
Friction Stir Welding of Dissimilar Materials Aluminum AL6061-T6 to Ultra Low Carbon Steel


Abstract
:1. Introduction
2. Materials and Methods
2.1. Base Materials
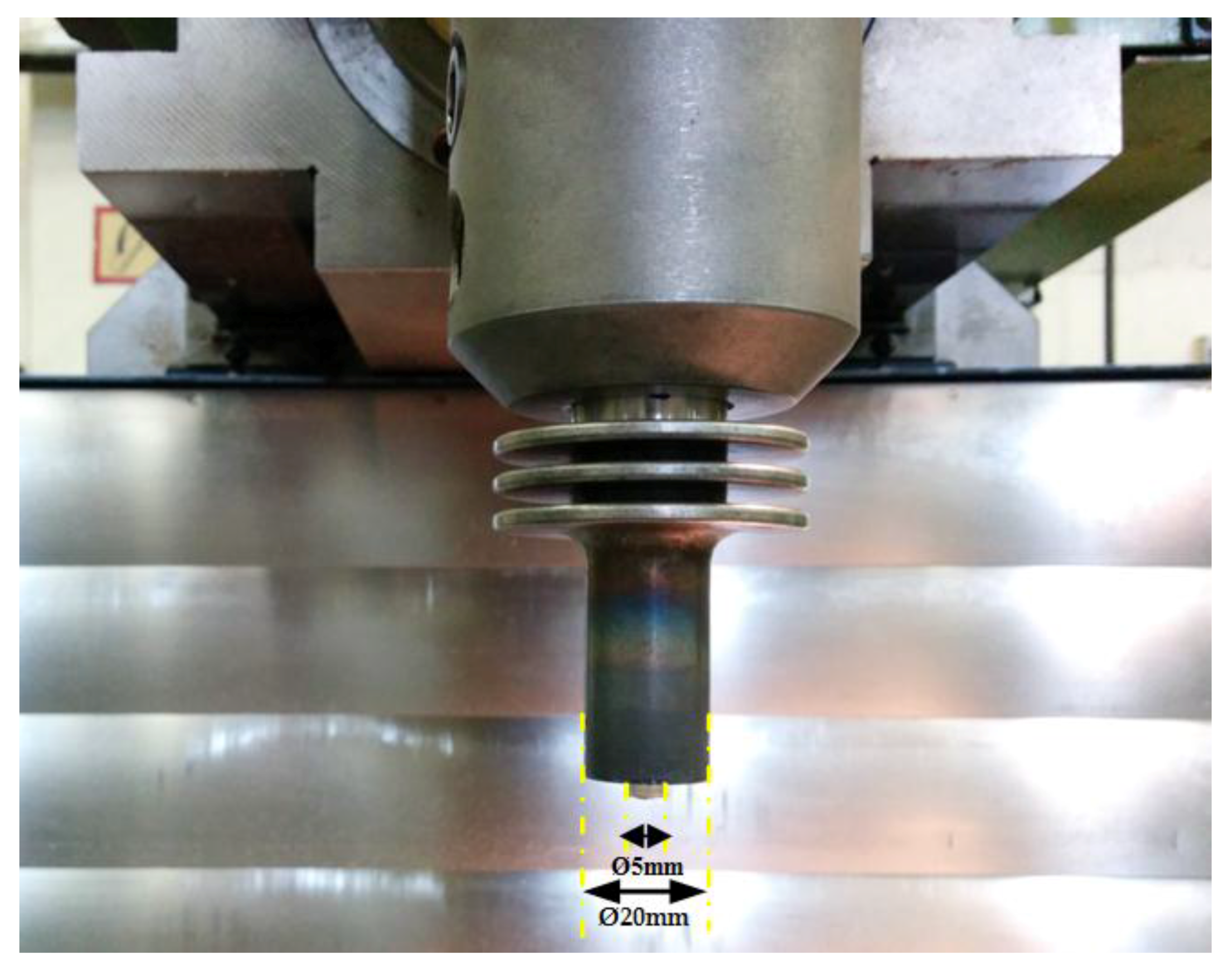
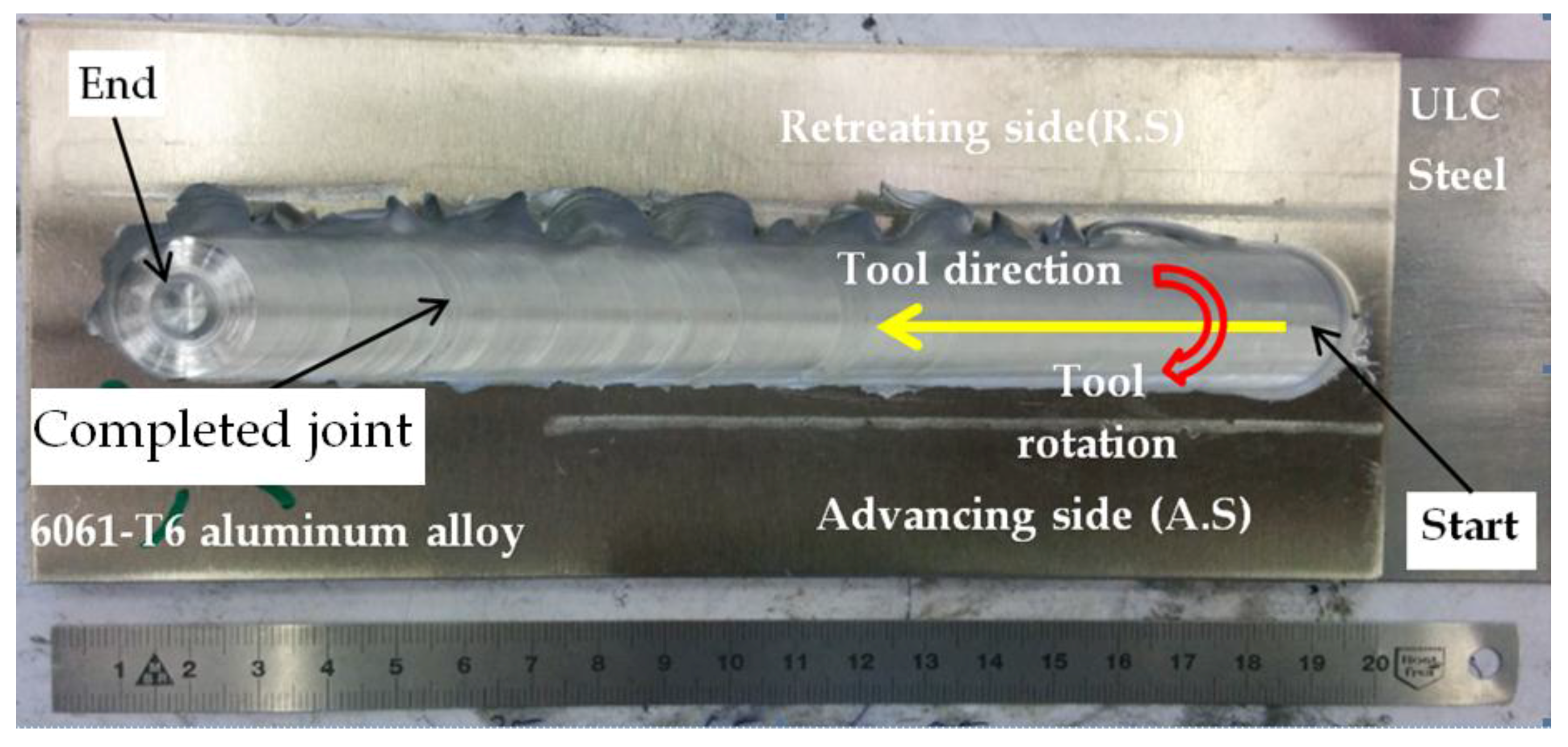
2.2. Weld Production
3. Results
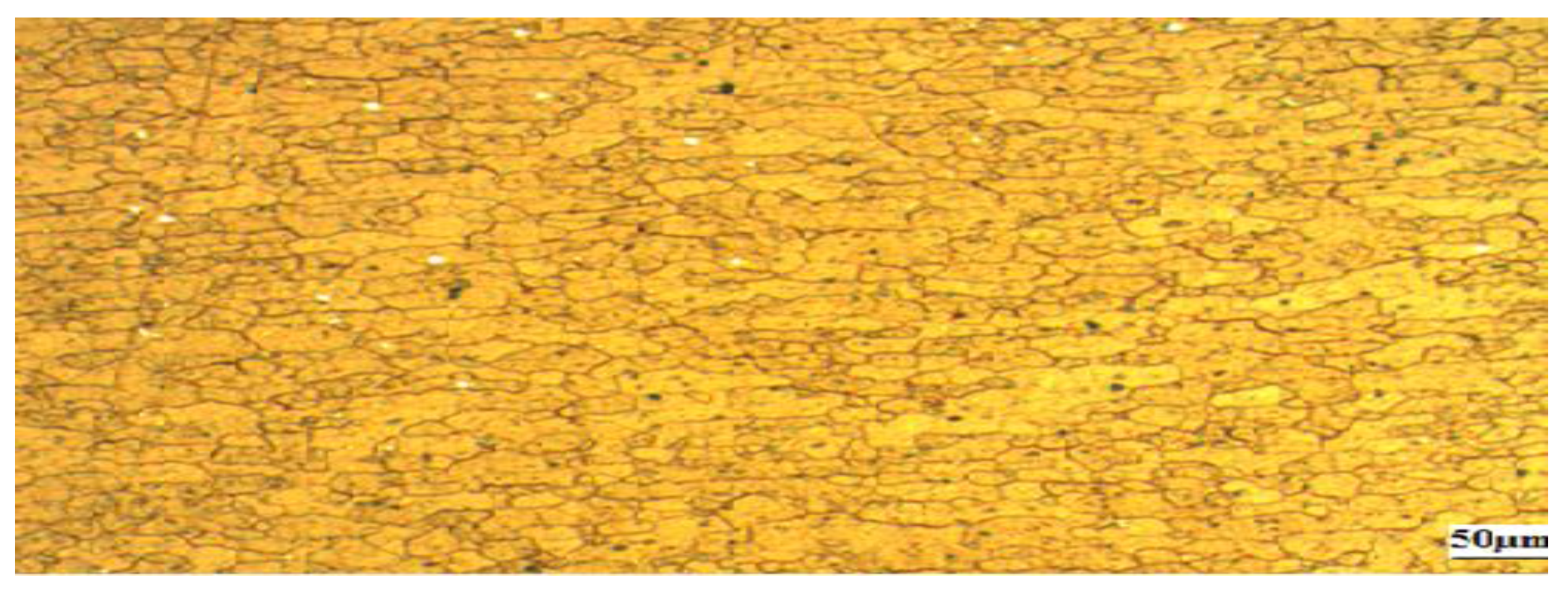
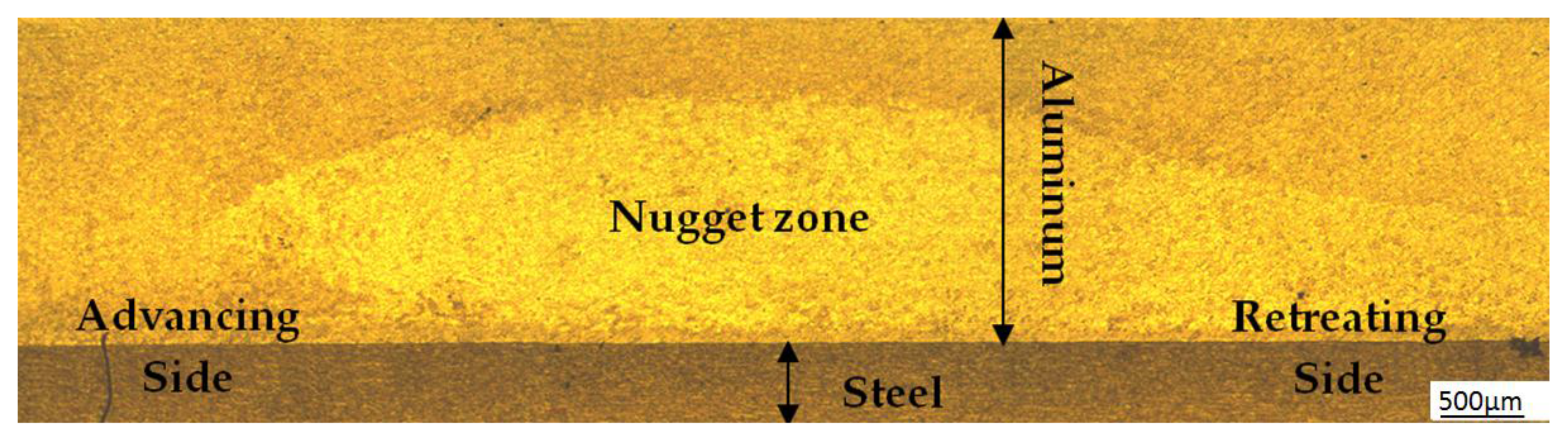
