The Effects of a Submerged Entry Nozzle on Flow and Initial Solidification in a Continuous Casting Bloom Mold with Electromagnetic Stirring


Abstract
:1. Introduction
2. Model Descriptions
2.1. Basic Assumptions
- (1)
- The turbulent flow and solidification phenomena of the steel in the mold are assumed to be at steady state.
- (2)
- The influence of mold oscillation and mold taper is ignored.
- (3)
- The molten steel is assumed to be homogeneous incompressible Newtonian fluid.
- (4)
- Only the liquid slag layer is considered, other state slag layers are ignored.
- (5)
- The curvatures of both mold and strand are not taken into account.
2.2. Governing Equations
2.2.1. Model of Fluid Flow
2.2.2. Heat Transfer Model
2.2.3. Electromagnetism Model
2.2.4. Effect of Phase Transfer
2.2.5. VOF Model
3. Simulation Procedure
3.1. Simulation Models and Parameters
3.2. Boundary and Initial Conditions
3.3. Water Experiment and Flow Validation
3.3.1. Water Model Experiment
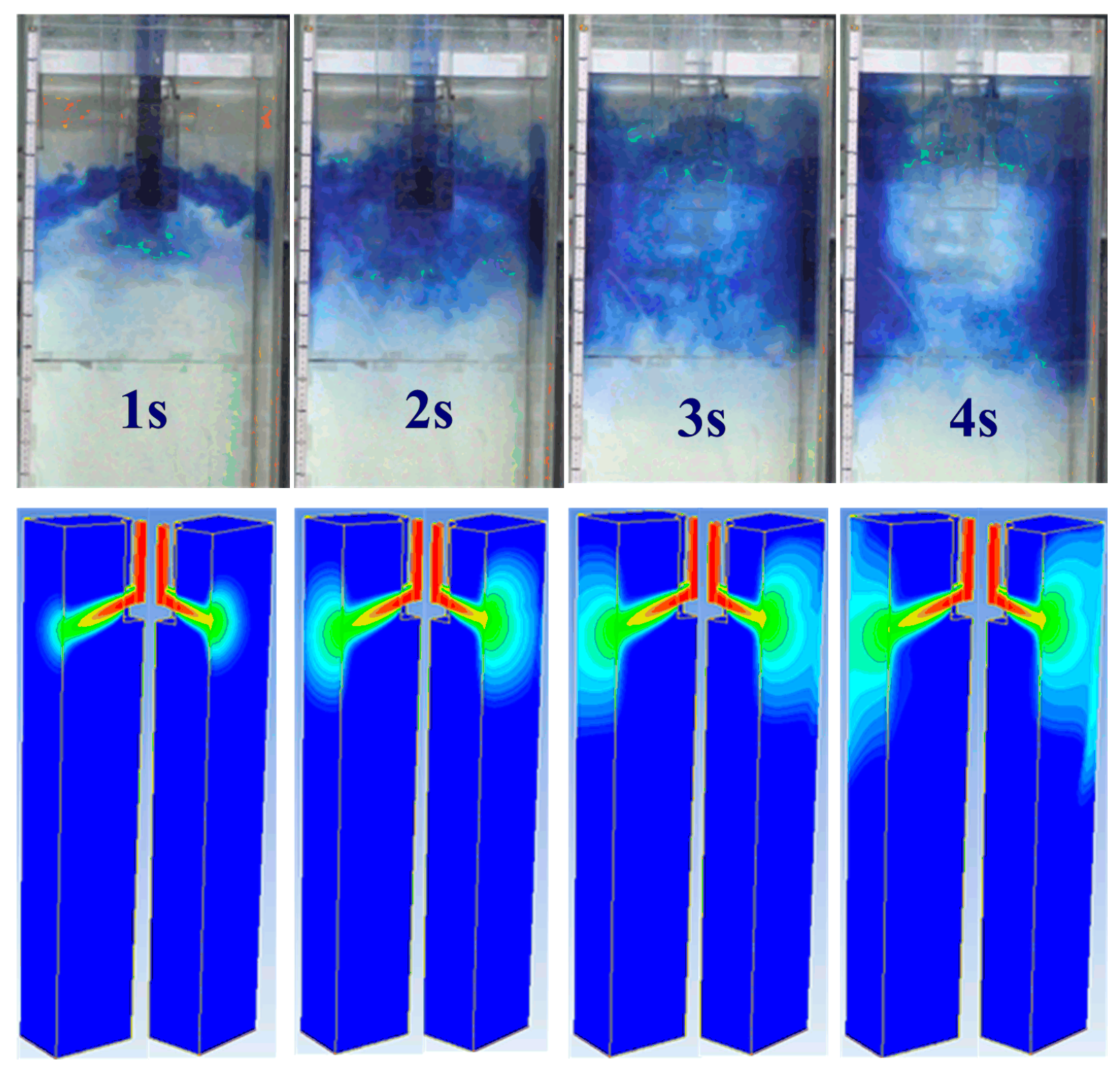
3.3.2. Flow Validation
4. Simulation Results and Discussion
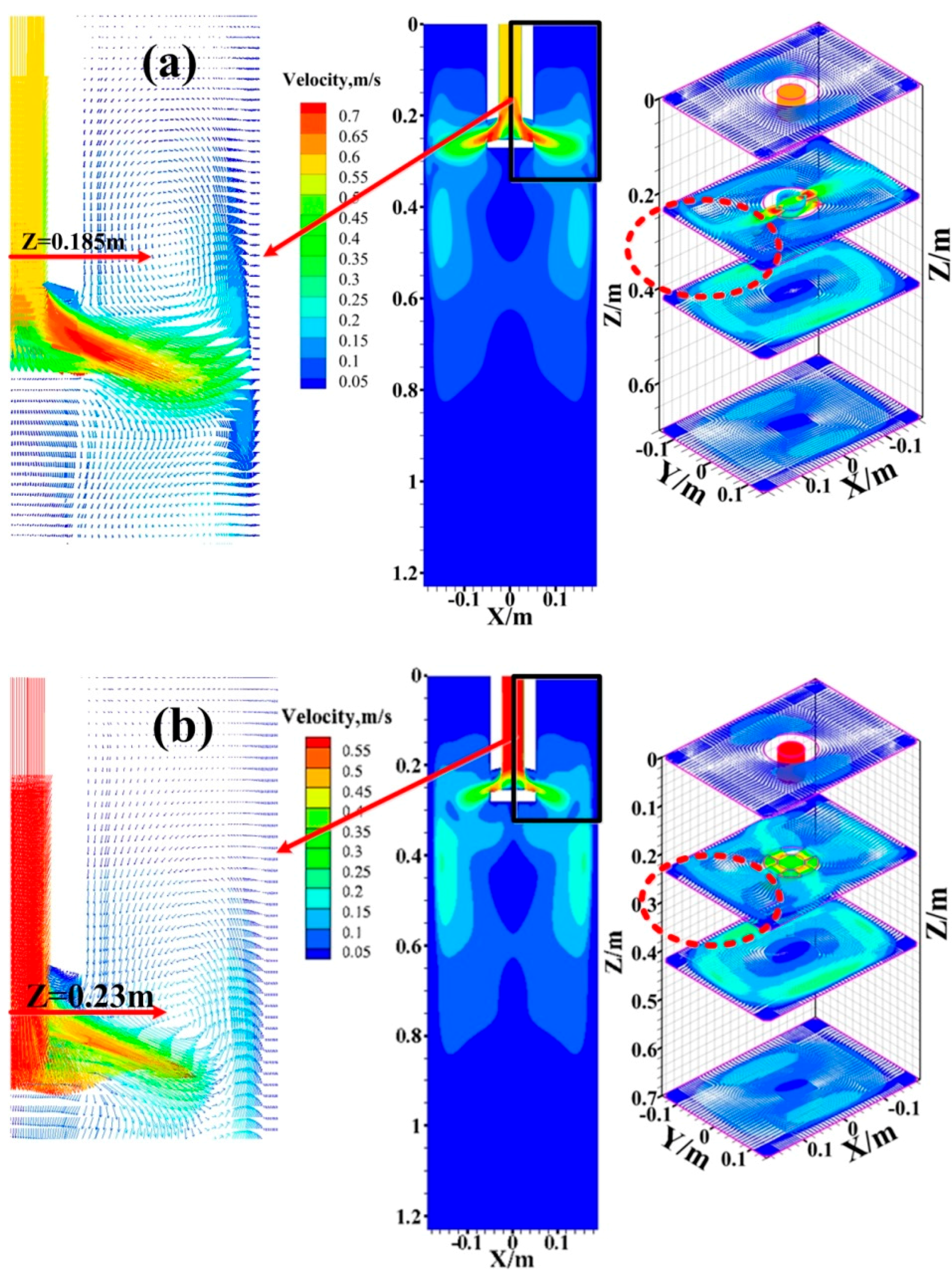
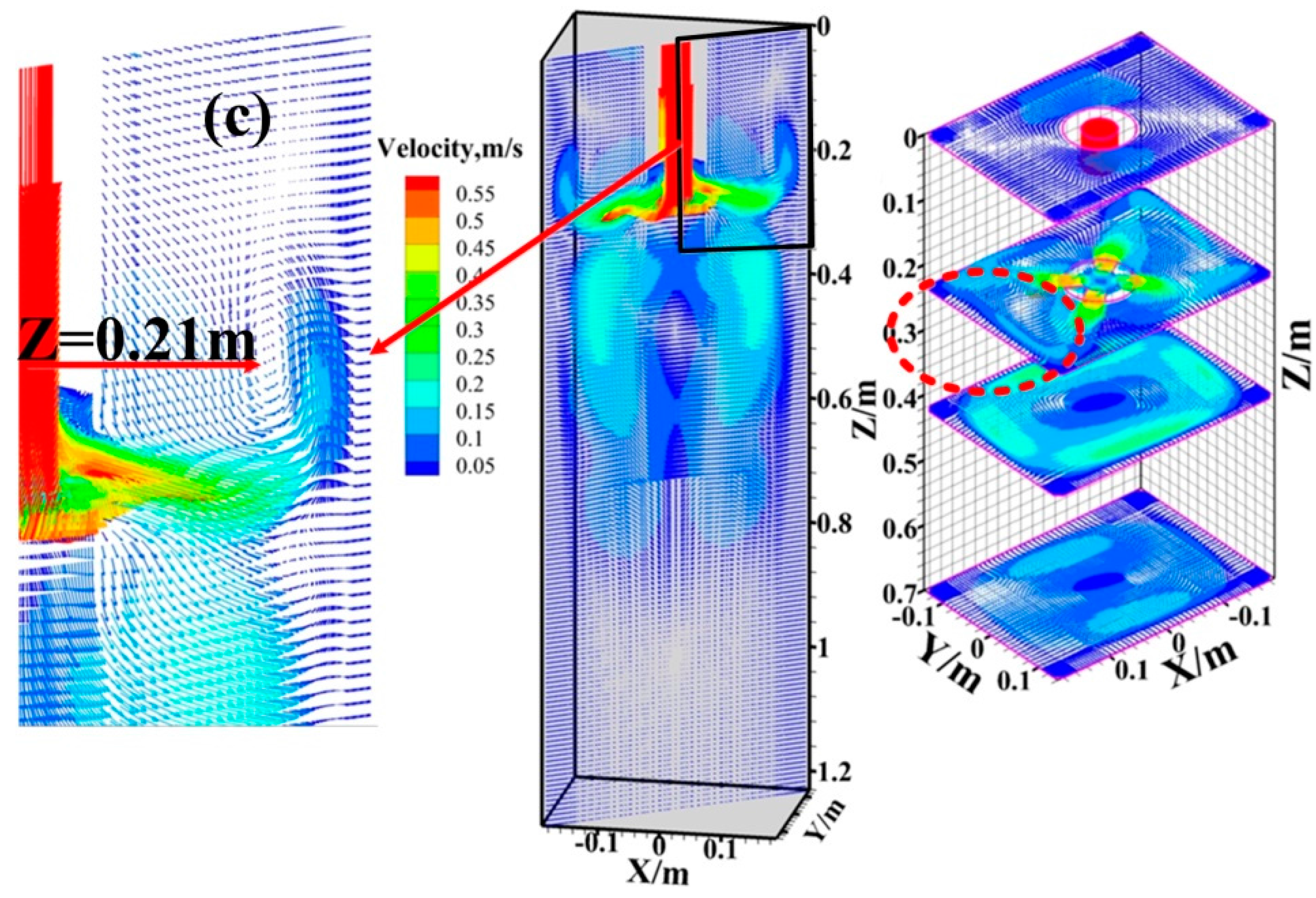
4.1. Turbulent Flow
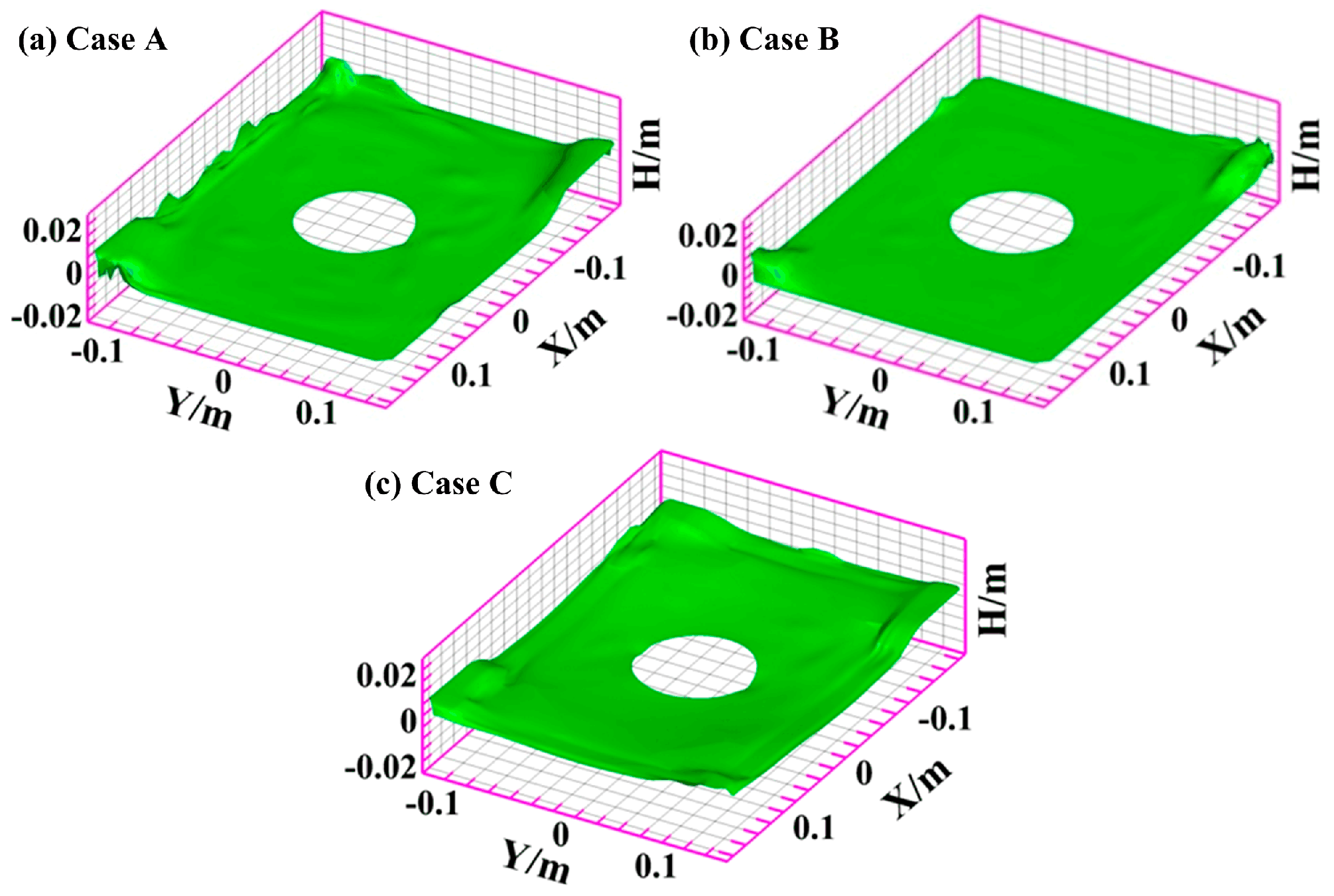
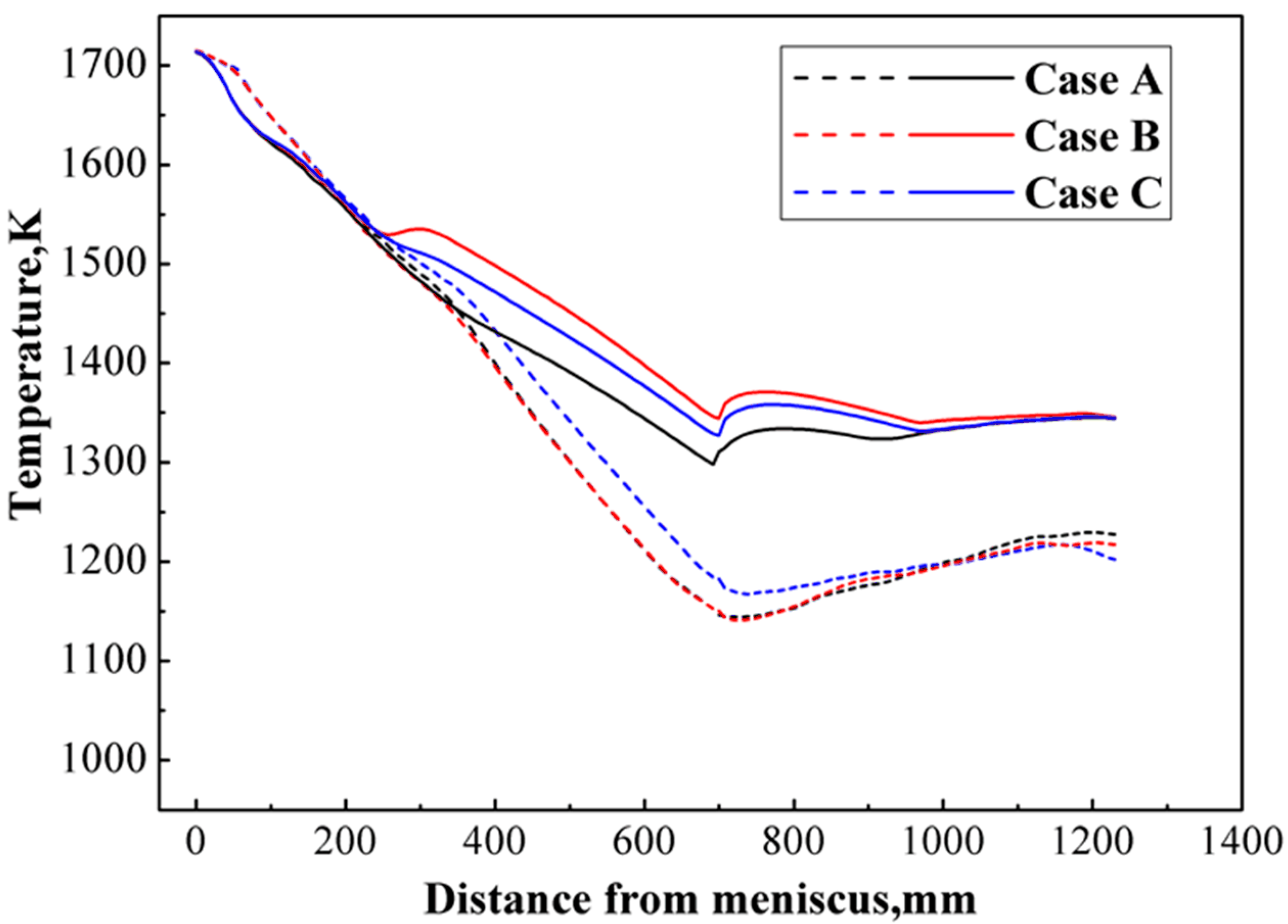
4.2. Temperature Field and Solidification
5. Conclusions
- (1)
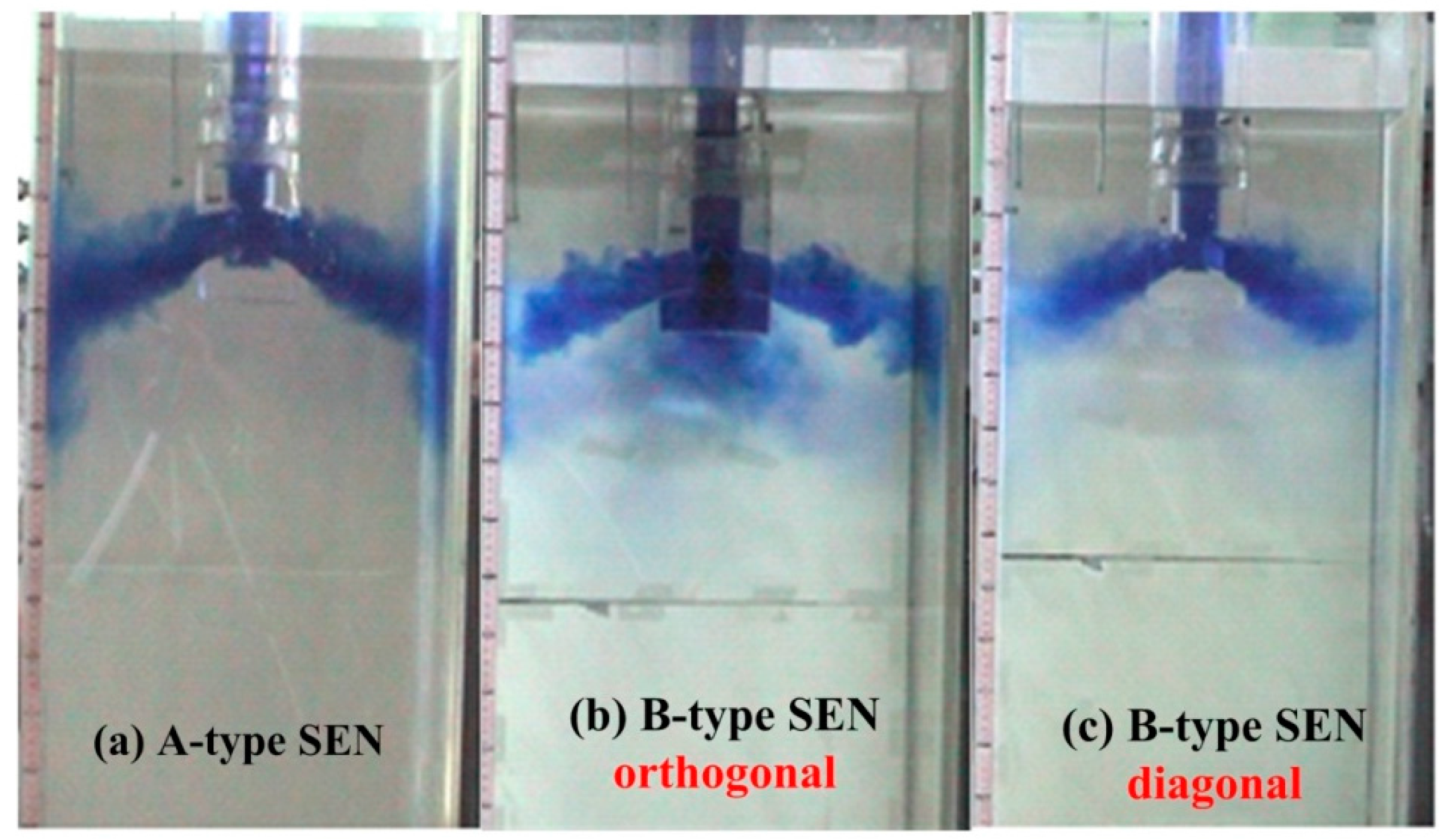
- Water model simulation results illustrate that four-port SEN with diagonal installation can alleviate the impingement effect of jet flow both on the narrow and wide face, which may be beneficial to the uniform growth of solidifying shell.
- (2)
- When using the four-port SEN with diagonal installation, the maximum level fluctuation can be reduced to 5.5 mm, compared with two-port SEN and four-port SEN with orthogonal installation of which is 11.5 mm and 9.5 mm respectively, and the shock pressure of the injecting flow to the mold wall can be lightened because of low injecting velocity and long impacting distance to the wall.
- (3)
- When using the four-port SEN with diagonal installation, the temperature trend at both wide and narrow surfaces is more acceptable compared with two-port SEN or four-port SEN with orthogonal installation. The corner temperature in the mold zone is about 30 K higher because of the liquid steel impacting effect on the mold corner.
