
Hot Deformation Behavior of As-Cast 30Cr2Ni4MoV Steel Using Processing Maps

Abstract
:1. Introduction
2. Experimental Procedure
2.1. Hot Deformation Tests
2.2. Processing Map Establishment
3. Results and Discussion
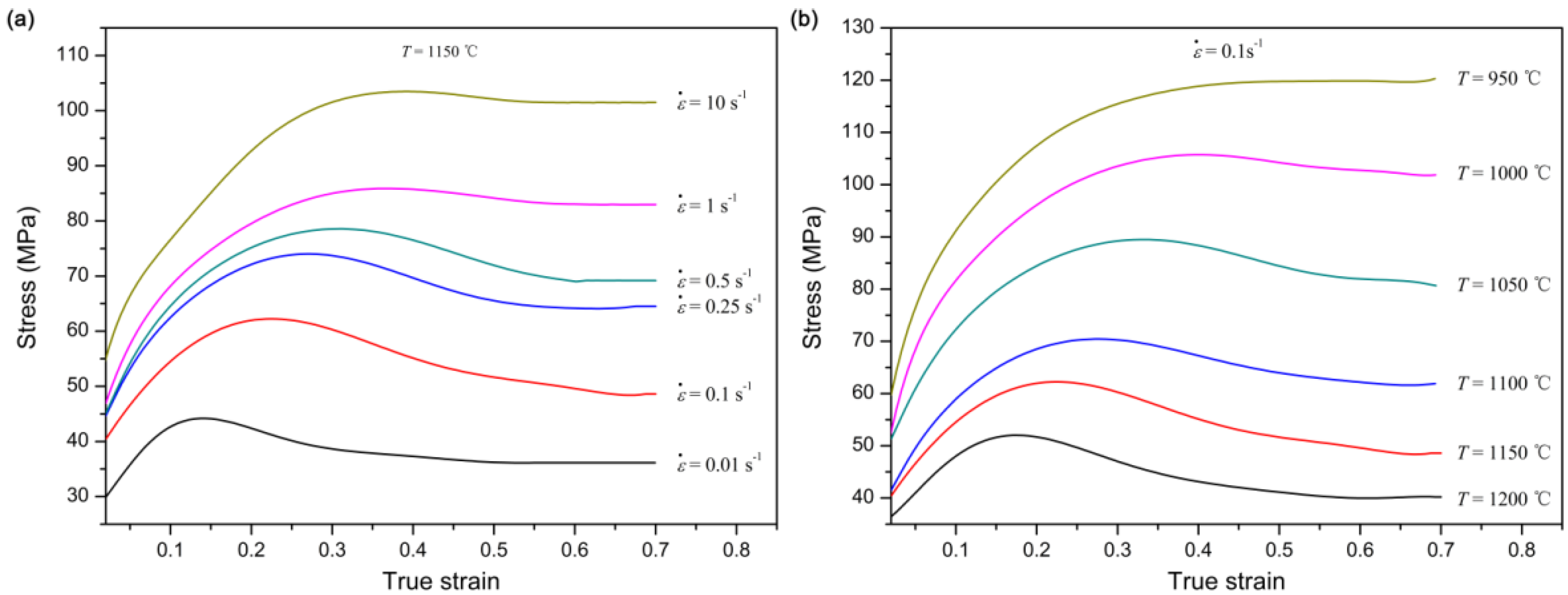
3.1. Flow Curve Behavior
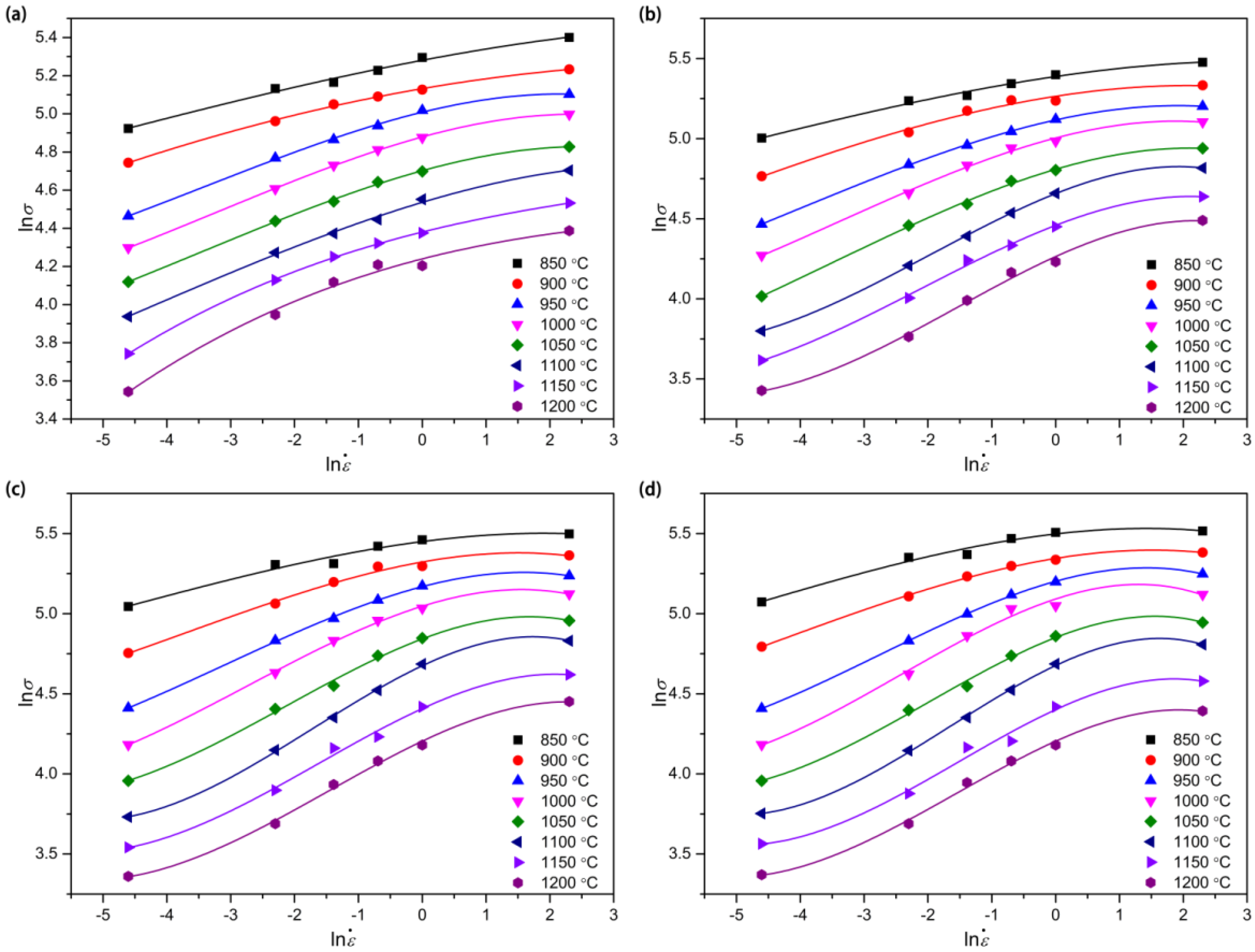
3.2. Processing Map Establishment
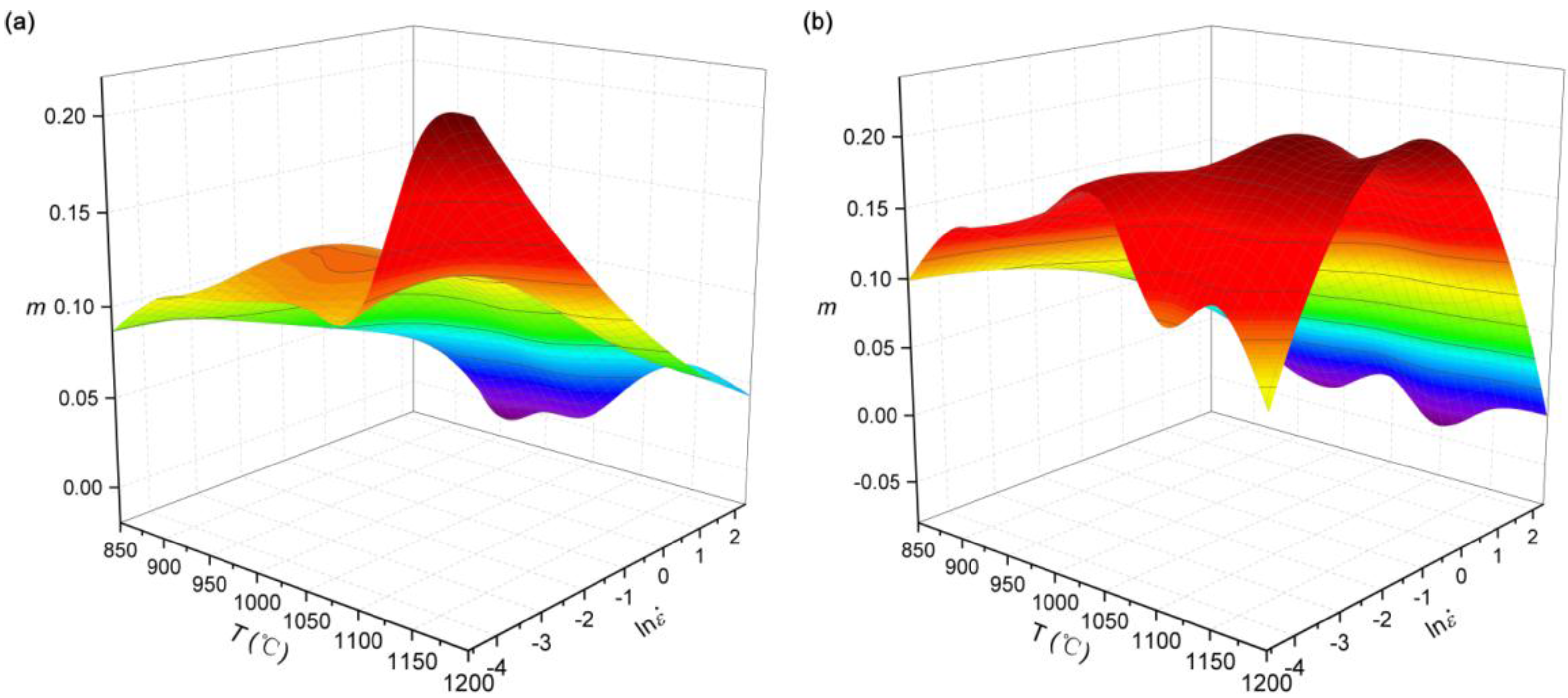
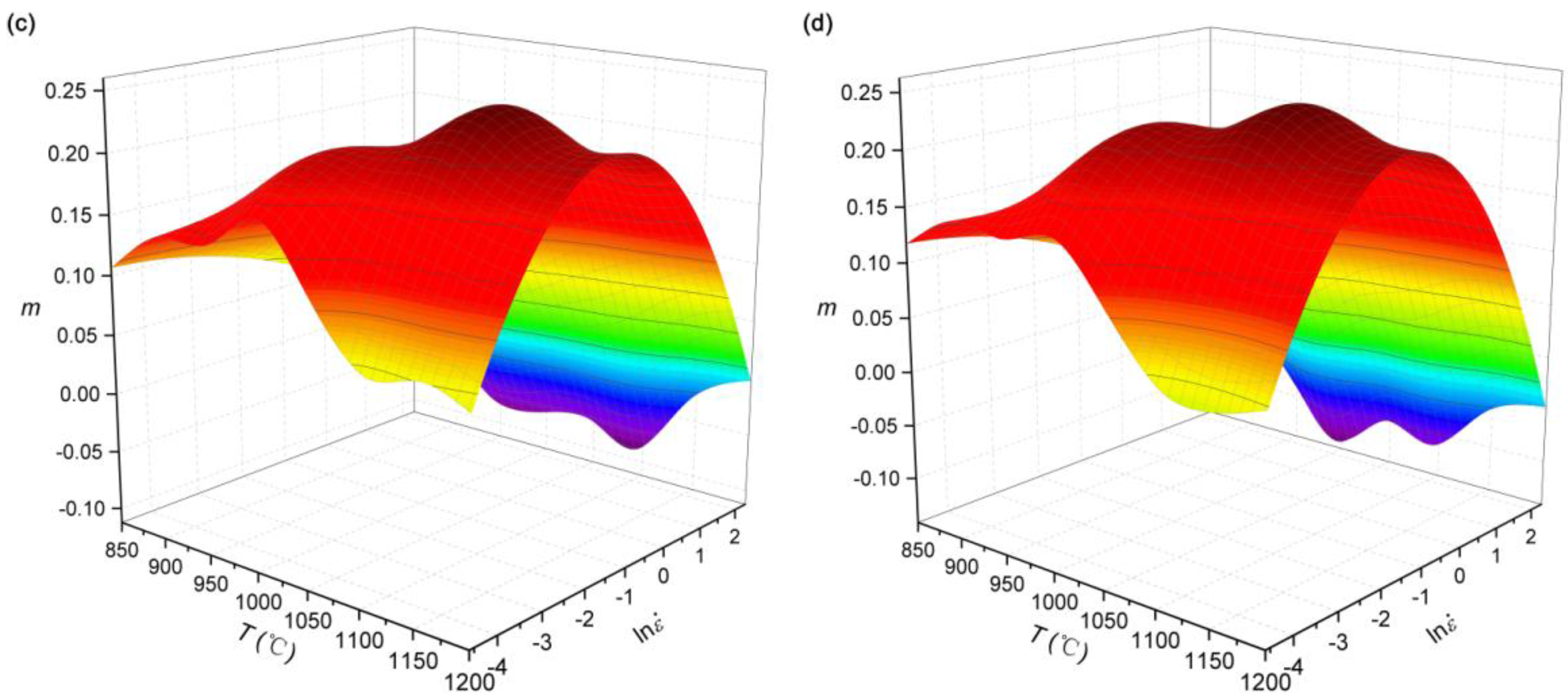
3.3. Variation of the Values of m
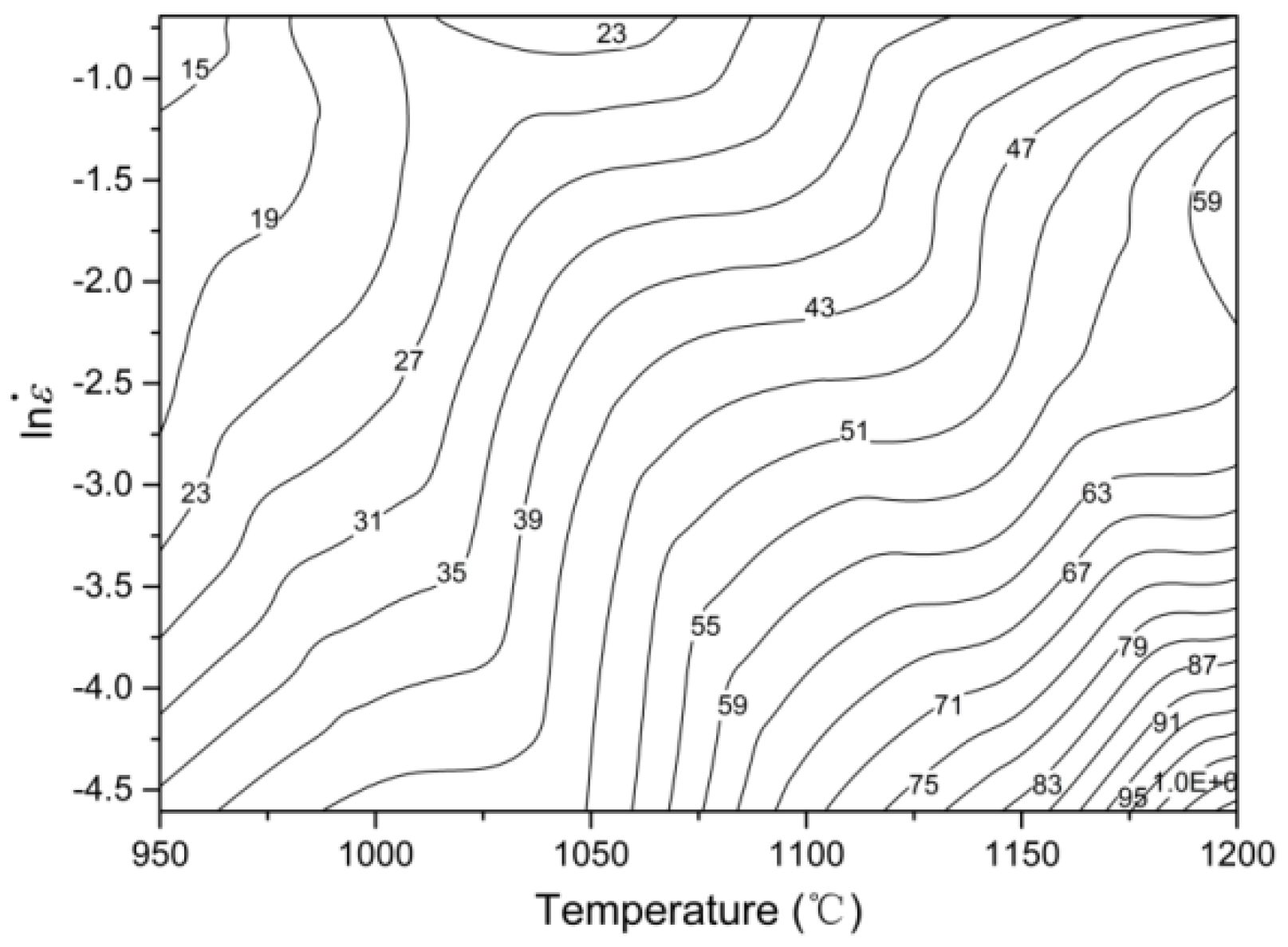
3.4. Power Dissipation Map
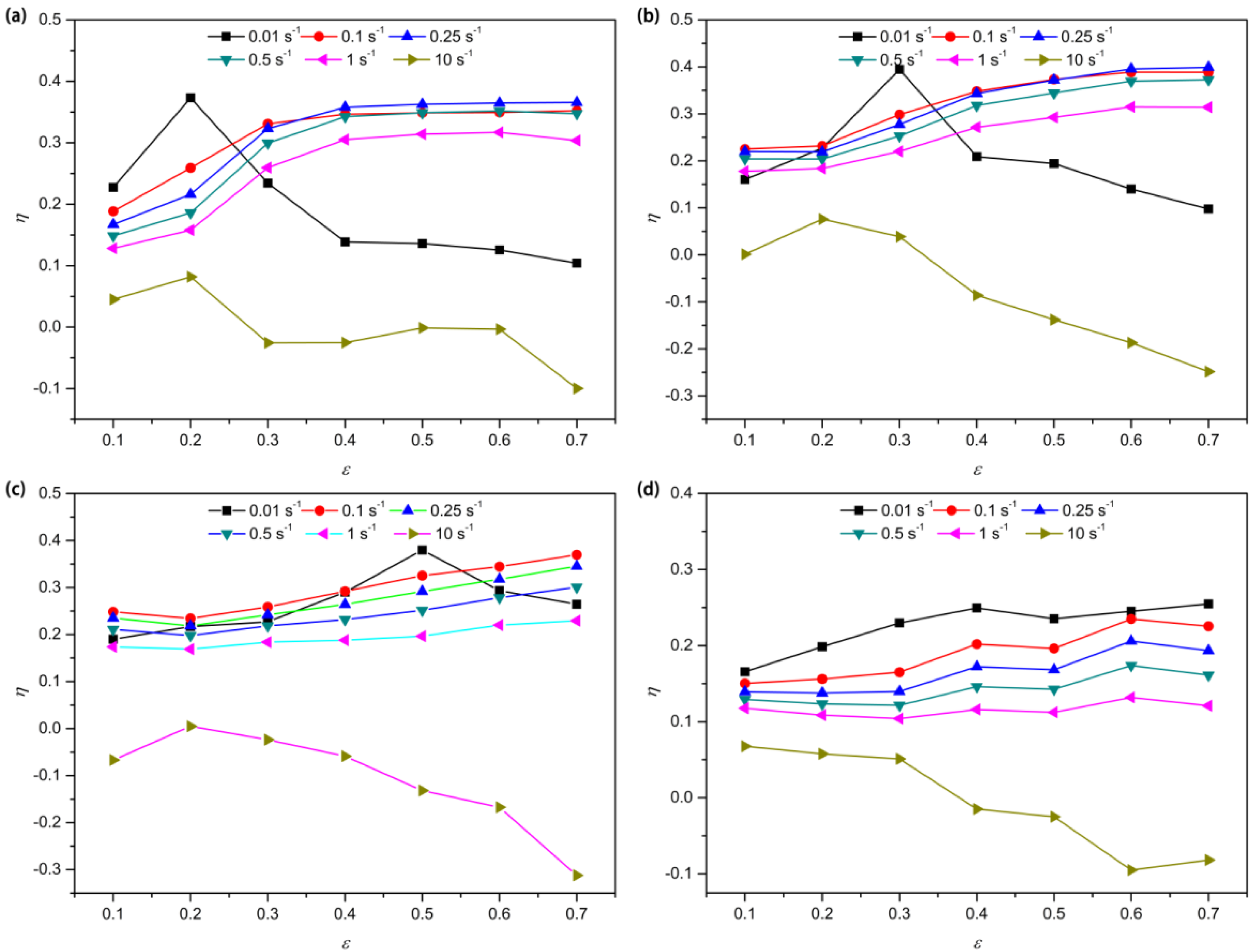
3.4.1. Effect of the Strain on the Efficiency of Power Dissipation (η)
- (1)
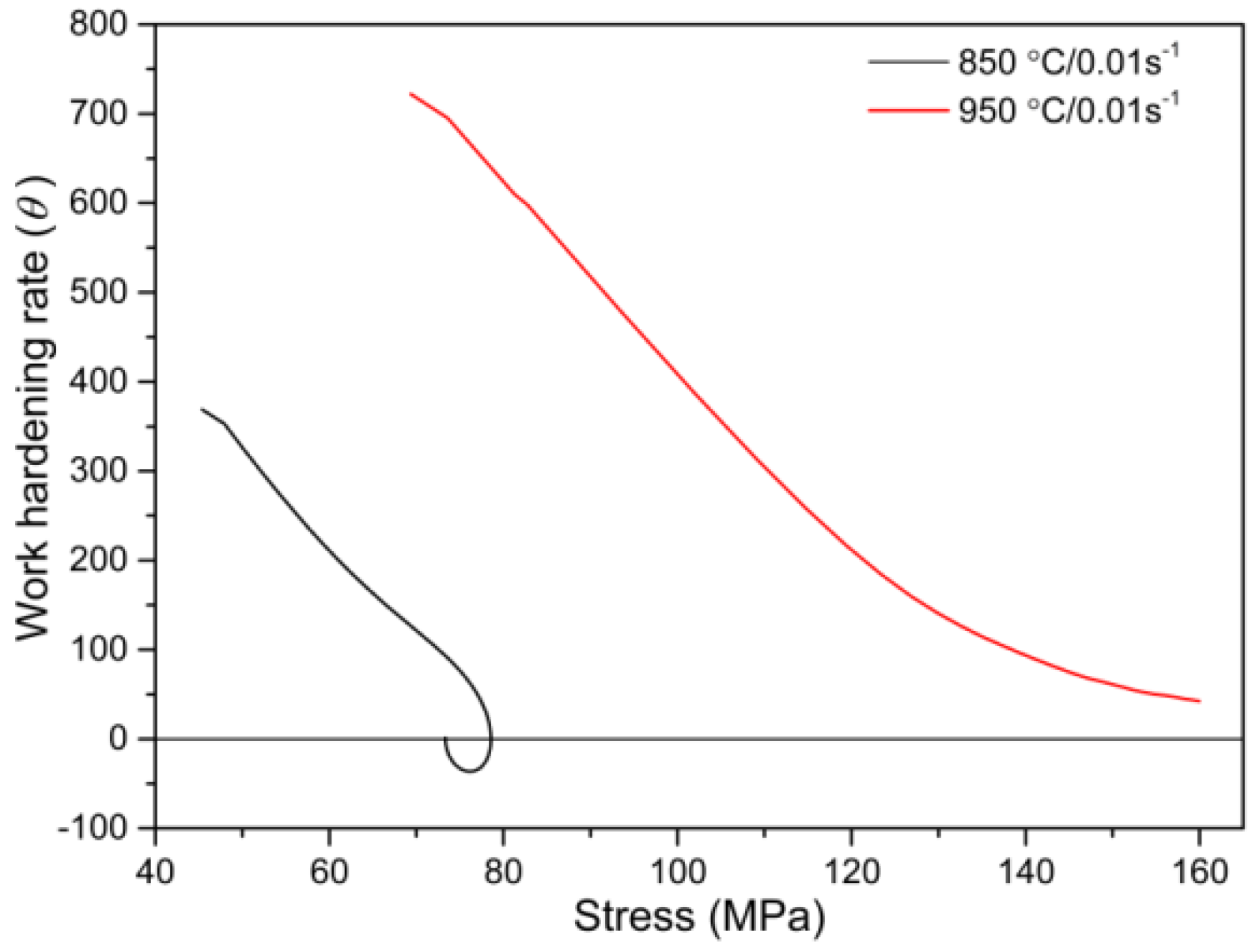
- The values of η at the strain rate of 0.01 s−1 increase with the increasing strain to a peak and then decrease with further increasing strain. The phenomenon is related to the microstructure evolution during the deformation. At the beginning, the values of η increase to a peak, which means the completion of the DRX. Then, the growth of the recrystallized grains leads to the decrease of the η values. However, it should be pointed out that the values of η increase with the increasing strain, and no peak appears when the deformation temperature is 950 °C, which is a result of the absence of the DRX.
- (2)