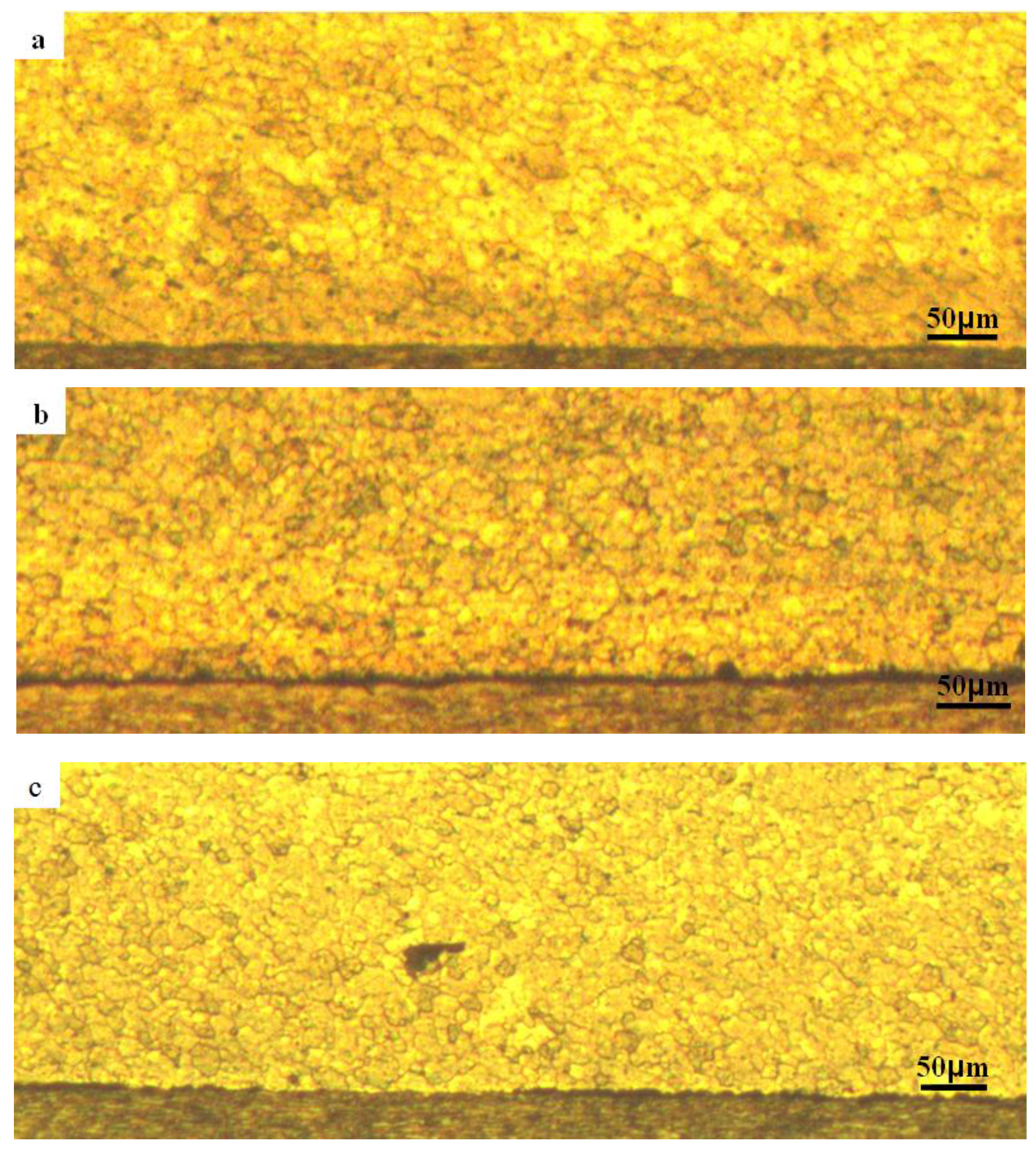
3.1. Microstructures
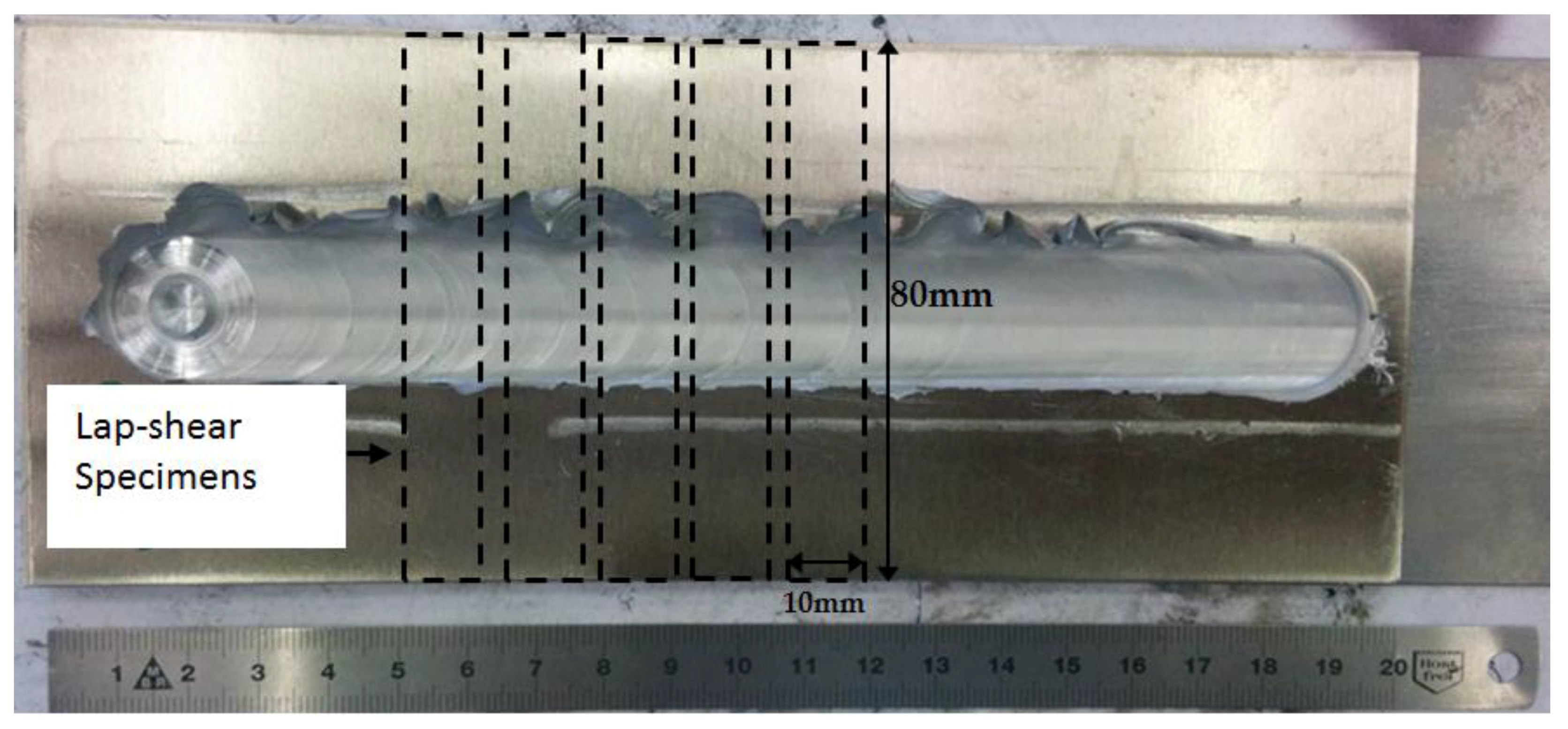
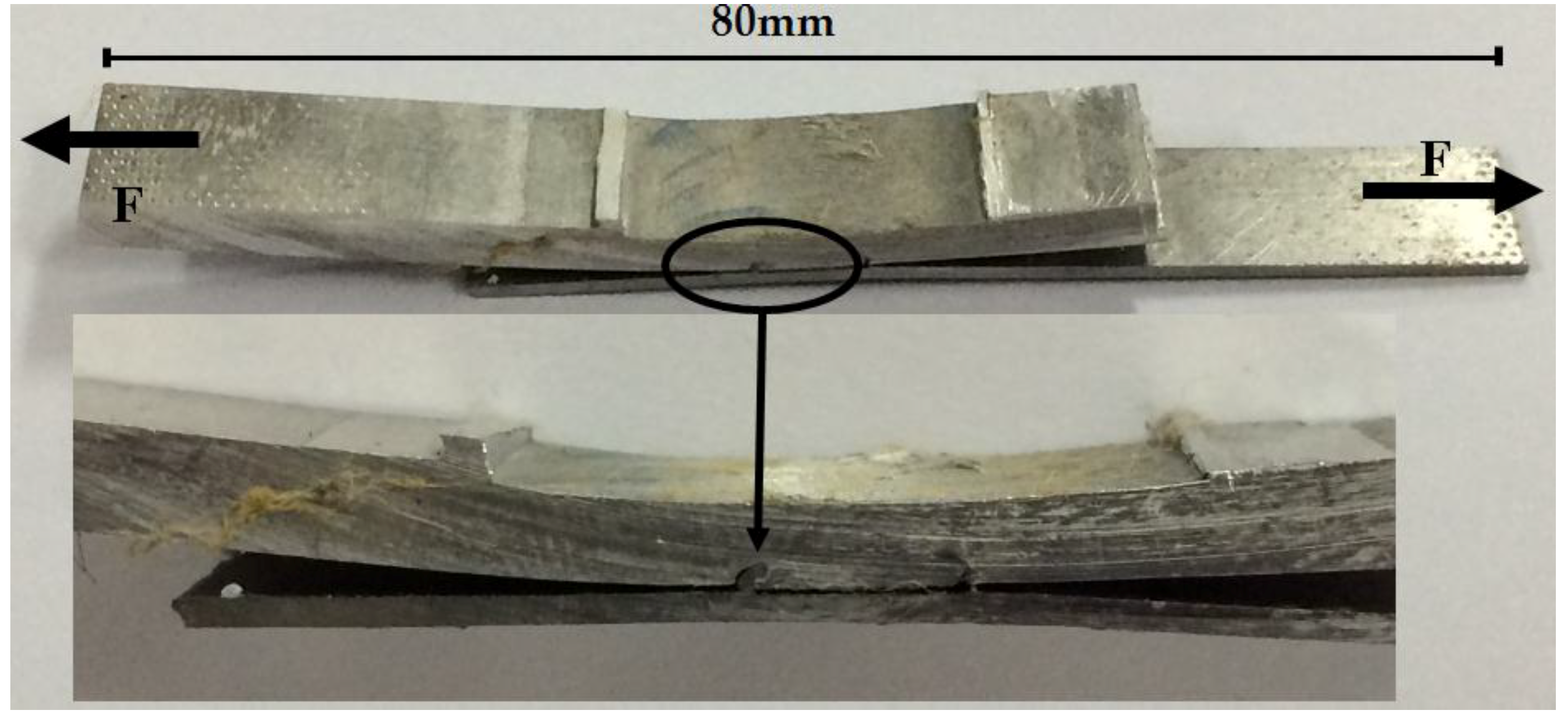
3.2. Lap Shear Testing
4. Conclusions
- -
- A phenomenon of grain refinement is developed in the aluminum side; i.e., the nugget region NG is dominated by a dynamically recrystallized grain structure.