- (4)
- Compared with two-port SEN or four-port SEN with orthogonal installation, local solidified shell thinning phenomenon on both wide and narrow sides is eliminated under four-port SEN with diagonal installation due to a lack of impingement of jet flow.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Thomas, B.G.; Zhang, L. Mathematical modeling of fluid flow in continuous casting. ISIJ Int. 2001, 41, 1181–1193. [Google Scholar] [CrossRef]
- Xu, M.G.; Zhu, M.Y. Transport phenomena in a beam-blank continuous casting mold with two types of submerged entry nozzle. ISIJ Int. 2015, 55, 791–798. [Google Scholar] [CrossRef]
- Zhang, L.L.; Chen, D.F.; Long, M.J.; Chen, H.B.; Huang, Y.W.; Dong, Z.H. Study on the fluid flow in a semi-open-stream-poured beam blank continuous casting mold with submerged refractory funnels by multiphase modeling. Metals 2016, 6, 104. [Google Scholar] [CrossRef]
- Barreto, J.D.; Morales, R.D.; Garcia-Hernandez, S.; Najera-Bastida, A.; Calderon-Ramos, I. Modeling study of molten steel turbulence control by SEN design improvement in a conventional slab caster. Steel Res. Int. 2014, 86, 517–527. [Google Scholar] [CrossRef]
- Calderón-Ramos, I.; Morales, R.D. The role of submerged entry nozzle port shape on fluid flow turbulence in a slab mold. Metall. Mater. Trans. B 2015, 46, 1314–1325. [Google Scholar] [CrossRef]
- Li, D.W.; Su, Z.J.; Marukawa, K.; He, J.C. Simulation on effect of divergent angle of submerged entry nozzle on flow and temperature fields in round billet mold in electromagnetic swirling continuous casting process. J. Iron Steel Res. Int. 2014, 21, 159–165. [Google Scholar] [CrossRef]
- Liu, K.; Ren, Z.; Feng, L. Simulation study of heat transfer and solidification in the mold of bloom continuous caster. Metal. Int. 2013, 18, 26–28. [Google Scholar]
- Shen, J.L.; Chen, D.F.; Xie, X.; Zhang, L.L.; Dong, Z.H.; Long, M.J.; Ruan, X.B. Influences of SEN structures on flow characters, temperature field and shell distribution in 420 mm continuous casting mould. Ironmak. Steelmak. 2013, 40, 263–275. [Google Scholar] [CrossRef]
- Wu, D.F.; Cheng, S.S.; Zhao, J.J. Performance comparison of three kinds of submerged entry nozzles for bloom mold. J. Iron Steel Res. Int. 2008, 15, 315–321. [Google Scholar]
- Dang, A.G.; Cui, J.; Liu, J.J.; Feng, Y. Effect of muitihole nozzle on flow field and temperature field of liquid in mold for casting bearing steel 280 mm×325 mm bloom. Spec. Steel 2016, 37, 12–15. (In Chinese) [Google Scholar]
- Sun, H.B.; Li, L. Application of swirling flow nozzle and investigation of superheat dissipation casting for bloom continuous casing. Ironmak. Steelmak. 2016, 43, 228–233. [Google Scholar] [CrossRef]
