
Influence of NbC Addition on the Sintering Behaviour of Medium Carbon PM Steels


Abstract
:1. Introduction
2. Materials and Experimental Techniques
3. Results and Discussion
4. Conclusions
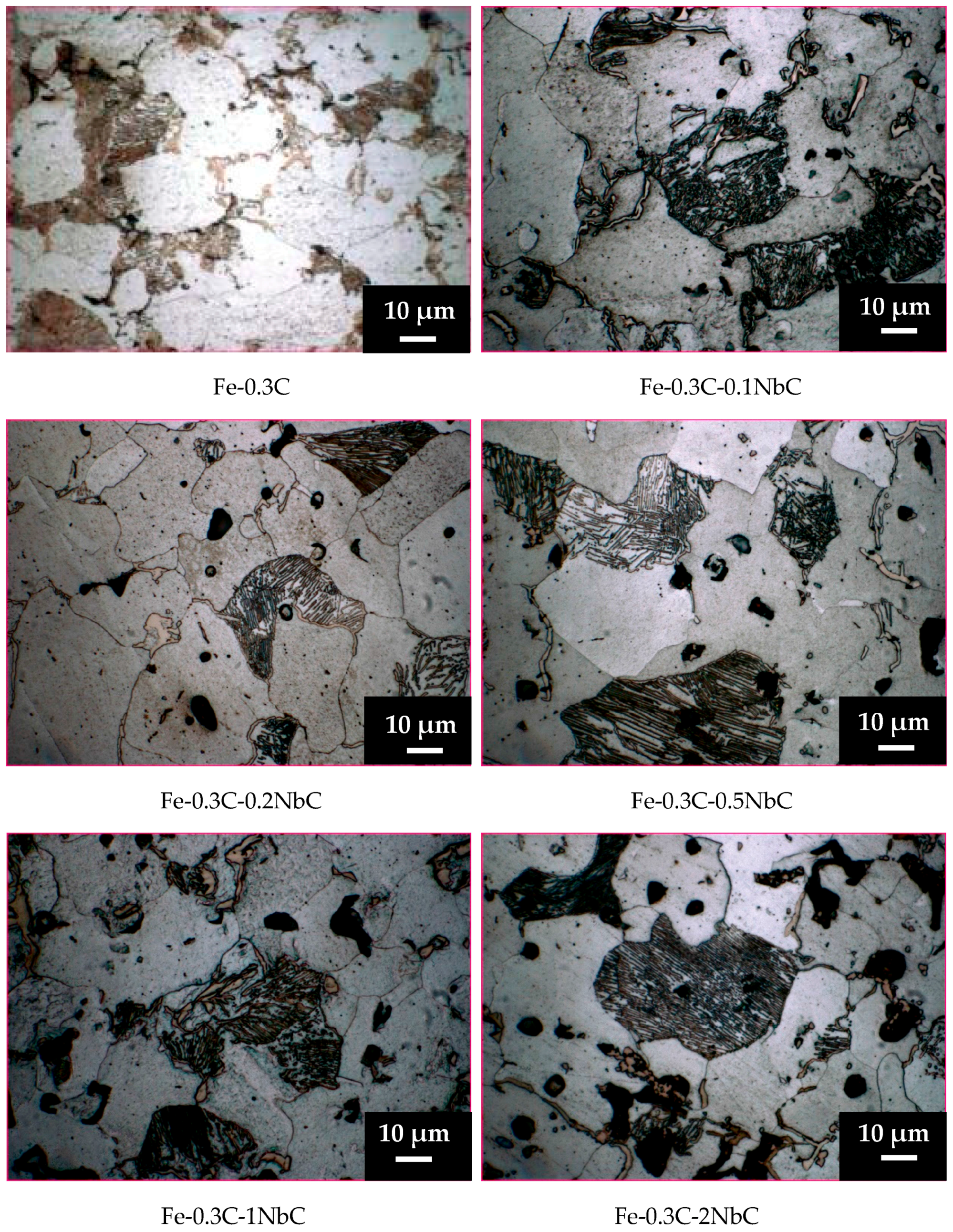
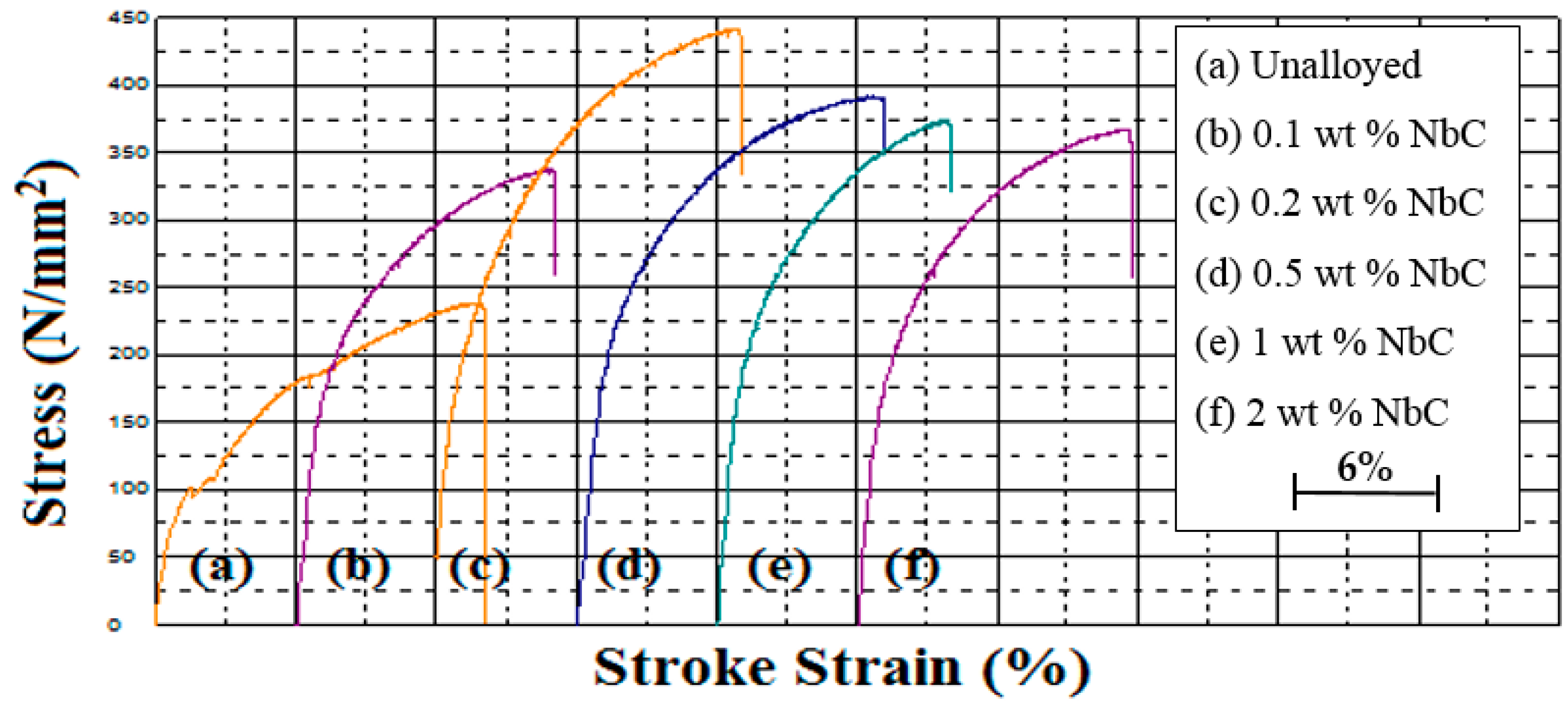
- There is an increase in the yield strength, tensile strength, and hardness values of the PM steel when the amount of NbC increases to 0.2% in terms of weight. This is a result of the formation of the precipitates such as Nb(N), NbC, or NbC(N) during the sintering or cooling after the sintering process.
- The strength of the steels decreases when the amount of NbC is more than 0.2% by weight. This indicates that excessive amount of coarse NbC precipitates are present both in the grain boundary and inside the grain and it leads to the lower strength.
