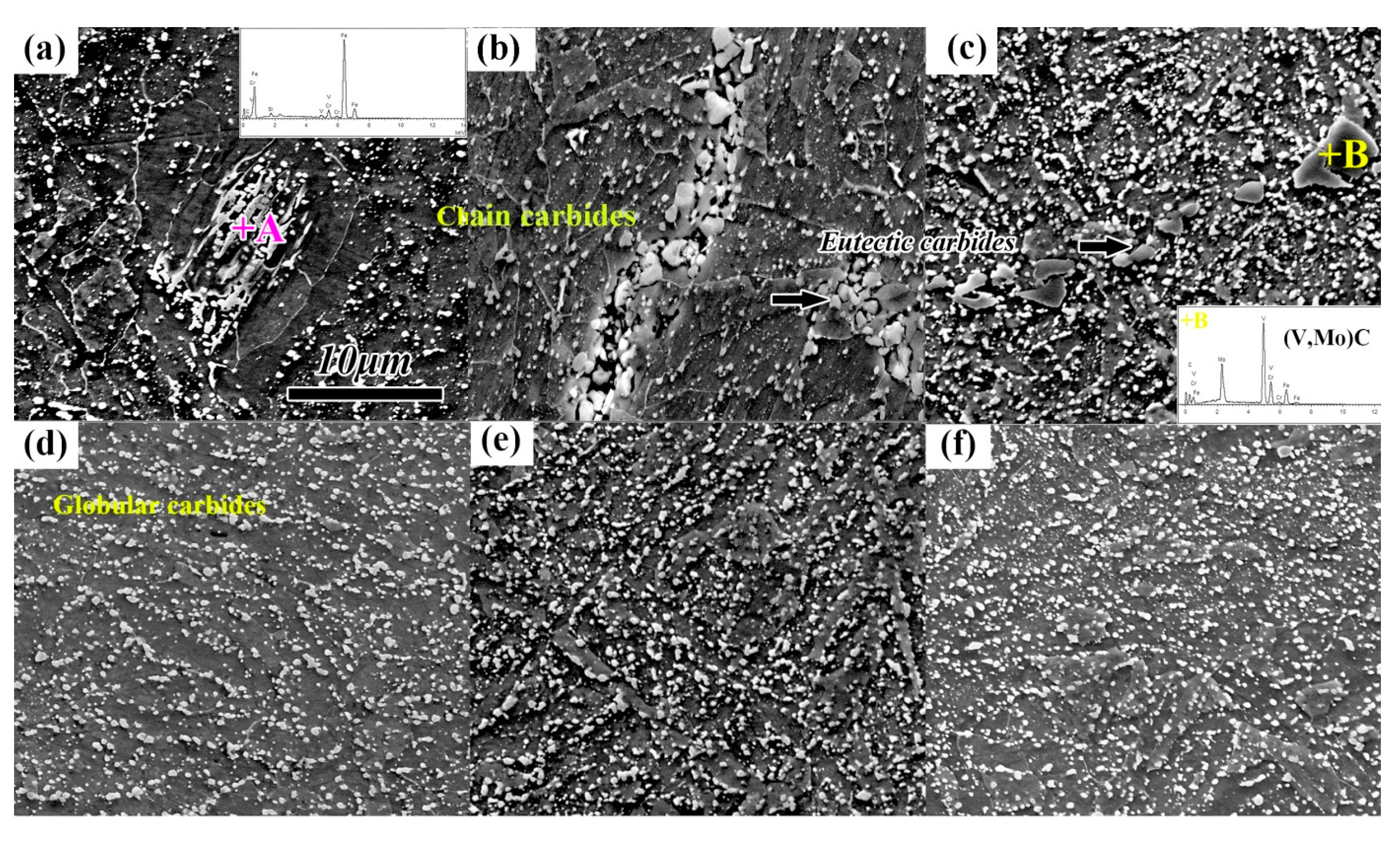
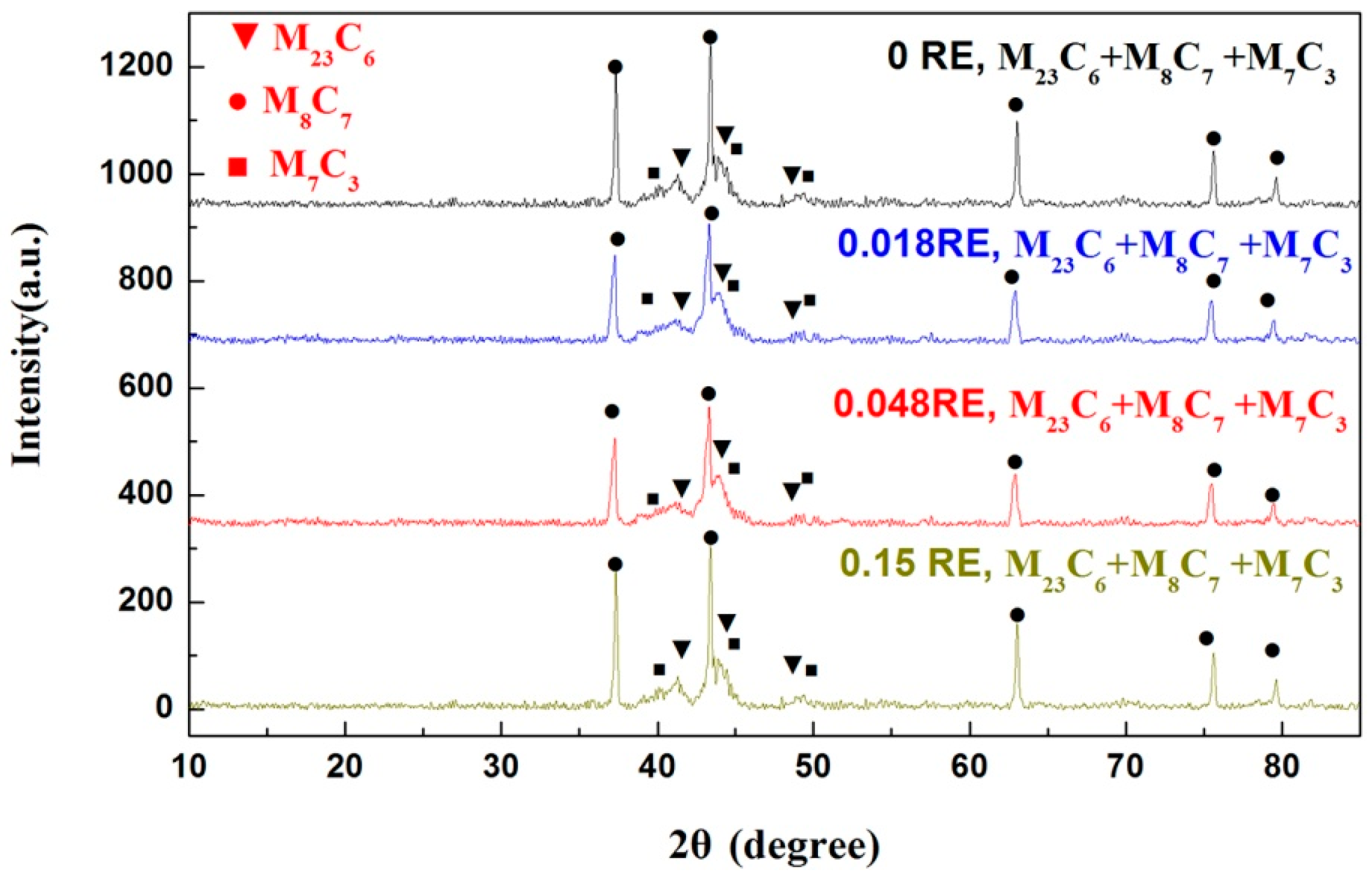
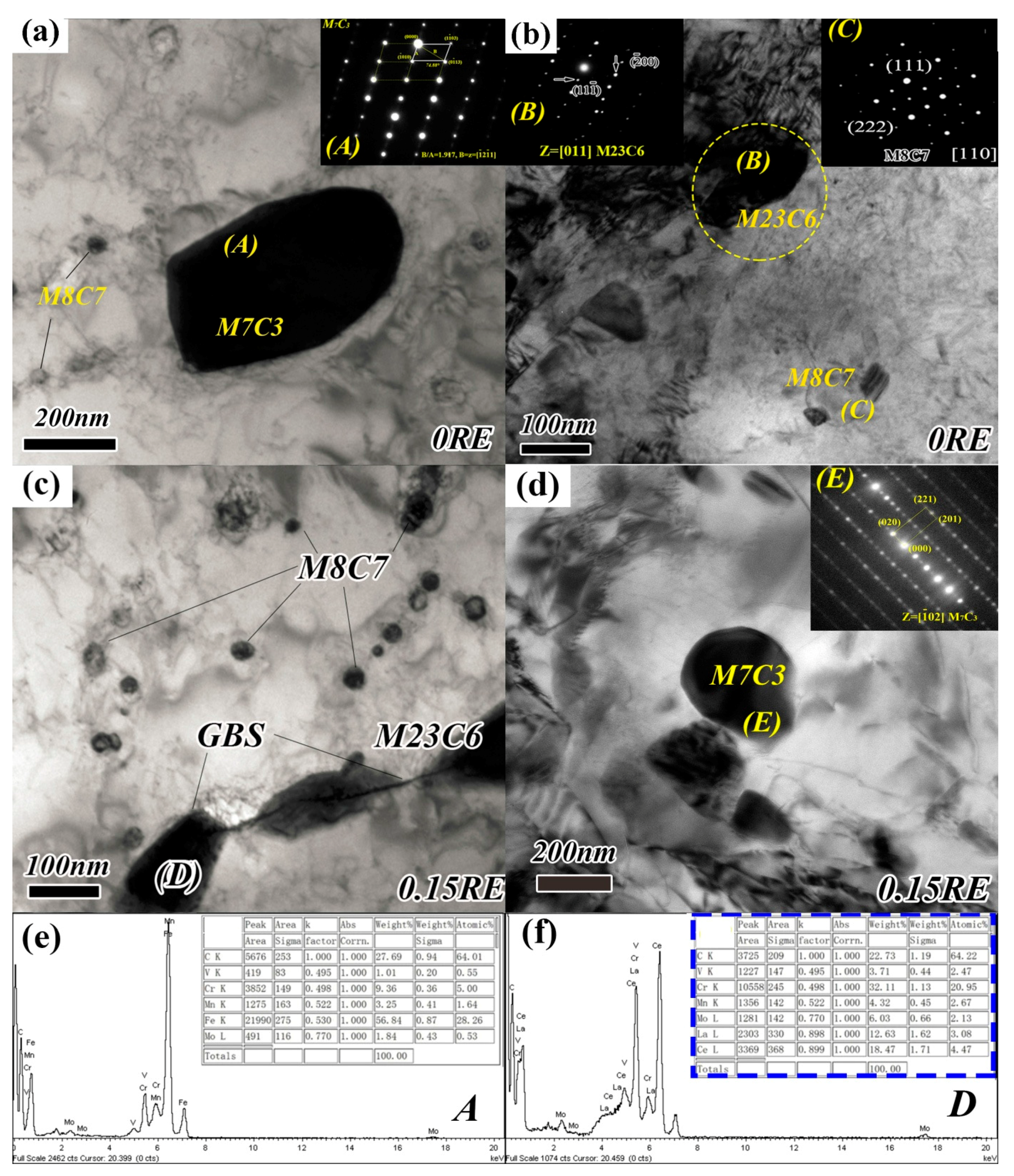
3.1.3. Influence of RE Addition on the Tempered Carbides
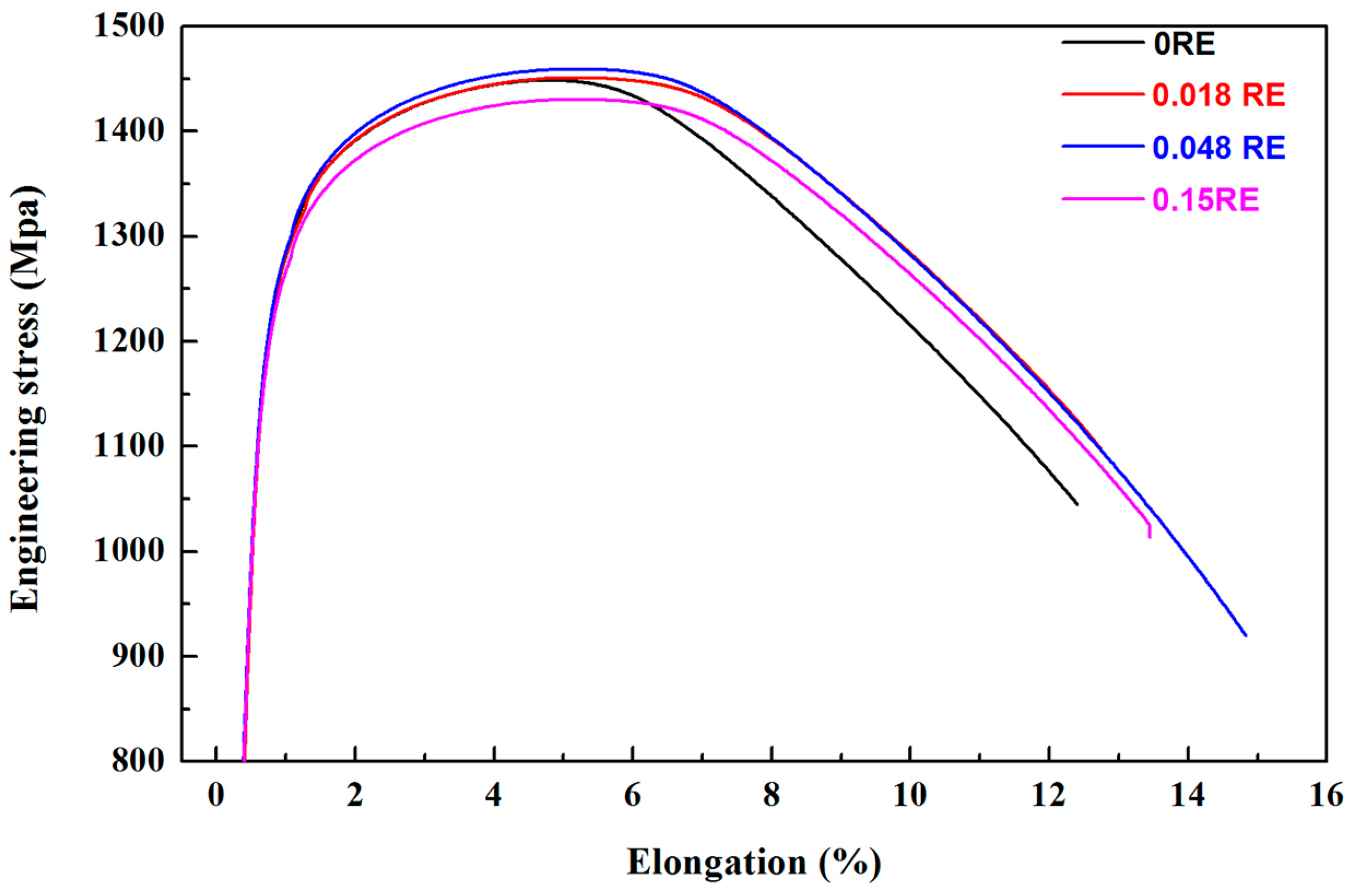
3.2. Tensile Property
4. Discussion
4.1. Carbides Evolution Induced by RE Addition
4.2. Tensile Property Induced by RE Addition
5. Conclusions
- The microstructure observation of as-cast shows that after adding RE, it will lead to a refining of eutectic structure and coarse eutectic carbides.
- The morphology of the annealed carbides initiates changes from strip shape to ellipsoidal shape, and the quantity of the annealed carbides increases from 1682 to 2078 in the same statistical region (773.77 μm2) with the alteration of RE addition from 0.018 to 0.15 wt %.
- The amount of the tempered M8C7 carbides increases initially and then decreases with the alteration of RE addition from 0.018 to 0.15 wt %. The addition of RE influences the chemical composition and morphology of tempered carbides, which has little influence on the lattice structure.