- The values of η at the strain rates range of 0.1–1 s−1 increase with increasing strain. This is attributed to the increase of the volume of the DRX. However, when the steel is deformed at 1000 °C with strain rates of 1 and 10 s−1, the maximum values of η is less than 0.3, which means that DRV takes place during deformation.
- (3)
- The values of η at the strain rate of 10 s−1 decrease with the increasing strain. The occurrence of the unstable flow bands is responsible for the decrease of the power dissipation efficiency.
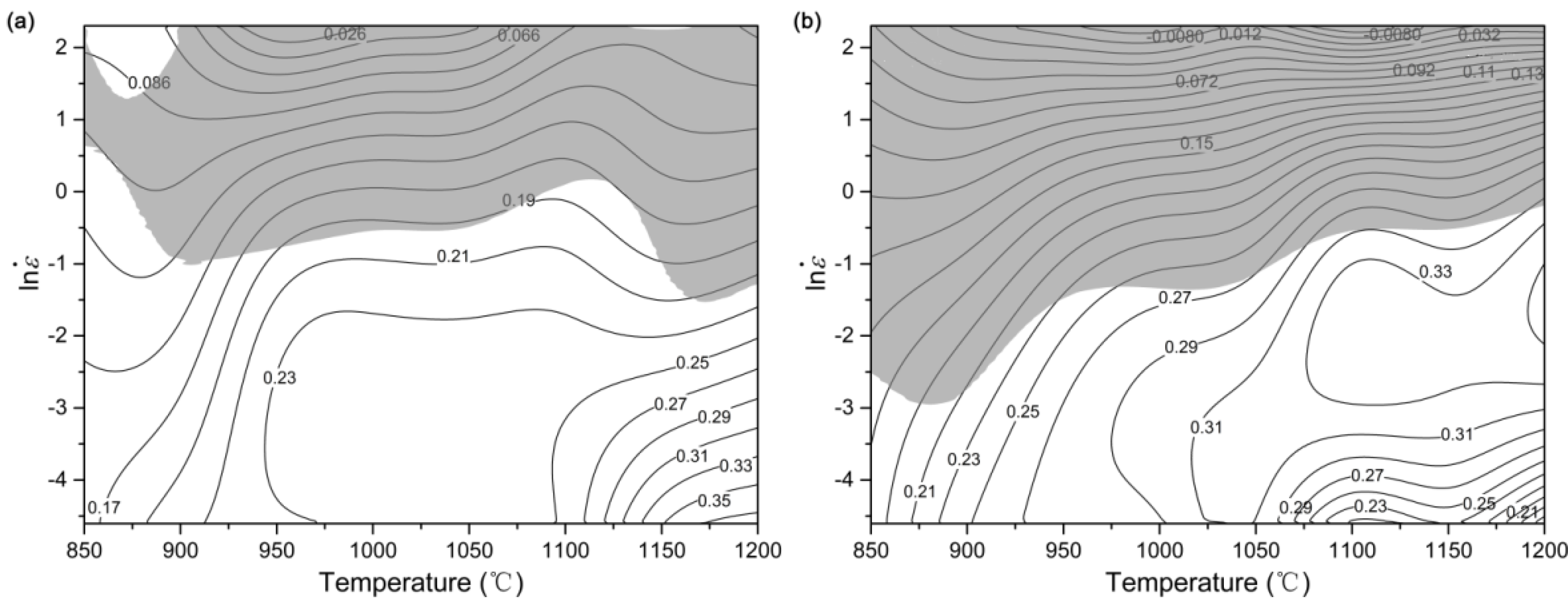
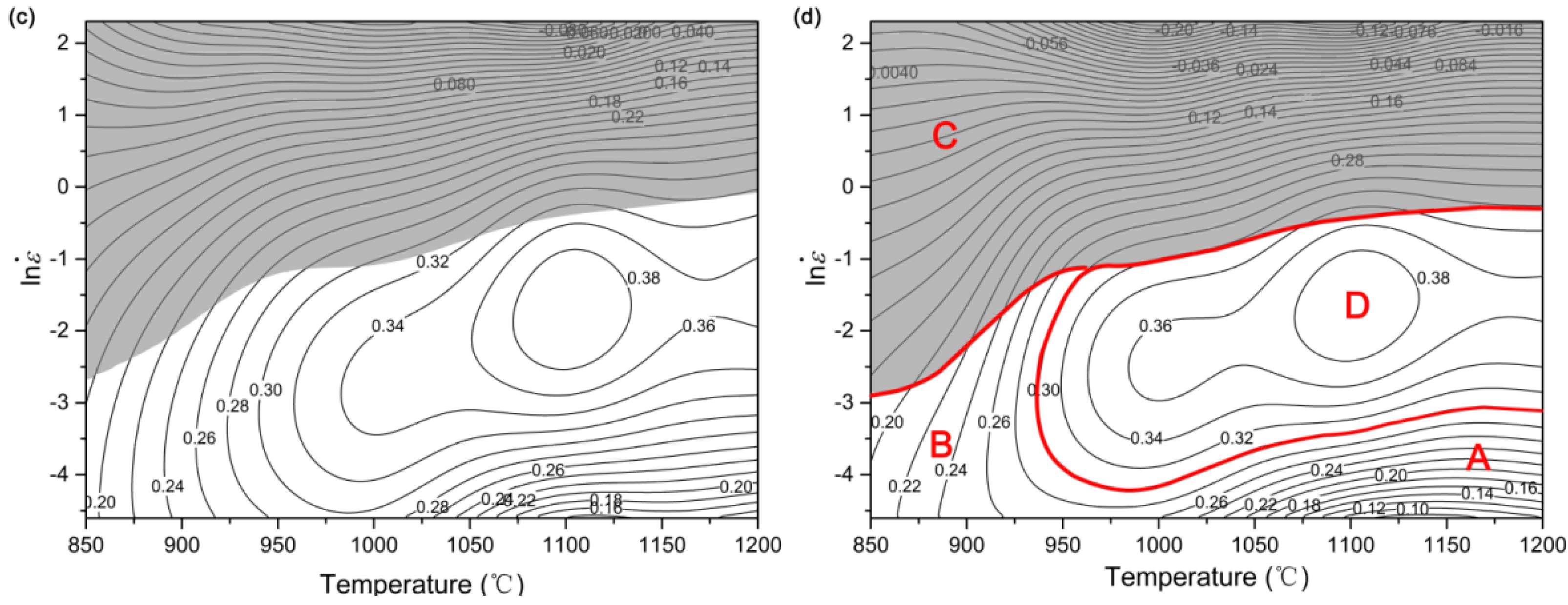
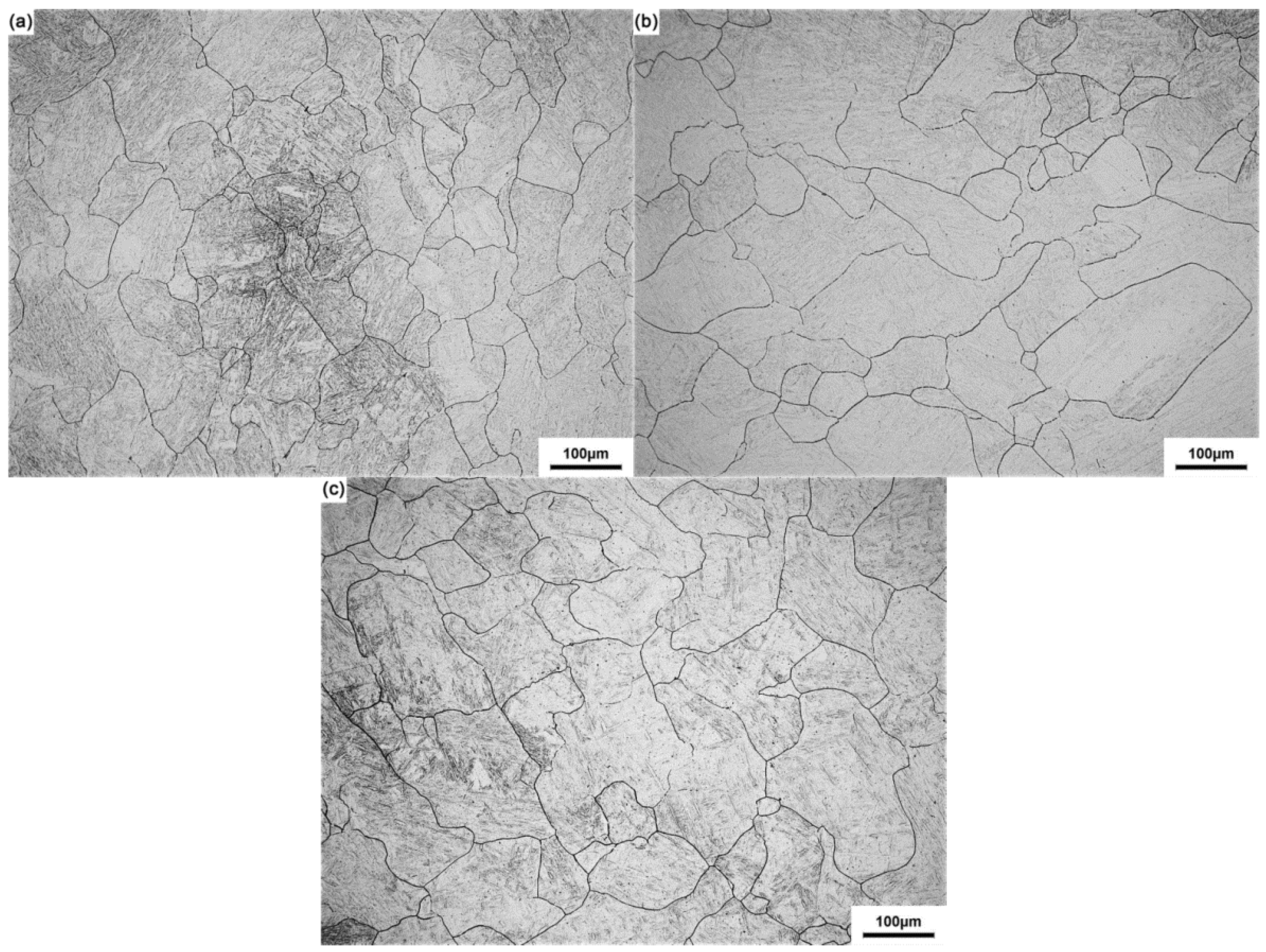
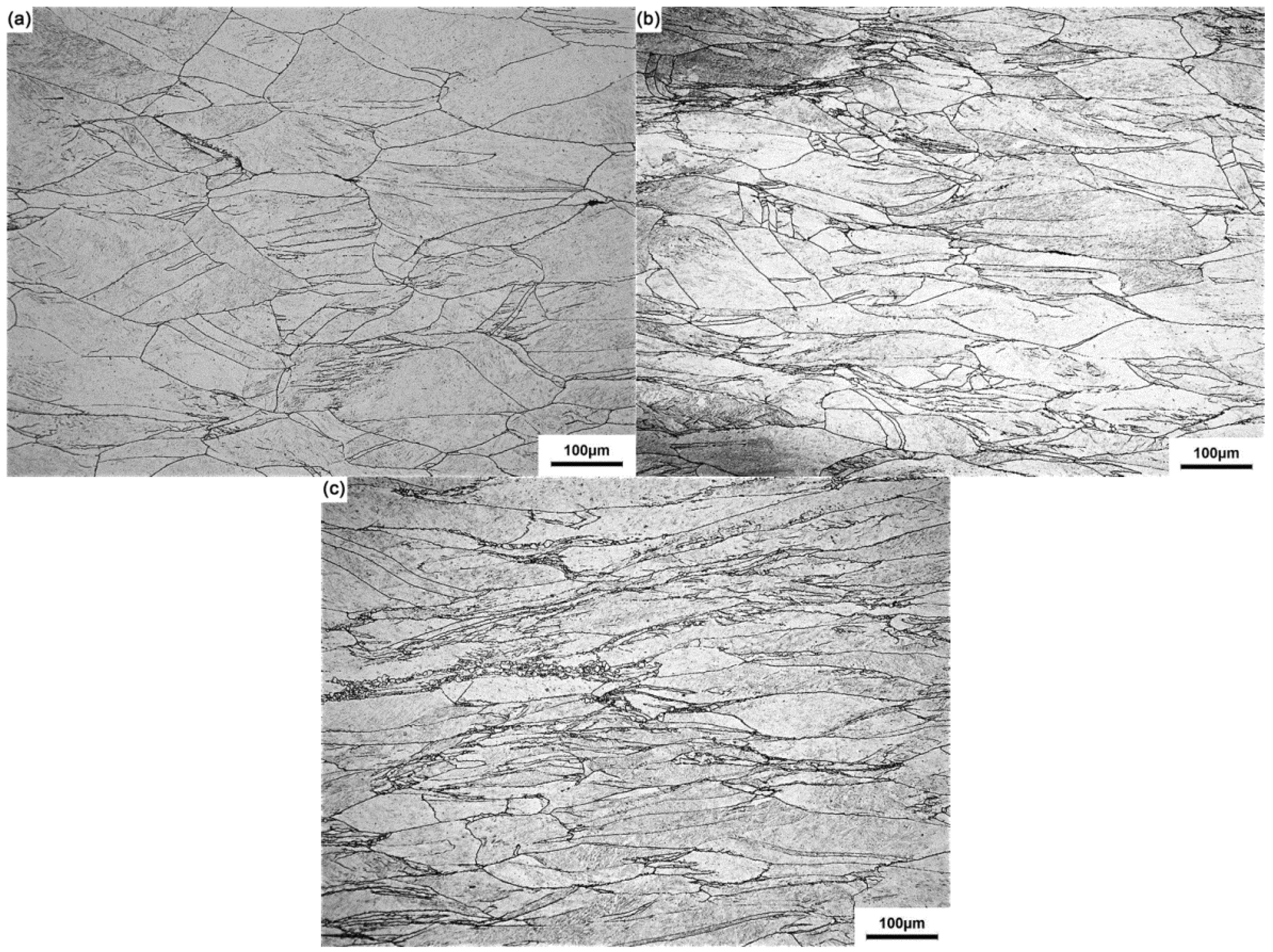
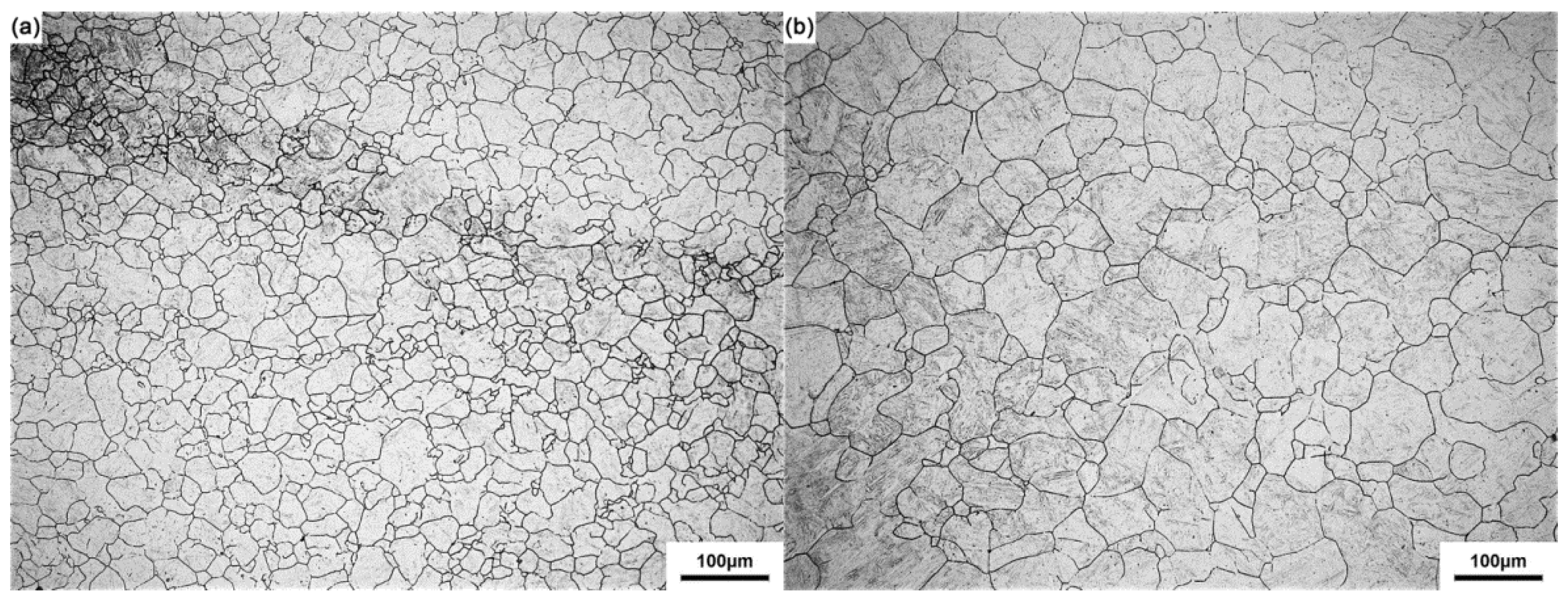
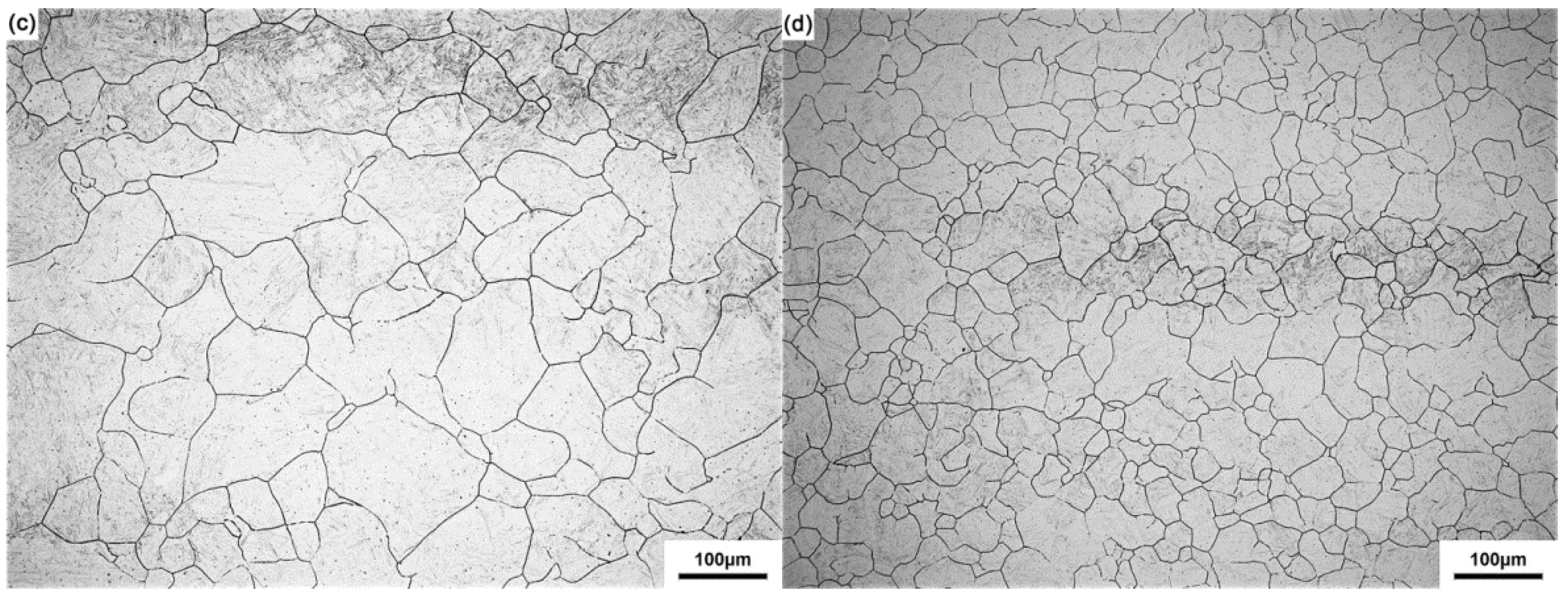
3.4.2. Processing Map Analysis and Microstructure Evolution
4. Conclusions
- (1)
- The strain rate sensitivity varies irregularly with deformation temperature and strain rate, and negative values of strain rate sensitivity can be observed.
- (2)
- When the DRX and DRV take place, the value of the efficiency of power dissipation increases with the increasing strain. By contrast, the value of the efficiency of power dissipation decreases with the increasing strain when the flow localization occurs.
- (3)