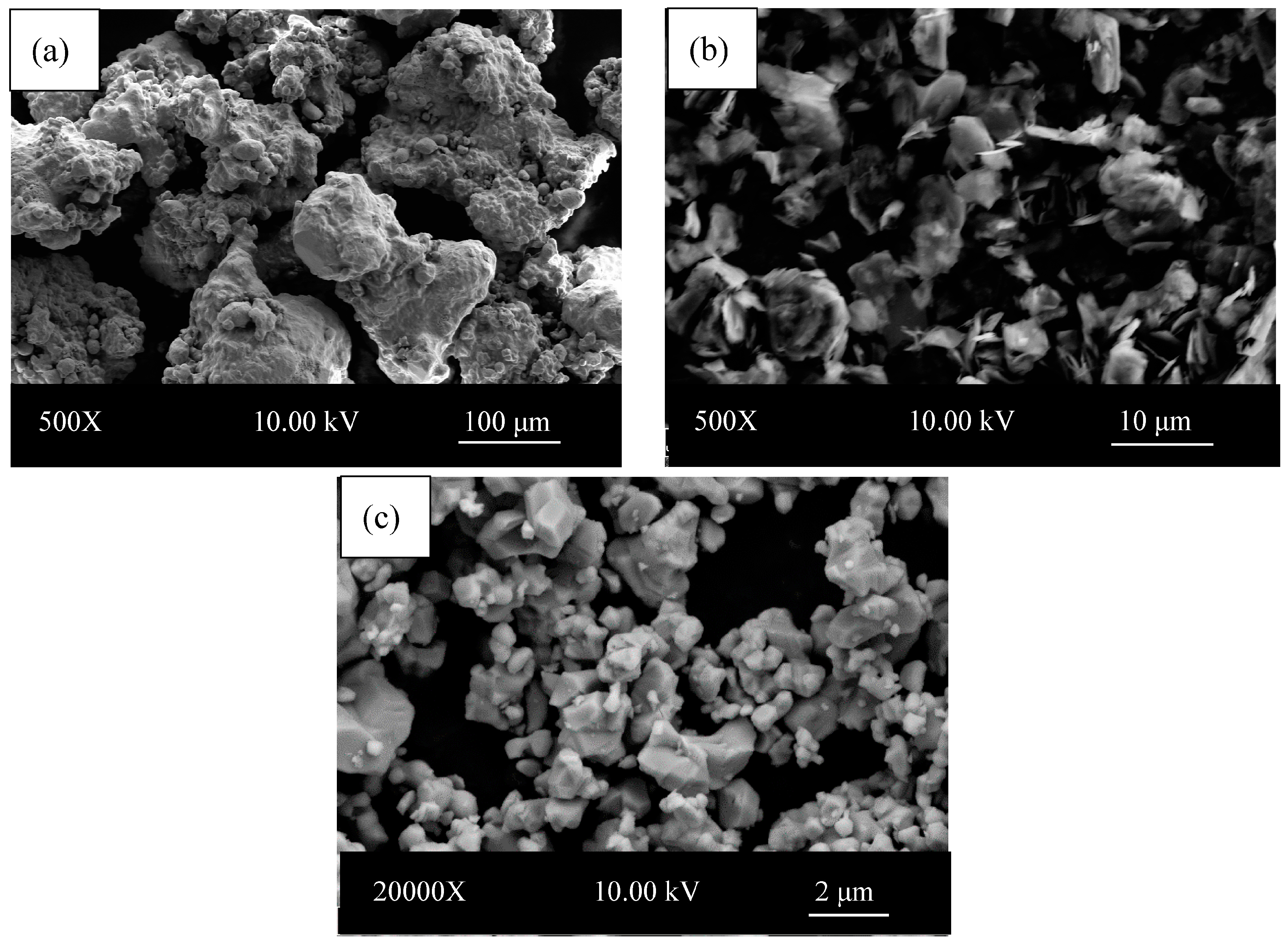
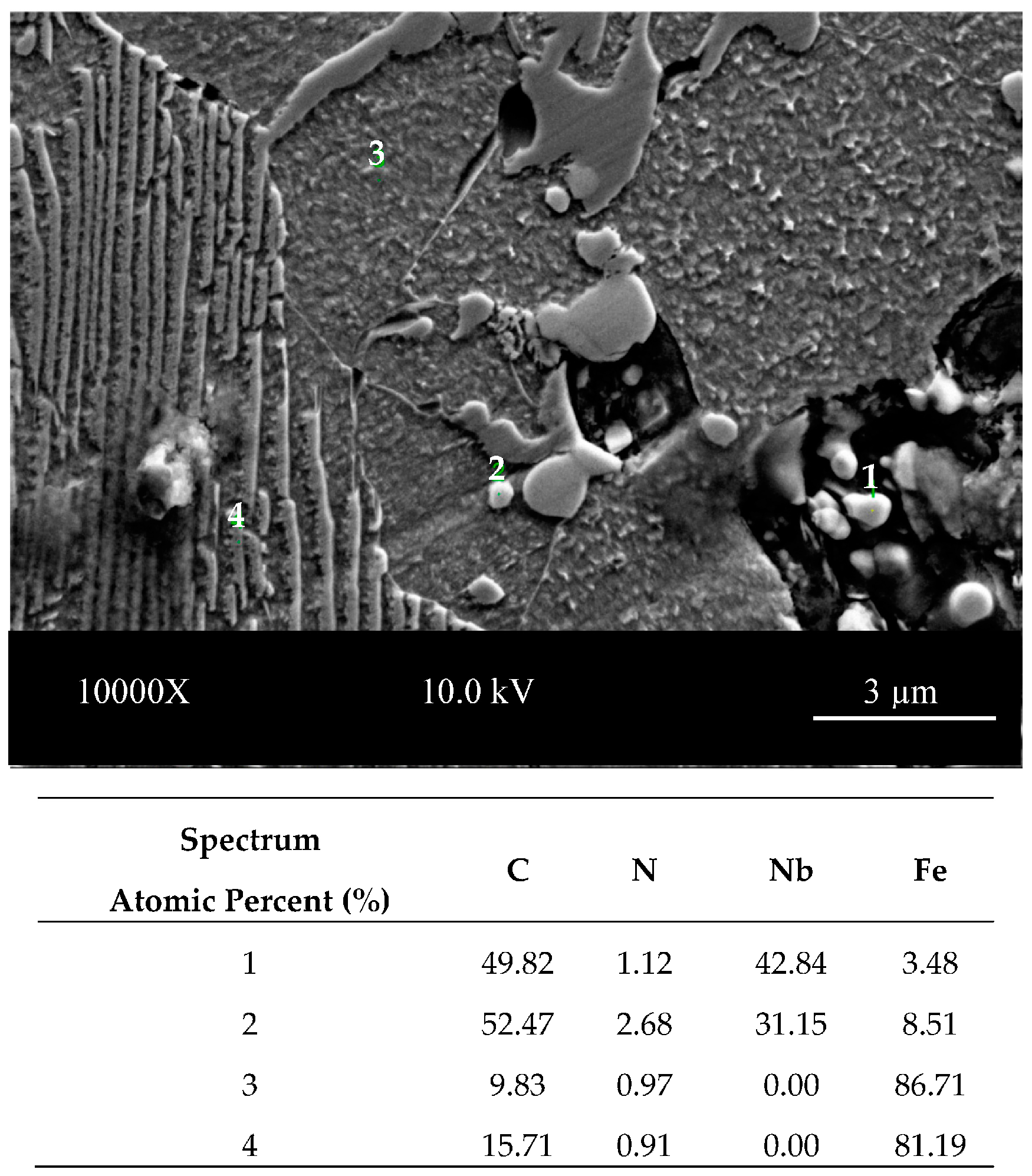
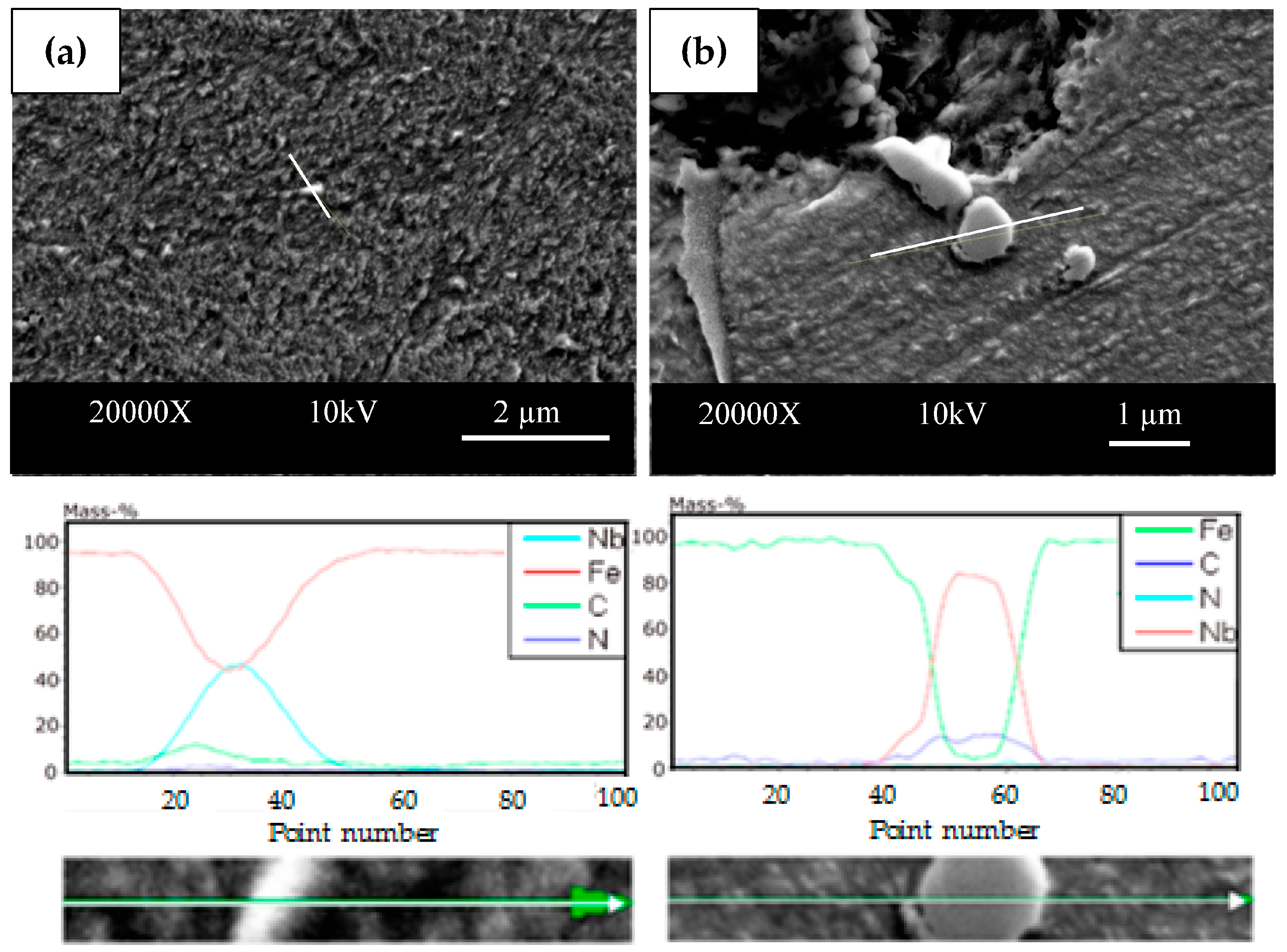
- SEM and EDS analyses show that NbC, NbN, and NbCN occurred in the NbC-added PM steels. These different precipitates formed affect the mechanical properties of the PM steels.
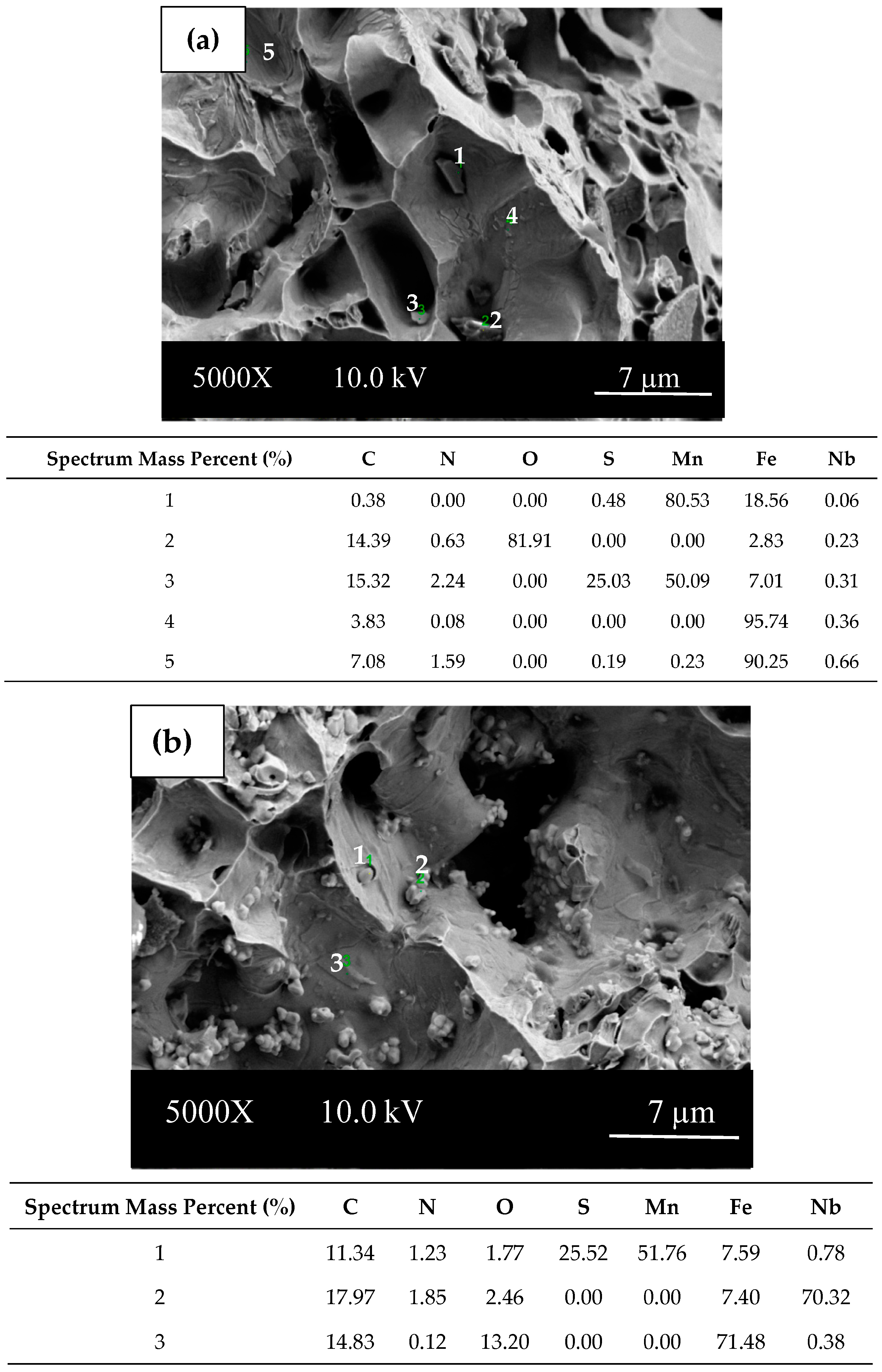
- When fracture surfaces of PM steels are examined, all of the surfaces appeared partially ductile (dimple structure) and partially brittle (cleavage structure), giving a mixed fracture. This is in agreement with the elongation (%) values.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Ateş, S.; Uzun, İ.; Çelik, V. The effect of infilitration temperature on the thermal conductivity of SiC/Al 2014 composite produced by Pressured Infilitration Method. In Proceedings of the IATS’11, Elazığ, Turkey, 16–18 May 2011; pp. 16–18. [Google Scholar]
- Thridandapani, R.R.; Misra, R.D.K.; Mannering, T.; Panda, D.; Jansto, S. The application of strereological analysis in understanding differences in toughness of V and Nb microalloyed steels of similar yield strength. Mater. Sci. Eng. A 2006, 442, 285–291. [Google Scholar] [CrossRef]
- Gündüz, S.; Cochrane, R.C. Influence of cooling rate and tempering on precipitation and hardness of vanadium microalloyed steel. Mater. Des. 2005, 26, 486–492. [Google Scholar] [CrossRef]
