
Effect of the Welding Speed on the Macrostructure, Microstructure and Mechanical Properties of AA6061-T6 Friction Stir Butt Welds

Abstract
:1. Introduction
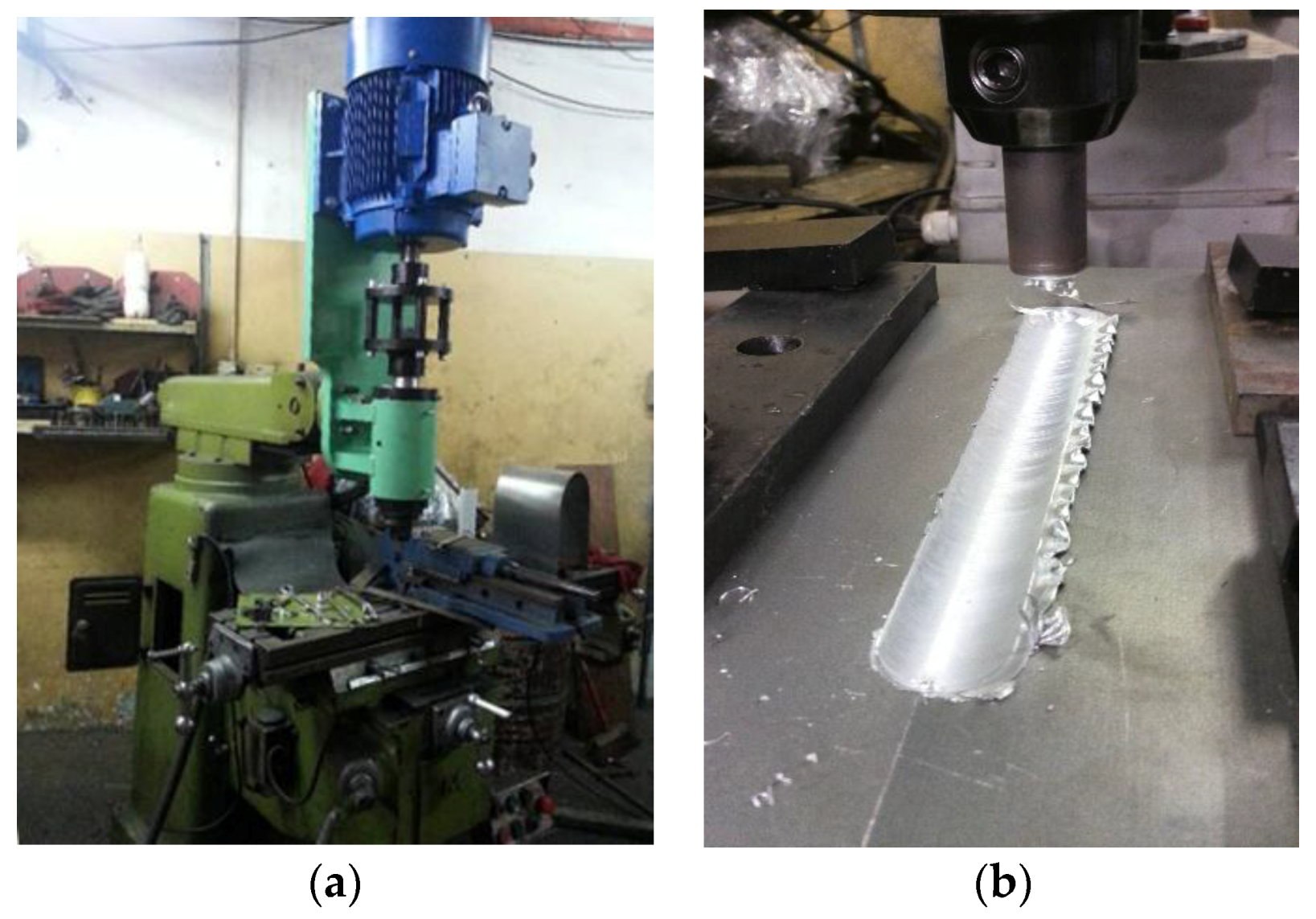
2. Material and Methods
