
Characterization of In-Situ Cu–TiH2–C and Cu–Ti–C Nanocomposites Produced by Mechanical Milling and Spark Plasma Sintering

 ,
,  ,
,
Abstract
:1. Introduction
2. Experimental Procedure
3. Results and Discussion
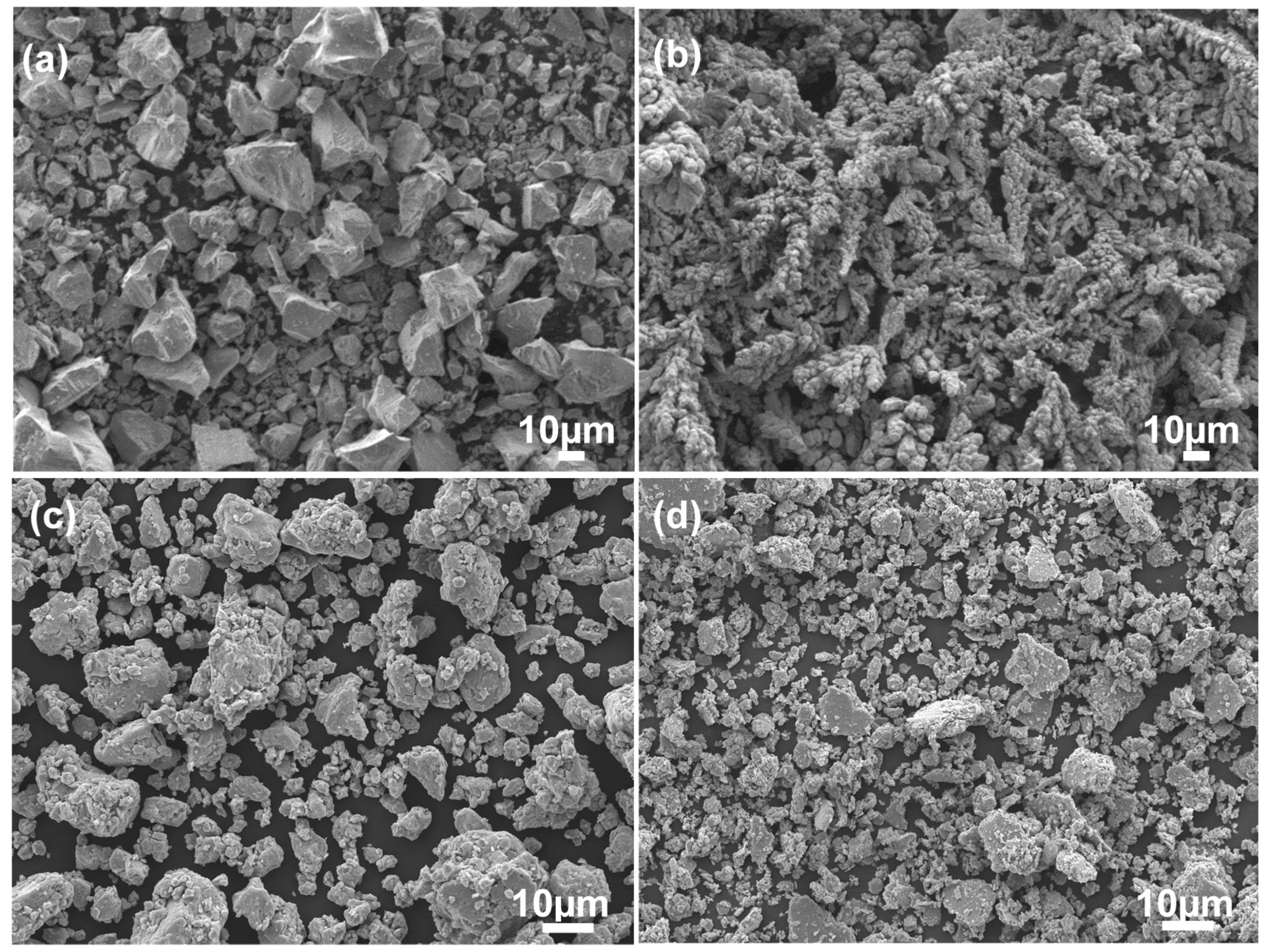
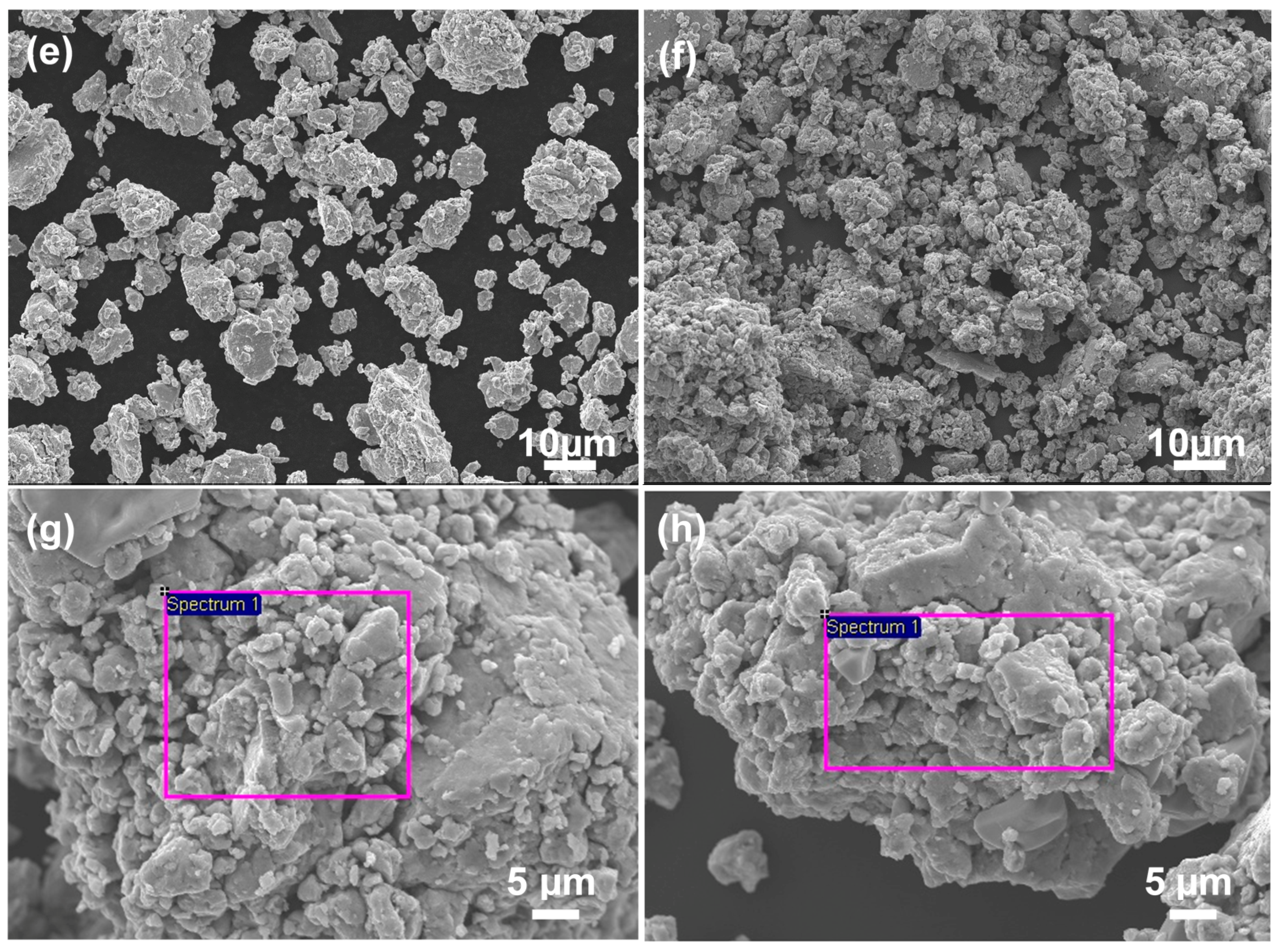
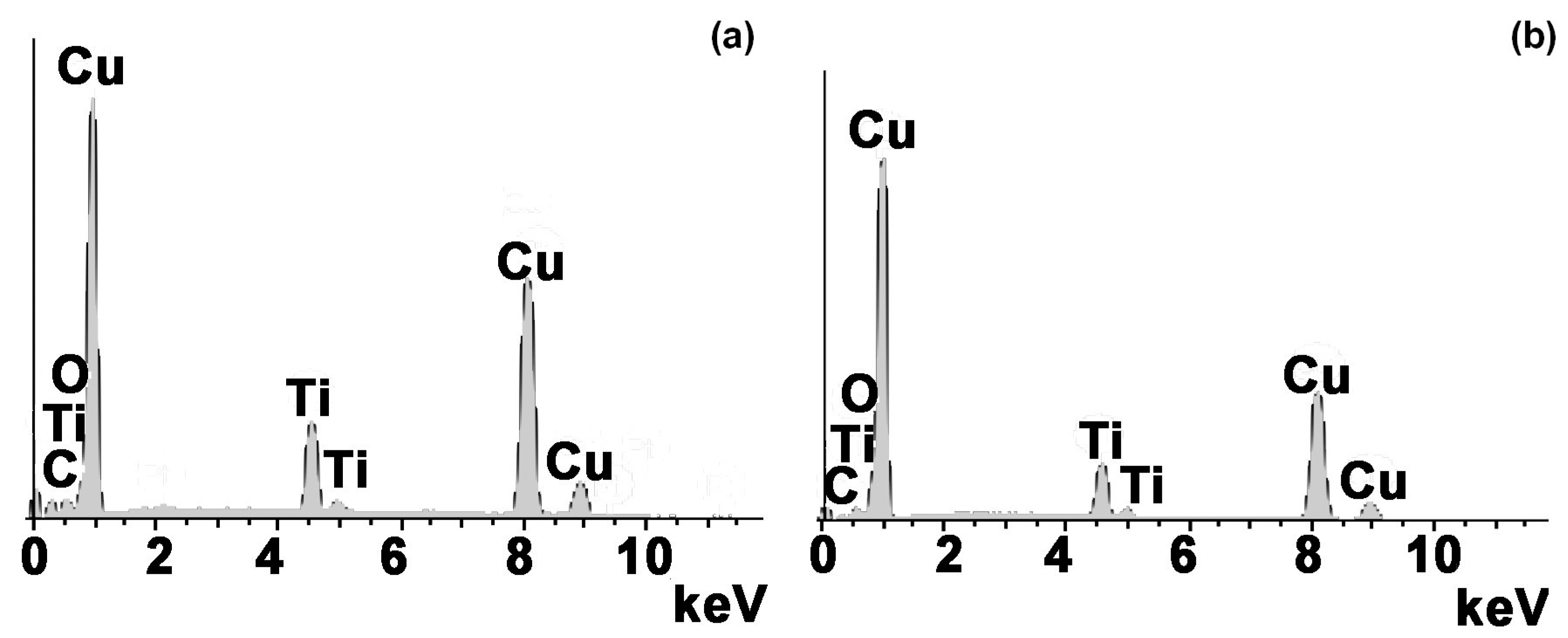
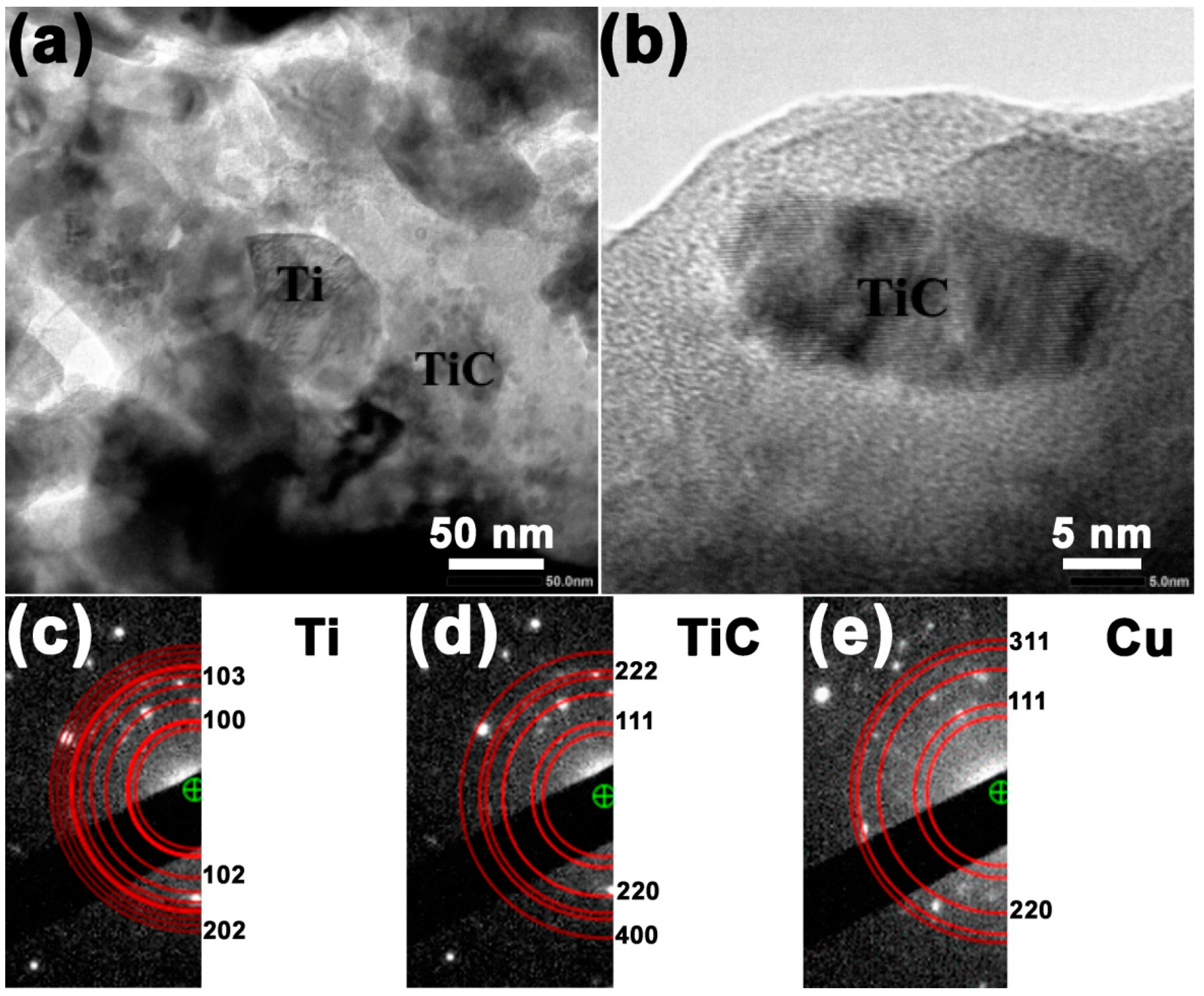
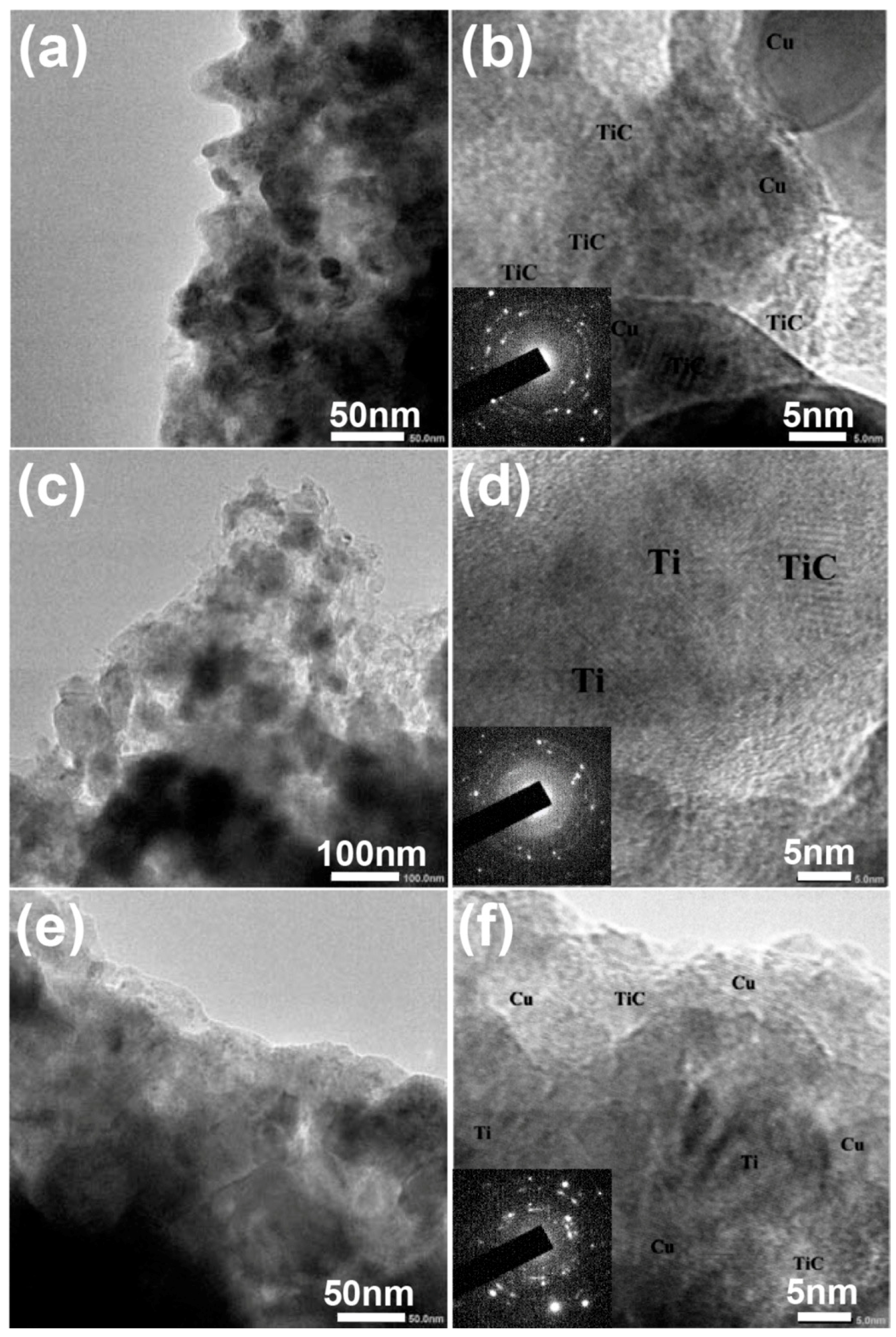
3.1. Characterization of the Powders
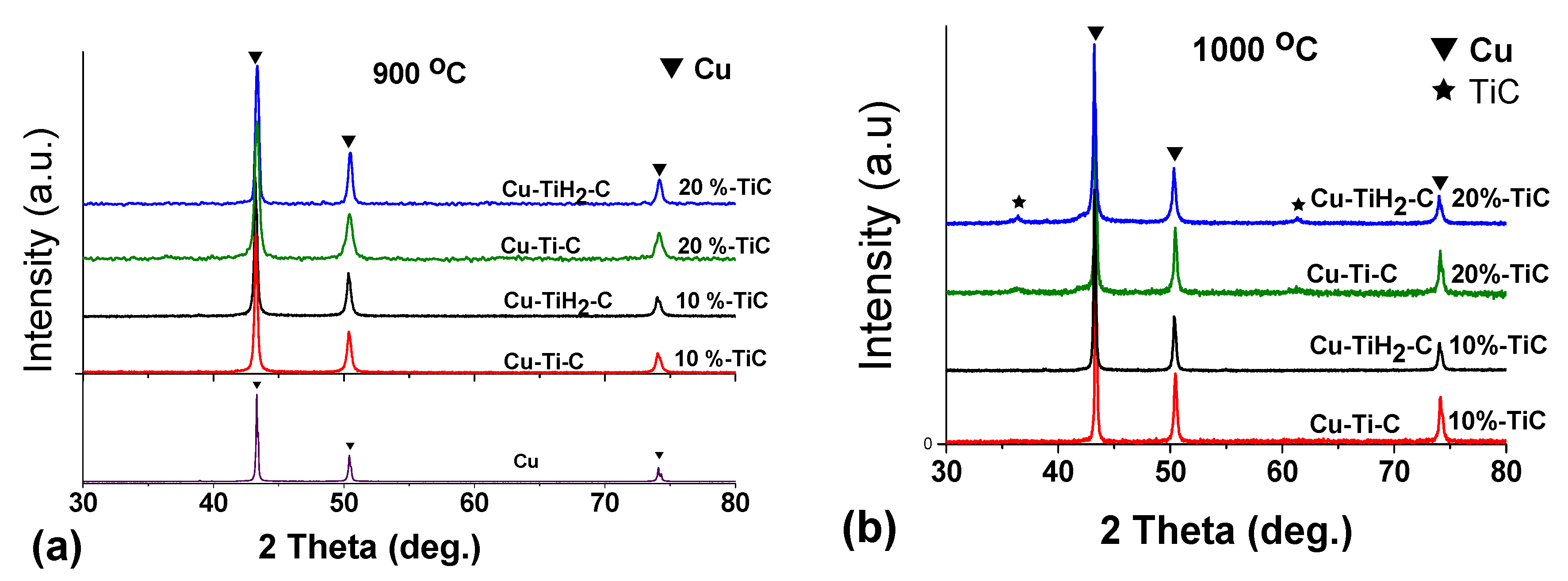
3.2. Characterization of Compacts after SPS
3.3. Hardness Results of Compacts