- The optimum domain for hot deformation is in the temperature range of 950–1200 °C and strain rate range of 0.03–0.5 s−1 with a peak efficiency of 0.41 at 1100 °C and 0.25 s−1.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Prasad, Y.V.R.K.; Gegel, H.L.; Doraivelu, S.M.; Malas, J.C.; Morgan, J.T.; Lark, K.A.; Barker, D.R. Modeling of dynamic materials behavior in hot deformation: Forging of Ti-6242. Metall. Trans. A 1984, 15, 1883–1892. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K. Processing maps: A status report. J. Mater. Eng. Perform. 2003, 12, 638–645. [Google Scholar] [CrossRef]
- Sun, Y.; Hu, L.X.; Ren, J.S. Investigation on the hot deformation behavior of powder metallurgy TiAl-based alloy using 3D processing map. Mater. Charact. 2015, 100, 163–169. [Google Scholar] [CrossRef]
- Roostaei, M.; Parsa, M.H.; Mahmudi, R.; Mirzadeh, H. Hot compression behavior of GZ31 magnesium alloy. J. Alloy. Compd. 2015, 631, 1–6. [Google Scholar] [CrossRef]
- Wu, H.Y.; Yang, J.C.; Zhu, F.J.; Wu, C.T. Hot compressive flow stress modeling of homogenized AZ61 Mg alloy using strain-dependent constitutive equations. Mater. Sci. Eng. A 2013, 574, 17–24. [Google Scholar] [CrossRef]
- Chen, L.; Zhao, G.; Yu, J. Hot deformation behavior and constitutive modeling of homogenized 6026 aluminum alloy. Mater. Des. 2015, 74, 25–35. [Google Scholar] [CrossRef]