- Sun, H.B.; Zhang, J.Q. Macrosegregation improvement by swirling flow nozzle for bloom continuous castings. Metall. Mater. Trans. B 2014, 45, 936–946. [Google Scholar] [CrossRef]
- Ren, B.Z.; Chen, D.F.; Wang, H.D.; Long, M.J.; Han, Z.W. Numerical simulation of fluid flow and solidification in bloom continuous casting mould with electromagnetic stirring. Ironmak. Steelmak. 2015, 42, 401–408. [Google Scholar] [CrossRef]
- Ren, B.Z.; Chen, D.F.; Wang, H.D.; Long, M.J. Numerical analysis of coupled turbulent flow and macroscopic solidification in a round bloom continuous casting mold with electromagnetic stirring. Steel Res. Int. 2015, 86, 1104–1115. [Google Scholar] [CrossRef]
- Hrenya, C.M.; Bolio, E.J.; Chakrabarti, D.; Sinclair, J.L. Comparison of low Reynolds number k-ε turbulence models in predicting fully developed pipe flow. Chem. Eng. Sci. 1995, 50, 1923–1941. [Google Scholar] [CrossRef]
- FLUENT 6.2-Theory Guide; Fluent Inc.: Lebanon, NH, USA, 2005.
- Spitzer, K.H.; Dubke, M.; Schwerdtfeger, K. Rotational electromagnetic stirring in continuous casting of round strands. Metall. Mater. Trans. B 1986, 17, 119–131. [Google Scholar] [CrossRef]
- Poirier, D.R. Permeability for flow of interdendritic liquid in columnar-dendritic alloys. Metall. Mater. Trans. B 1987, 18, 245–255. [Google Scholar] [CrossRef]
- Deng, A.Y.; Xu, L.; Wang, E.G.; He, J.C. Numerical analysis of fluctuation behavior of steel/slag interface in continuous casting mold with static magnetic field. J. Iron Steel Res. Int. 2014, 21, 809–816. [Google Scholar] [CrossRef]
- Wang, W.W.; Zhang, J.Q.; Chen, S.Q.; Dong, J.M. Effect of nozzle outlet angle on the fluid flow and level fluctuation in a bloom casting mould. J. Univ. Sci. Technol. Beijing 2007, 29, 816. (In Chinese) [Google Scholar]
- Lai, K.Y.M.; Salcudean, M.; Tanaka, S.; Guthrie, R.I.L. Mathematical modeling of flows in large tundish systems in steelmaking. Metall. Mater. Trans. B 1986, 17, 449–459. [Google Scholar] [CrossRef]
- Alizadeh, M.; Jenabali, J.A.; Abouali, O. A new semi-analytical model for prediction of the strand surface temperature in the continuous casting of steel in the mold region. ISIJ Int. 2008, 48, 161–169. [Google Scholar] [CrossRef]
- Park, J.K.; Thomas, B.G.; Samarasekera, I.V. Analysis of thermomechanical behaviour in billet casting with different mould corner radii. Ironmak. Steelmak. 2002, 29, 359–375. [Google Scholar] [CrossRef]
- Morales, R.D.; Pez, A.G.; Olivares, I.M. Heat transfer analysis during water spray cooling of steel rods. ISIJ Int. 1990, 30, 48–57. [Google Scholar] [CrossRef]