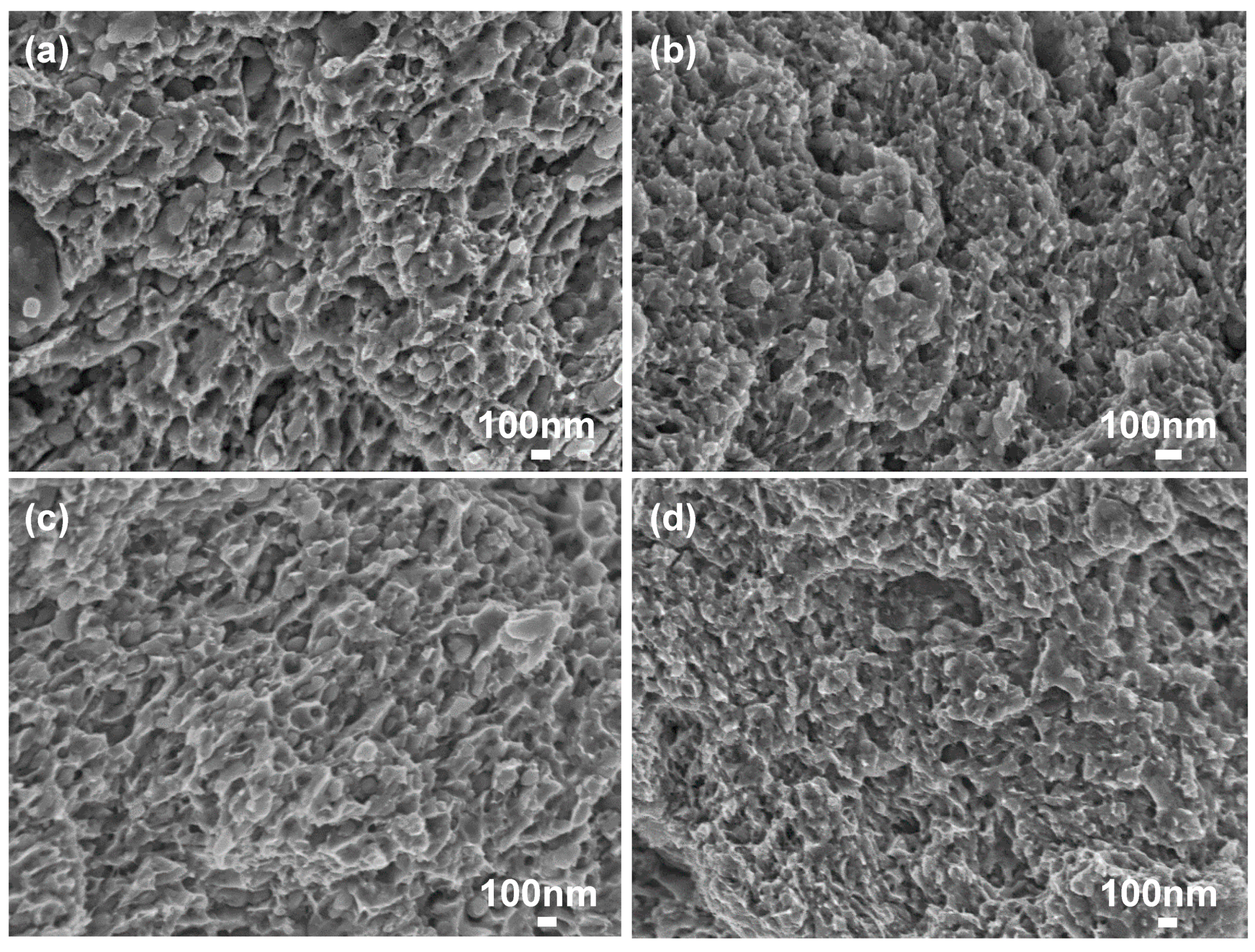
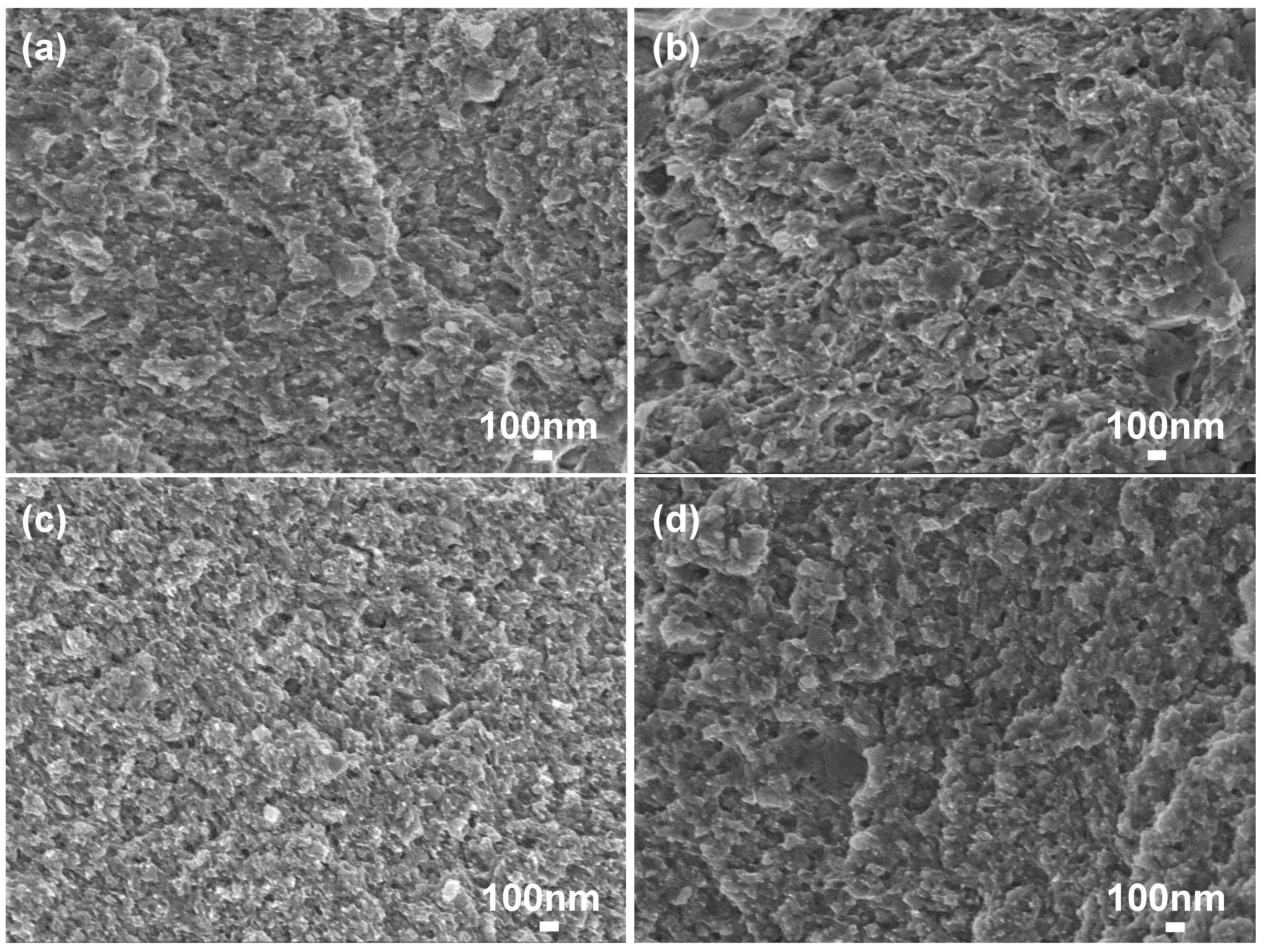
3.4. Fracture Analysis
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Shirvanimoghaddam, K.; Hamim, S.U.; Karbalaei Akbari, M.; Fakhrhoseini, S.M.; Khayyam, H.; Pakseresht, A.H.; Ghasali, E.; Zabet, M.; Munir, K.S.; Jia, S.; et al. Carbon fiber reinforced metal matrix composites: Fabrication processes and properties. Compos. Part A Appl. Sci. Manuf. 2017, 92, 70–96. [Google Scholar] [CrossRef]