3. Results and Discussion
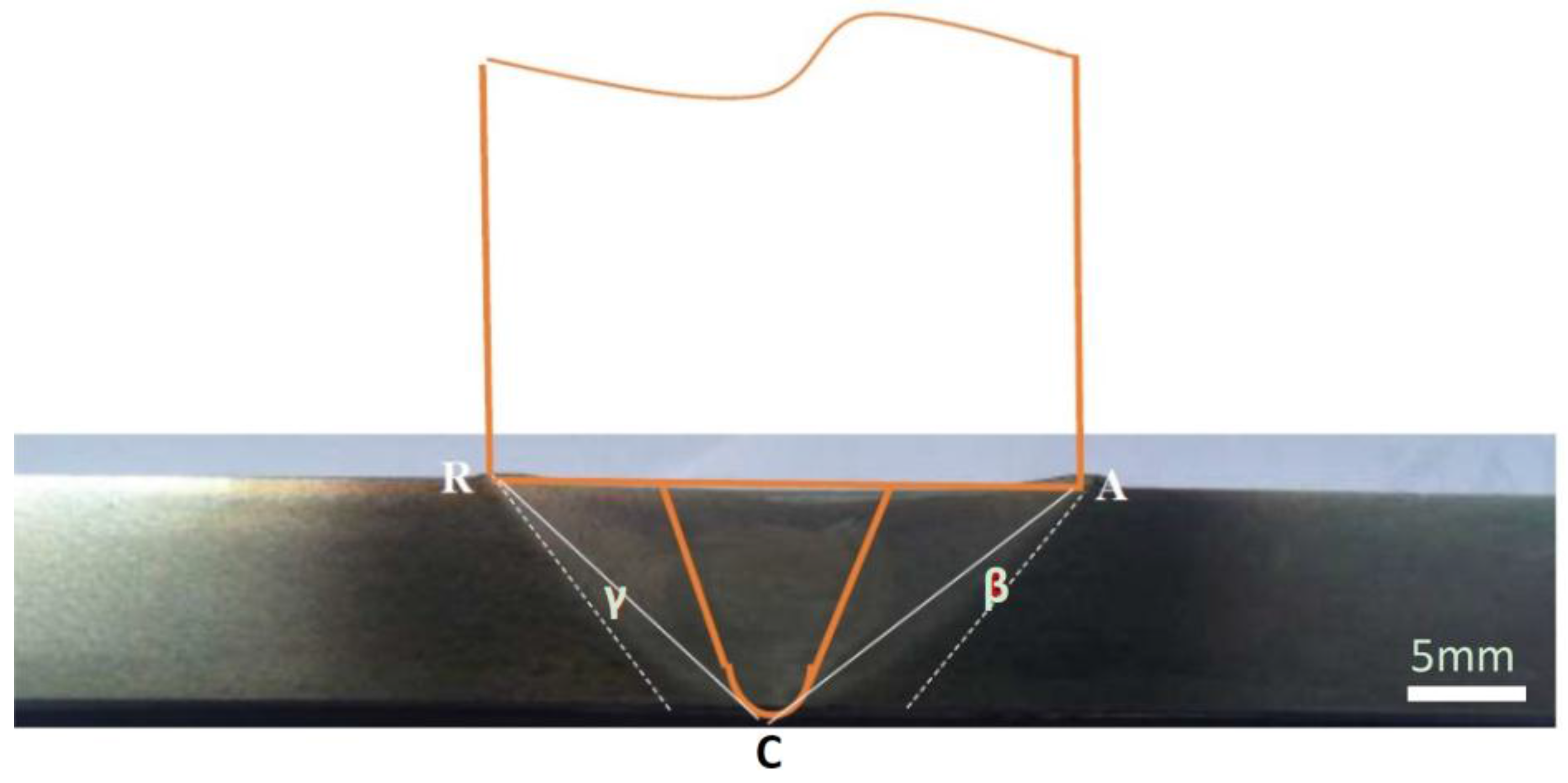
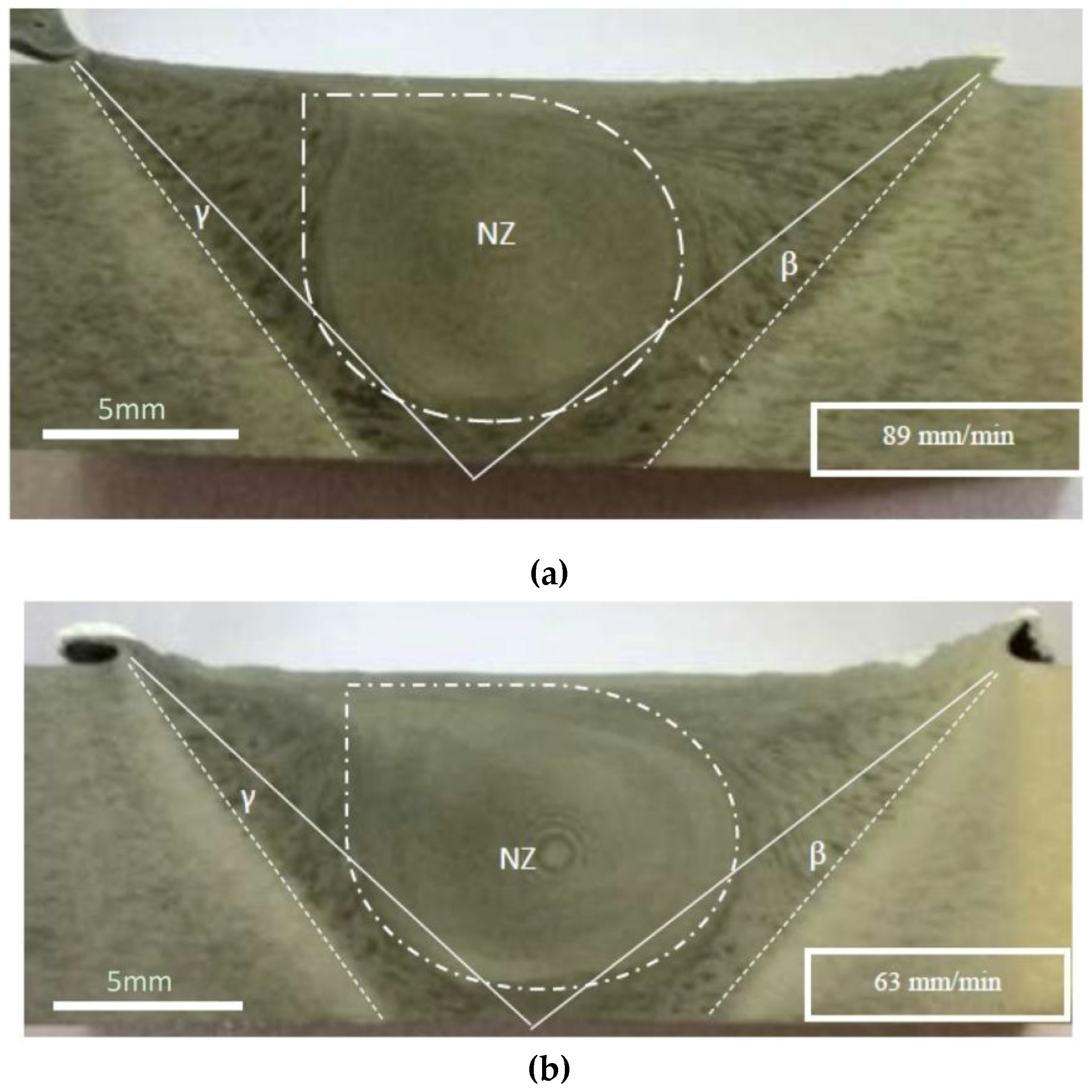
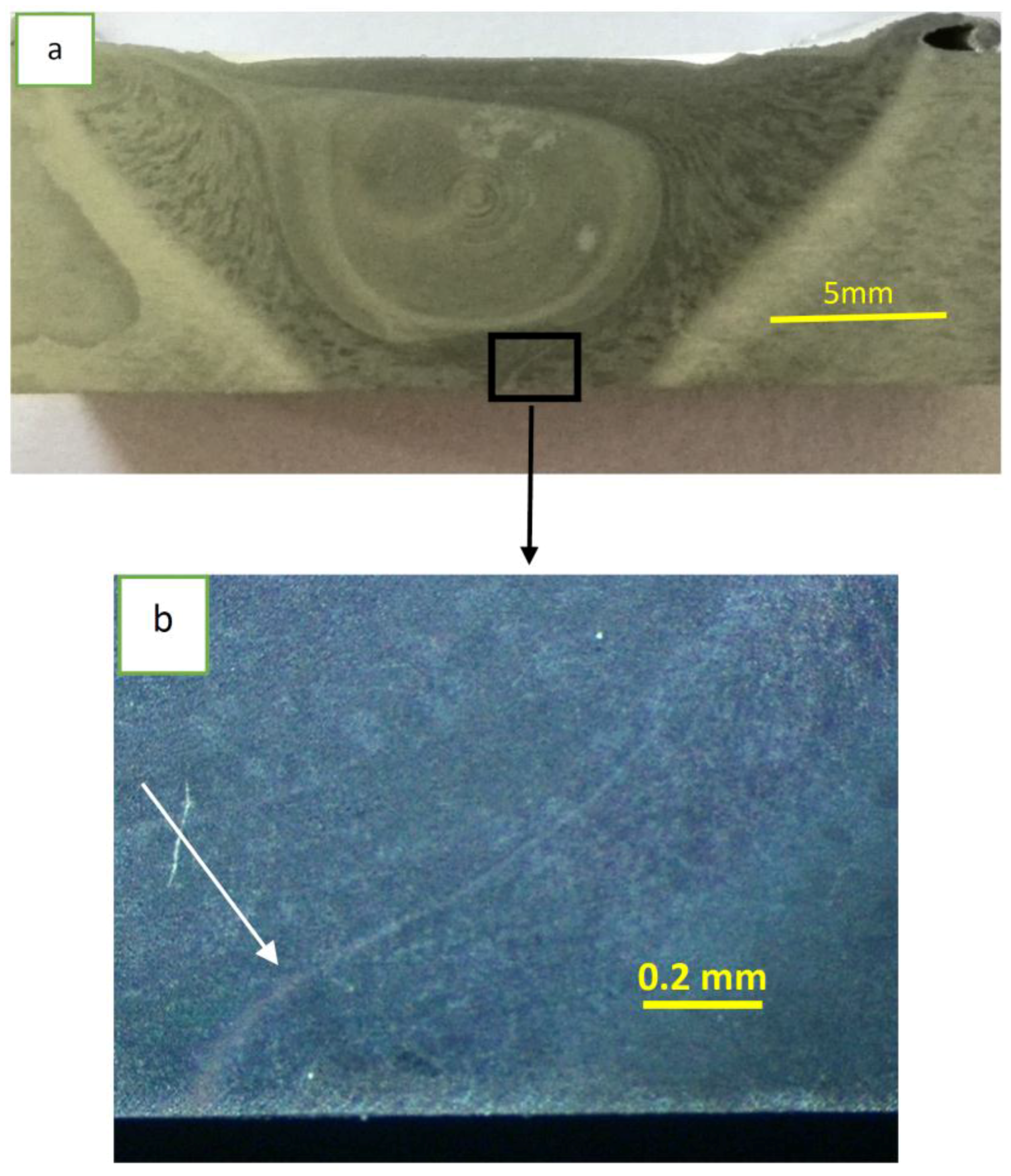
3.1. Macrostructure
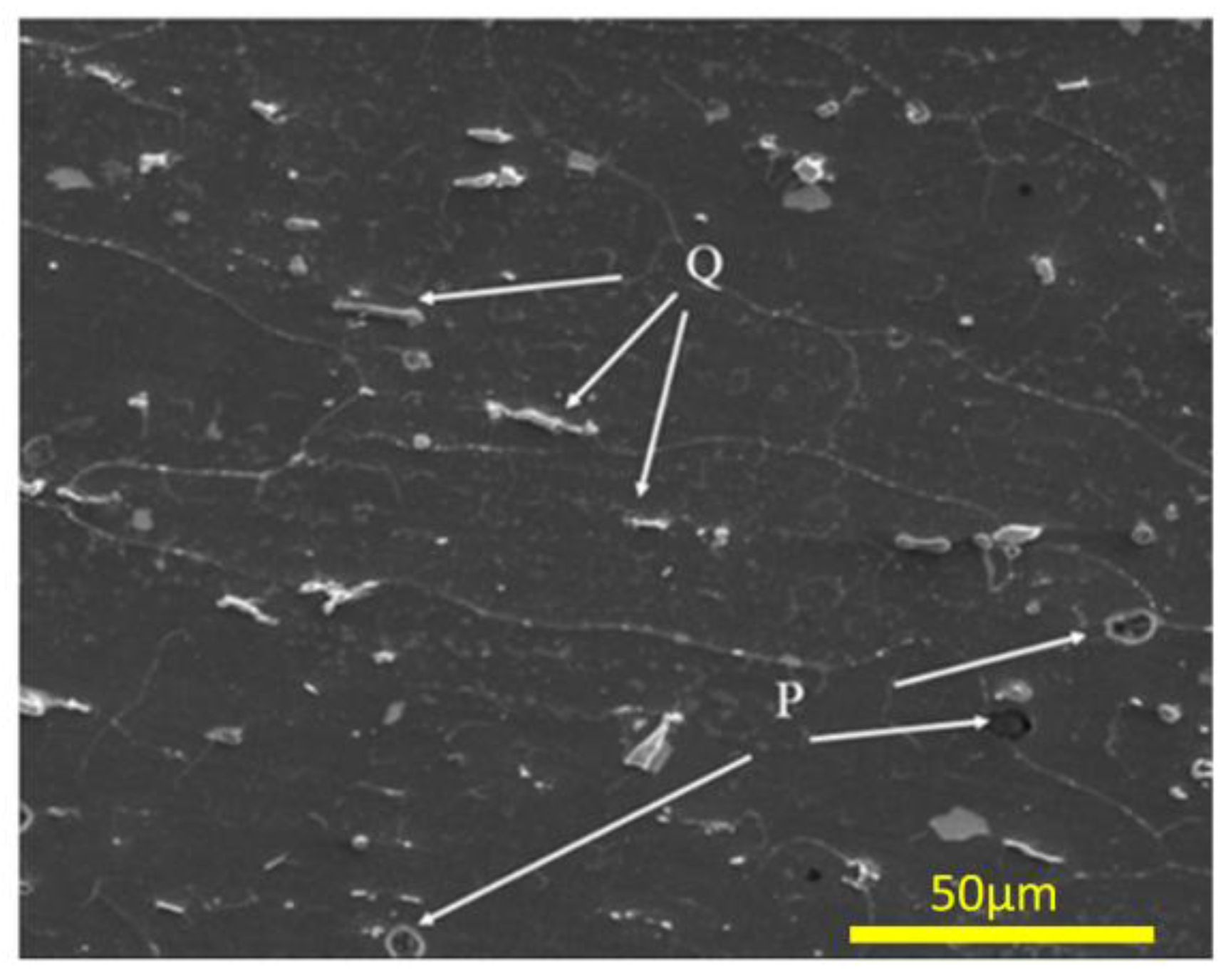
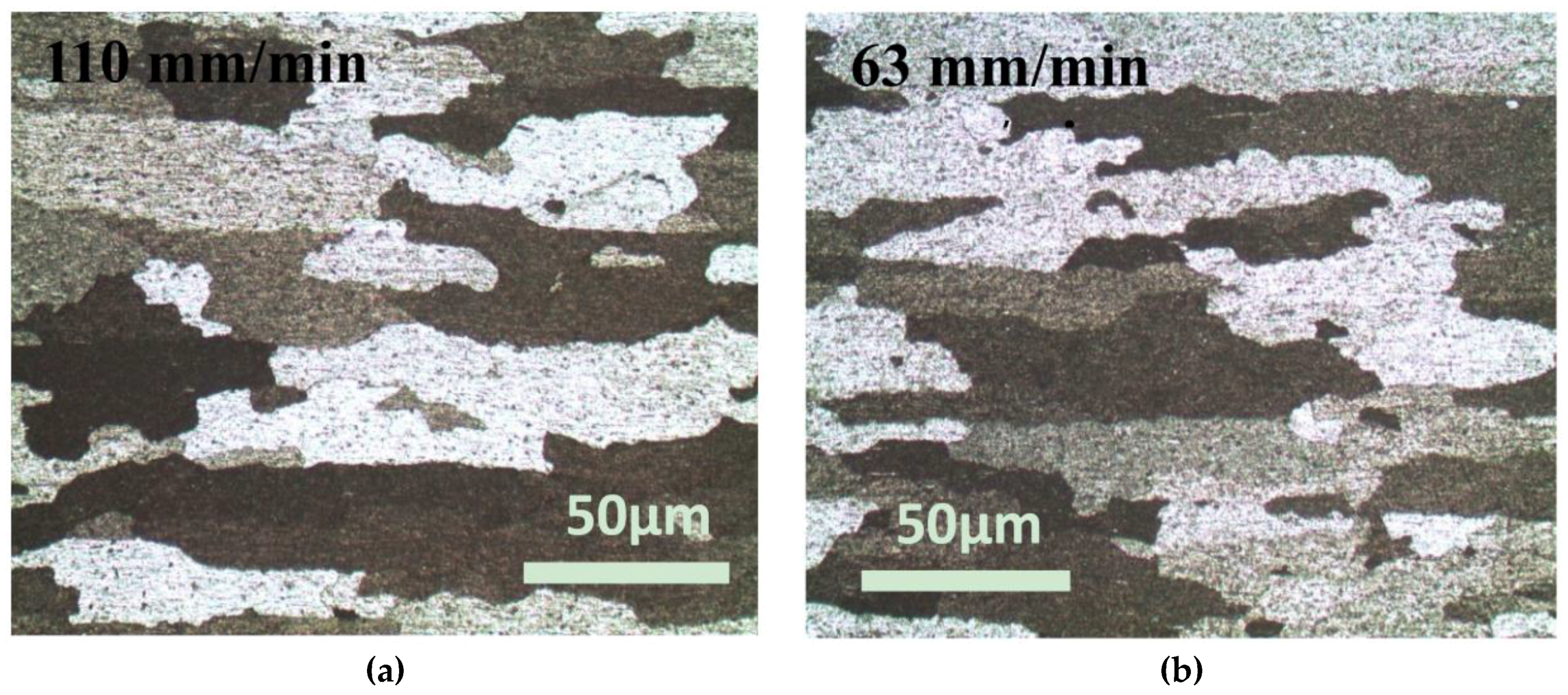