- Misra, R.D.K.; Tenneti, K.K.; Weatherly, G.C.; Tither, G. Microstructure and texture of hot-rolled Cb–Ti and V–Cb microalloyed steels with differences in formability and toughness. Metall. Trans. A 2003, 34, 2341–2351. [Google Scholar] [CrossRef]
- Gaoa, X.; Ren, H.; Wanga, H.; Chen, S. Effect of lanthanum on the precipitation and dissolution of NbC in microalloyed steels. Mater. Sci. Eng. A 2017, 683, 116–122. [Google Scholar] [CrossRef]
- Sharma, P.; Khanduja, D.; Sharma, S. Tribological and mechanical behavior of particulate aluminum matrix composites. J. Reinf. Plast Compos. 2014, 33, 2192–2202. [Google Scholar] [CrossRef]
- Surappa, M.K. Aluminium matrix composites: Challenges and opportunities. Sadhana 2003, 28, 319–334. [Google Scholar] [CrossRef]
- Shirvanimoghaddam, K.; Hamim, S.U.; Akbaric, M.K.; Fakhrhoseinia, S.M.; Khayyama, H.; Paksereshtd, A.H.; Ghasalid, E.; Zabete, M. Carbon fiber reinforced metal matrix composites: Fabrication processes and properties. Composite Part A 2017, 92, 70–96. [Google Scholar] [CrossRef]
- Kalemtaş, A. An Overview of Metal Matrix Composites. Putech Compos. 2014, 5, 18–30. [Google Scholar]
- Doğan, Ö.N.; Hawk, J.A.; Tylczak, J.H.; Wilson, R.D.; Govier, R.D. Wear of titanium carbide reinforced metal matrix composites. Wear 1999, 225–229, 758–796. [Google Scholar] [CrossRef]
- Wang, J.; Wang, Y.; Ding, Y. Production of (Ti,V)C reinforced Fe matrix composites. Mater. Sci. Eng. A 2007, 445–455, 75–79. [Google Scholar]
