2. Materials and Methods
An AA6082-grade aluminium alloy (Al-1Si-0.9Mg-0.7Mn-0.5Fe-0.1Cu-0.25Cr-0.2Zn-0.1Ti) was used as the initial material. To obtain a master alloy, the powder of aluminium oxide (particle size <100 nm) was obtained by the electric explosion of wire. Aluminium powder with particles less than 50 µm were used [
3]. A powder mixture of Al and 5 wt % Al
2O
3 was prepared. For de-agglomeration and uniform distribution of the nanoparticles in the powder mixture, stirring was performed using stearic acid as a surfactant. Next, 200 mL of petroleum ether and 1.5 wt % of stearic acid were added to the powder mixture. After that step, mechanical stirring of the powder mixture was carried out for 20 min, followed by drying in air and sieving. To obtain the master alloy from this powder mixture, a shock-wave compacting method was used. A detailed scheme of the method of shock-wave compacting of powder mixtures can be found elsewhere [
3].
The AA6082 alloy was melted in a graphite crucible with a total volume of melt 500 g. Ultrasonic processing was carried out using a 5-kW water-cooled magnetostrictive transducer (RELTECH, Sankt-Peterburg, Russia) at an operating frequency of 17.5 kHz. A conical sonotrode with a working amplitude of ~30 µm was made from niobium. Ultrasonic degassing was carried out at a melt temperature of 730 °C for 1 min. The Al-5 wt % Al2O3 master alloy in the form of a rod was introduced in the area of ultrasonic cavitation in the melt directly under the sonotrode. After the master alloy was introduced, the melt was further treated with ultrasound for 2 min at a temperature of 730 °C. Next, the melt was poured into a steel mould with an inner diameter of 25 mm at a temperature of 710 °C. The nominal content of alumina nanoparticles in the composite was 0.2 wt %. Additionally, for comparison, a matrix alloy without Al2O3 particles proceeded following the same schedule.
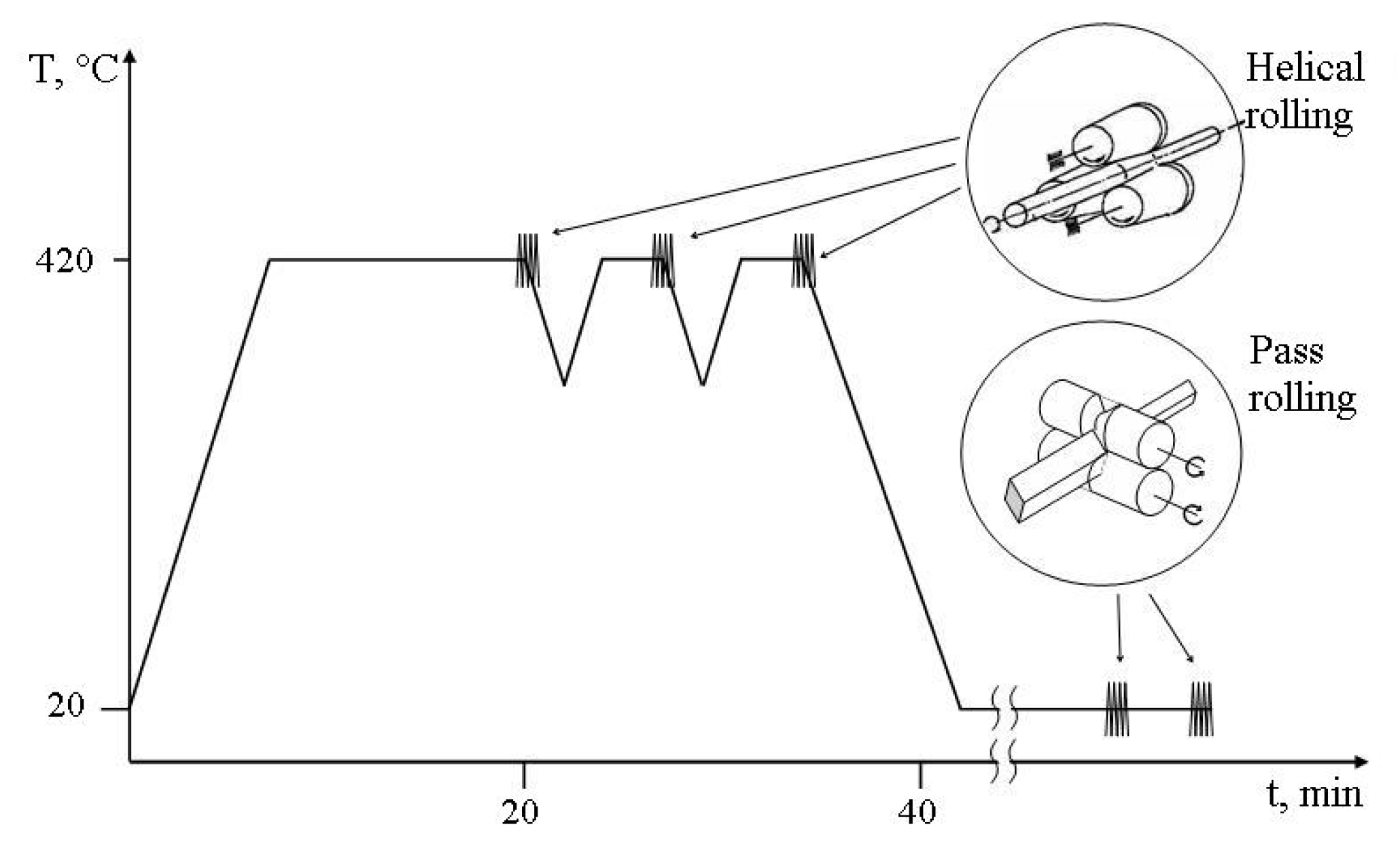