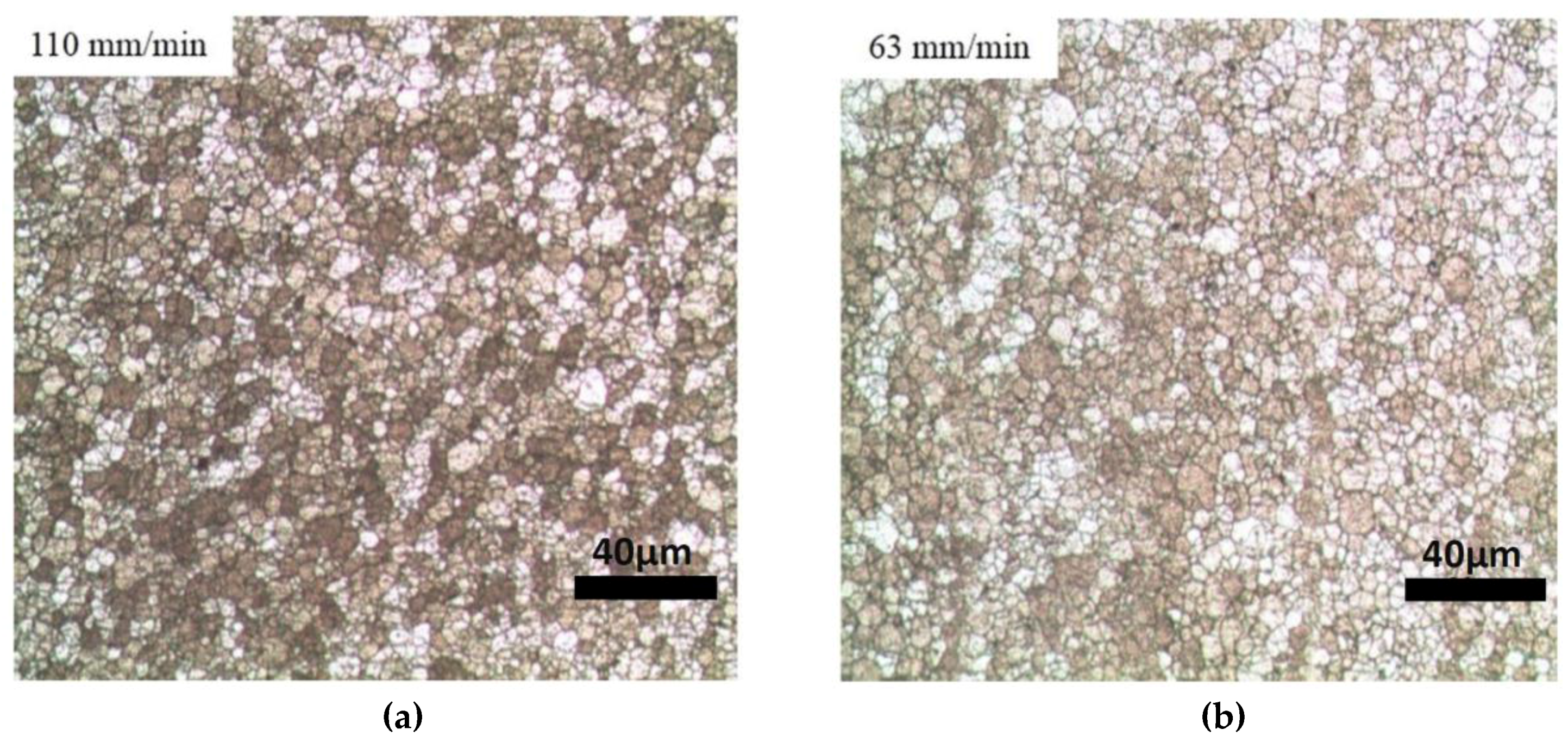
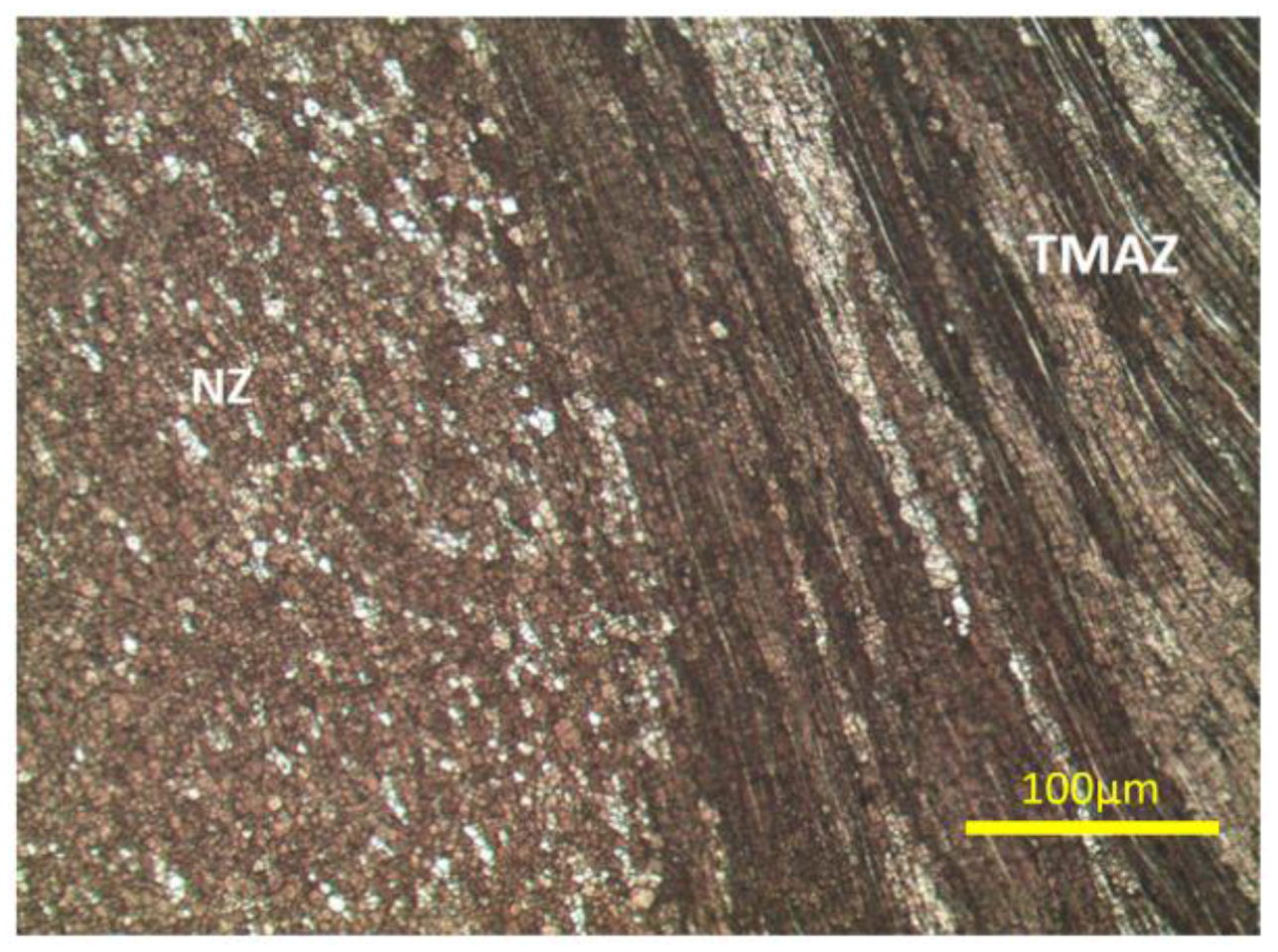
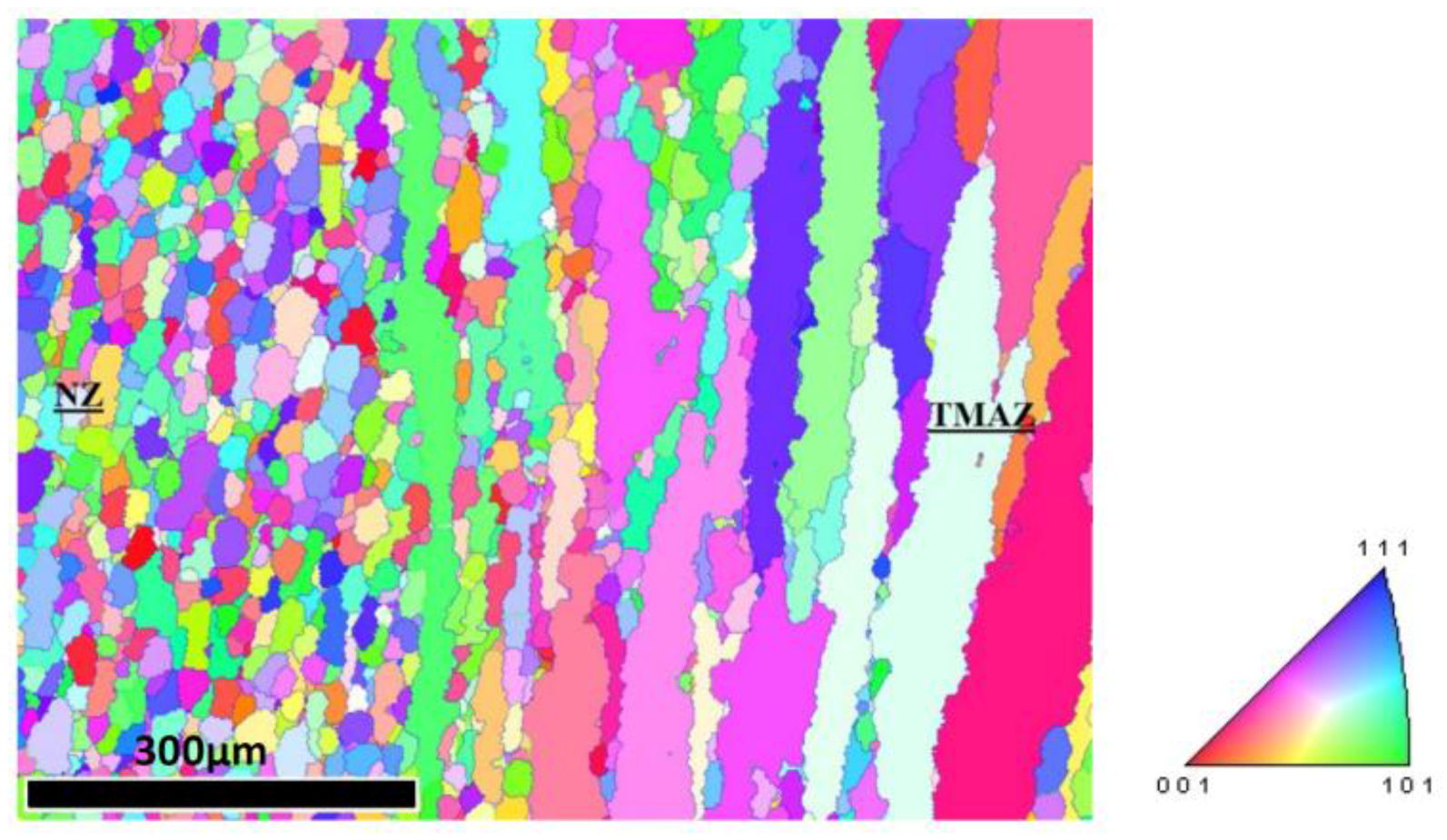
3.2. Microstructure
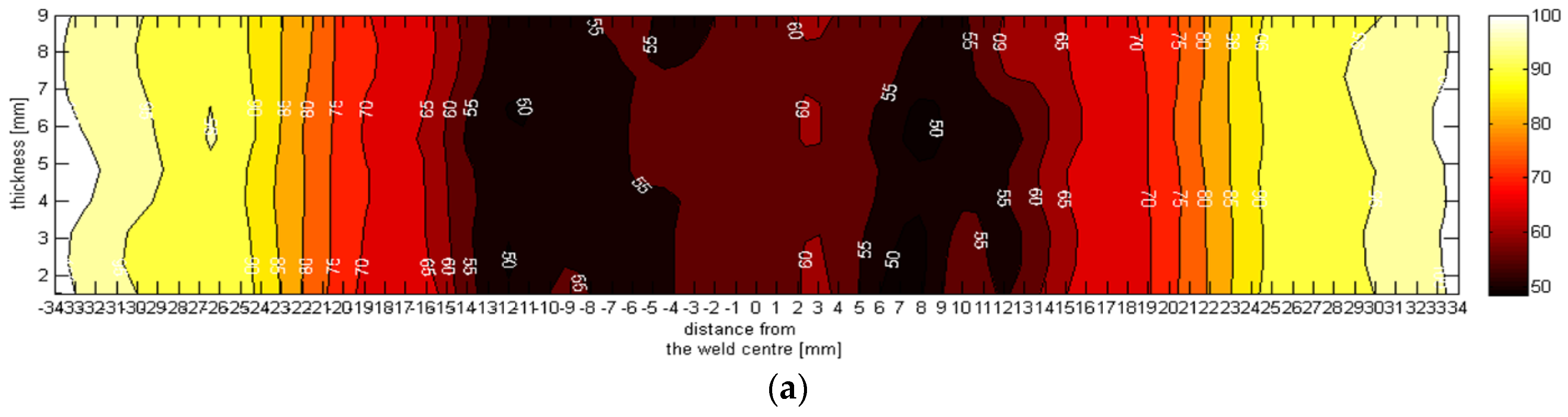
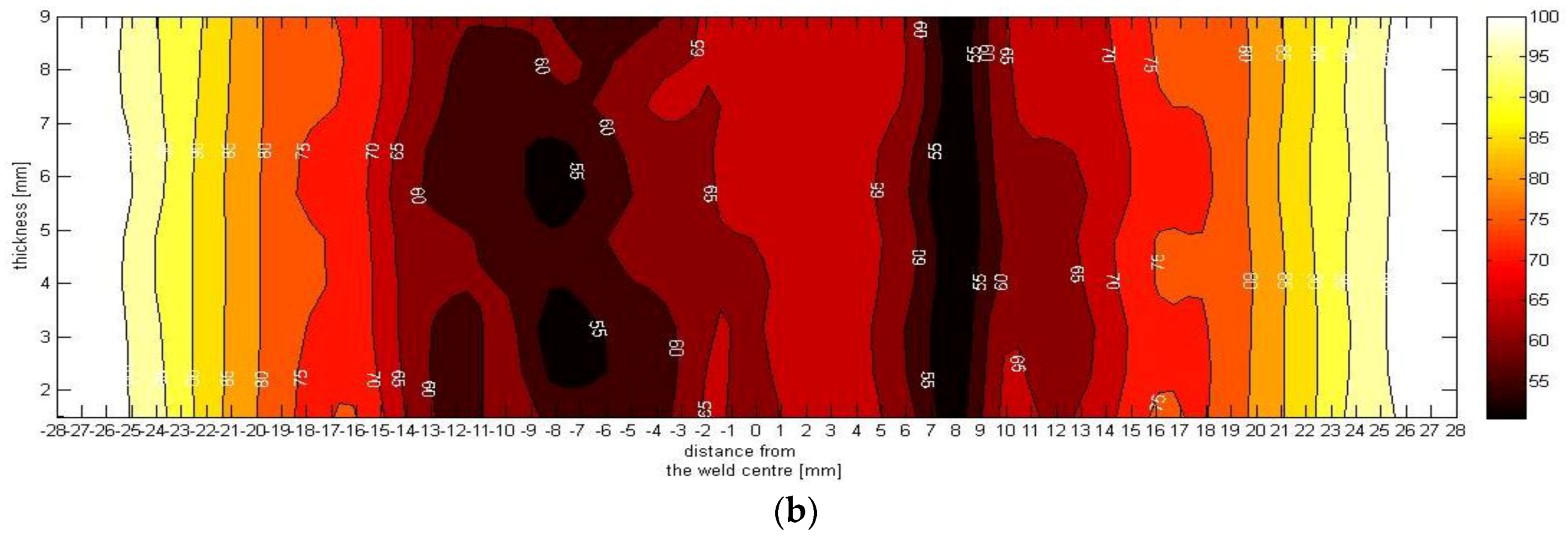