- Hui, X.D.; Yang, Y.S.; Wang, Z.F.; Yuan, G.Q.; Chen, X.C. High temperature creep behavior of in-situ TiC particulate reinforced Fe–Cr–Ni matrix composite. Mater. Sci. Eng. A 2007, 282, 187–192. [Google Scholar] [CrossRef]
- Wang, J.; Wang, Y.; Ding, Y. Microstructure and wear-resistance of Fe–(Ti,V)C composite. Mater. Des. 2007, 28, 2207–2209. [Google Scholar] [CrossRef]
- Saritas, S.; Causton, R.; James, B.; Lawley, A. Effect of Microstructural Inhomogeneities on the Fatigue Crack Growth Response of a Prealloyed and Two Hybrid P/M Steels. Adv. Powder Metall. Part Mater. 2002, 5, 112–117. [Google Scholar]
- Eustathopoulos, N.; Joud, J.C.; Desre, P.; Hicter, J.M. The wetting of carbon by aluminium and aluminium alloys. J. Mater. Sci. 1974, 9, 1233–1242. [Google Scholar] [CrossRef]
- Erden, M.A.; Gündüz, S.; Karabulut, H.; Türkmen, M. Effect of V Addition on the Microstructure and Mechanical Properties of Low Carbon Microalloyed Powder Metallurgy Steels. Mater. Test. 2016, 58, 433–437. [Google Scholar] [CrossRef]
- Schade, C.; Murphy, T.; Lawley, A.; Doherty, R. Microstrucure and mechanical properties of microalloyed PM steels. Int. J. Powder Metall. 2012, 48, 51–59. [Google Scholar]
- Schade, C.; Murphy, T.; Lawley, A.; Doherty, R. Microstructure and mechanical properties of PM steels alloyed with silicon and vanadium. Int. J. Powder Metall. 2012, 48, 41–48. [Google Scholar]