- -
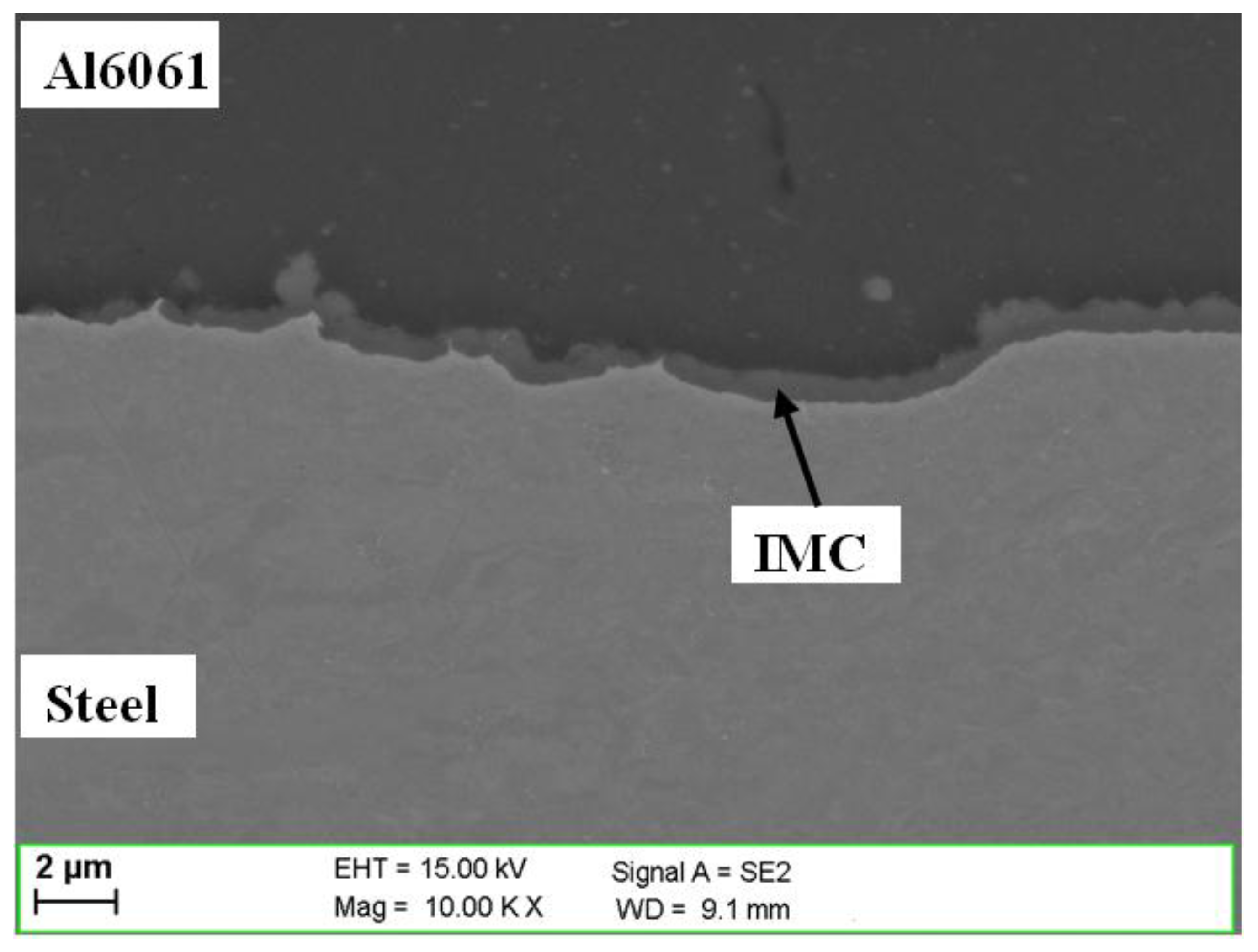
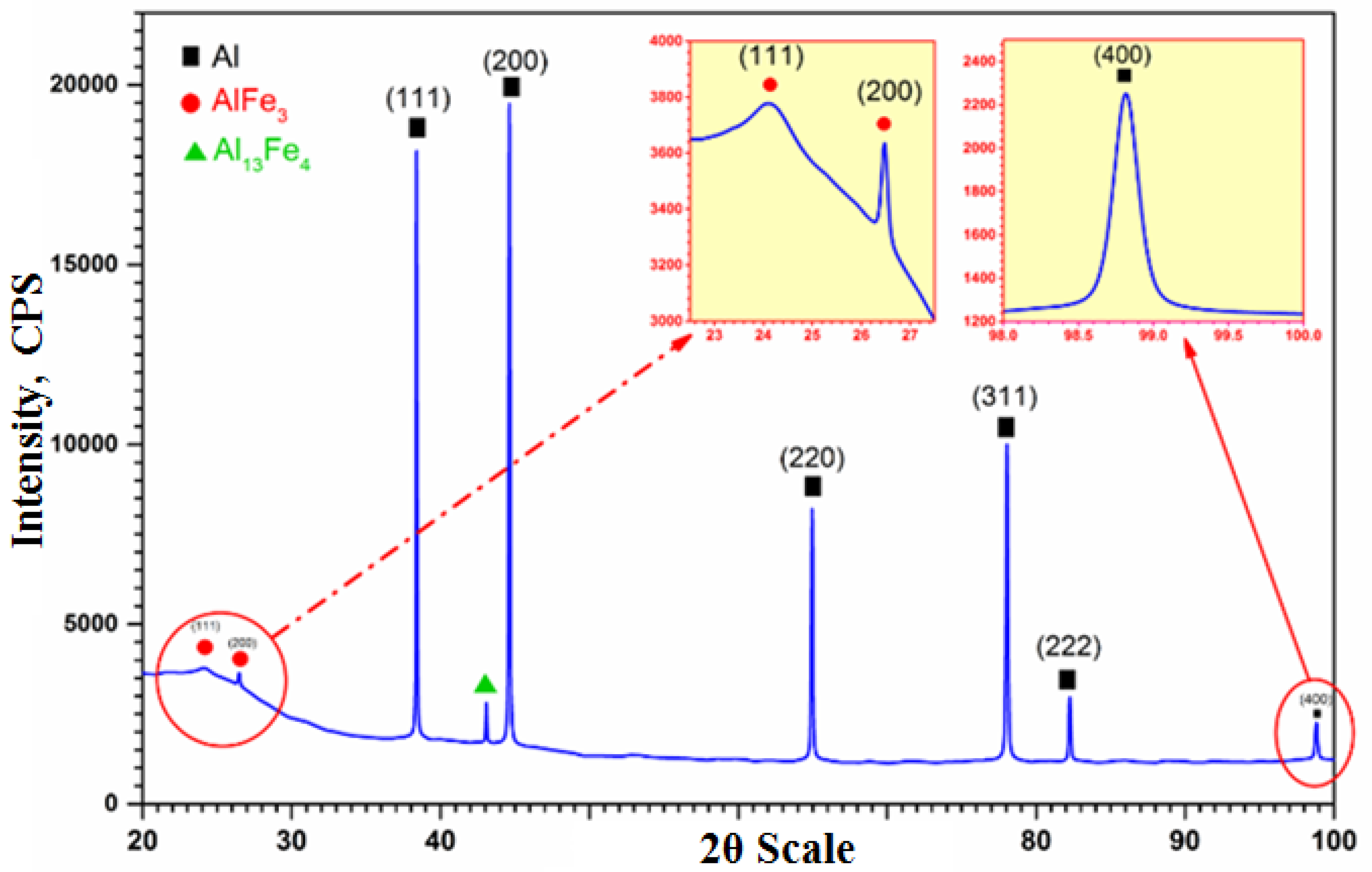
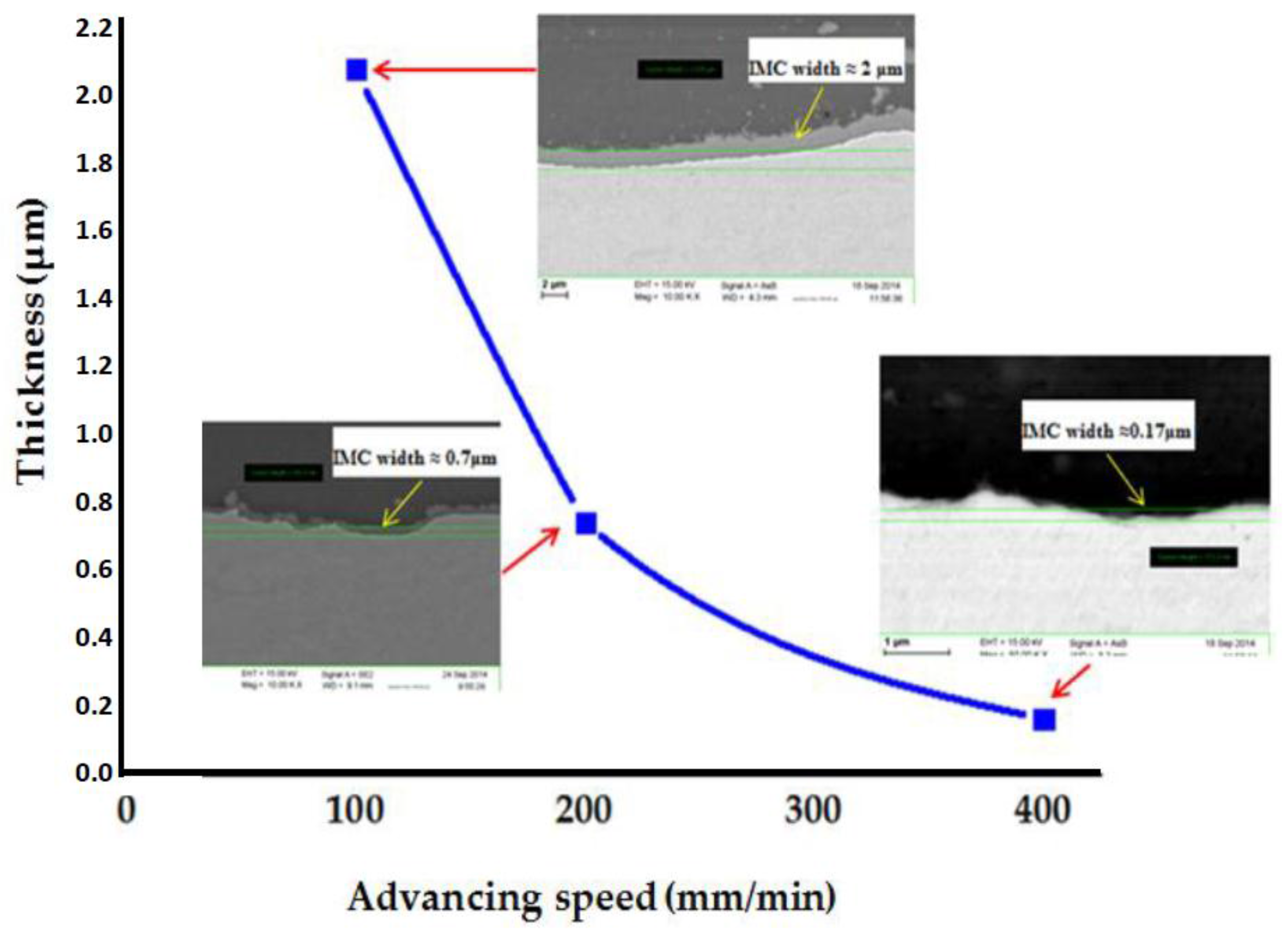
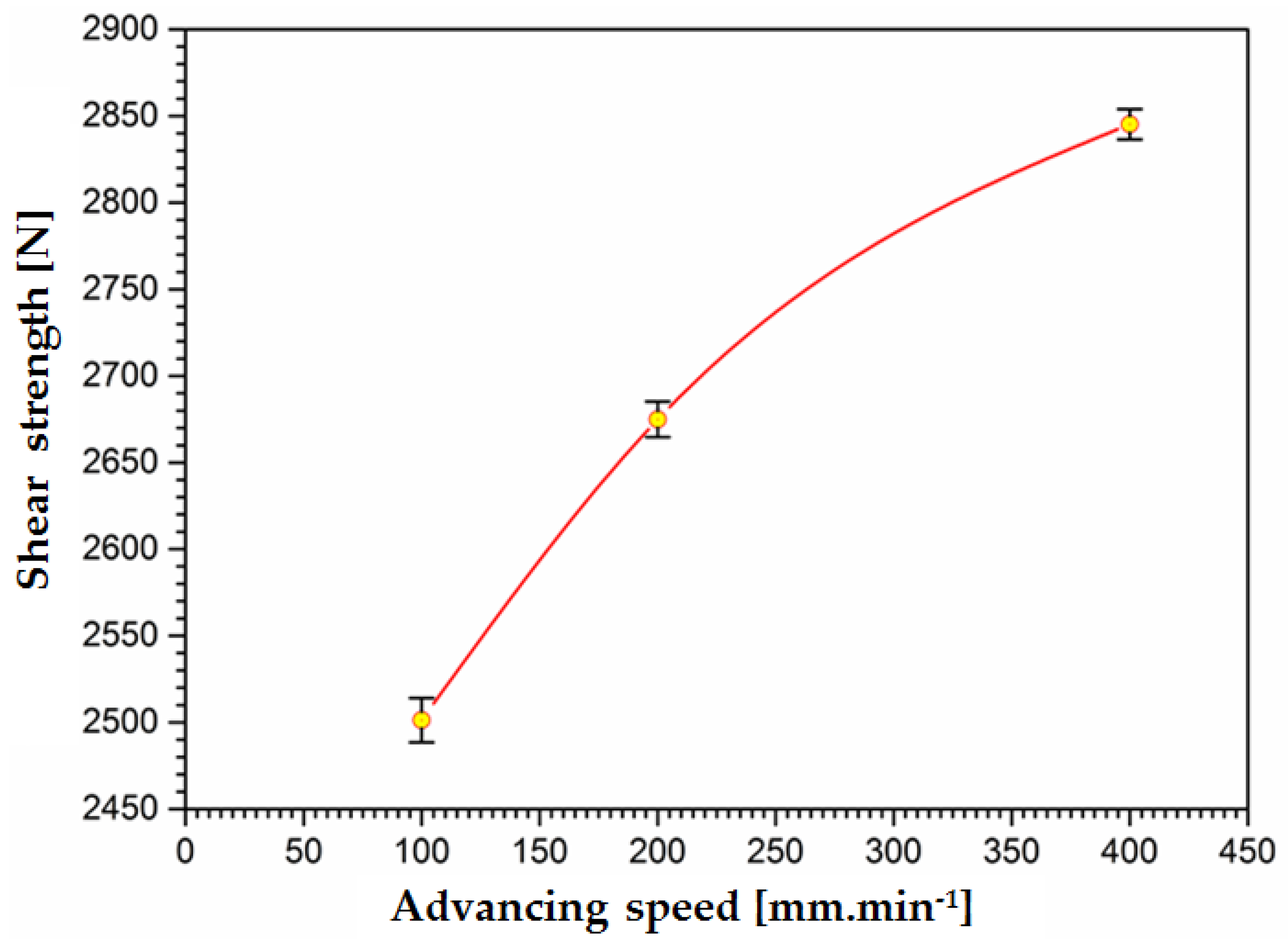
- The thickness of the IMC layer decreases with increasing welding speed, which significantly affects the strength of the joint; i.e., the shear strength increases by increasing the traverse speed.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Mishra, R.S.; de Sarathi, P.; Kumar, N. Friction Stir Welding and Processing; Springer International Publishing: Basel, Switzerland, 2014. [Google Scholar]
- Salih, O.S.; Ou, H.; Sun, W.; McCartney, D.G. A review of friction stir welding of aluminium matrix composites. Mater. Des. 2015, 86, 61–71. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- DebRoy, T.; Bhadeshia, H.K.D.H. Friction stir welding of dissimilar alloys—A perspective. Sci. Technol. Weld. Join. 2010, 15, 266–270. [Google Scholar] [CrossRef]
- Palanivel, R.; Koshy Mathews, P.; Murugan, N.; Dinaharan, I. Effect of tool rotational speed and pin profile on microstructure and tensile strength of dissimilar friction stir welded AA5083-H111 and AA6351-T6 aluminum alloys. Mater. Des. 2012, 40, 7–16. [Google Scholar] [CrossRef]