- Tensile test shows that ultimate tensile strength (UTS) and elongation rate of 0.048RE steel increases slightly to 1474 MPa and 15%, higher than the 1452 MPa and 12% for the unmodified test steel (0RE), respectively.
- Adding 0.048 wt % RE content to the 4Cr5MoSiV1 die steel can obtain tool steels with better tensile strength and elongation rate, which is promising for advanced tool design.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Zhou, Q.C.; Wu, X.C.; Shi, N.N.; Li, J.; Min, N. Microstructure evolution and kinetic analysis of DM hot-work die steels during tempering. Mater. Sci. Eng. A 2011, 528, 5696–5700. [Google Scholar] [CrossRef]
- Tsujii, N.; Abe, G.; Fukaura, K.; Sunada, H. High temperature low cycle fatigue behaviour of a 4.2 Cr-2.5 Mo-V-Nb hot work tool steel. J. Mater. Sci. Lett. 1996, 15, 1251–1254. [Google Scholar] [CrossRef]
- Li, G.; Li, X.; Wu, J. Study of the thermal fatigue crack initial life of H13 and H21 steels. J. Mater. Process. Technol. 1998, 74, 23–26. [Google Scholar] [CrossRef]
- Arif, A.; Sheikh, A.; Qamar, S. A study of die failure mechanisms in aluminum extrusion. J. Mater. Process. Technol. 2003, 134, 318–328. [Google Scholar] [CrossRef]
- Telasang, G.; Majumdar, J.D.; Padmanabham, G.; Manna, I. Wear and corrosion behavior of laser surface engineered AISI H13 hot working tool steel. Surf. Coat. Technol. 2015, 261, 69–78. [Google Scholar] [CrossRef]
- Wei, M.X.; Wang, S.Q.; Wang, L.; Cui, X.H.; Chen, K.M. Effect of tempering conditions on wear resistance in various wear mechanisms of H13 steel. Tribol. Int. 2011, 44, 898–905. [Google Scholar] [CrossRef]
- Sola, R.; Giovanardi, R.; Parigi, G.; Veronesi, P. A novel method for fracture toughness evaluation of tool steel with post-tempering cryogenic treatment. Metals 2017, 7, 75. [Google Scholar] [CrossRef]
- Perez, M.; Rodrigez, R.; Belzunce, F.J. The use of cryogenic treatment to increase the fracture toughness of the hot work tool steel used to make forging dies. Procedia Meteralia Sci. 2014, 3, 604–609. [Google Scholar] [CrossRef]
- Poli, R.S.G.; Defanti, S.; Veronesi, P.; Parigi, G. Effect of deep cryogenic treatment on the properties of AISI M2 steel. In Proceedings of the European Conference on Heat Treatment and 22nd IFHTSE Congress, Venice, Italy, 20 May 2015. [Google Scholar]
- Mebarki, N.; Delagnes, D.; Lamesle, P.; Delmas, F.; Levaillant, C. Relationship between microstructure and mechanical properties of a 5% Cr tempered martensitic tool steel. Mater. Sci. Eng. A 2004, 387–389, 171–175. [Google Scholar] [CrossRef]
- Kheirandish, S.; Noorian, A. Effect of niobium on microstructure of cast AISI H13 hot work tool steel. J. Iron Steel Res. Int. 2008, 15, 61–66. [Google Scholar] [CrossRef]
- Hu, X.; Li, L.; Wu, X.; Zhang, M. Coarsening behavior of M23C6 carbides after ageing or thermal fatigue in AISI 4Cr5MoSiV1 steel with niobium. Int. J. Fatigue 2006, 28, 175–182. [Google Scholar] [CrossRef]