- Ollilainen, V.; Kasprzak, W.; Hollapa, L. The effect of slicon, vanadium and nitrogen on the microstructure and hardness of air cooled medium carbon low alloy steel. J. Mater. Process. Technol. 2003, 134, 405–412. [Google Scholar] [CrossRef]
- Huo, X.; Mao, X.; Lv, S. Effect of annealing temperature on recrystallization behavior of cold rolled Ti-microalloyed steel. J. Iron Steel Res. Int. 2013, 20, 105–110. [Google Scholar] [CrossRef]
- Bakkali, E.H.F.; Chenaouia, A.; Dkiouaka, R.; Elbakkalib, L.A.O.A. Characterization of deformation stability of medium carbon microalloyed steel during hot forging using phenomenological and continoum criteria. J. Mater. Process. Technol. 2008, 1999, 140–149. [Google Scholar]
- Gladman, T. The Physical Metallurgy of Microalloyed Steels, 1st ed.; The Institute of Materials: London, UK, 1997. [Google Scholar]
- Cuddy, L.C.; Raley, J.C. Austenite Grain Coarsening in Microalloyed Steels. Metall. Mater. Trans. A 1983, 14, 1989–1995. [Google Scholar] [CrossRef]
- Llewellyn, D.T.; Hudd, R.C. Steels: Metallurgy and Applications, 3rd ed.; Reed Educational and Professional Publishing Ltd.: Oxford, UK, 1998; pp. 15–40. [Google Scholar]
- Erden, M.A.; Gündüz, S.; Türkmen, M.; Karabulut, H. Microstructural characterization and mechanical properties of microalloyed powder metallurgy steels. Mater. Sci. Eng. A 2014, 616, 201–206. [Google Scholar] [CrossRef]