- Wu, K.; Liu, G.; Hu, B.; Li, F.; Zhang, Y.; Tao, Y. Characterization of hot deformation behavior of a new Ni–Cr–Co based P/M superalloy. Mater. Charact. 2010, 61, 330–340. [Google Scholar] [CrossRef]
- Akbari, Z.; Mirzadeh, H.; Cabrera, J.M. A simple constitutive model for predicting flow stress of medium carbon microalloyed steel during hot deformation. Mater. Des. 2015, 77, 126–131. [Google Scholar] [CrossRef] [Green Version]
- Badjena, S.K. Dynamic recrystallization behavior of vanadium micro-alloyed forging medium carbon steel. ISIJ Int. 2014, 54, 650–656. [Google Scholar] [CrossRef]
- Chen, F.; Cui, Z.S.; Sui, D.S.; Fu, B. Recrystallization of 30Cr2Ni4MoV ultra-super-critical rotor steel during hot deformation. Part Ш: Metadynamic recrystallization. Mater. Sci. Eng. A 2012, 540, 46–54. [Google Scholar] [CrossRef]
- Chen, F.; Cui, Z.S.; Chen, S.J. Recrystallization of 30Cr2Ni4MoV ultra-super-critical rotor steel during hot deformation. Part I: Dynamic recrystallization. Mater. Sci. Eng. A 2011, 528, 5073–5080. [Google Scholar] [CrossRef]
- Liu, X. Research on the Plastic Forming and Quality Control of Low-Pressure Rotor of Nuclear Steam Turbine. Ph.D. Thesis, Tsinghua University, Beijing, China, March 2010. [Google Scholar]
- Chen, R.K. Study on Heat Treatment for Low Pressure Rotors of 30Cr2Ni4MoV Steel. Ph.D. Thesis, Shanghai Jiao Tong University, Shanghai, China, March 2012. [Google Scholar]