- Akhtar, F.; Askari, S.J.; Shah, K.A.; Du, X.; Guo, S. Microstructure, mechanical properties, electrical conductivity and wear behavior of high volume tic reinforced cu-matrix composites. Mater. Charact. 2009, 60, 327–336. [Google Scholar] [CrossRef]
- Panda, S.; Dash, K.; Ray, B.C. Processing and properties of cu based micro- and nano-composites. Bull. Mater. Sci. 2014, 37, 227–238. [Google Scholar] [CrossRef]
- Rathod, S.; Modi, O.P.; Prasad, B.K.; Chrysanthou, A.; Vallauri, D.; Deshmukh, V.P.; Shah, A.K. Cast in situ cu–tic composites: Synthesis by shs route and characterization. Mater. Sci. Eng. A 2009, 502, 91–98. [Google Scholar] [CrossRef]
- Maity, P.C.; Panigrahi, S.K. Metal and intermetallic matrix in-situ particle composites. Key Eng. Mater. 1995, 104–107, 313–328. [Google Scholar] [CrossRef]
- Casati, R.; Vedani, M. Metal matrix composites reinforced by nano-particles—A review. Metals 2014, 4, 65. [Google Scholar] [CrossRef]
- Islak, S.; Kır, D.; Buytoz, S. Effect of sintering temperature on electrical and microstructure properties of hot pressed cu-tic composites. Sci. Sinter. 2014, 46, 15–21. [Google Scholar] [CrossRef]