- Rajakumar, S.; Balasubramanian, V. Establishing relationships between mechanical properties of aluminium alloys and optimised friction stir welding process parameters. Mater. Des. 2012, 40, 17–35. [Google Scholar] [CrossRef]
- Rajakumar, S.; Muralidharan, C.; Balasubramanian, V. Optimization of the friction-stir-welding process and tool parameters to attain a maximum tensile strength of AA7075-T6 aluminium alloy. J. Eng. Manuf. 2010, 224, 1175–1191. [Google Scholar] [CrossRef]
- Ozdemir, N.; Sarsilmaz, F.; Hascalik, A. Effect of Rotational speed on the interface Properties of friction welded AISI 304L to 4340 to steel. Mater. Des. 2007, 28, 301–307. [Google Scholar] [CrossRef]
- Dehghani, M.; Amadeh, A.; Akbari Mousavi, S.A.A. Investigations on the effects of friction stir welding parameters on intermetallic and defect formation in joining aluminum alloy to mild steel. Mater. Des. 2013, 49, 433–441. [Google Scholar] [CrossRef]
- Watanabe, T.; Takayama, H.; Yanagisawa, A. Joining of aluminum alloy to steel by friction stir welding. J. Mater. Process. Technol. 2006, 178, 342–349. [Google Scholar] [CrossRef]
- Das, H.; Ghosh, R.N.; Pal, T.K. Study on the formation and characterization of the intermetallics in friction stir welding of aluminum alloy to coated steel sheet lap joint. Metall. Mater. Trans. A 2014, 45, 5098–5106. [Google Scholar] [CrossRef]