- Kutumarao, V.V.; Rajagopalachary, T. Recent developments in modeling the hot working behavior of metallic materials. Bull. Mater. Sci. 1996, 19, 677–698. [Google Scholar] [CrossRef]
- Murty, S.V.S.N.; Nageswara Rao, B.; Kashyap, B.P. Instability criteria for hot deformation of materials. Int. Mater. Rev. 2000, 45, 15–26. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Rao, K.P.; Sasidhara, S. Hot Working Guide: A Compendium of Processing Maps, 2nd ed.; ASM International: Materials Park, OH, USA, 1997; pp. 25–157. [Google Scholar]
- Jonas, J.J.; Quelennec, X.; Jiang, L.; Martin, E. The Avrami kinetics of dynamic recrystallization. Acta Mater. 2009, 57, 2748–2756. [Google Scholar] [CrossRef]
- Cai, Z.W.; Chen, F.X.; Ma, F.J.; Guo, J.Q. Dynamic recrystallization behavior and hot workability of AZ41M magnesium alloy during hot deformation. J. Alloy. Compd. 2016, 670, 55–63. [Google Scholar] [CrossRef]
- Lin, Y.C.; Liu, G. Effects of strain on the workability of a high strength low alloy steel in hot compression. Mater. Sci. Eng. A 2009, 523, 139–144. [Google Scholar] [CrossRef]
- Venugopal, S.; Mannan, S.L.; Prasad, Y.V.R.K. Optimization of hot workability in stainless steel-type AISI 304L using processing maps. Metall. Mater. Trans. A 1992, 23, 3093–3103. [Google Scholar] [CrossRef]
