1. Introduction
In view of the ever-increasing pipeline and operating pressure, the development of high strength steels makes a significant contribution to pipeline project cost reduction. Increasing the strength of pipeline steel allows for the thickness of the pipeline walls to be significantly reduced, with a consequent reduction in weight and cost. The high strength, in combination with high toughness and formability, are important requirements for the pipeline steels [
1]. Many efforts have been made to improve the strength and performance of pipeline steels. The most effective method to improve the welding performance of pipeline steels is microalloying [
2,
3,
4,
5,
6,
7]. For example, adding Ti [
2,
3], adding Nb [
4,
5,
6], adding Mo and Cr [
7], etc.
Generally, there are four methods to produce steel pipes: fusion welding, electric resistance welding (ERW), seamless hot rolling, and double submerged arc welding (DSAW). The manufacturing procedures of ERW steel pipes begin with a coiled plate of steel of appropriate thickness and specific width to form a pipe that conforms to particular specifications. Steel ribbon is pulled through a series of rollers that gradually form it into a cylindrical tube. As the edges of the cylindrical plate come together, an electric charge is applied at proper points to heat the edges so they can be welded together [
8]. The conventional ERW manufacturing procedures of steel pipes and tubes are shown in
Figure 1.
ERW steel pipe production is high-speed and comparatively economical, because most of the process can be automated. ERW steel pipes have uniform wall thickness and outer dimensions, and they can be made with a wide range of specifications. Owing to these advantages, the production and application of ERW steel pipes have risen steadily in recent years. The performance requirements of steel pipes have continuously increased with the development of the oil and gas industry. There is strong demand to develop steel pipe with both high strength and excellent formability.
High-performance ERW steel pipes can substitute for seamless steel pipes in some cases, which can significantly reduce the engineering costs. However, it is difficult to obtain good performance by using the conventional ERW process. The reason is that ERW steel pipes are manufactured by cold-roll forming of steel bands, and the ductility of steel pipes is inevitably inferior to that of the steel band due to the work hardening of cold roll forming. Furthermore, the quench hardening caused by rapid cooling after welding has the same effect on the mechanical properties of the steel pipe in the weld joint [
9]. Another weakness of the conventional ERW process is that the production flexibility of steel pipes with different specifications is limited by certain production lines. The main bottleneck to increasing the productivity of ERW steel pipe is the speed of the straight seam welding, which is much more notable when manufacturing small-diameter steel pipes. A manufacturing technique that involves reducing diameter of large ERW steel pipe is more efficient and reasonable, and could easily increase the productivity of small-diameter ERW steel pipes.
To improve the mechanical properties, the Kawasaki Steel Corporation developed a tube product called HISTORY (high-speed tube welding and optimum reducing technology) pipe [
10]. The HISTORY pipe not only has high strength, excellent formability, and uniformity of the seam hardness due to the realization of ultrafine microstructure and tiny, dispersed, and spheroid cementite in the stretch reducer, but also features high productivity and flexibility of production by applying a stretch-reducing process to pipe-making [
11,
12].
The thermo-mechanical control process (TMCP) is very important to the microstructural control of high-performance products [
13]. Recently, a new generation of thermo-mechanical controlled process (NG-TMCP) for steel production was developed [
14], and it has been applied to all kinds of steel products (e.g., line pipe steels [
15]). The NG-TMCP takes the super on-line accelerated cooling (Super-OLAC) and the precise control of cooling routes by a heat-treatment on-line process (HOP) as core technologies. The NG-TMCP consists of an advanced accelerated cooling device with the purpose of reaching the highest cooling rates, as well as induction heating equipment for HOP [
16]. The steel products can obtain high strength by transformation strengthening, high toughness by refinement of the transformed microstructure, and reduce the alloying elements [
17].
In the conventional manufacturing technology of ERW steel pipes, off-line heat treatment is an essential procedure to enhance the mechanical properties, especially the impact performance of the weld joint. This process reduces the productivity and increases the costs of ERW steel pipe. A high-efficiency manufacturing technology for ERW steel pipe is presented based on a rapid on-line spray water cooling (OSWC) process in conjunction with the pipe reducing process. The manufacturing technology based on OSWC process can enhance the mechanical properties, improve the productivity and the flexibility of specifications, and decrease the cost of production. The microstructure and mechanical properties of ERW steel pipes produced by the OSWC process were investigated, and industrial tests were carried out to validate the technique.
4. Results and Discussion
The poor service conditions propose a high demand on the mechanical properties of high-grade oil steel pipe.
