Effect of Parameters on Internal Crack Healing in 30Cr2Ni4MoV Steel for 600-Ton Ultra-Super Ingots

Abstract
:1. Introduction
2. Experimental Procedure
2.1. Pre-Crack Method
2.2. Crack Healing Tests
3. Results and Discussion
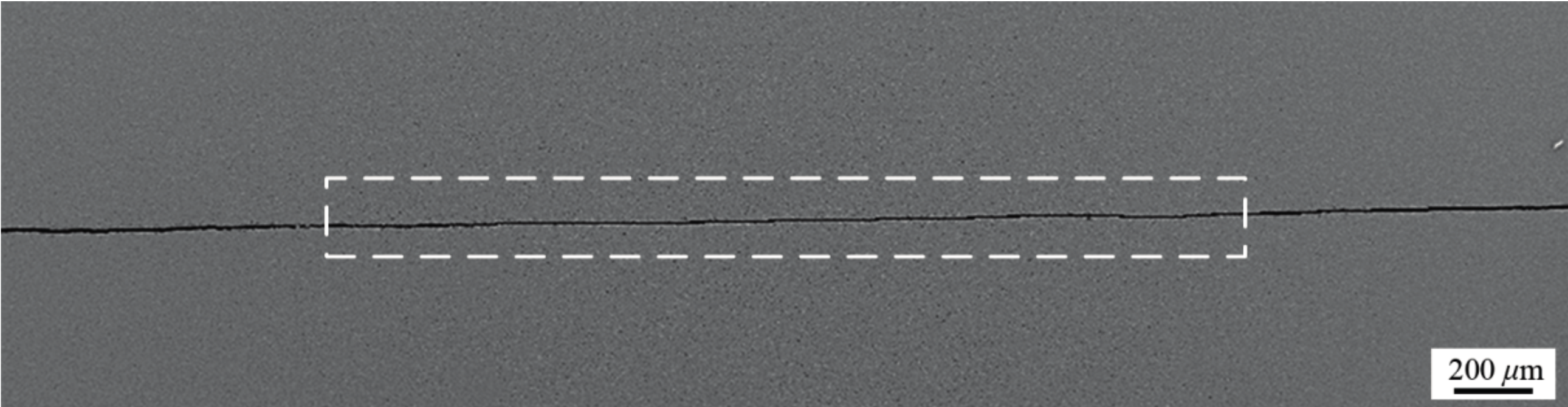
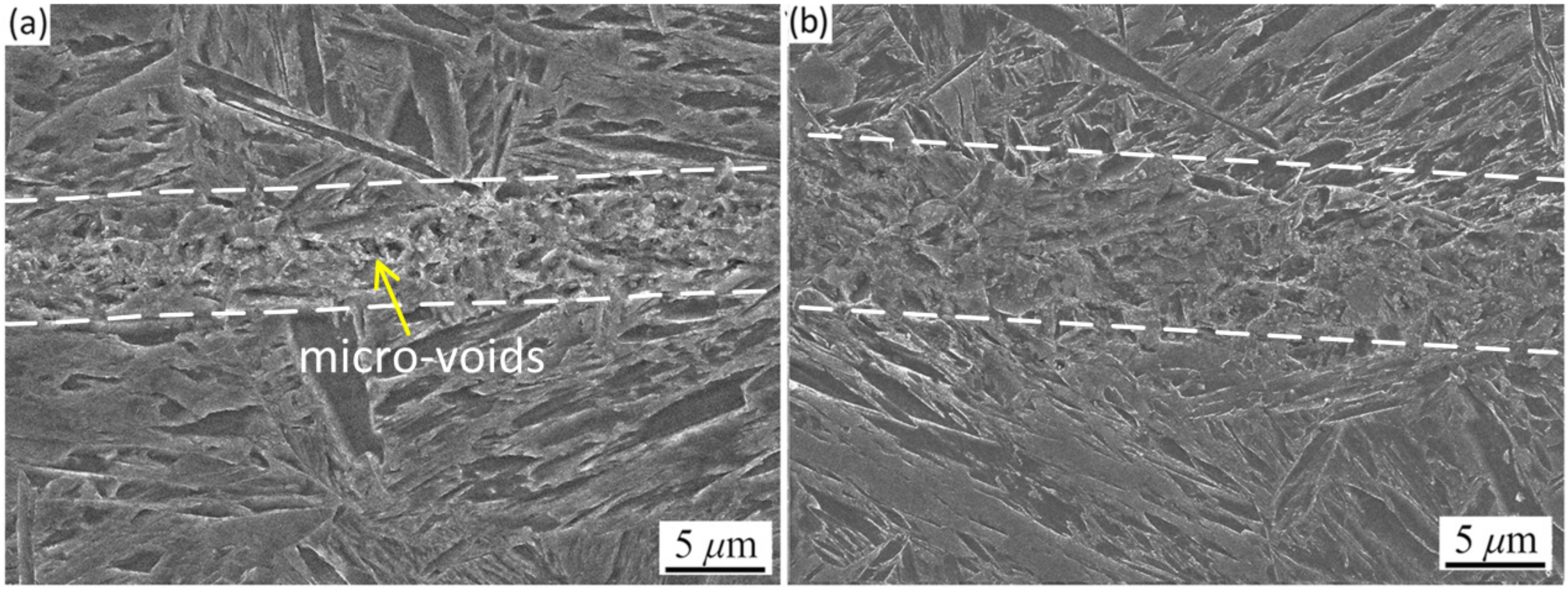
3.1. Pre-Crack Morphology
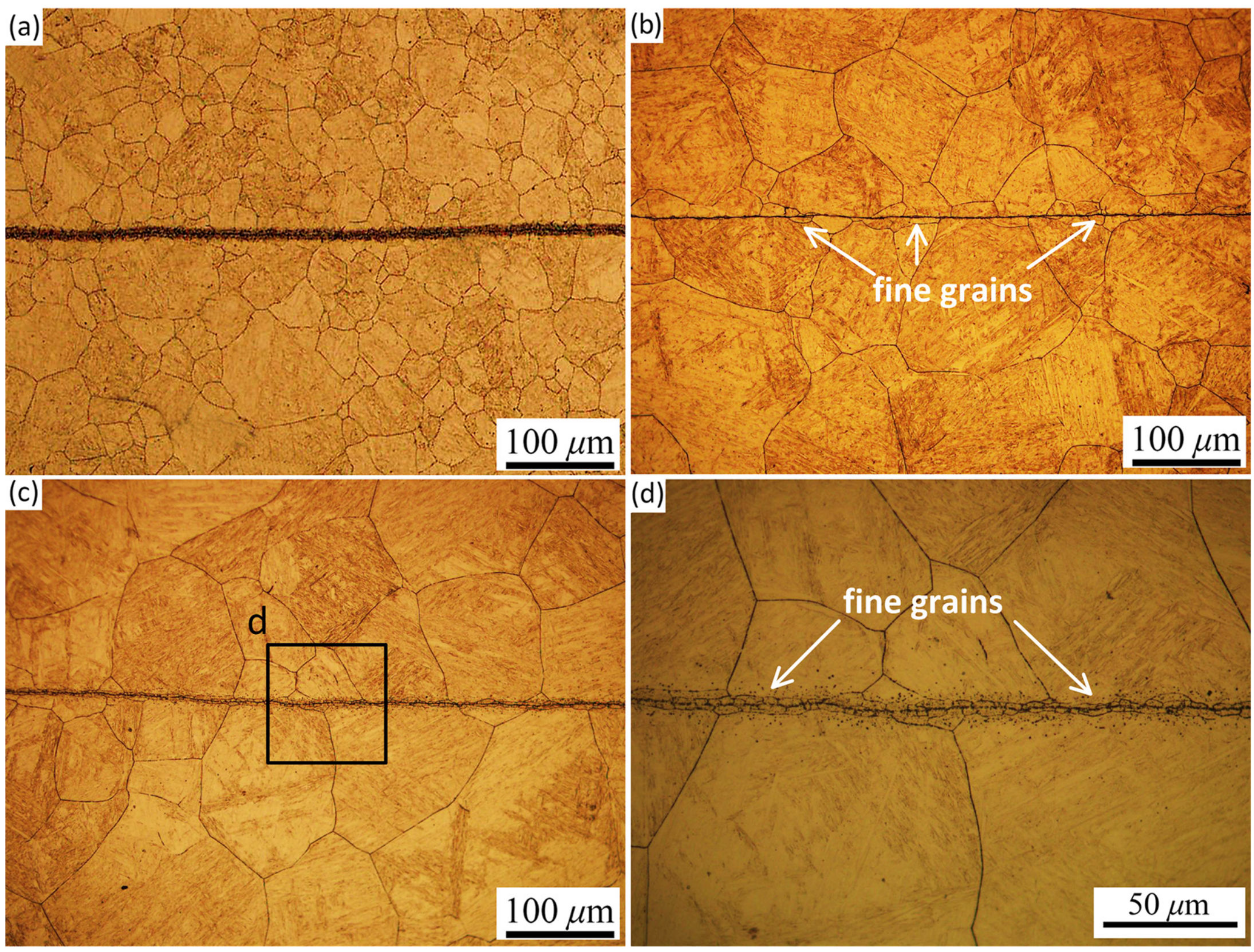