- Roberts, W.; Boden, H.; Ahlblom, B. Dynamic recrystallization kinetics. Metal Sci. 2013, 13, 195–205. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Strain | Strain Rate (s−1) | Temperature (°C) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| 850 | 900 | 950 | 1000 | 1050 | 1100 | 1150 | 1200 | ||
| 0.1 | 0.01 | 119.2 | 98.5 | 77.4 | 63.4 | 55.1 | 47.7 | 43.8 | 37.4 |
| 0.1 | 145.6 | 119.8 | 96.2 | 86.0 | 72.5 | 62.1 | 54.6 | 47.8 | |
| 0.25 | 149.4 | 129.7 | 108.2 | 95.1 | 78.1 | 68.9 | 62.9 | 54.5 | |
| 0.5 | 157.4 | 135.4 | 119.9 | 108.8 | 89.9 | 75.6 | 64.8 | 58.3 | |
| 1 | 166.9 | 141.9 | 127.9 | 113.0 | 93.2 | 81.3 | 68.7 | 58.0 | |
| 10 | 188.4 | 159.2 | 140.4 | 124.7 | 103.8 | 92.0 | 76.8 | 66.7 | |
| 0.2 | 0.01 | 137.4 | 114.9 | 86.8 | 73.6 | 61.5 | 51.3 | 42.2 | 34.6 |
| 0.1 | 169.4 | 142.8 | 117.7 | 100.2 | 84.6 | 71.7 | 62.1 | 51.8 | |
| 0.25 | 175.0 | 156.0 | 129.6 | 113.3 | 93.8 | 79.3 | 70.2 | 61.4 | |
| 0.5 | 186.4 | 162.5 | 139.4 | 122.9 | 103.8 | 85.3 | 75.3 | 67.3 | |
| 1 | 199.4 | 168.5 | 151.1 | 131.1 | 109.8 | 94.8 | 79.5 | 66.9 | |
| 10 | 221.5 | 187.4 | 164.4 | 148.1 | 124.9 | 110.3 | 93.0 | 80.4 | |
| 0.3 | 0.01 | 146.3 | 121.5 | 94.6 | 76.2 | 59.4 | 47.2 | 38.8 | 32.3 |
| 0.1 | 181.9 | 153.9 | 125.3 | 104.5 | 87.6 | 71.5 | 60.1 | 46.7 | |
| 0.25 | 188.4 | 170.9 | 139.3 | 122.2 | 97.5 | 83.0 | 73.6 | 59.1 | |