- Liang, Y.H.; Wang, H.Y.; Yang, Y.F.; Wang, Y.Y.; Jiang, Q.C. Evolution process of the synthesis of tic in the cu–ti–c system. J. Alloys Compd. 2008, 452, 298–303. [Google Scholar] [CrossRef]
- Dudina, D.V.; Mukherjee, A.K. Reactive spark plasma sintering: Successes and challenges of nanomaterial synthesis. J. Nanomater. 2013, 2013, 12. [Google Scholar] [CrossRef]
- Dudina, D.V.; Mali, V.I.; Anisimov, A.G.; Bulina, N.V.; Korchagin, M.A.; Lomovsky, O.I.; Bataev, I.A.; Bataev, V.A. Ti3SiC2-Cu composites by mechanical milling and spark plasma sintering: Possible microstructure formation scenarios. Met. Mater. Int. 2013, 19, 1235–1241. [Google Scholar] [CrossRef]
- Ghasali, E.; Pakseresht, A.H.; Alizadeh, M.; Shirvanimoghaddam, K.; Ebadzadeh, T. Vanadium carbide reinforced aluminum matrix composite prepared by conventional, microwave and spark plasma sintering. J. Alloys Compd. 2016, 688 Pt A, 527–533. [Google Scholar] [CrossRef]
- Ghasali, E.; Shirvanimoghaddam, K.; Pakseresht, A.H.; Alizadeh, M.; Ebadzadeh, T. Evaluation of microstructure and mechanical properties of al-tac composites prepared by spark plasma sintering process. J. Alloys Compd. 2017, 705, 283–289. [Google Scholar] [CrossRef]
- Diouf, S.; Molinari, A. Densification mechanisms in spark plasma sintering: Effect of particle size and pressure. Powder Technol. 2012, 221, 220–227. [Google Scholar] [CrossRef]
- Yang, Y.F.; Mu, D.K. Rapid dehydrogenation of tih2 and its effect on formation mechanism of tic during self-propagation high-temperature synthesis from tih2–c system. Powder Technol. 2013, 249, 208–211. [Google Scholar] [CrossRef]
- Stadelmann, P. Java-Ems: Jems. C2004. Available online: Http://cimewww.Epfl.Ch/people/stadelmann/jemswebsite/jems.Html (accessed on 5 February 2017).