The deformation processing of cast billets was performed by a combination of helical and pass rolling. Helical rolling was conducted in a mini rolling mill “14–40”. Before the first rolling, the billet with a diameter of 25 mm was heated to a temperature of 420 °C for 20 min. Between the next passes, the billet was held in a furnace at a temperature of 420 °C for 5 min. The total deformation was approximately ~32%. Further deformation was carried out in a rolling mill with pass rolls at room temperature. As a result of such rolling, we received bars of square section 10 mm × 10 mm. The total accumulated deformation amounted to ~80%, which corresponds to the true logarithmic strain e ~ 1.6 [
11].
Figure 1 demonstrates the processing scheme of combined rolling.
The structure was studied by optical metallography (OM, Olympus, Tokyo, Japan) and scanning electron microscopy (SEM, FEI Company, Hillsboro, OR, USA) with electron diffraction of back scattered electrons (EBSD). The surface of the samples for OM and EBSD analysis were prepared by mechanical grinding and electrolytic polishing. Electrolytic polishing was carried out in the 20% HCl + 80% CH3COOH solution at 12 V direct current (1.5 A/cm2) and a temperature of 10–15 °C. Optical metallography was performed using microscope Olympus GX-71. The spatial distribution of grain-subgrain orientation structures was performed at the Shared Use Center of the Tomsk State University using the “Pegasus” attachment to SEM Quanta 200 3D equipment produced by FEI Company with a tungsten thermocathode at an accelerating voltage of 30 kV.
The Kikuchi-patterns were automatically recorded by the TSL OIM data collection 5 (OIM-Orientation Imaging Microscopy, FEI Company, Hillsboro, OR, USA). The data were processed using TSL OIM analysis 5 (Version 5.2, EDAX, Mahwah, NJ, USA, 2008). The scan areas were 200 µm × 200 µm. Scanning was performed with a step of 1.5–2 microns. The accuracy of determining the angles of orientation of the considered method was 1°.
The density was measured by hydrostatic weighing on an analytical scales RADWAG XA 110 (RADWAG, Radom, Poland) with an accuracy of 1 × 10−4 g. Microhardness was measured using a Duramin-5 micro hardness tester with a load on the indenter of 25 g and a minimum of 20 indentations.