- Kostryzhev, A.G.; Al Shahrani, A.; Zhu, C.; Cairney, J.M.; Ringer, S.P.; Killmore, C.R.; Pereloma, E.V. Effect of niobium clustering and precipitation on strength of an NbTi-microalloyed ferritic steel. Mater. Sci. Eng. A 2014, 607, 226–235. [Google Scholar] [CrossRef]
- Korczynsky, M. Microalloying and thermo-mechanical treatment. In Proceedings of the International Symposium on Microstructure and Properties of HSLA Steels, Pittsburgh, PA, USA, 3–5 November 1987; pp. 169–201. [Google Scholar]
- Shanmugasundaram, D.; Chandramouli, R. Tensile and impact behaviour of sinter-forged Cr, Ni and Mo alloyed PM steels. Mater. Des. 2009, 30, 3444–3449. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elemental Powders | Powder Size (µm) | Purity Value (%) | Supplied Company |
|---|---|---|---|
| Iron (Fe) | <150 | 99.9 | Sintek (Istanbul, Turkey) |
| Carbon (C) | 10–20 | 96.5 | Sintek (Istanbul, Turkey) |
| Niobium Carbide (NbC) | ≤5 | 97 | Aldrich (Istanbul, Turkey) |
| Alloy | C (wt %) | NbC (wt %) | Fe (wt %) |
|---|---|---|---|
| Fe–0.3C | 0.3 | - | Rest |
| Fe–0.3C–0.1NbC | 0.3 | 0.1 | Rest |
| Fe–0.3C–0.2NbC | 0.3 | 0.2 | Rest |
| Fe–0.3C–0.5NbC | 0.3 | 0.5 | Rest |
| Fe–0.3C–1NbC | 0.3 | 1 | Rest |
| Fe–0.3C–2NbC | 0.3 | 2 | Rest |
| Alloy | Relative Density (%) | Porosity (%) | Ferrite (%) | Pearlite (%) | Grain Size (µm) |
|---|---|---|---|---|---|
| Fe–0.3C | 94.4 | 5.6 | 77.3 | 22.7 | 33.6 |