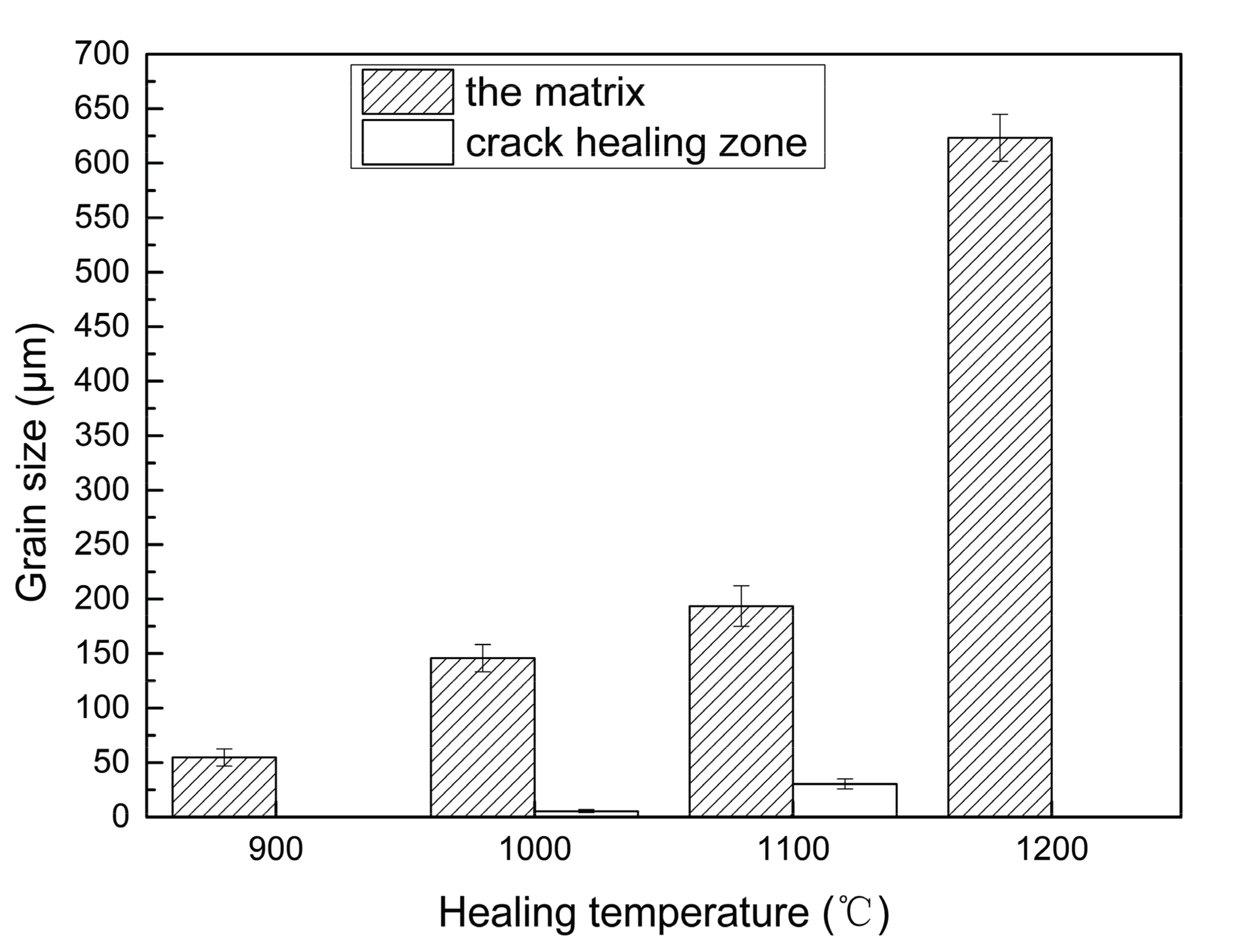
3.2. Influence of the Healing Temperature
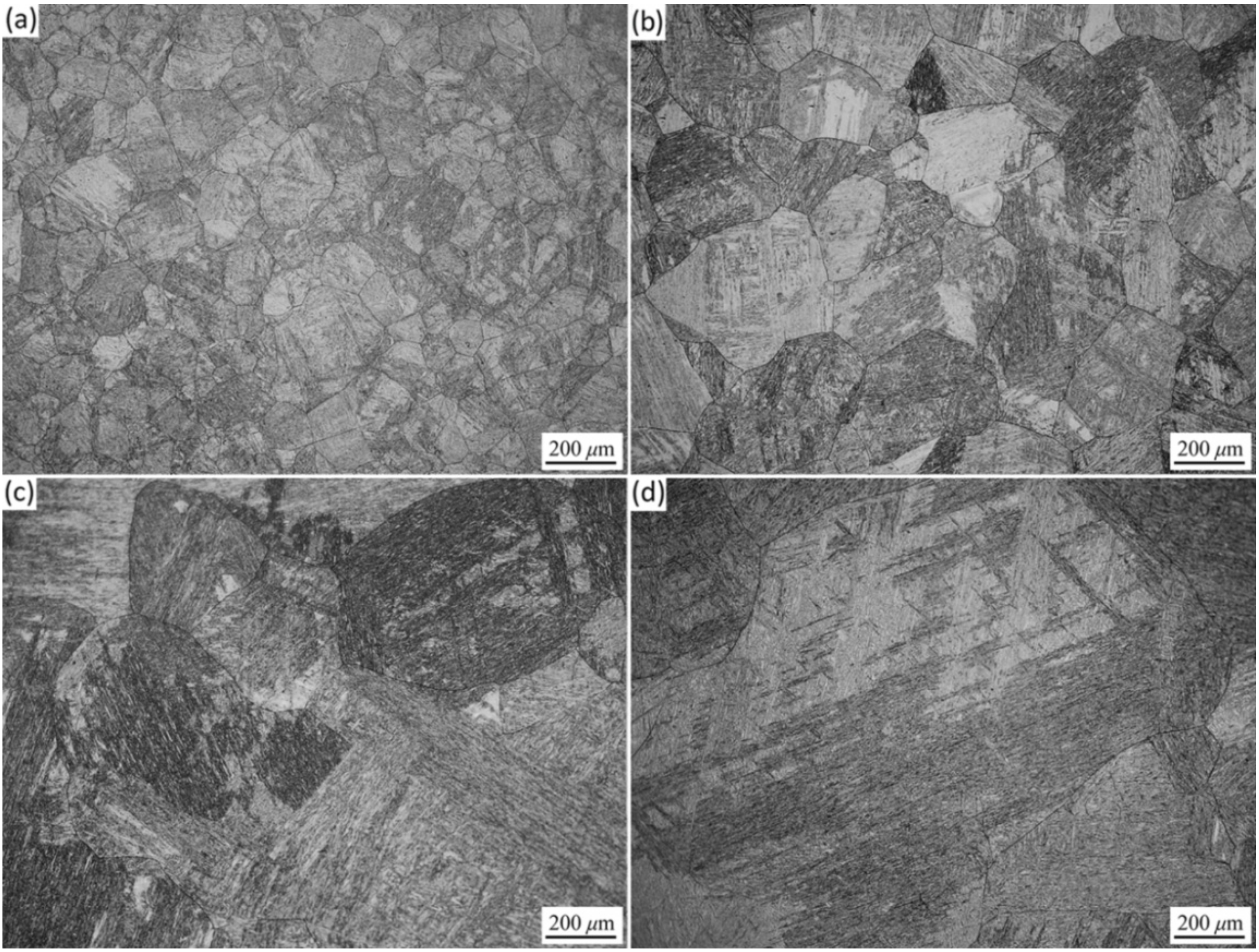
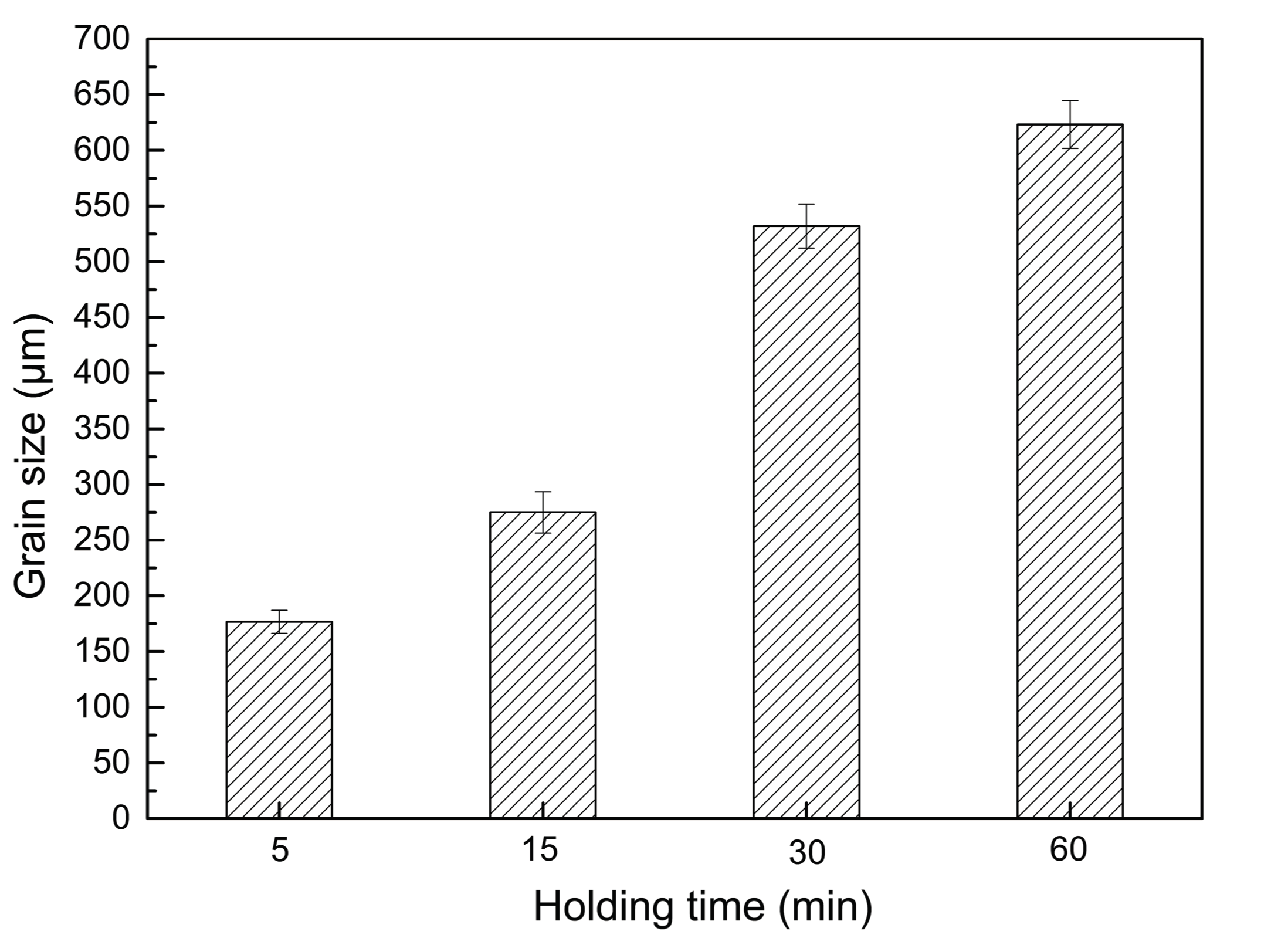
3.3. Influence of the Holding Time