3. Results and Discussion
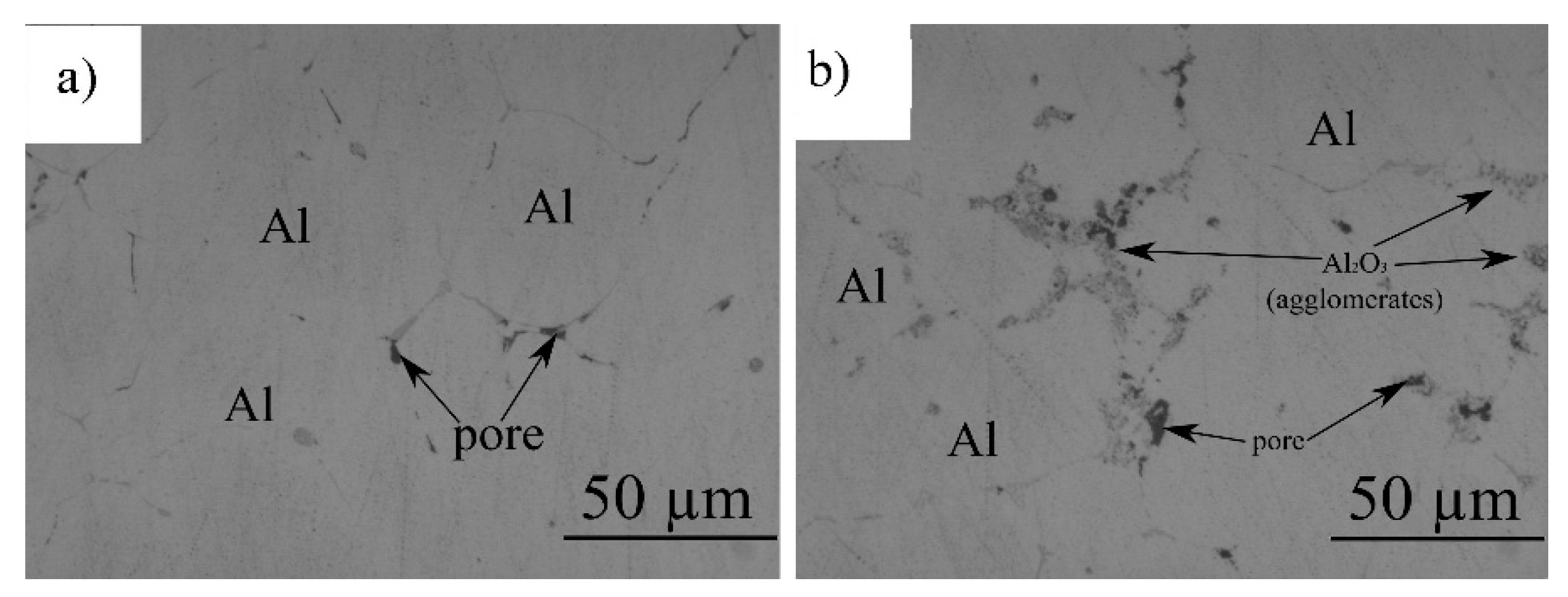
Figure 2 shows the structure of the as-cast AA6082 alloy and the composite based on it with Al
2O
3 particles. The average grain size in both cases was approximately the same, measuring approximately 100 μm. The grain size was considerably smaller than that usually observed in cast aluminium alloys [
12], which is associated with the ultrasonic processing that is well-known to induce grain refinement [
13]. In the case of an alloy without particles, pores were observed at grain boundaries (
Figure 2a), which are typical of solidification shrinkage [
12]. In
Figure 2b, the contrast caused by the alumina particles can be seen near the grain boundaries. The number of pores in this case is considerably higher than in the matrix alloy particles, and as a rule, they are surrounded by agglomerates of particles, which is rather typical for nanocomposites [
6].
The measured density of the cast materials showed (
Table 1) that the alloy approached the density of pure aluminium (99.8%), while the density of the composite was significantly lower (2.655 g/cm
3), which is approximately 98% of the aluminium density (2.7 g/cm
3). This difference in density corresponds with the data obtained by the optical metallography, and is apparently due to the pores associated with agglomerates of Al
2O
3 particles after casting. Thus, the ultrasonic processing did not lead to a decrease in porosity in the cast composite material, and it remains at a level typical for materials of this type [
14].