- Ha, H.; Park, C.; Kwon, H. Effects of misch metal on the formation of non-metallic inclusions and the associated resistance to pitting corrosion in 25% Cr duplex stainless steels. Scr. Mater. 2006, 55, 991–994. [Google Scholar] [CrossRef]
- Cai, Y.C.; Liu, R.P.; Wei, Y.H.; Cheng, Z.G. Influence of Y on microstructures and mechanical properties of high strength steel weld metal. Mater. Des. 2014, 62, 83–90. [Google Scholar] [CrossRef]
- Hufenbach, J.; Helth, A.; Lee, M.H.; Wendrock, H.; Giebeler, L.; Choe, C.Y.; Kim, K.H.; Kühn, U.; Kim, T.-S.; Eckert, J. Effect of cerium addition on microstructure and mechanical properties of high-strength Fe85Cr4Mo8V2C1 cast steel. Mater. Sci. Eng. A 2016, 674, 366–374. [Google Scholar] [CrossRef]
- Kim, S.T.; Jeon, S.H.; Lee, I.S. Effects of rare earth metals addition on the resistance to pitting corrosion of super duplex stainless steel-Part 1. Corros. Sci. 2010, 52, 1897–1904. [Google Scholar] [CrossRef]
- Ahn, J.H.; Jung, H.D.; Im, J.H.; Jung, K.H.; Moon, B.-M. Influence of the addition of gadolinium on the microstructure and mechanical properties of duplex stainless steel. Mater. Sci. Eng. A 2016, 658, 255–262. [Google Scholar] [CrossRef]
- Fu, H.; Xiao, Q.; Li, Y. A study of the microstructures and properties of Fe-V-W-Mo alloy modified by rare earth. Mater. Sci. Eng. A 2005, 395, 281–287. [Google Scholar] [CrossRef]
- Gao, J.; Fu, P.; Liu, H.; Fu, P.; Li, D. Effects of rare earth on the microstructure and impact toughness of H13 steel. Metals 2015, 5, 383–394. [Google Scholar] [CrossRef]
- Liu, H.L.; Liu, C.J.; Jiang, M.F. Effect of rare earths on impact toughness of a low-carbon steel. Mater. Des. 2012, 33, 306–312. [Google Scholar] [CrossRef]
- Sun, Z.; Zhang, C.S.; Yan, M.F. Microstructure and mechanical properties of M50NiL steel plasma nitrocarburized with and without rare earths addition. Mater. Des. 2014, 55, 128–136. [Google Scholar] [CrossRef]
- Chen, L.; Ma, X.; Wang, L.; Ye, X. Effect of rare earth element yttrium addition on microstructures and properties of a 21Cr-11Ni austenitic heat-resistant stainless steel. Mater. Des. 2011, 32, 2206–2212. [Google Scholar] [CrossRef]
- Jiang, X.; Song, S.H. Enhanced hot ductility of a Cr-Mo low alloy steel by rare earth cerium. Mater. Sci. Eng. A 2014, 613, 171–177. [Google Scholar] [CrossRef]
- Fu, H.; Xiao, Q. Effect of rare earth and titanium additions on the microstructures and properties of low carbon Fe-B cast steel. Mater. Sci. Eng. A 2007, 466, 160–165. [Google Scholar] [CrossRef]
- Wang, M.; Mu, S.; Sun, F.; Wang, Y. Influence of rare earth elements on microstructure and mechanical properties of cast high-speed steel rolls. J. Rare Earth 2007, 25, 490–494. [Google Scholar] [CrossRef]
- Ning, A.; Mao, W.; Chen, X.; Guo, H.; Guo, J. Precipitation behavior of carbides in H13 hot work die steel and its strengthening during tempering. Metals 2017, 7, 70. [Google Scholar] [CrossRef]
- Hubbard, C.R.; Evans, E.H.; Smith, D.K. The reference intensity ratio, I/Ic, for computer simulated powder patterns. J. Appl. Crystallogr. 1976, 9, 169–174. [Google Scholar] [CrossRef]