3.4. Influence of the Reduction Ratio
3.5. Influence of the Strain Rate
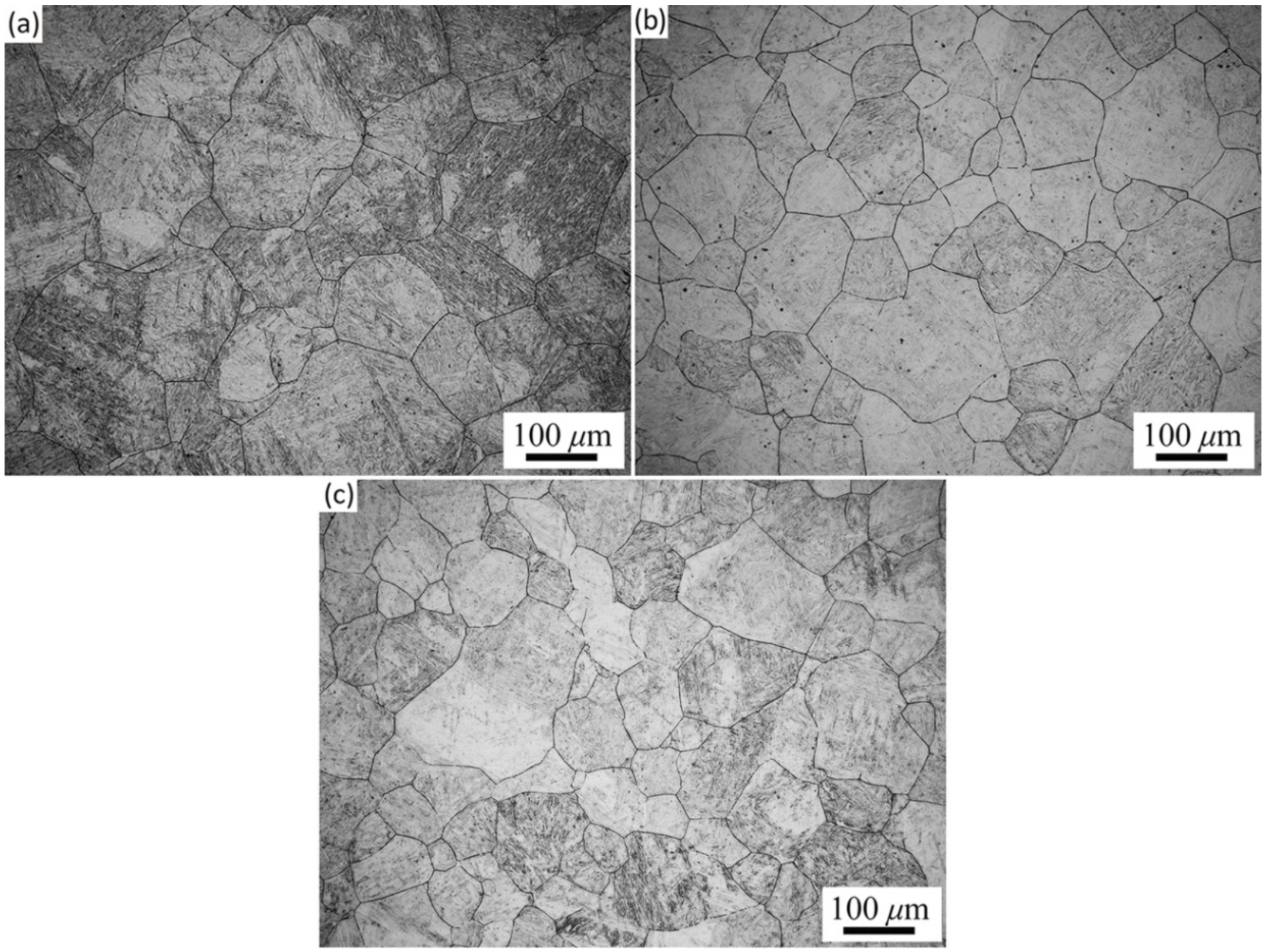
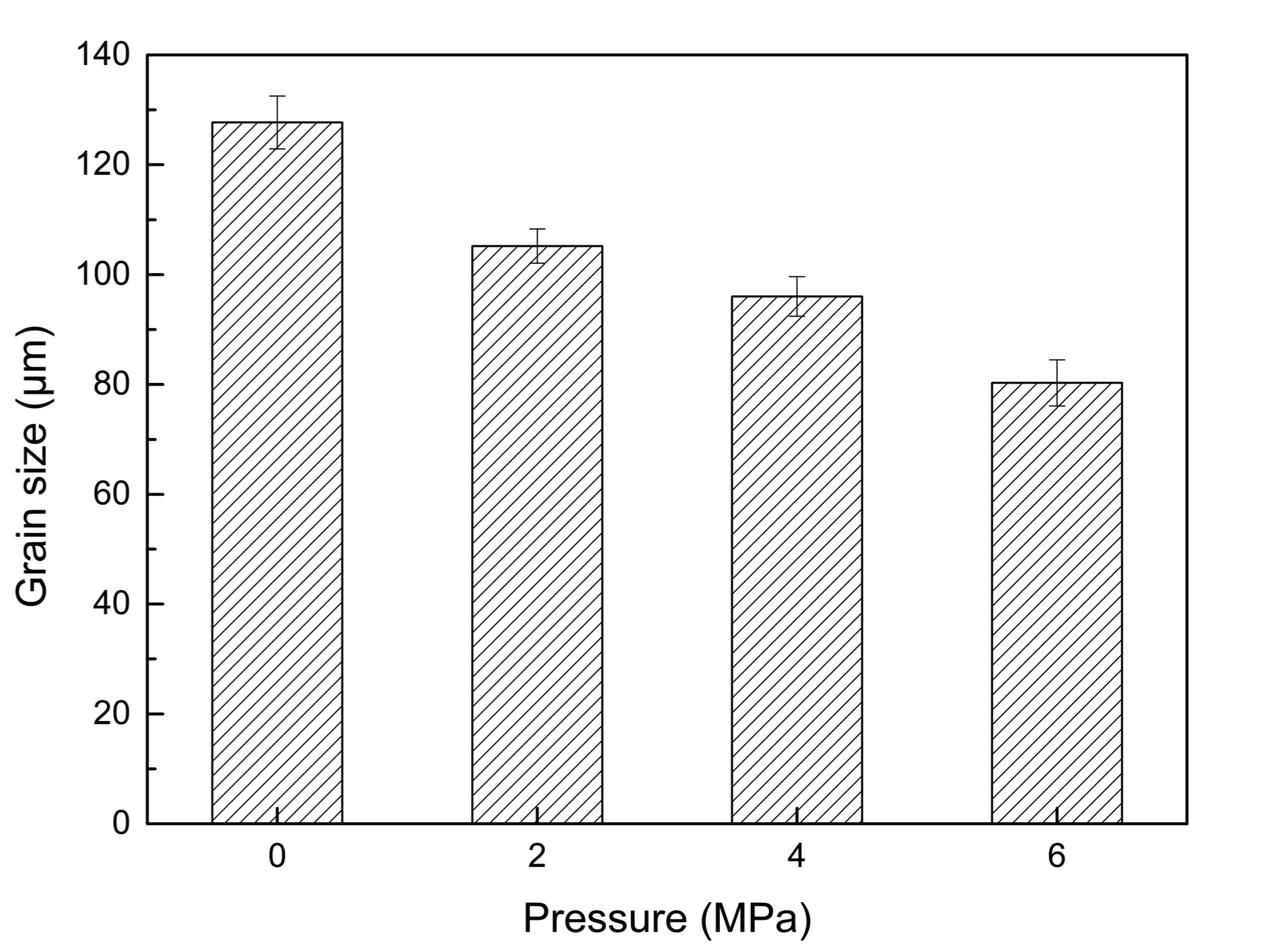
3.6. Influence of Hot Pressure