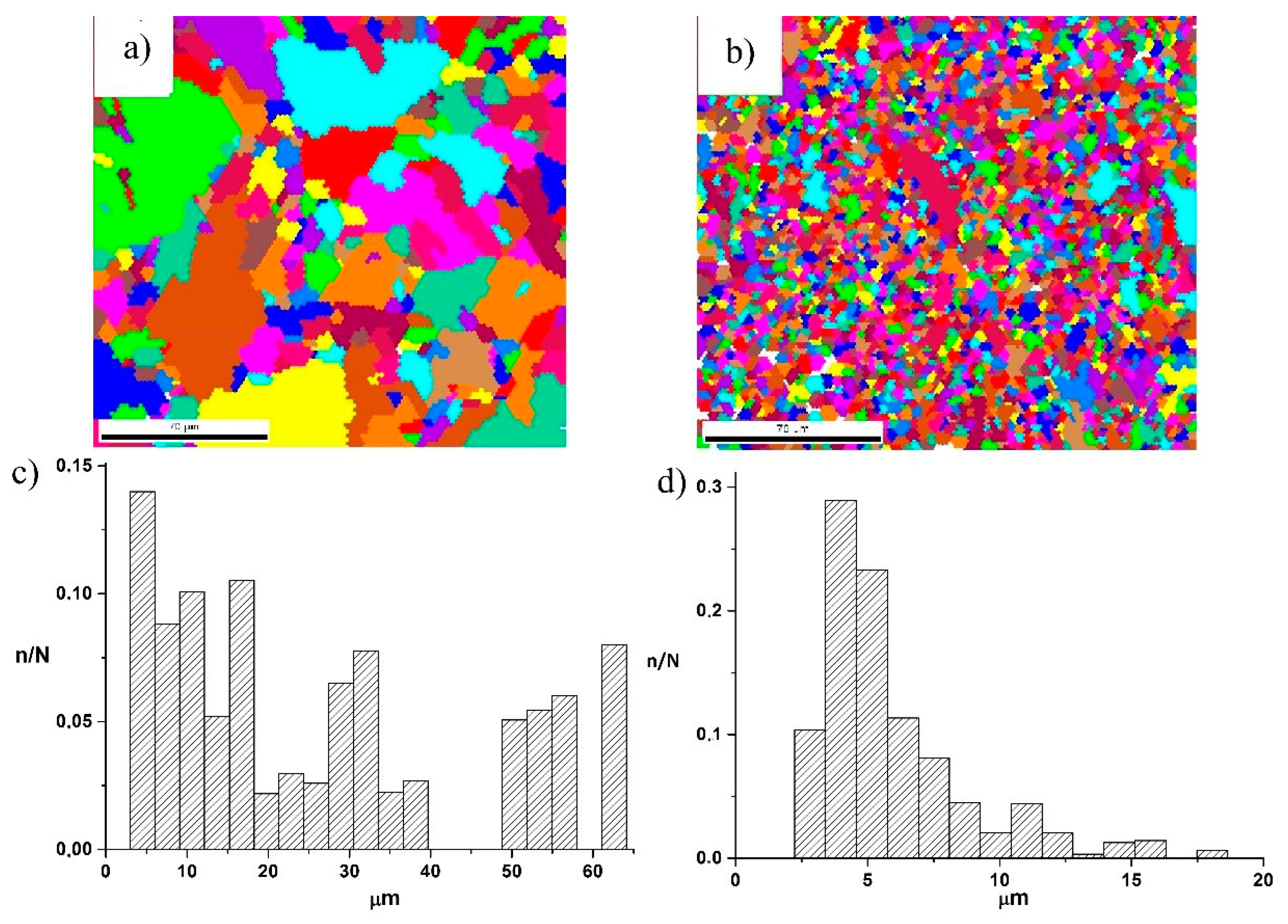
An investigation of the effect of plastic deformation by combined rolling showed that as a result of such an impact, a substantial refining of the grain structure was achieved in the materials under study. In the case of composite material, the equiaxed grains with a substantially smaller average size in comparison with the alloy were observed after combined rolling with the same degree of strain (
Figure 3).