3.3. Hardness Evaluation
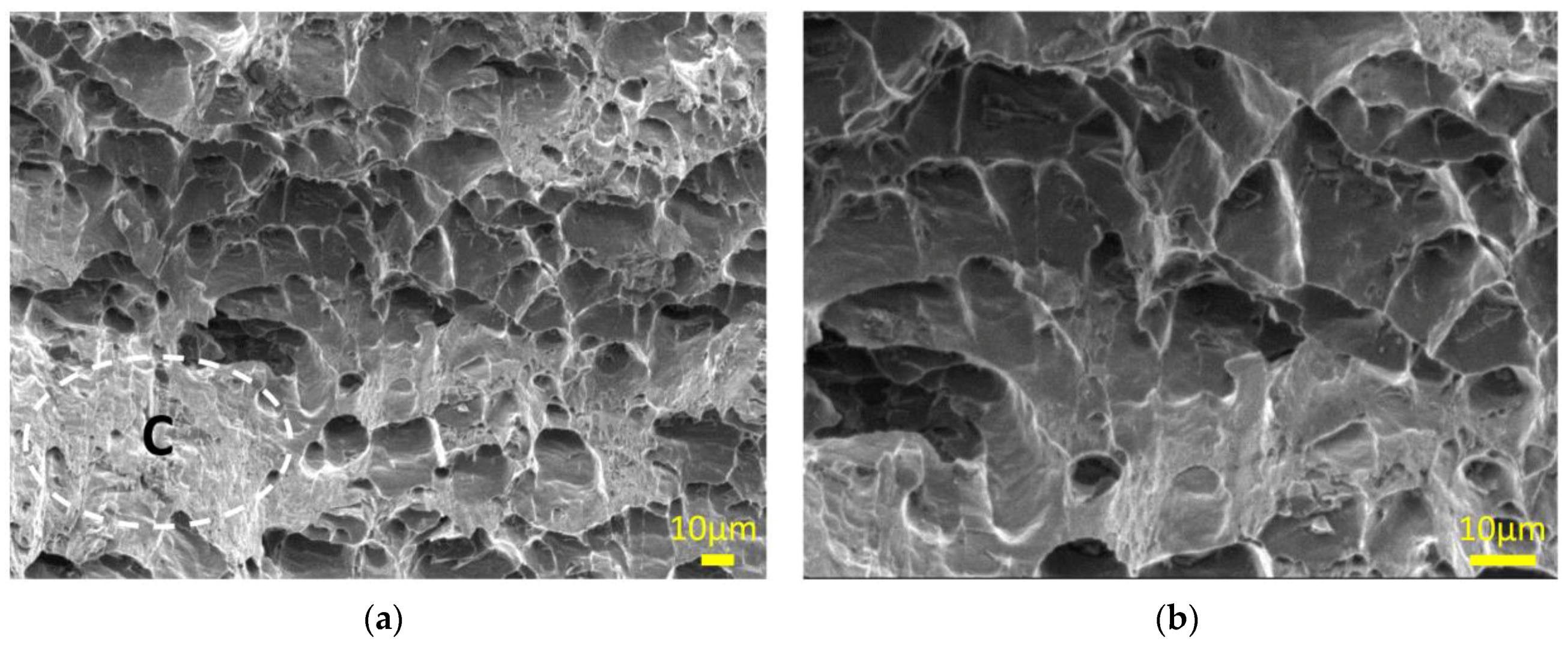
3.4. Tensile Properties and Fractography
- (a)
- As-weld
- (b)
- Machined sample (the joints were machined from the root side to remove 0.5 mm of thickness).