- Dong, J.; Zhou, X.; Liu, Y.; Li, C.; Liu, C.; Guo, Q. Carbide precipitation in Nb-V-Ti microalloyed ultra-high strength steel during tempering. Mater. Sci. Eng. A 2017, 683, 215–226. [Google Scholar] [CrossRef]
- Xu, Z.M. Influence of Ce and Al on nodularization of eutectic in austenite-bainite steel. Mater. Res. Bull. 2000, 35, 1261–1268. [Google Scholar] [CrossRef]
- Turnbull, D.; Vonnegut, B. Nucleation catalysis. Ind. Eng. Chem. 2002, 44, 1292–1298. [Google Scholar] [CrossRef]
- Bramfitt, B.L. Planar lattice disregistry theory and its application on heterogistry nuclei of metal. Metall. Trans. 1970, 1, 1987–1995. [Google Scholar] [CrossRef]
- Yang, Q.X.; Liao, B.; Liu, J.H.; Yao, M. Effect of rare earth elements on carbide morphology and phase transformation dynamics of high Ni-Cr alloy cast iron. J. Rare Earth 1998, 1, 37–41. [Google Scholar]
- Xu, Y.W.; Song, S.H.; Wang, J.W. Effect of rare earth cerium on the creep properties of modified 9Cr-1Mo heat-resistant steel. Mater. Lett. 2015, 161, 616–619. [Google Scholar] [CrossRef]
- Narita, K. Physical chemistry of the groups IVa (Ti, Zr), Va (V, Nb, Ta) and the rare earth elements in steel. Trans. ISIJ 1975, 15, 145–152. [Google Scholar]
- Sharma, R.C.; Lakshmanan, V.K.; Kirkaldy, J.S. Solubility of niobium carbide and niobium carbonitride in alloyed austenite and ferrite. Metall. Mater. Trans. A 1984, 15, 545–553. [Google Scholar] [CrossRef]
- Wang, L.M.; Du, T.; Lu, X.L.; Li, Z.B.; Gai, Y.C. Thermodynamics and application of rare earth elements in steel. J. Chin. RE Soc. 2013, 21, 251–254. [Google Scholar]
- Long, Q.L. Second Phases in Structural Steels; Metallurgical Industry Press: Beijing, China, 2006; p. 119. (In Chinese) [Google Scholar]
- Mudali, U.K.; Raj, B. High Nitrogen Steels and Stainless Steels-Manufacturing, Properties and Applications; Narosa Publishing House: New Delhi, India, 2004. [Google Scholar]
- Gwon, H.; Kim, J.K.; Shin, S.; Cho, L.; de Cooman, B.C. The effect of vanadium micro-alloying on the microstructure and the tensile behavior of TWIP steel. Mater. Sci. Eng. A 2017, 696, 416–428. [Google Scholar] [CrossRef]
- Wang, K.H.; Lee, S.; Lee, H. Effects of alloying elements on microstructure and fracture properties of cast high speed steel rolls: Part II. Fracture behavior. Mater. Sci. Eng. A 1998, 254, 296–304. [Google Scholar] [CrossRef]
- Picasa, I.; Cuadrado, N.; Casellas, D.; Goez, A.; Llanes, L. Microstructural effects on the fatigue crack nucleation in cold work tool steels. Procedia Eng. 2010, 2, 1777–1785. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | C | Si | Mn | Cr | Mo | V | P | S | O | N | H | RE |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0 rare earth (RE) | 0.37 | 1.18 | 0.50 | 5.00 | 1.42 | 1.05 | 0.005 | 0.005 | 0.0008 | 0.0045 | 1.7 | 0 |
| 0.018RE | 0.35 | 1.20 | 0.48 | 4.90 | 1.40 | 1.04 | 0.005 | 0.003 | 0.0006 | 0.0044 | 1.3 | 0.018 |