| Fe–0.3C–0.1NbC | 94.3 | 5.7 | 69.3 | 30.7 | 32.3 |
| Fe–0.3C–0.2NbC | 94.6 | 5.4 | 68.7 | 31.3 | 31.4 |
| Fe–0.3C–0.5NbC | 94.2 | 5.8 | 67 | 33 | 31.8 |
| Fe–0.3C–1NbC | 93.7 | 6.3 | 65 | 35 | 32.1 |
| Fe–0.3C–2NbC | 95.4 | 4.6 | 63 | 37 | 33.3 |
| Alloy | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Elongation (%) | Hardness (HV0.5) |
|---|---|---|---|---|
| Fe–0.3C | 100 | 240 | 14 | 65 |
| Fe–0.3C–0.1NbC | 185 | 339 | 11 | 99 |
| Fe–0.3C–0.2NbC | 235 | 443 | 13 | 139 |
| Fe–0.3C–0.5NbC | 215 | 393 | 13 | 129 |
| Fe–0.3C–1NbC | 205 | 376 | 12 | 121 |
| Fe–0.3C–2NbC | 200 | 369 | 12 | 115 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Özdemirler, D.; Gündüz, S.; Erden, M.A. Influence of NbC Addition on the Sintering Behaviour of Medium Carbon PM Steels. Metals 2017, 7, 121. https://doi.org/10.3390/met7040121
Özdemirler D, Gündüz S, Erden MA. Influence of NbC Addition on the Sintering Behaviour of Medium Carbon PM Steels. Metals. 2017; 7(4):121. https://doi.org/10.3390/met7040121
Chicago/Turabian StyleÖzdemirler, Doğan, Süleyman Gündüz, and Mehmet Akif Erden. 2017. "Influence of NbC Addition on the Sintering Behaviour of Medium Carbon PM Steels" Metals 7, no. 4: 121. https://doi.org/10.3390/met7040121
APA StyleÖzdemirler, D., Gündüz, S., & Erden, M. A. (2017). Influence of NbC Addition on the Sintering Behaviour of Medium Carbon PM Steels. Metals, 7(4), 121. https://doi.org/10.3390/met7040121