- Zheng, Q.; Feng, X.; Shen, Y.; Huang, G.; Zhao, P. Dissimilar Friction stir welding of 6061 Al to 316 stainless steel using Zn as a Filler Metal. J. Alloys Compd. 2016, 686, 693–701. [Google Scholar] [CrossRef]
- Das, H.; Jana, S.S.; Pal, T.K.; De, A. Numerical and experimental investigation on friction stir lap welding of aluminum to steel. Sci. Technol. Weld. Join. 2014, 19, 69–75. [Google Scholar] [CrossRef]
- Mahoney, M.W.; Rohdes, C.G.; Flintoff, J.G.; Surling, R.A.; Bingel, W.H. Properties of friction-stir-welded 7075 T651 aluminum. Metall. Mater. Trans. 1998, 29, 1955–1964. [Google Scholar] [CrossRef]
- McNelley, T.R.; Swaminathan, S.; Su, J.Q. Recrystallization mechanisms during friction stir welding/processing of aluminum alloys. Scr. Mater. 2008, 58, 349–354. [Google Scholar] [CrossRef] [Green Version]
- Murr, L.E.; Liu, G.; McClure, J.C. Dynamic recrystallisation in the friction-stir welding of aluminium alloy 1100. J. Mater. Sci. Lett. 1997, 16, 1801–1803. [Google Scholar] [CrossRef]
- Hussein, S.A.; Tahir, A.S.M.; Hadzley, A.B. Characteristics of aluminum-to-steel joint made by friction stir welding: A review. Mater. Today Commun. 2015, 5, 32–49. [Google Scholar] [CrossRef]