| 0.048RE | 0.35 | 1.18 | 0.52 | 5.00 | 1.39 | 1.04 | 0.003 | 0.003 | 0.0006 | 0.0046 | 1.0 | 0.048 |
| 0.15RE | 0.36 | 1.20 | 0.50 | 4.92 | 1.40 | 1.05 | 0.003 | 0.003 | 0.0005 | 0.0045 | 0.8 | 0.15 |
| Steel | Structure Type | Space Group | a (nm) | b (nm) | c (nm) | Phase Content (wt %) |
|---|---|---|---|---|---|---|
| 0RE | V8C7 | P4332(212) | 8.340 | 8.340 | 8.340 | 40 |
| M23C6 | Fm-3m(225) | 10.660 | 10.660 | 10.660 | 29 | |
| M7C3 | Pmcm(51) | 7.015 | 12.153 | 4.532 | 31 | |
| 0.018RE | V8C7 | P4332(212) | 8.340 | 8.340 | 8.340 | 48 |
| M23C6 | Fm-3m(225) | 10.660 | 10.660 | 10.660 | 36 | |
| M7C3 | Pmcm(51) | 7.015 | 12.153 | 4.532 | 16 | |
| 0.048RE | V8C7 | P4332(212) | 8.340 | 8.340 | 8.340 | 52 |
| M23C6 | Fm-3m(225) | 10.660 | 10.660 | 10.660 | 36 | |
| M7C3 | Pmcm(51) | 7.015 | 12.153 | 4.532 | 12 | |
| 0.15RE | V8C7 | P4332(212) | 8.340 | 8.340 | 8.340 | 44 |
| M23C6 | Fm-3m(225) | 10.660 | 10.660 | 10.660 | 28 | |
| M7C3 | Pmcm(51) | 7.015 | 12.153 | 4.532 | 28 |
| Alloy | No. | Yield Strength (YS) (σ0.2) (Mpa) | Ultimate Tensile Strength (UTS) (σb) (Mpa) | Elongation Rate (δ) | Reduction of Area (ψ) | ||||
|---|---|---|---|---|---|---|---|---|---|
| Vaule | Average Vaule | Vaule | Average Vaule | Vaule | Average Vaule | Vaule | Average Vaule | ||
| 0RE | 1# | 1228 | 1227 | 1453 | 1452 | 12.5 | 12 | 48 | 48 |
| 2# | 1228 | 1455 | 12 | 47.5 | |||||
| 3# | 1225 | 1448 | 13 | 48.5 | |||||
| 0.018RE | 1# | 1238 | 1236 | 1465 | 1461 | 13 | 13 | 50 | 48.5 |
| 2# | 1235 | 1458 | 13 | 48 | |||||
| 3# | 1235 | 1460 | 13 | 48 | |||||
| 0.048RE | 1# | 1257 | 1254 | 1478 | 1474 | 16.5 | 15 | 54.5 | 53 |
| 2# | 1250 | 1470 | 14 | 51 | |||||
| 3# | 1255 | 1474 | 14.5 | 53.5 | |||||
| 0.15RE | 1# | 1210 | 1213 | 1425 | 1430 | 13.5 | 13.5 | 50 | 50 |
| 2# | 1212 | 1430 | 14 | 49 | |||||
| 3# | 1217 | 1435 | 13 | 51 | |||||
| Element (i, j) | C | Si | Mn | Cr | V | Mo | Ce |
|---|---|---|---|---|---|---|---|
| V | −3.4 | 4.2 | 0 | 0 | 1.3 | 0 | −2836/T + 1.40 |
| C | 8890/T | 4.84 + 7370/T | −5070/T | 7.02 − 21,800/T | 23,900/T − 22.9 | 3.86 − 17,870/T | −150/T + 0.05 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, H.; Fu, P.; Liu, H.; Sun, C.; Gao, J.; Li, D. Carbides Evolution and Tensile Property of 4Cr5MoSiV1 Die Steel with Rare Earth Addition. Metals 2017, 7, 436. https://doi.org/10.3390/met7100436
Liu H, Fu P, Liu H, Sun C, Gao J, Li D. Carbides Evolution and Tensile Property of 4Cr5MoSiV1 Die Steel with Rare Earth Addition. Metals. 2017; 7(10):436. https://doi.org/10.3390/met7100436
Chicago/Turabian StyleLiu, Hanghang, Paixian Fu, Hongwei Liu, Chen Sun, Jinzhu Gao, and Dianzhong Li. 2017. "Carbides Evolution and Tensile Property of 4Cr5MoSiV1 Die Steel with Rare Earth Addition" Metals 7, no. 10: 436. https://doi.org/10.3390/met7100436
APA StyleLiu, H., Fu, P., Liu, H., Sun, C., Gao, J., & Li, D. (2017). Carbides Evolution and Tensile Property of 4Cr5MoSiV1 Die Steel with Rare Earth Addition. Metals, 7(10), 436. https://doi.org/10.3390/met7100436