Table 2 shows the API standard of mechanical properties for J55-grade steel pipe. The ERW technology for producing high performance steel pipe is a complicated and systematic manufacturing process. We must make efforts to strictly control the chemical compositions and control the thermo-mechanical process to improve the mechanical properties and performance of steel pipes.
The chemical compositions of steel pipe are the foundation to obtaining excellent properties, including strength, plasticity, weldability, and toughness.
Table 6 shows the reported chemical compositions of J55-grade steels [
18,
21,
22,
23].
In the J55-grade steels, each element plays a role in determining the possible performance. The C content of J55-grade steels tends to be below 0.2%. The C content can affect the content of pearlite and improve the strength. However, with increased of C content, the relatively high amount of carbon zones plays a role in cavity and nucleation core formation owing to segregation, which leads to reduced plasticity and toughness and generates a significant difference between the longitudinal direction and transverse direction [
21]. Therefore, the carbon content must be decreased to ensure the plasticity and toughness of steel pipe.
Silicon (Si) can improve the yield strength, but it reduces the toughness. The Si content needs the right balance between strength and toughness within the range of 0.2% to 0.30% [
21]. The role of manganese (Mn) is mainly to reduce the transformation temperature from austenite to pearlite and ferrite and to refine the ferrite grain size. The addition of Mn within the range of 1% to 1.6% can improve the strength and toughness by the solution strengthening effect [
21].
S and P are harmful elements for steels, and easily generate MnS inclusions. They not only weaken the effect of Mn, but also reduce the impact property of steels in the transverse direction. Low S and P levels (<0.01%) not only ensure good weldability and the impact toughness at sub-zero temperature, but also improve the corrosion resistance of the steels [
24]. The addition of niobium (Nb) and vanadium (V) can refine the grains and strengthen the effect of precipitation. The addition of titanium (Ti) can improve the crystallization temperature of austenite, promote the refinement of grains, and improve the strength and toughness by precipitation strengthening. Moreover, the research of shows that the effect of combined additions of Nb, V, and Ti on the mechanical properties is far greater than their effects individually [
25].
The addition of copper (Cu) can improve the effect of precipitation strengthening of Nb and V and the corrosion resistance. The addition of nickel (Ni) mainly improves the toughness of ferrite and refines the grains [
21]. The addition of chromium (Cr) can improve the strength and corrosion resistance, but it reduces the plasticity and toughness of steels. Based on the published information in
Table 6, the main addition elements of J55 grade steel are C, Si, Mn, Nb, V, and Ti. The harmful elements S and P should be effectively controlled to be as low as possible to ensure excellent properties.
For a given chemical composition, the mechanical properties of steels are mainly determined by its microstructure and manufacturing process. In the conventional manufacturing technology of ERW steel pipe, a key process is to execute the heat treatment after welding. One purpose is to eliminate the residual welding stress, and another is to optimize the mechanical properties of steel pipes. The austenite is rapidly cooled to the transformation temperature zone during the controlled cooling process, which results in the refinement of ferrite. This is because the higher cooling rate can decrease the Ar
3 temperature, increase the nucleation, and restrain the growth of grains after phase transformation [
25].
The controlled OSWC process is a key procedure for ensuring the mechanical properties of ERW steel pipes. It can control the temperature history of the pipes and further affect the microstructure evolution and mechanical properties.