- Zhuang, J.; Liu, Y.; Cao, Z.; Li, Y. The influence of technological process on dry sliding wear behaviour of titanium carbide reinforcement copper matrix composites. Mater. Trans. 2010, 51, 2311–2317. [Google Scholar] [CrossRef]
- Wang, F.; Li, Y.; Wakoh, K.; Koizumi, Y.; Chiba, A. Cu–Ti–C alloy with high strength and high electrical conductivity prepared by two-step ball-milling processes. Mater. Des. 2014, 61, 70–74. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composite | Concentration, wt % | |||
|---|---|---|---|---|
| Cu | Ti | C | O | |
| Cu–TiH2–C | 73.78 | 8.75 | 13.42 | 4.05 |
| Cu–Ti–C | 70.73 | 7.89 | 16.49 | 4.89 |
| Phase | Fraction of Phases (%) | |||
|---|---|---|---|---|
| Cu–TiH2–C | Cu–Ti–C | |||
| 10 vol % TiC | 20 vol % TiC | 10 vol % TiC | 20 vol % TiC | |
| TiC | 2.86 | 6.9 | 1.43 | 6.45 |
| Cu | 97.14 | 97.14 | 98.57 | 93.55 |
| Sintering Temperature (°C) | Relative Density (%) | |||
|---|---|---|---|---|
| Cu–TiH2–C | Cu–Ti–C | |||
| 10 vol % TiC | 20 vol % TiC | 10 vol % TiC | 20 vol % TiC | |
| 900 | 95.8 | 95.3 | 95.4 | 95.2 |
| 1000 | 97.0 | 96.4 | 96.6 | 96.2 |
| Sintering Temperature (°C) | Hardness Value, HV | |||
|---|---|---|---|---|
| Cu–TiH2–C | Cu–Ti–C | |||
| 10 vol % TiC | 20 vol % TiC | 10 vol % TiC | 20 vol % TiC | |
| 900 | 250 | 245 | 242 | 244 |
| 1000 | 295 | 314 | 290 | 306 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thi Hoang Oanh, N.; Hoang Viet, N.; Kim, J.-S.; Moreira Jorge Junior, A. Characterization of In-Situ Cu–TiH2–C and Cu–Ti–C Nanocomposites Produced by Mechanical Milling and Spark Plasma Sintering. Metals 2017, 7, 117. https://doi.org/10.3390/met7040117
Thi Hoang Oanh N, Hoang Viet N, Kim J-S, Moreira Jorge Junior A. Characterization of In-Situ Cu–TiH2–C and Cu–Ti–C Nanocomposites Produced by Mechanical Milling and Spark Plasma Sintering. Metals. 2017; 7(4):117. https://doi.org/10.3390/met7040117
Chicago/Turabian StyleThi Hoang Oanh, Nguyen, Nguyen Hoang Viet, Ji-Soon Kim, and Alberto Moreira Jorge Junior. 2017. "Characterization of In-Situ Cu–TiH2–C and Cu–Ti–C Nanocomposites Produced by Mechanical Milling and Spark Plasma Sintering" Metals 7, no. 4: 117. https://doi.org/10.3390/met7040117
APA StyleThi Hoang Oanh, N., Hoang Viet, N., Kim, J. -S., & Moreira Jorge Junior, A. (2017). Characterization of In-Situ Cu–TiH2–C and Cu–Ti–C Nanocomposites Produced by Mechanical Milling and Spark Plasma Sintering. Metals, 7(4), 117. https://doi.org/10.3390/met7040117