Therefore, according to the EBSD analysis, the average grain size in the alloy and composite was 26 µm and 6 µm, respectively (
Table 1). This difference may be caused by the influence of Al
2O
3 particles on the acceleration of the process of fragmentation and refining of grains in the composite [
8]. In accordance with [
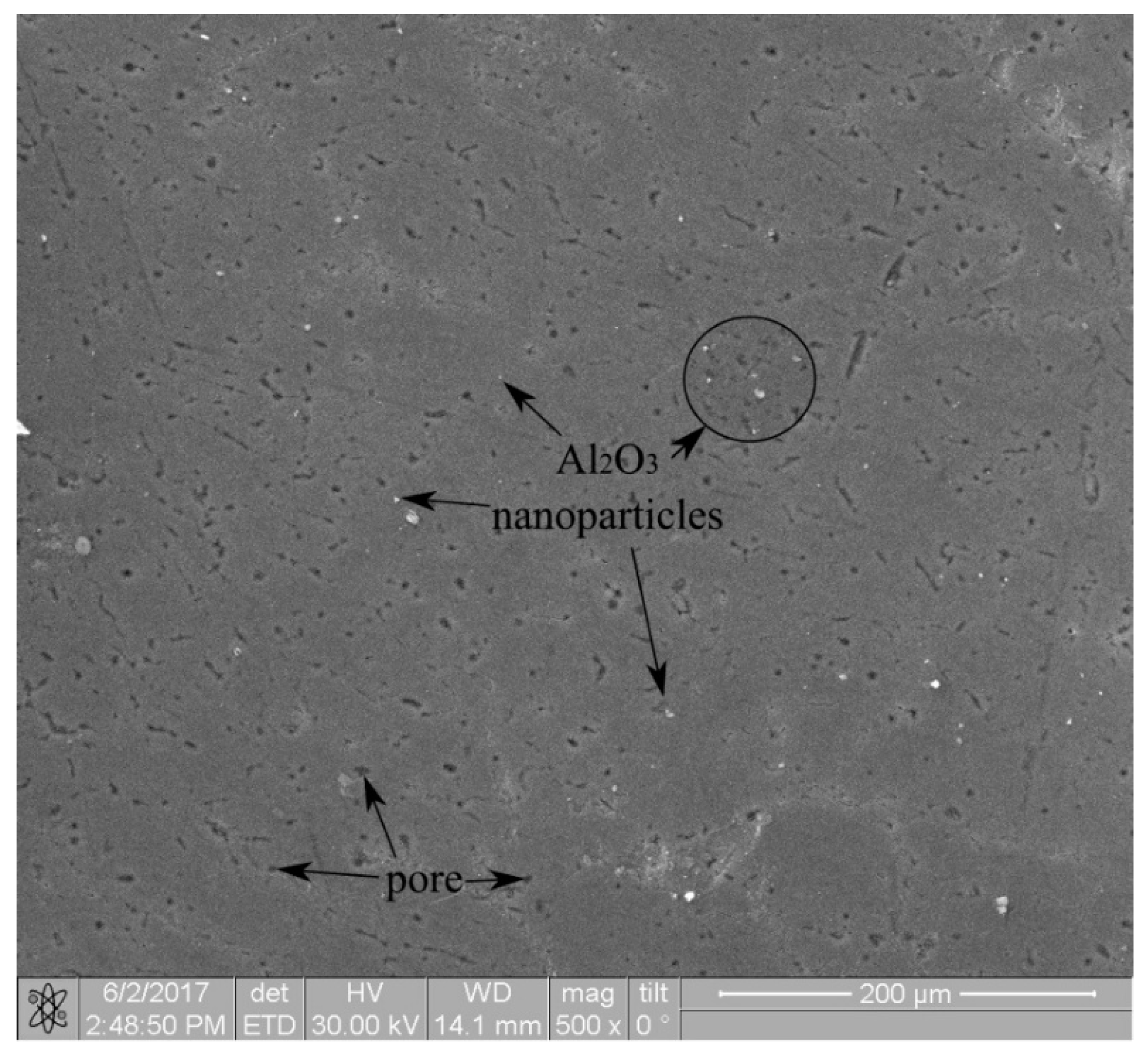
15], this finding may be attributable to the trapping of lattice dislocations by alumina particles situated near the grain boundaries and their subsequent fast accumulation. After deformation, in contrast to the as-cast composite, the agglomeration of alumina particles in boundary regions was eliminated, and only single particles remained (
Figure 4).