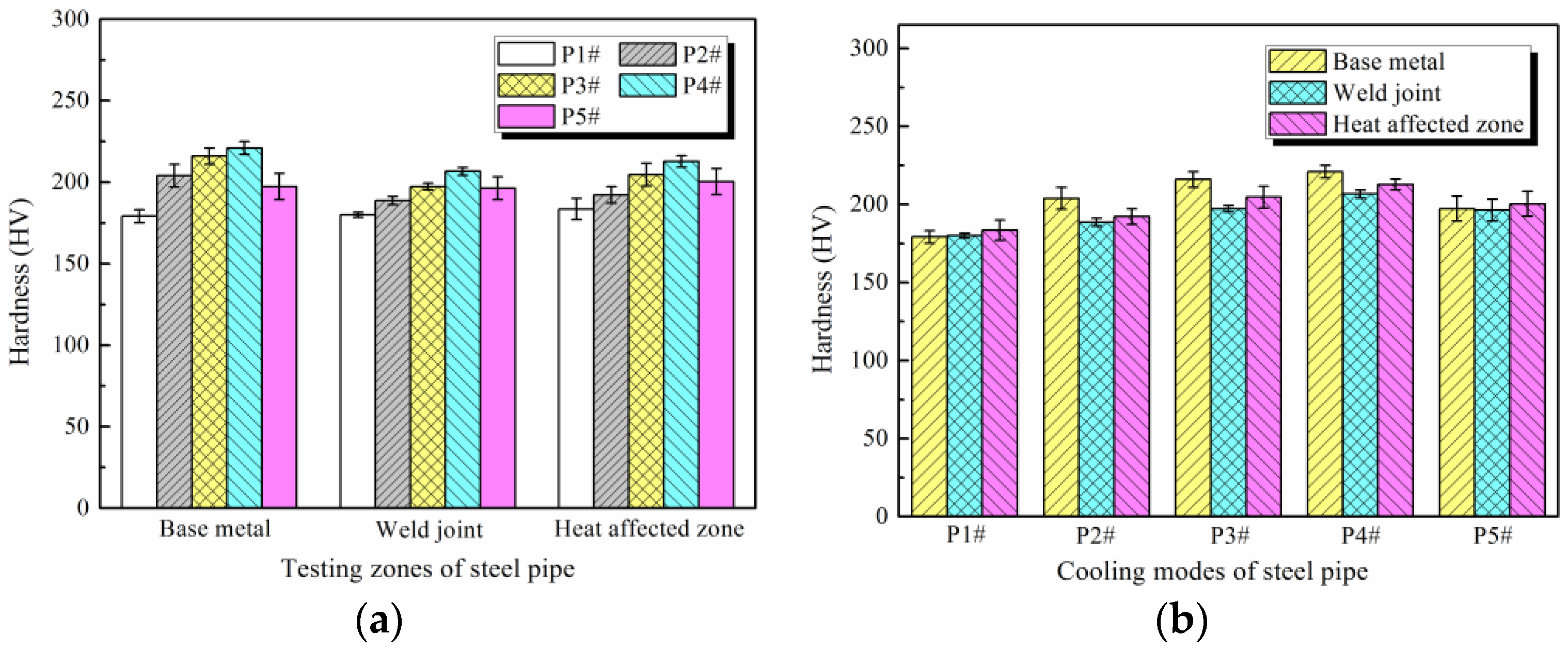
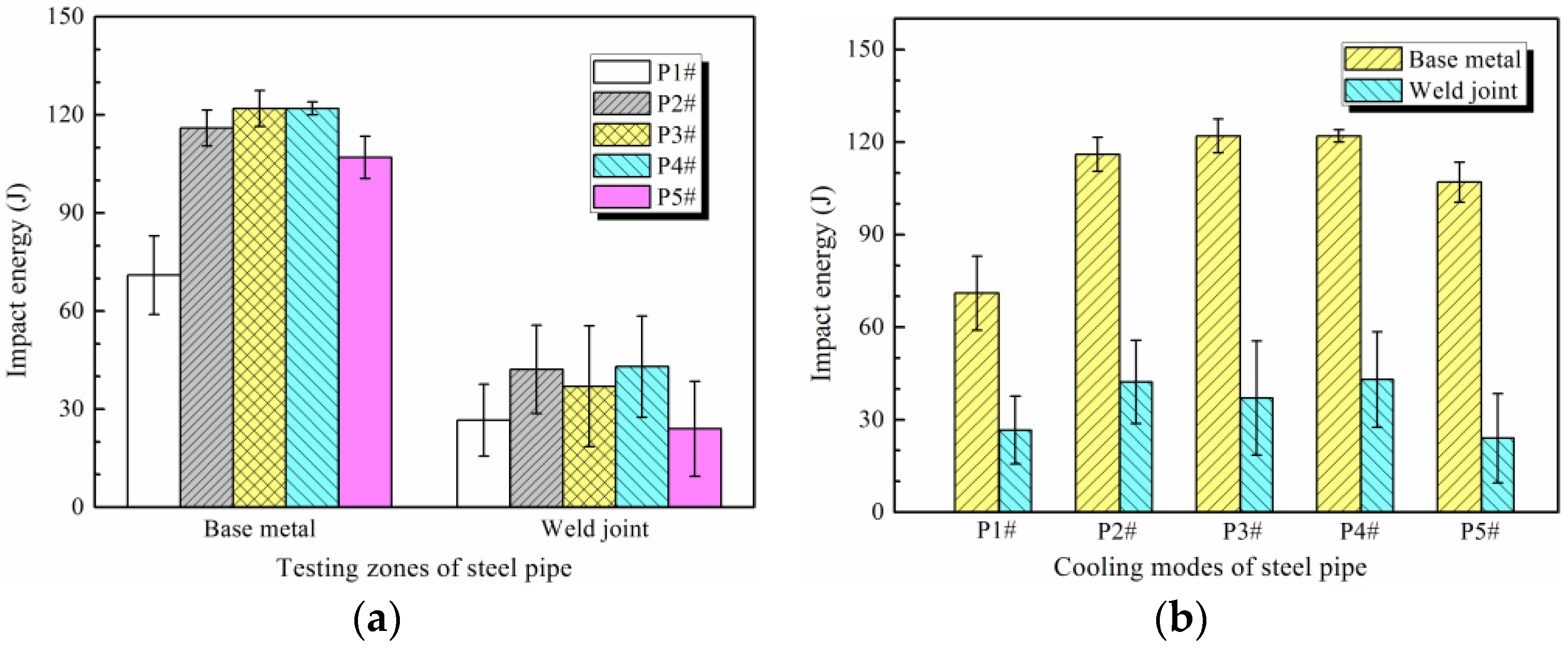
Figure 6 and
Figure 7, and