- Li, B.; Tsukihashi, F. Vortexing flow patterns in a water model of slab continuous casting mold. ISIJ Int. 2005, 45, 30–36. [Google Scholar] [CrossRef]
- Fang, Q.; Ni, H.W.; Wang, B.; Zhang, H.; Ye, F. Effects of EMS Induced Flow on Solidification and Solute Transport in Bloom Mold. Metals 2017, 7, 72. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C2 | E | D | ||||||
|---|---|---|---|---|---|---|---|---|
| 1.92 | 1.3 | 1.0 | 0.09 | 1 |
| Parameter | Value |
|---|---|
| Section size, mm2 | 280 × 380 |
| Mold length, mm | 700 |
| Casting speed, m/min | 0.63 |
| Calculation length, mm | 1230 |
| Casting temperature, K | 1765.15 |
| Water quantity in mold, L/min | 2600 |
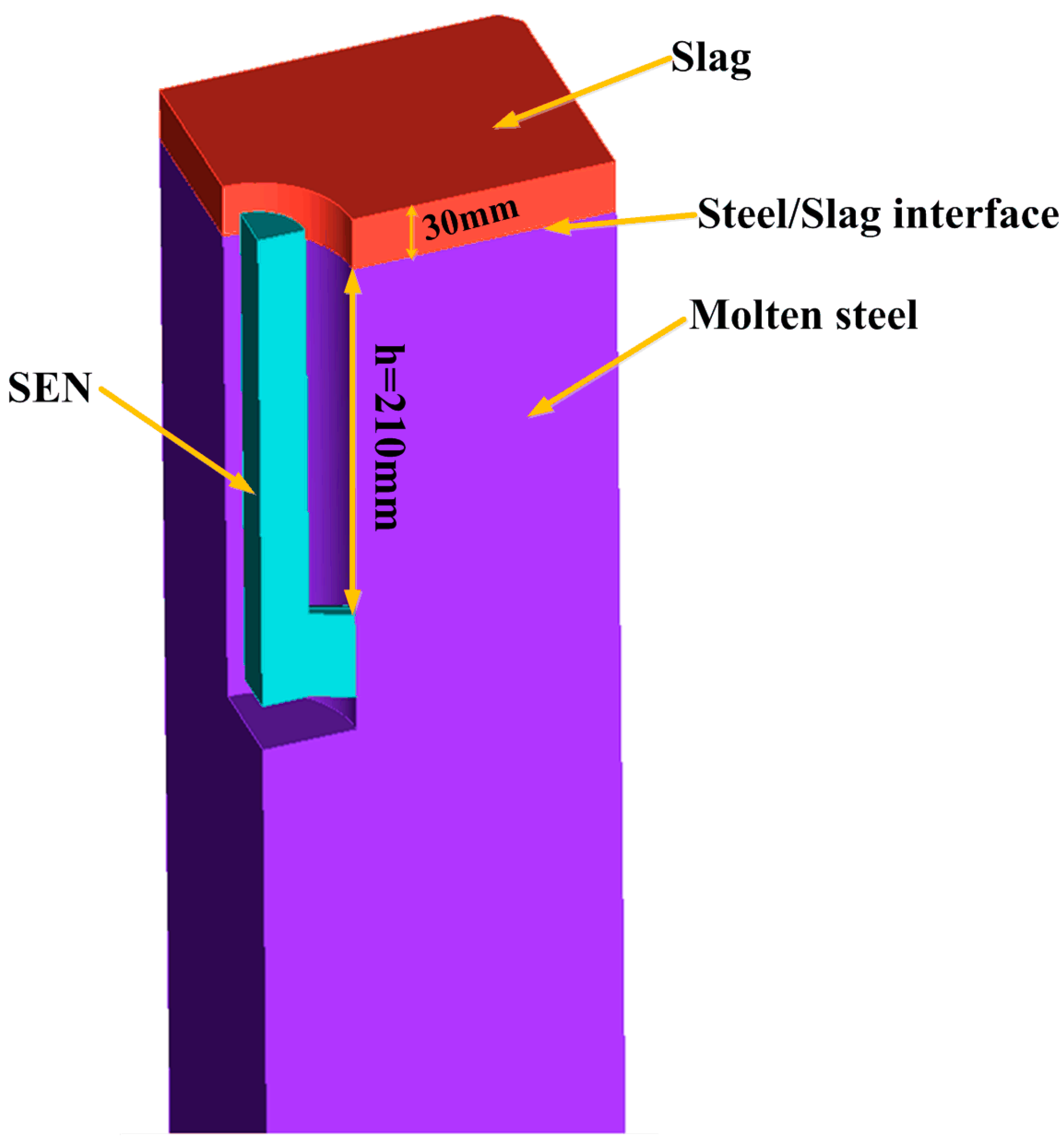
| Thickness of slag film, mm | 30 |
| Current intensity of M-EMS, A | 600 |
| Operating frequency of M-EMS, Hz | 2.0 |
| EMS center, mm | 420 |
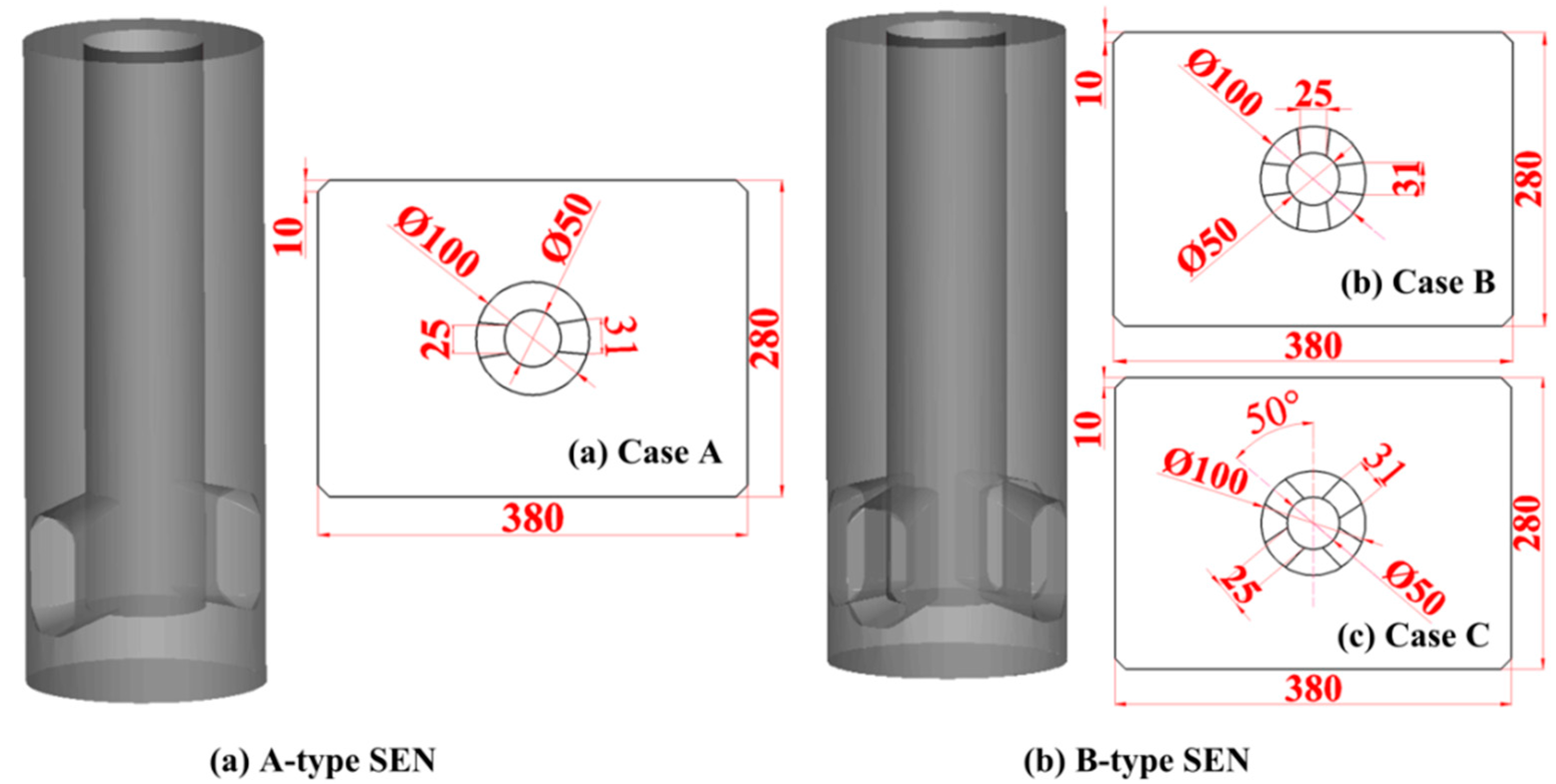
| Mold chamfer dimension, mm | 10 |
| Parameter | Value |
|---|---|
| Density of steel, kg/m3 | 7020 |
| Density of slag, kg/m3 | 2700 |
| Viscosity of steel, Pas | Figure 4a |
| Viscosity of slag, Pas | 0.2 |
| Thermal conductivity of steel, | Figure 4b |
| Specific heat, J/Kg/K | 750 |
| Solidus temperature, K | 1643 |
| Liquidus temperature, K | 1737 |
| Latent heat, J/kg | 272,000 |
| Electric conductivity, | 7.14 |
| Steel/slag interface tension coefficient, N/m | 1.4 |
| SEN Conditions | Level Height, mm | |||
|---|---|---|---|---|
| 1# | 2# | 3# | 4# | |
| A-type SEN | 1.2 | 1.0 | 1.1 | 0.2 |
| B-type SEN orthogonal | 0.8 | 0.7 | 0.5 | 0.5 |
| B-type SEN diagonal | 0.2 | 0.2 | 0.7 | 0.4 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fang, Q.; Ni, H.; Zhang, H.; Wang, B.; Lv, Z. The Effects of a Submerged Entry Nozzle on Flow and Initial Solidification in a Continuous Casting Bloom Mold with Electromagnetic Stirring. Metals 2017, 7, 146. https://doi.org/10.3390/met7040146
Fang Q, Ni H, Zhang H, Wang B, Lv Z. The Effects of a Submerged Entry Nozzle on Flow and Initial Solidification in a Continuous Casting Bloom Mold with Electromagnetic Stirring. Metals. 2017; 7(4):146. https://doi.org/10.3390/met7040146
Chicago/Turabian StyleFang, Qing, Hongwei Ni, Hua Zhang, Bao Wang, and Zean Lv. 2017. "The Effects of a Submerged Entry Nozzle on Flow and Initial Solidification in a Continuous Casting Bloom Mold with Electromagnetic Stirring" Metals 7, no. 4: 146. https://doi.org/10.3390/met7040146
APA StyleFang, Q., Ni, H., Zhang, H., Wang, B., & Lv, Z. (2017). The Effects of a Submerged Entry Nozzle on Flow and Initial Solidification in a Continuous Casting Bloom Mold with Electromagnetic Stirring. Metals, 7(4), 146. https://doi.org/10.3390/met7040146