4. Conclusion
- (a)
- The dimension and size of weld zone (including NZ, HAZ and TMAZ) is well related to the welding parameters (welding speed). Increase in welding speed caused less deviation for LHZ, which means decreases in γ and β.
- (b)
- With increasing welding speed, the grain size of weld nugget zone decreased. In the heat affected zone (HAZ), the grain size was decreased by increasing welding speed, although in all samples, the grain size of HAZ is a bit bigger than base metal.
- (c)
- Regardless of the process conditions and parameters, all friction stir welded butt joints had a softened region including NZ, TMAZ and HAZs as compared to base metal. This can be influenced by dissolving precipitates in grains and grain boundaries due to mechanical and thermo mechanical works in NZ, TMAZ and thermal effect (heat input) in HAZ. However, the hardness in NZ is higher than TMAZ. The reason should be explained by finer grain size in NZ. The hardness in NZ, TMAZ and HAZ showed an increasing trend by increase in welding speed.
- (d)
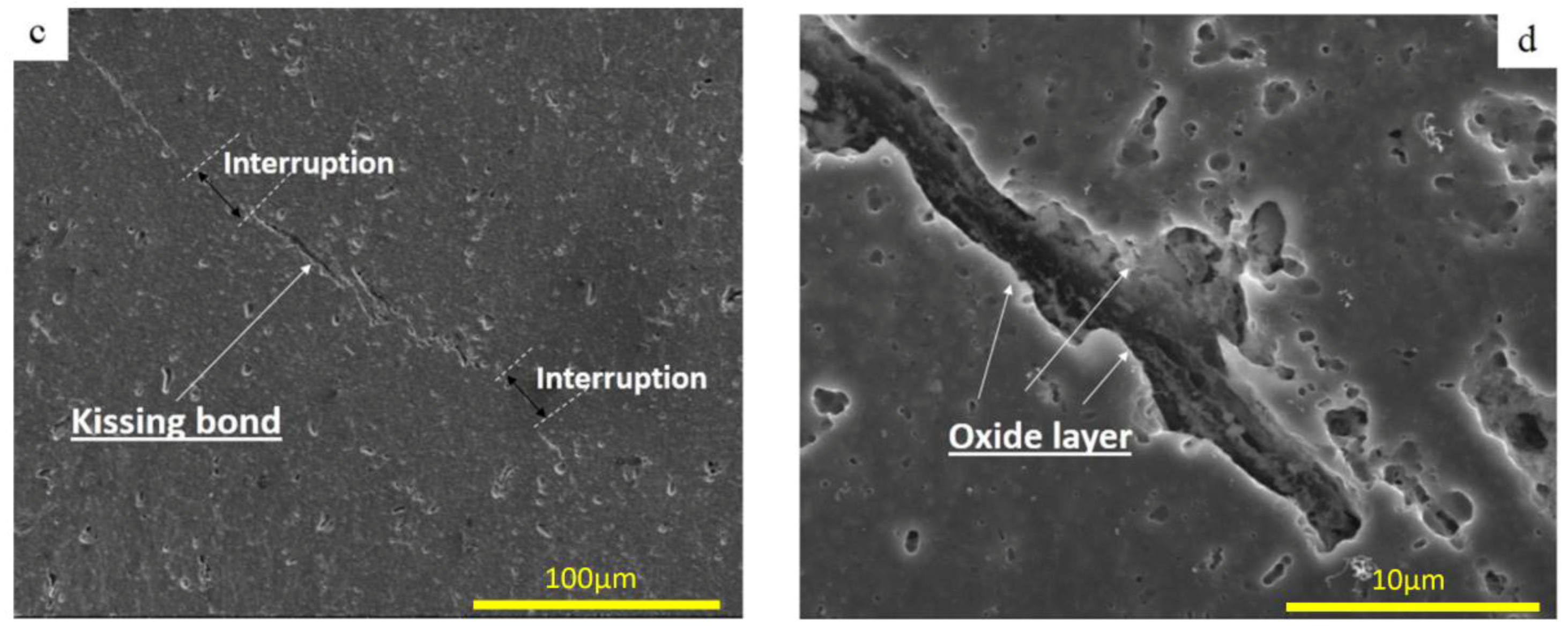
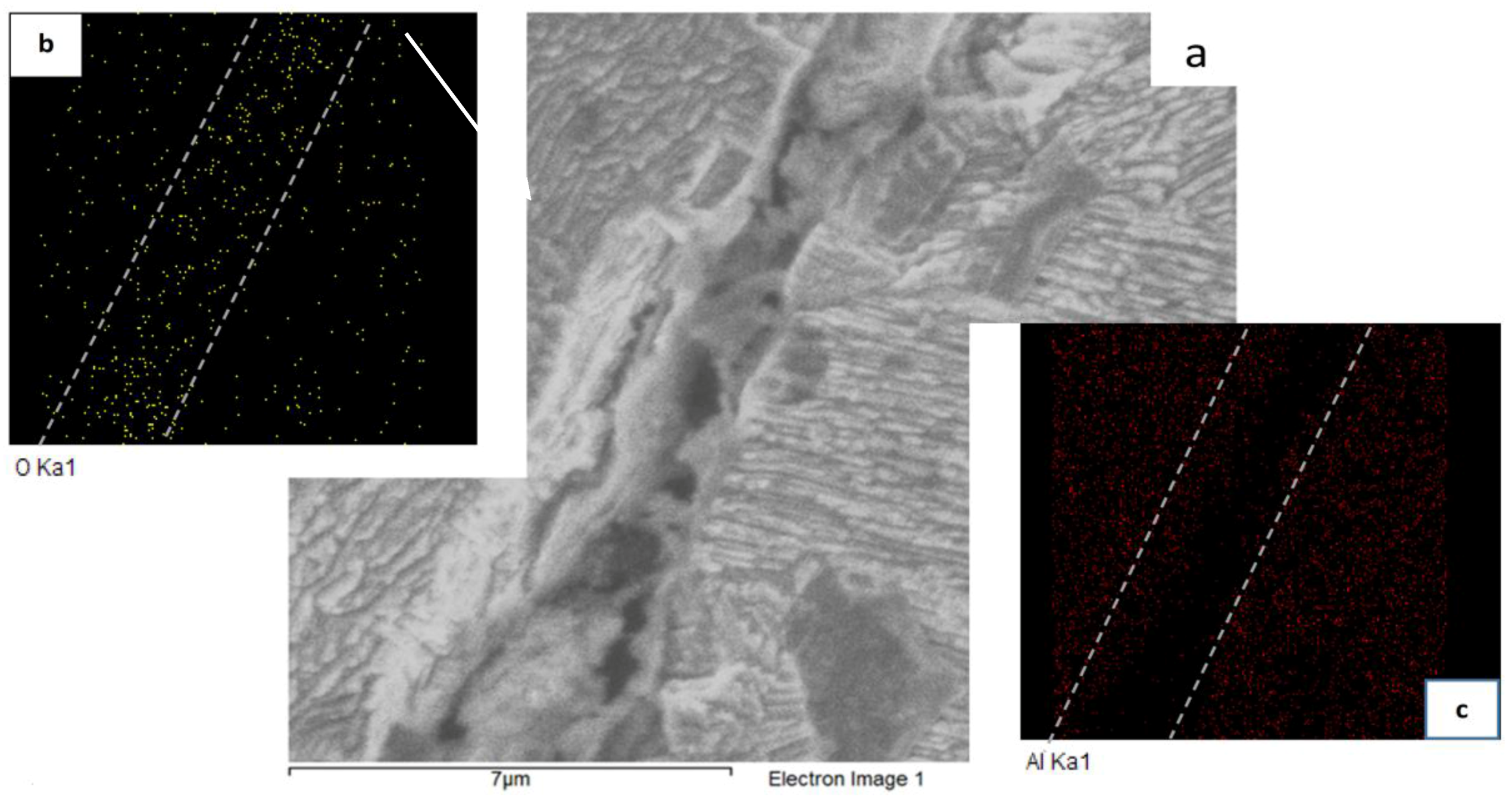
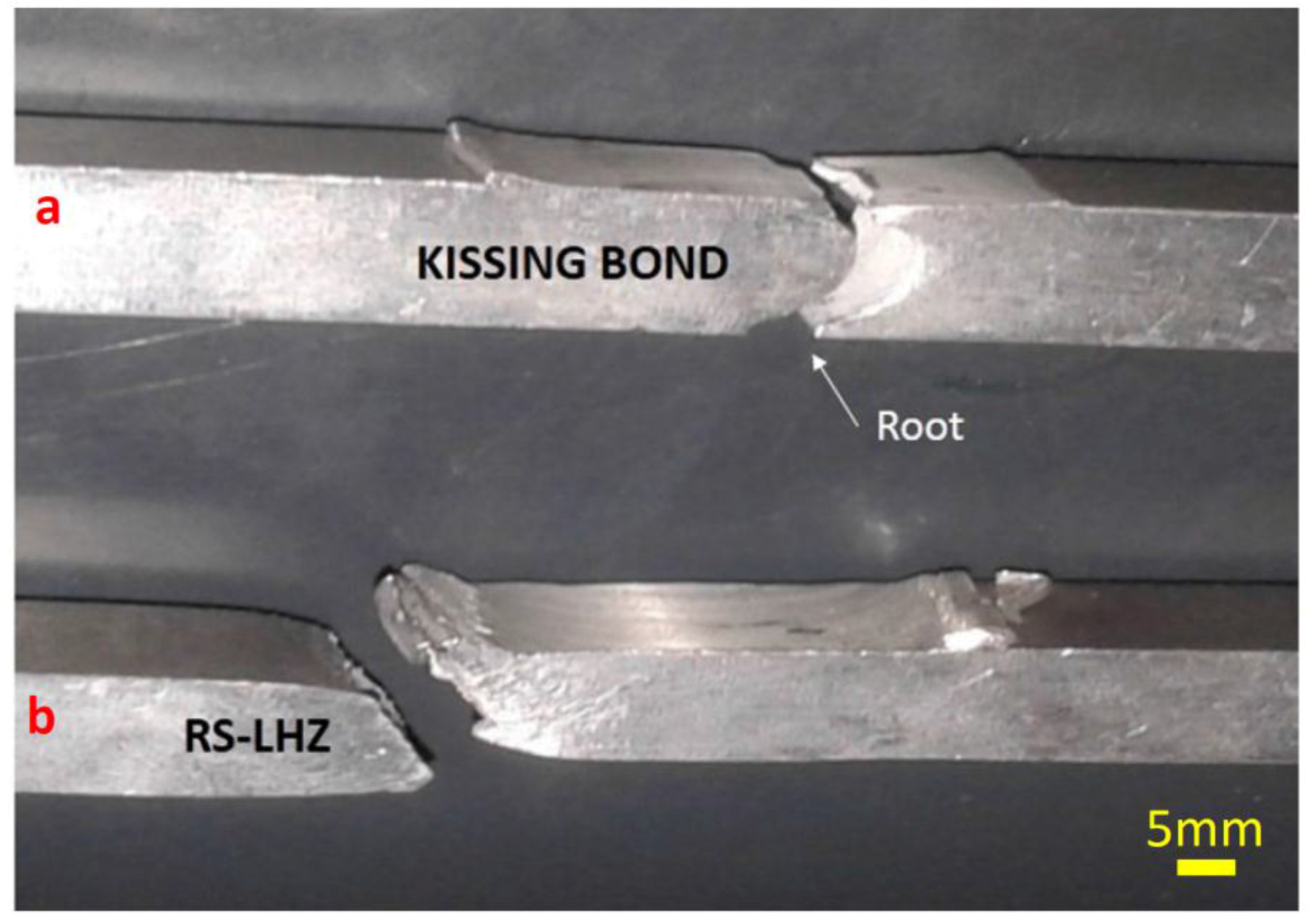
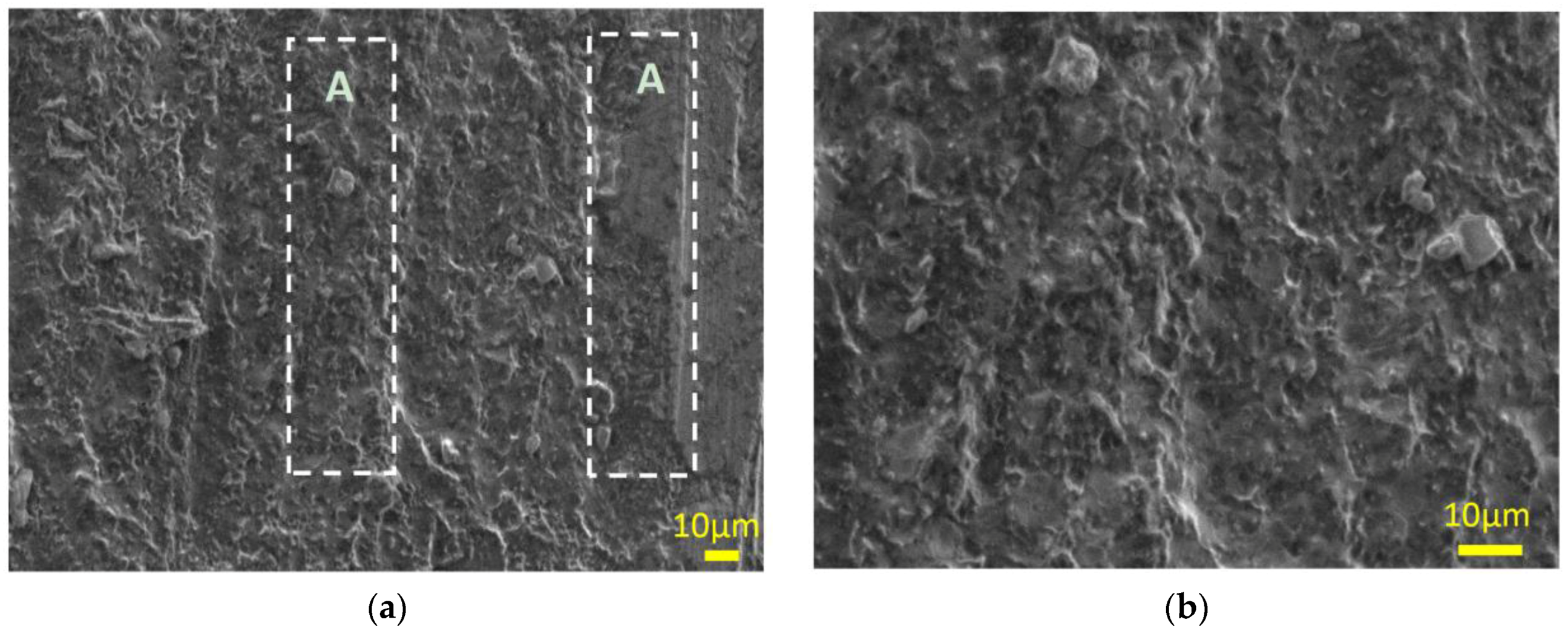
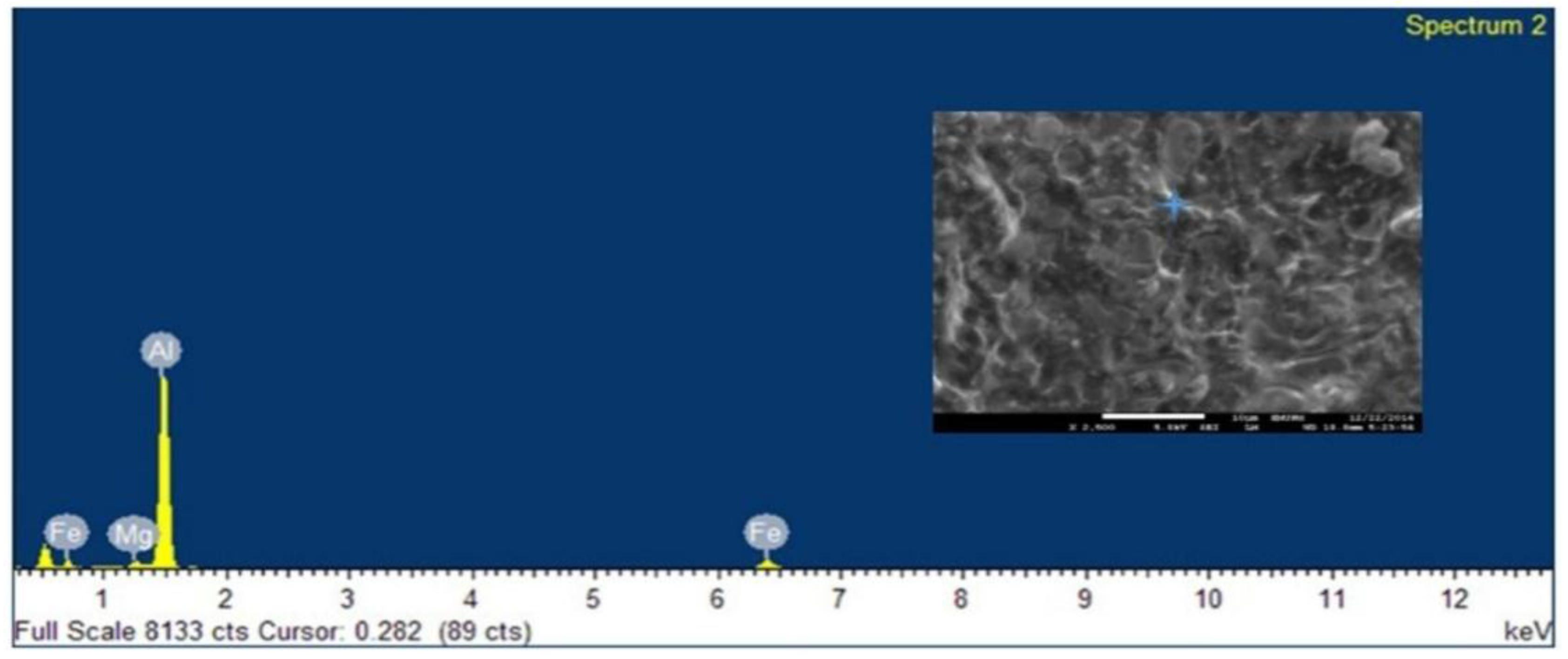
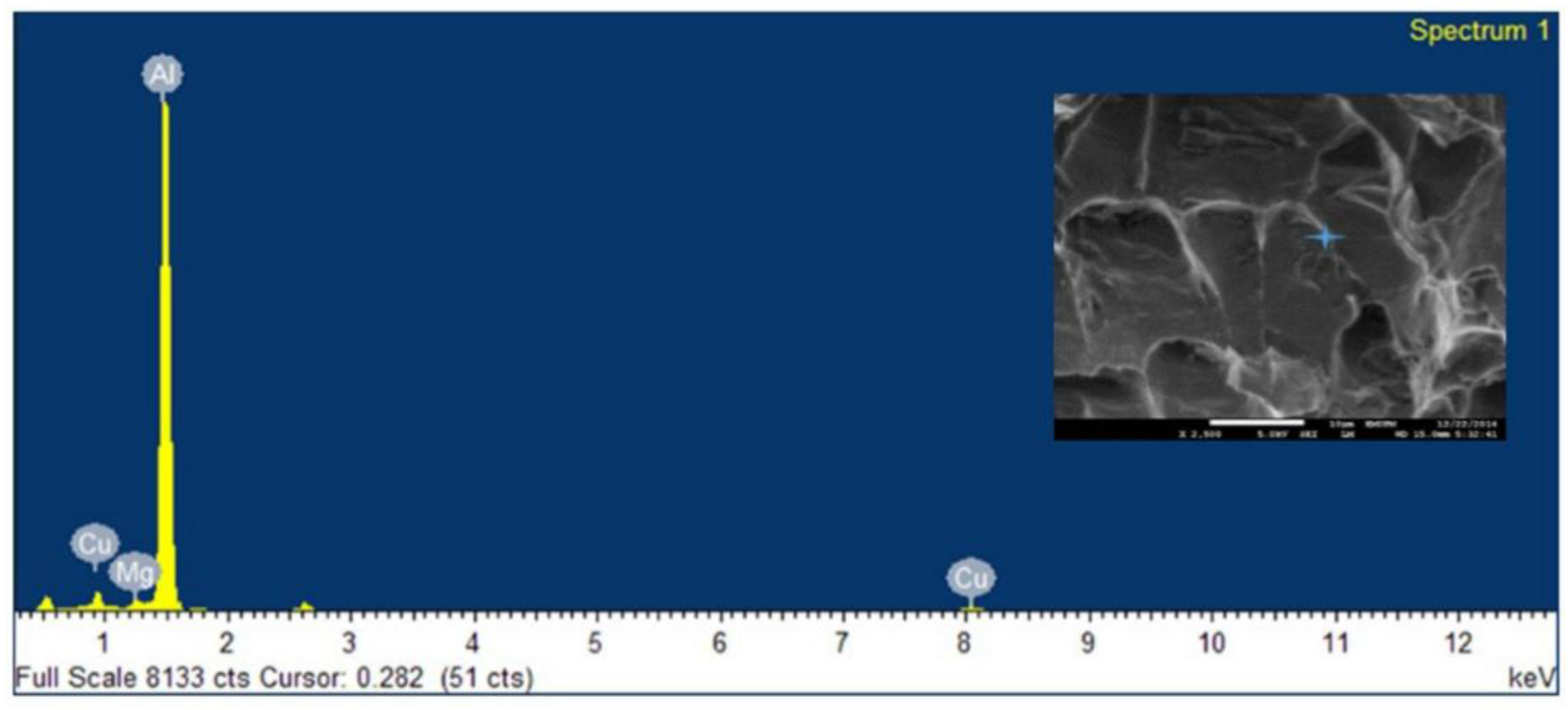
- Kissing bond was introduced in weld at all three different welding speeds, which could be Al2O3. The total length of kissing bond was increased in higher welding speed. However, the appearance of kissing bond in root of joint had destructive effect in tensile test. An improvement was achieved in ultimate tensile strength by removing the kissing bond. This amount was 25% at 110 mm/min welding speed (159 MPa/119 MPa). Fracture location was located in RS-LHZ for all samples after removal of kissing bond from root.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Hufnagel, W. Key to Aluminum Alloys; Aluminium-Verlag: Dusseldorf, Germany, 1999. [Google Scholar]