- Girard, M. Soudage Hétérogène Assiste par Friction Malaxage. Ph.D. Thesis, Ecole Centrale de Nantes, Nantes, France, 2010. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| % (wt) | Al | Cr | Cu | Fe | Ga | Mg | Mn | Si |
|---|---|---|---|---|---|---|---|---|
| 6061-T6 Al alloy | 97.8 | 0.19 | 0.24 | 0.44 | 0.015 | 0.92 | 0.05 | 0.56 |
| % (wt) | C | Mn | Si | S | P | N |
|---|---|---|---|---|---|---|
| Ultra low carbon steel | 0.013 | 0.136 | 0.01 | 0.005 | 0.0132 | <0.008 |
| % (wt) | Al | Fe | Si | Mg |
|---|---|---|---|---|
| 6061-T6 Al alloy | 76.00 | 23.106 | 0.94 | - |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Boumerzoug, Z.; Helal, Y. Friction Stir Welding of Dissimilar Materials Aluminum AL6061-T6 to Ultra Low Carbon Steel. Metals 2017, 7, 42. https://doi.org/10.3390/met7020042
Boumerzoug Z, Helal Y. Friction Stir Welding of Dissimilar Materials Aluminum AL6061-T6 to Ultra Low Carbon Steel. Metals. 2017; 7(2):42. https://doi.org/10.3390/met7020042
Chicago/Turabian StyleBoumerzoug, Zakaria, and Yazid Helal. 2017. "Friction Stir Welding of Dissimilar Materials Aluminum AL6061-T6 to Ultra Low Carbon Steel" Metals 7, no. 2: 42. https://doi.org/10.3390/met7020042
APA StyleBoumerzoug, Z., & Helal, Y. (2017). Friction Stir Welding of Dissimilar Materials Aluminum AL6061-T6 to Ultra Low Carbon Steel. Metals, 7(2), 42. https://doi.org/10.3390/met7020042