In addition,
Figure 3a,c show that the grain structure after rolling deformation was not uniform in the alloy. Alongside areas with refined grains of 10 to 20 µm in size, there were coarse grains of approximately 60 µm in size. Such heterogeneity of the structure can be the result of localization of plastic deformation. It can be noted that localization of plastic deformation typical for pure aluminium or low-alloyed aluminium alloys may lead to a bimodal grain size distribution (
Figure 3c) [
16,
17]. The composite shows a unimodal grain size distribution (
Figure 3b,d), indicating continuous dynamic recrystallization during plastic deformation [
18]. This phenomenon is also confirmed by a considerably higher fraction of low-angle grain boundaries (LAB) in the alloy AA6082 after deformation (
Table 1) compared with the composite (80% and 51%, respectively).
The direct pole figures [001] obtained by EBSD analysis showed (
Figure 5) that under the conditions of combined rolling, a fibre texture of <111>—which is typical of the deformation of aluminium alloys—was formed in both cases [
19]. However, this texture was more pronounced in the deformed composite AA6082-0.2 wt % Al
2O
3 than in the matrix alloy: 9 and 7.6. The difference in the magnitude of texture maxima may be because, as shown above, the fragmentation and refinement of the grain structure in the composite is faster than in the alloy. As a result, the newly-formed equiaxed grains with high-angle misorientations could more easily orient (rotate) in the direction of the texture in the final stages of plastic deformation.
It should also be noted that plastic deformation by rolling did not lead to a noticeable change in the density of the materials under study, which may be attributable to low applied pressures. It was shown [
20] that a significant decrease in the porosity of powder materials can be achieved using severe plastic deformation by high-pressure torsion in Bridgman’s anvils at a quasi-hydrostatic pressure of approximately 5 GPa. In this case, it was possible to completely eliminate the porosity in the powder Al-10% Al
2O
3 composite but only after 10 revolutions, which corresponds to a true strain greater than 50.
The microhardness of the as-cast AA6082 alloy is higher than of the as-cast composite (
Table 1), which may be due to the greater residual porosity of the composite at nearly the same average grain size. In this case, a wider spread of measured microhardness was also observed in the latter, which may be due to the presence of local regions containing alumina particles. At the same time, the deformed composite, while maintaining a similar level of porosity, demonstrated a higher microhardness than the deformed alloy, and the spread of its values was much less than in the as-cast composite. This may be due to the significant grain refinement compared to the alloy as well as to the uniform distribution of Al
2O
3 particles as a result of combined rolling. It should be noted that the particles themselves do not directly contribute to the increase in microhardness due to their low number density (
Figure 4).
Acknowledgments
The research was supported by a grant from the Russian Science Foundation (project No. 17-13-01252).
Author Contributions
Eugene Naydenkin contributed the deformation processing of materials and idea of the paper; Ivan Mishin contributed metallography, grain size measurement, and hardness testing; Anton Khrustalyov contributed the study of microstructure and porosity alloys; Sergey Vorozhtsov contributed the preparation of alumina nanoparticles and master alloy; Alexander Vorozhtsov contributed the casting of materials, idea of the paper, and coordination of authors.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Cantor, B.; Grant, P.; Assender, H. (Eds.) Aerospace Materials; IOP Publishing: Bristol, UK, 2001. [Google Scholar]
- Moghadam, A.D.; Schultz, B.F.; Ferguson, J.B.; Omrani, E.; Rohatgi, P.K.; Gupta, N. Functional metal matrix composites: Self-lubricating, self-healing, and nanocomposites-an outlook. JOM 2014, 66, 872–881. [Google Scholar] [CrossRef]