- Ramachandran, T.R. Advances in Aluminum Processing and its Automotive Application; the Indian Institute of Metals, Pune Chapter: Pune, India, 2006; pp. 28–32. [Google Scholar]
- Gharavi, F.; Matori, K.A.; Yunus, R.; Othman, N.I.; Fadaeifard, F. Corrosion evaluation of friction stir welded lap joints of AA6061-T6 aluminum alloy. Trans. Nonferr. Met. Soc. China 2016, 26, 684–696. [Google Scholar] [CrossRef]
- Török, I.; Juhász, K.; Meilinger, Á.; Balogh, A. Main characteristics of fusion and pressure welding of aluminium alloys. Prod. Process. Syst. 2012, 5, 91–106. [Google Scholar]
- Thomas, W.M.; Nicholas, E.D.; Needham, J.C.; Murch, M.G.; Temple Smith, P.; Dawes, C.J. Improvements Relating to Friction Welding. International Patent Application No. PCT/GB92/02203 Publication No. WO19930109935 A1, 6 December 1991. [Google Scholar]
- Liu, G.; Murr, L.E.; Niou, C.S.; McClure, J.C. Microstructural Aspects of the Friction Stir Welding of 6061-T6 Aluminum. Scr. Mater. 1997, 37, 355–361. [Google Scholar] [CrossRef]
- ASM International. ASM Handbook: Welding, Brazing and Soldering; ASM International: Materials Park, OH, USA, 1993; pp. 297–324. [Google Scholar]
- Knipström, K.E.; Pekkari, B. Friction stir welding process goes commercial. Weld. J. 1997, 76, 55–57. [Google Scholar]
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Leonard, A.J.; Lockyer, S.A. Flaws in friction stir welds. In Proceedings of 4th International Symposium on Friction Stir Welding, Park City, UT, USA, 14 May 2003.
- Lacki, P.; Kucharczyk, Z.; Śliwa, R.E.; Gałaczyński, T. Effect of tool shape on temperature field in friction stir spot welding. Arch. Metal. Mater. 2013, 58, 595–599. [Google Scholar] [CrossRef]
- Thomas, W.M.; Staines, D.G.; Norris, I.M.; de Frias, R. Friction stir welding tools and developments. Weld. World 2003, 47, 10–17. [Google Scholar] [CrossRef]