4. Conclusions
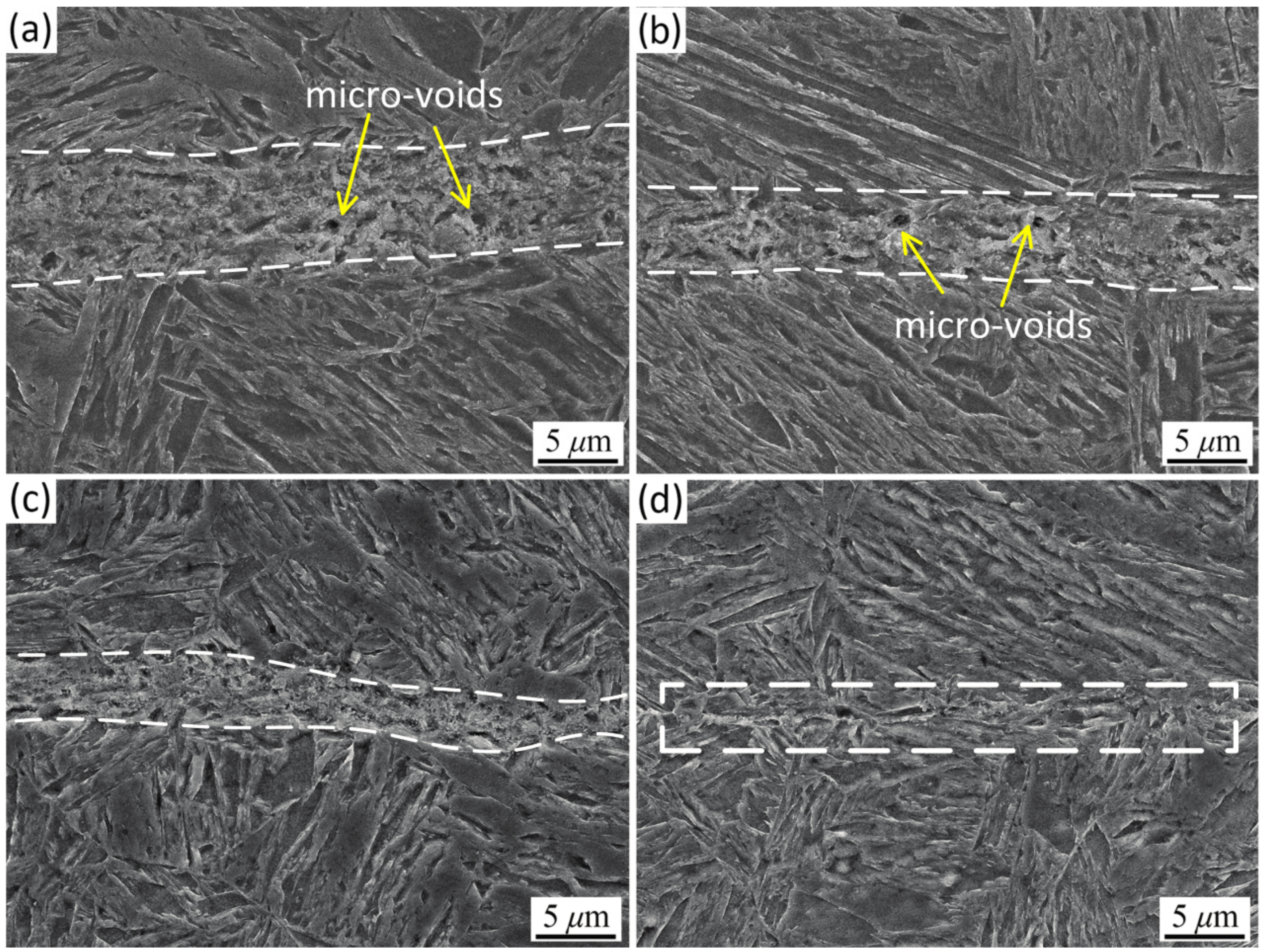
- The crack healing degree increased with increasing healing temperature, holding time, reduction ratio, and hot pressure, and with decreasing strain rate. To avoid grain coarsening of the matrix, the internal crack healing in large, heavy forgings of 30Cr2Ni4MoV steel should be conducted at less than 1200 °C.