| 0.5 | 201.7 | 178.8 | 149.4 | 134.5 | 111.2 | 91.6 | 78.6 | 68.3 | |
| 1 | 213.6 | 181.3 | 161.3 | 140.6 | 118.0 | 102.4 | 85.1 | 70.4 | |
| 10 | 236.3 | 202.3 | 178.0 | 160.8 | 136.6 | 120.9 | 101.5 | 88.1 | |
| 0.4 | 0.01 | 148.9 | 117.4 | 87.0 | 71.6 | 55.5 | 44.7 | 37.2 | 30.8 |
| 0.1 | 187.9 | 154.4 | 126.3 | 105.7 | 86.4 | 67.2 | 54.9 | 43.1 | |
| 0.25 | 194.3 | 176.6 | 142.4 | 125.7 | 98.7 | 80.8 | 69.5 | 54.1 | |
| 0.5 | 209.1 | 188.7 | 155.2 | 140.0 | 113.9 | 93.4 | 76.3 | 64.4 | |
| 1 | 221.2 | 188.1 | 167.4 | 146.1 | 122.0 | 105.5 | 85.7 | 68.8 | |
| 10 | 238.9 | 207.0 | 181.6 | 164.8 | 139.7 | 123.6 | 103.4 | 89.1 | |
| 0.5 | 0.01 | 151.8 | 121.8 | 87.5 | 67.1 | 53.7 | 42.1 | 34.9 | 29.2 |
| 0.1 | 194.0 | 160.0 | 123.6 | 104.2 | 84.4 | 65.2 | 51.6 | 41.0 | |
| 0.25 | 197.1 | 178.2 | 142.3 | 127.0 | 96.3 | 77.5 | 65.5 | 51.5 | |
| 0.5 | 217.0 | 190.8 | 159.1 | 143.6 | 114.2 | 92.5 | 72.0 | 60.7 | |
| 1 | 227.9 | 194.0 | 172.7 | 149.1 | 124.5 | 106.6 | 84.0 | 66.4 | |
| 10 | 239.8 | 209.1 | 183.0 | 164.4 | 139.5 | 123.2 | 102.0 | 87.0 | |
| 0.6 | 0.01 | 155.2 | 116.1 | 82.4 | 65.5 | 52.3 | 41.8 | 34.5 | 28.8 |
| 0.1 | 201.7 | 158.0 | 125.5 | 102.7 | 81.9 | 63.4 | 49.3 | 40.0 | |
| 0.25 | 202.9 | 180.8 | 144.1 | 125.5 | 94.7 | 77.6 | 64.1 | 51.1 | |
| 0.5 | 226.1 | 199.2 | 161.6 | 142.3 | 114.2 | 92.1 | 68.8 | 59.2 | |