- Carlone, P.; Palazzo, G.S. Influence of process parameters on microstructure and mechanical properties in AA2024-T3 friction stir welding. Metallogr. Microstruct. Anal. 2013, 1, 213–222. [Google Scholar] [CrossRef]
- Velotti, C.; Astarita, A.; Buonadonna, P.; Dionoro, G.; Langella, A.; Paradiso, V.; Prisco, U.; Scherillo, F.; Squillace, A.; Tronci, A. FSW of AA 2139 plates: Influence of the temper state on the mechanical properties. Key Eng. Mater. 2013, 554–557, 1065–1074. [Google Scholar] [CrossRef]
- Integrated, M. Mechanical and Metallurgical Characterization of Friction Stir Welding AA6351. Ph.D. Thesis, Mewar University, Rajasthan, India, 2015. [Google Scholar]
- Dawes, C.J.; Threadgill, P.L.; Spurgin, E.J.R.; Staines, D.G. Development of the new friction stir technique for welding aluminium. TWI GSP 1995, 5651, 1994–1997. [Google Scholar]
- ISO 4136:2012. Destructive Tests on Welds in Metallic Materials—Transverse Tensile Test. Available online: http://www.iso.org/iso/catalogue_detail.htm?csnumber=62317 (accessed on 30 November 2012).
- Sedmak, A.; Kumar, R.; Chattopadhyaya, S.; Hloch, S.; Tadić, S.; Djurdjević, A.; Čeković, I.; Dončeva, E. Heat input effect of friction stir welding on aluminum alloy AA 6061-T6 welded joint. Therm. Sci. 2016, 20, 637–641. [Google Scholar] [CrossRef]
- Kumbhar, N.T.; Bhanumurthy, K. Friction stir welding of Al 6061 alloy. Asian J. Exp. Sci. 2008, 22, 63–74. [Google Scholar]
- Arbegast, W.J. Modeling friction stir joining as a metalworking process. In Proceedings of the Hot Deformation of Aluminum Alloys III, Warrendale, PA, USA, 2003; pp. 313–327.
- Arbegast, W.J. Using process forces as a statistical process control tool for friction stir welds. In Proceedings of the 2005 TMS Annual Meeting: Friction Stir Welding and Processing III, San Francisco, California, USA, February 2005; pp. 193–204.