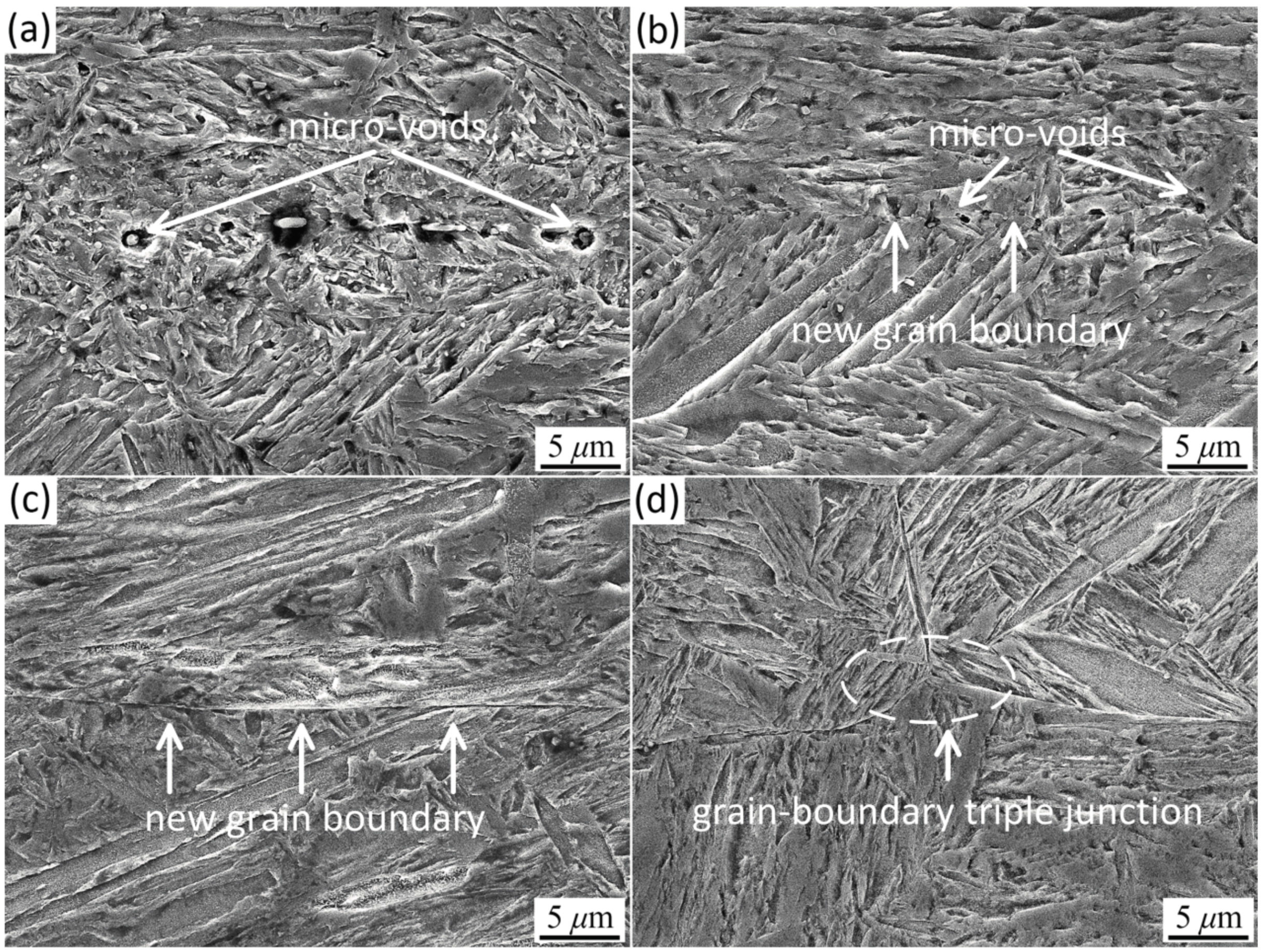
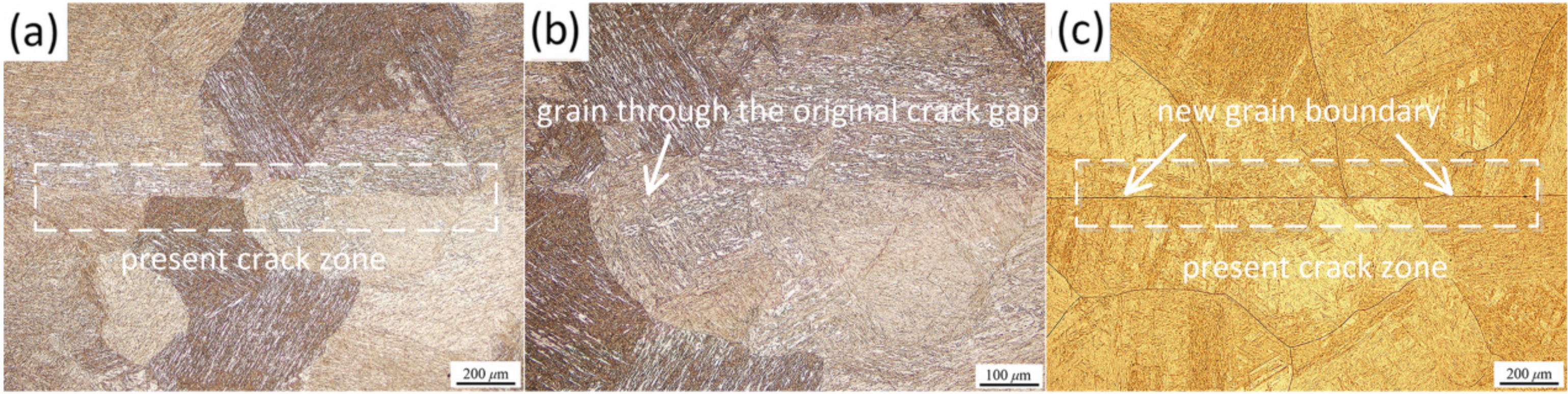
- During the microstructure homogenization, an interesting phenomenon was discovered: a new grain boundary generated at the center of the crack healing zone along the direction of the pre-crack. With increasing holding time, some parts of the new grain boundary became curved and turned into grain-boundary triple junctions, and several grains grew up across the original pre-crack gap.