| 1 | 235.3 | 199.7 | 176.5 | 153.6 | 127.4 | 108.4 | 83.0 | 65.4 | |
| 10 | 244.0 | 213.5 | 187.9 | 167.8 | 142.1 | 125.3 | 101.4 | 85.8 | |
| 0.7 | 0.01 | 159.7 | 120.8 | 82.1 | 65.5 | 52.3 | 42.6 | 35.3 | 29.1 |
| 0.1 | 210.8 | 165.4 | 125.3 | 101.8 | 81.3 | 63.2 | 48.3 | 40.0 | |
| 0.25 | 214.6 | 187.2 | 148.2 | 129.3 | 94.4 | 77.6 | 64.4 | 51.7 | |
| 0.5 | 237.3 | 199.9 | 167.0 | 153.0 | 114.2 | 92.2 | 67.0 | 59.2 | |
| 1 | 246.5 | 207.8 | 181.0 | 156.0 | 129.0 | 108.5 | 83.0 | 65.4 | |
| 10 | 248.5 | 217.5 | 190.2 | 167.3 | 140.5 | 122.4 | 97.4 | 80.9 | |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, P.; Ma, Q.; Luo, J. Hot Deformation Behavior of As-Cast 30Cr2Ni4MoV Steel Using Processing Maps. Metals 2017, 7, 50. https://doi.org/10.3390/met7020050
Zhou P, Ma Q, Luo J. Hot Deformation Behavior of As-Cast 30Cr2Ni4MoV Steel Using Processing Maps. Metals. 2017; 7(2):50. https://doi.org/10.3390/met7020050
Chicago/Turabian StyleZhou, Peng, Qingxian Ma, and Jianbin Luo. 2017. "Hot Deformation Behavior of As-Cast 30Cr2Ni4MoV Steel Using Processing Maps" Metals 7, no. 2: 50. https://doi.org/10.3390/met7020050
APA StyleZhou, P., Ma, Q., & Luo, J. (2017). Hot Deformation Behavior of As-Cast 30Cr2Ni4MoV Steel Using Processing Maps. Metals, 7(2), 50. https://doi.org/10.3390/met7020050