- Vorozhtsov, S.A.; Eskin, D.G.; Tamayo, J.; Vorozhtsov, A.B.; Promakhov, V.V.; Averin, A.A.; Khrustalyov, A.P. The application of external fields to the manufacturing of novel dense composite master alloys and aluminum-based nanocomposites. Metall. Mater. Trans. A 2015, 46, 2870–2875. [Google Scholar] [CrossRef]
- Sillekens, W.H.; Jarvis, D.J.; Vorozhtsov, A.; Bojarevics, V.; Badini, C.F.; Pavese, M.; Terzi, S.; Salvo, L.; Katsarou, L.; Dieringa, H. The ExoMet project: EU/ESA research on high- performance light-metal alloys and nanocomposites. Metall. Mater. Trans. A 2014, 45, 3349–3361. [Google Scholar] [CrossRef]
- Yang, Y.; Lan, J.; Li, Z. Study on bulk aluminum matrix nano-composite fabricated by ultrasonic dispersion of nano-sized SiC particles in molten aluminum alloy. Mater. Sci. Eng. A 2004, 380, 378–383. [Google Scholar] [CrossRef]
- Tamayo-Ariztondo, J.; Madam, S.V.; Djan, E.; Eskin, D.G.; Babu, N.H.; Fan, Z. Nanoparticles distribution and mechanical properties of aluminum-matrix nanocomposites treated with external fields. Light Met. 2014, 2014, 1411–1415. [Google Scholar]
- Yang, Y.; Li, X. Ultrasonic cavitation based nanomanufacturing of bulk aluminum matrix nanocomposites. J. Manuf. Sci. Eng. 2007, 129, 497–501. [Google Scholar] [CrossRef]
- Alexandrov, I.V.; Zhu, Y.T.; Lowe, T.C.; Islamgaliev, R.K.; Valiev, R.Z. Consolidation of nanometer sized powders using severe plastic torsional straining. Nanostruct. Mater. 1998, 10, 45–54. [Google Scholar] [CrossRef]
- Senkov, O.N.; Miracle, D.B.; Scott, J.M.; Senkova, S.V. Equal channel angular extrusion compaction of semi-amorphous Al85Ni10Y2.5La2.5 alloy powder. J. Alloys Compd. 2004, 365, 126–133. [Google Scholar] [CrossRef]
- Gudlur, P.; Forness, A.; Lentz, J.; Radovic, M.; Muliana, A. Thermal and mechanical properties of Al/Al2O3 composites at elevated temperatures. Mater. Sci. Eng. A 2012, 531, 18–27. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Zhilyaev, A.P.; Langdon, T.G. Bulk Nanostructured Materials: Fundamentals and Applications; Wiley: Hoboken, NJ, USA, 2013. [Google Scholar]
- Polmear, I.; John, D.S.; Nie, J.F.; Qian, M. Light Alloys; Elsevier: Amsterdam, The Netherlands, 2017. [Google Scholar]
- Eskin, G.I.; Eskin, D.G. Ultrasonic Treatment of Light Alloy Melts, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2015. [Google Scholar]
- Vorozhtsov, S.; Vorozhtsov, A.; Kudryashova, O.; Zhukov, I.; Promakhov, V. Structural and mechanical properties of aluminium-based composites processed by explosive compaction. Powder Technol. 2017, 313, 251–259. [Google Scholar] [CrossRef]
- Meyers, M.A.; Mishra, A.; Benson, D.J. Mechanical properties of nanocrystalline materials. Prog. Mater. Sci. 2006, 51, 427–556. [Google Scholar] [CrossRef]
- Ivanov, K.V.; Naydenkin, E.V. Tensile behavior and deformation mechanisms of ultrafine-grained aluminum processed using equal-channel angular pressing. Mater. Sci. Eng. A 2014, 606, 313–321. [Google Scholar] [CrossRef]
- Kapoor, R.; Shekhawat, S.K.; Samajdar, I. Flow localization in an Al–2.5 Mg alloy after severe plastic deformation. Mater. Sci. Eng. A 2014, 611, 114–122. [Google Scholar] [CrossRef]
- Jazaeri, H.; Humphreys, F.J. The transition from discontinuous to continuous recrystallization in some aluminium alloys: II—Annealing behaviour. Acta Mater. 2004, 52, 3251–3262. [Google Scholar] [CrossRef]
- Pedersen, K.O.; Lademo, O.G.; Berstad, T.; Furu, T.; Hopperstad, O.S.J. Influence of texture and grain structure on strain localisation and formability for AlMgSi alloys. Mater. Process. Technol. 2008, 200, 77–93. [Google Scholar] [CrossRef]
- Kunčická, L.; Lowe, T.C.; Davis, C.F.; Kocich, R.; Pohludka, M. Synthesis of an Al/Al2O3 composite by severe plastic deformation. Mater. Sci. Eng. A 2015, 646, 234–241. [Google Scholar] [CrossRef]
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).

 ,
, 





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}