- When the internal crack healing was conducted using the hot deformation method, workpieces should continue to be heated at higher temperatures for a period of time after hot deformation to promote the microstructure homogenization.
- Hot pressure in the high-temperature elastic zone of the materials not only promoted the rapid crack filling but also prevented the grains of the matrix from coarsening during the crack healing at elevated temperatures. The new method of hot pressure in the high-temperature elastic zone can be used for internal crack healing, and the compressive loads should be applied normal to the internal crack faces.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Chen, M.L.; Lin, Y.C.; Chen, K.H. Evolution of elliptic-cylindrical and circular-cylindrical voids inside power viscous solids. Int. J. Plast. 2014, 53, 206–227. [Google Scholar] [CrossRef]
- Smith, W.F.; Hashemi, J. Foundations of Material Science and Engineering, 5th ed.; McGraw-Hill: New York, NY, USA, 2009. [Google Scholar]
- Xin, R.S.; Ma, Q.X.; Guo, D.D.; Li, W.Q. Restoration of impact properties of internal crack healing in a low carbon steel. Mater. Sci. Eng. A 2017, 682, 433–440. [Google Scholar] [CrossRef]
- Xin, R.S.; Ma, Q.X.; Li, W.Q. Microstructure and mechanical properties of internal crack healing in a low carbon steel. Mater. Sci. Eng. A 2016, 662, 65–71. [Google Scholar] [CrossRef]
- Griffith, A.A. The phenomena of rupture and flow in solids. Philos. Trans. R. Soc. Lond. Ser. A 1920, 221, 163–198. [Google Scholar] [CrossRef]
- Tang, Y.P.; Hosoi, A.; Morita, Y.; Ju, Y. Restoration of fatigue damage in stainless steel by high-density electric current. Int. J. Fatigue 2013, 56, 69–74. [Google Scholar] [CrossRef]
- Zhang, H.L.; Sun, J. Diffusive healing of intergranular fatigue microcracks in iron during annealing. Mater. Sci. Eng. A 2004, 382, 171–180. [Google Scholar] [CrossRef]
- Yu, H.L.; Tieu, A.K.; Lu, C.; Godbole, A. Investigation of closure of internal cracks during rolling by FE model considering crack surface roughness. Int. J. Adv. Manuf. Technol. 2014, 75, 1633–1640. [Google Scholar] [CrossRef]
- Xu, G.Q.; Demkowicz, M.J. Healing of nanocrakcs by disclinations. Phys. Rev. Lett. 2013, 111, 145501. [Google Scholar] [CrossRef] [PubMed]
- Yu, H.L.; Liu, X.H.; Li, X.W. Crack healing in a low-carbon steel under hot plastic deformation. Metall. Mater. Trans. A 2014, 45, 1001–1009. [Google Scholar] [CrossRef]
- Li, Y.; Han, J.T.; Zhang, Y.J. Crack healing behavior of 12% Cr ultra-super-critical rotor steel. Adv. Mater. Res. 2011, 152–153, 248–253. [Google Scholar] [CrossRef]
- Dong, C.F.; Li, X.G.; Shen, Z.S. Study on crack healing of hydrogen attack in carbon steel by heat treatment. Corrosion 2003, 59, 401–406. [Google Scholar] [CrossRef]
- Xiao, Y.H.; Fu, M.S.; Yuan, S. Research on the inner crack healing of 45 steel by heat treatment. Heat Treat. Met. 2005, 30, 83–85. [Google Scholar]
- Zheng, X.G.; Shi, Y.N.; Lu, K. Electro-healing cracks in nickel. Mater. Sci. Eng. A 2013, 561, 52–59. [Google Scholar] [CrossRef]
- Zheng, X.G.; Shi, Y.N.; Lou, L.H. Healing process of casting pores in a Ni-based superalloy by hot isostatic pressing. J. Mater. Sci. Technol. 2015, 31, 1151–1157. [Google Scholar] [CrossRef]
- Han, J.T.; Zhao, G.; Cao, Q.X. Discovery of inner crack recovery and its structure change in 20MnMo steel. Acta Metall. Sin. 1996, 32, 723–729. [Google Scholar]
- Li, W.Q.; Ma, Q.X. Constitutive modeling for investigating the effects of friction on rheological behavior during hot deformation. Mater. Des. 2016, 97, 64–72. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Ni | Mo | V | Mn | Si | S | P |
|---|---|---|---|---|---|---|---|---|
| 0.24 | 1.72 | 3.65 | 0.40 | 0.093 | 0.28 | 0.03 | 0.03 | 0.005 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xin, R.; Luo, J.; Ma, Q. Effect of Parameters on Internal Crack Healing in 30Cr2Ni4MoV Steel for 600-Ton Ultra-Super Ingots. Metals 2017, 7, 149. https://doi.org/10.3390/met7040149
Xin R, Luo J, Ma Q. Effect of Parameters on Internal Crack Healing in 30Cr2Ni4MoV Steel for 600-Ton Ultra-Super Ingots. Metals. 2017; 7(4):149. https://doi.org/10.3390/met7040149
Chicago/Turabian StyleXin, Ruishan, Jianbin Luo, and Qingxian Ma. 2017. "Effect of Parameters on Internal Crack Healing in 30Cr2Ni4MoV Steel for 600-Ton Ultra-Super Ingots" Metals 7, no. 4: 149. https://doi.org/10.3390/met7040149
APA StyleXin, R., Luo, J., & Ma, Q. (2017). Effect of Parameters on Internal Crack Healing in 30Cr2Ni4MoV Steel for 600-Ton Ultra-Super Ingots. Metals, 7(4), 149. https://doi.org/10.3390/met7040149