- Colligan, K. Material flow behavior during friction welding of aluminum. Weld J. 1999, 75, 229–237. [Google Scholar]
- Zhang, Y.N.; Cao, X.; Larose, S.; Wanjara, P. Review of tools for friction stir welding and processing. Can. Metall. Quart. 2012, 51, 250–261. [Google Scholar] [CrossRef]
- Kumar, K.; Kailas, S.V. The role of friction stir welding tool on material flow and weld formation. Mater. Sci. Eng. A 2008, 485, 367–374. [Google Scholar] [CrossRef]
- Frigaard, Ø.; Grong, Ø.; Midling, O.T. A process model for friction stir welding of age hardening aluminum alloys. Metall. Mater. Trans. A 2001, 32, 1189–1200. [Google Scholar] [CrossRef]
- Fadaeifard, F.; Matori, K.A.; Toozandehjani, M.; Daud, A.R.; Ariffin, M.K.A.M.; Othman, N.K.; Gharavi, F.; Ramzani, A.H.; Ostovan, F. Influence of rotational speed on mechanical properties of friction stir lap welded 6061-T6 Al alloy. Trans. Nonferr. Met. Soc. China 2014, 24, 1004–1011. [Google Scholar] [CrossRef]
- Elangovan, K.; Balasubramanian, V.; Babu, S. Predicting tensile strength of friction stir welded AA6061 aluminum alloy joints by a mathematical model. Mater. Des. 2009, 30, 188–193. [Google Scholar] [CrossRef]
- Nandan, R.; DebRoy, T.; Bhadeshia, H.K.D.H. Recent advances in friction-stir welding–process, weldment structure and properties. Prog. Mater. Sci. 2008, 53, 980–1023. [Google Scholar] [CrossRef]
- ASTM E112-96(2004), Standard Test Methods for Determining Average Grain Size, ASTM International, West Conshohocken, PA, USA, 2004. Available online: https://www.astm.org/DATABASE.CART/HISTORICAL/E112-96R04.htm (accessed on 11 January 2004).
- Doherty, R.; Hughes, D.; Humphreys, F.; Jonas, J.; Jensen, D.J.; Kassner, M. Current issues in recrystallization: A review. Mater. Sci. Eng. A 1997, 238, 219–274. [Google Scholar] [CrossRef]
- Brandon, D. The structure of high-angle grain boundaries. Acta Metall. 1966, 14, 1479–1484. [Google Scholar] [CrossRef]
- Chen, Z.W.; Pasang, T.; Qi, Y. Shear flow and formation of Nugget zone during friction stir welding of aluminium alloy 5083-O. Mater. Sci. Eng. A 2008, 474, 312–326. [Google Scholar] [CrossRef]
- Kadlec, M.; Růžek, R.; Nováková, L. Mechanical behavior of AA 7475 friction stir welds with the kissing bond defect. Int. J. Fatigue 2015, 74, 7–19. [Google Scholar] [CrossRef]
- Niranjani, V.L.; Kumar, K.H.; Sarma, V.S. Development of high strength Al-Mg-Si AA6061 alloy through cold rolling and ageing. Mater. Sci. Eng. A 2009, 515, 169–174. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Si | Mg | Cu | Fe | Mn | Cr | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|
| AA6061-T6 | 0.54 | 0.96 | 0.27 | 0.43 | 0.05 | 0.04 | 0.02 | 0.02 | Balance |
| Yield Strength (MPa) | Ultimate Strength (MPa) | Elongation (%) | Hardness (HV) |
|---|---|---|---|
| 269 ± 2 | 300 ± 1 | 15 ± 0 | 105 ± 3.1 |
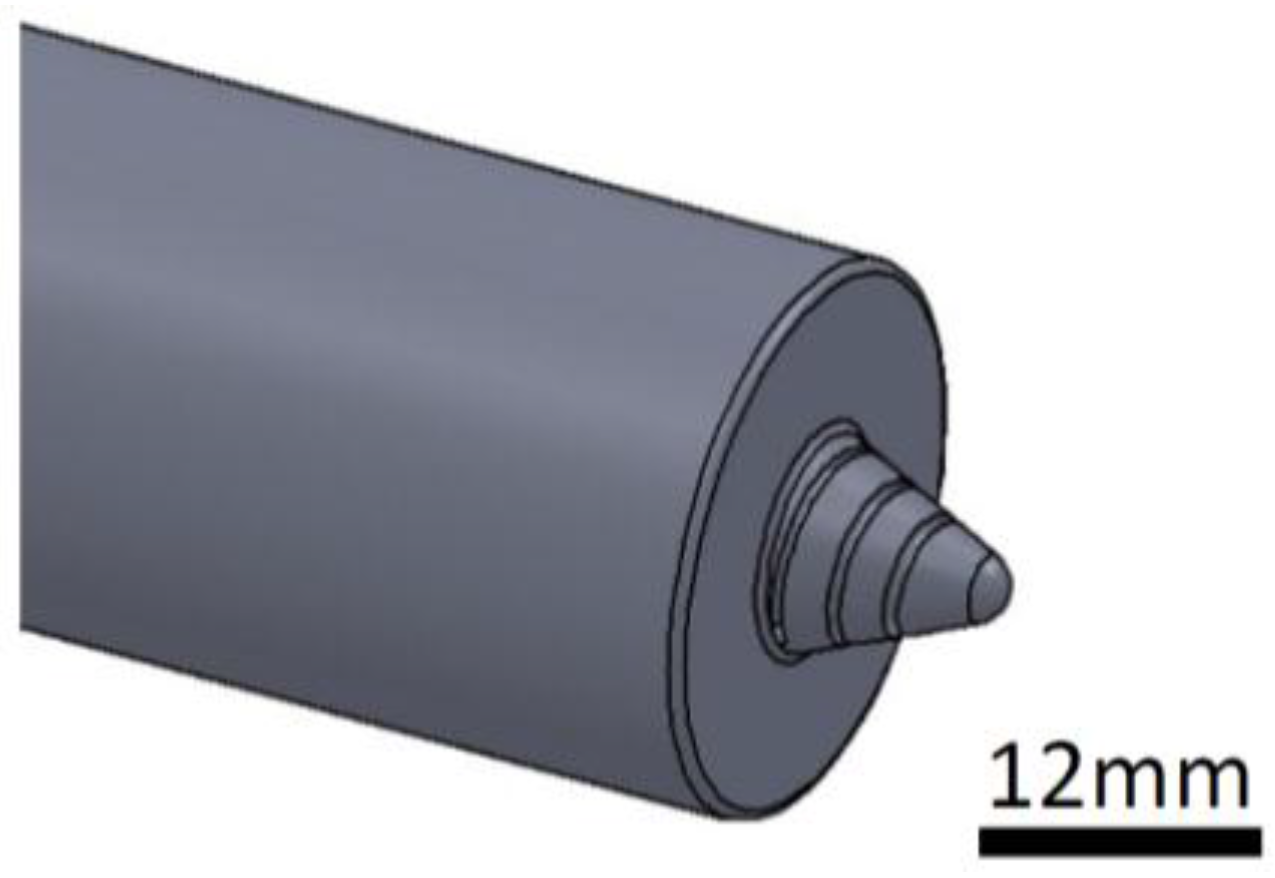
| Purpose | Lpin (mm) | Dpin (mm) | Dshoulder (mm) | Pitch (mm) | Cone Angle |
|---|---|---|---|---|---|
| FSW of AA 6061-T6 | 9.5 | 10.50 | 24 | 1.2 | 60° |
| Deviation Angle | Welding Speed | ||
|---|---|---|---|
| 63 mm/min | 89 mm/min | 110 mm/min | |
| γ deviation | 15° | 12° | 12° |
| β deviation | 16° | 16° | 15° |
| Sample | Welding Speed (mm/min) | Average Grain Size NZ (μm) | Average Grain Size HAZ (μm) | Average Grain Size Base Metal (µm) |
|---|---|---|---|---|
| 1 | 63 | 16.1 | 133 | 125 |
| 2 | 89 | 11 | 128 | 125 |
| 3 | 110 | 10.7 | 128 | 125 |
| No. | Welding Speed (mm/min) | Fracture (Location) | Ultimate Tensile Strength (UTS in MPa) RS-LHZ/Kissing Bond | Yield Strength (YS in MPa) RS-LHZ/Kissing Bond | Elongation (%) |
|---|---|---|---|---|---|
| 1 | 63 | RS-LHZ | 132 ± 2.1 | 127 ± 1.4 | 14 ± 0.4 |
| 2 | 89 | RS-LHZ/Kissing bond | (141 ± 1.73)/(117 ± 2.2) | (137 ± 1.4)/(97 ± 1.9) | (16 ± 0.3)/(3.6 ± 0.13) |
| 3 | 110 | RS-LHZ/Kissing bond | (159 ± 2)/(119 ± 1.6) | (134 ± 1.7)/(95 ± 2) | (16 ± 0.5)/(3.5 ± 0.15) |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fadaeifard, F.; Matori, K.A.; Abd Aziz, S.; Zolkarnain, L.; Abdul Rahim, M.A.Z.B. Effect of the Welding Speed on the Macrostructure, Microstructure and Mechanical Properties of AA6061-T6 Friction Stir Butt Welds. Metals 2017, 7, 48. https://doi.org/10.3390/met7020048
Fadaeifard F, Matori KA, Abd Aziz S, Zolkarnain L, Abdul Rahim MAZB. Effect of the Welding Speed on the Macrostructure, Microstructure and Mechanical Properties of AA6061-T6 Friction Stir Butt Welds. Metals. 2017; 7(2):48. https://doi.org/10.3390/met7020048
Chicago/Turabian StyleFadaeifard, Firouz, Khamirul Amin Matori, Sidek Abd Aziz, Liyana Zolkarnain, and Mohd Aliff Zairie Bin Abdul Rahim. 2017. "Effect of the Welding Speed on the Macrostructure, Microstructure and Mechanical Properties of AA6061-T6 Friction Stir Butt Welds" Metals 7, no. 2: 48. https://doi.org/10.3390/met7020048
APA StyleFadaeifard, F., Matori, K. A., Abd Aziz, S., Zolkarnain, L., & Abdul Rahim, M. A. Z. B. (2017). Effect of the Welding Speed on the Macrostructure, Microstructure and Mechanical Properties of AA6061-T6 Friction Stir Butt Welds. Metals, 7(2), 48. https://doi.org/10.3390/met7020048