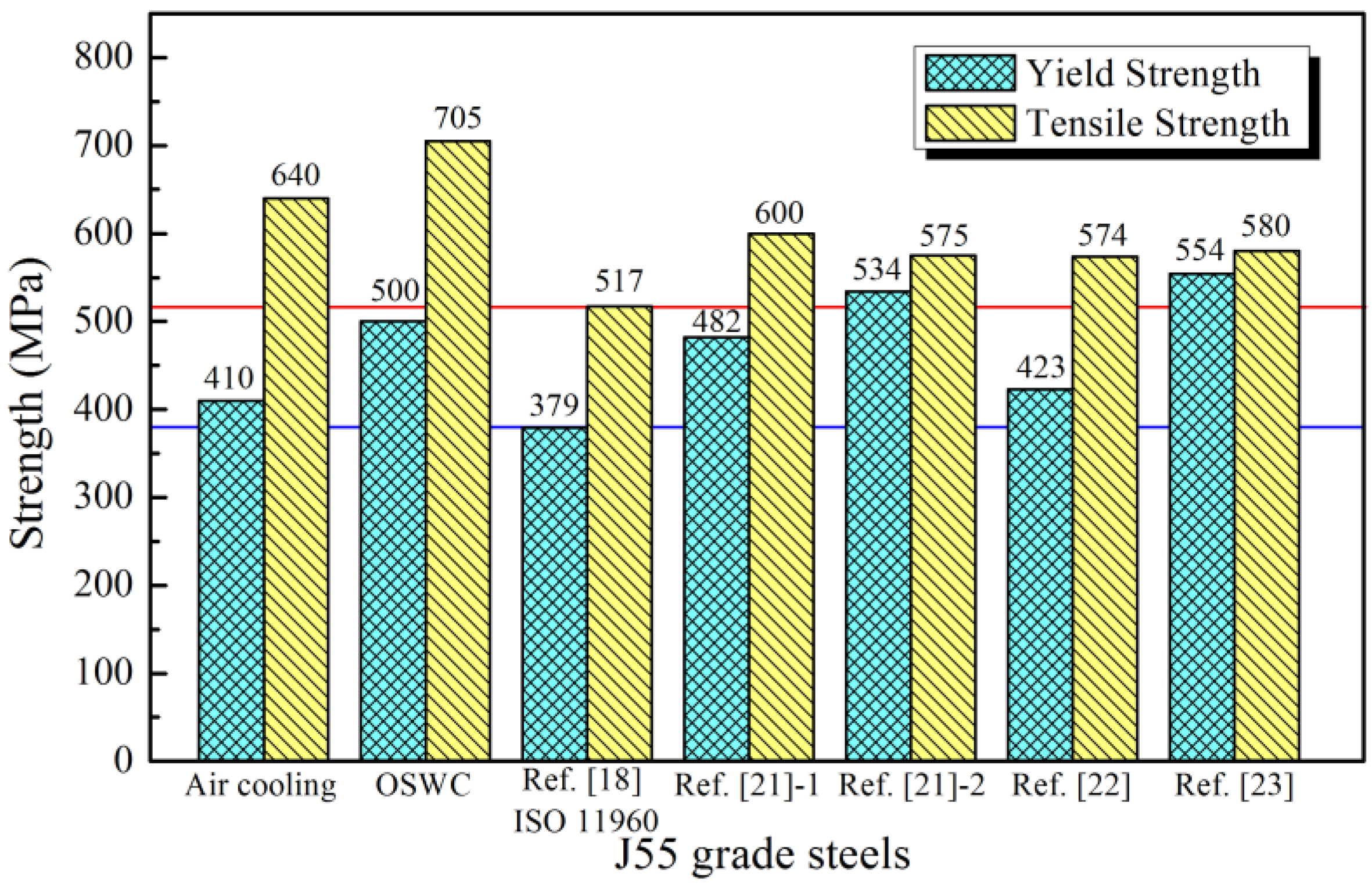
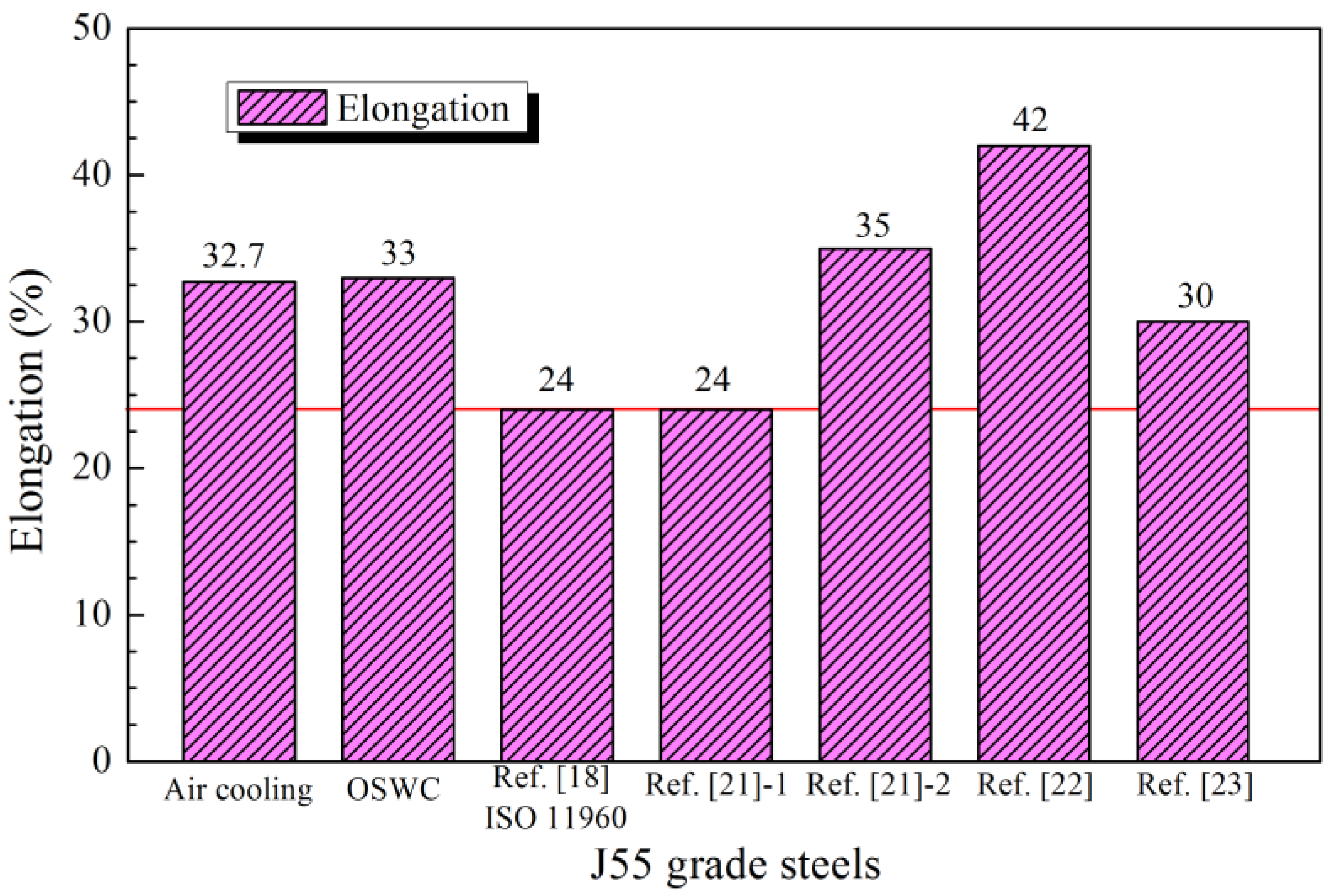
Table 4 show that the OSWC process can improve the mechanical properties of steel pipes in comparison with air cooling. To illustrate the effectiveness of the OSWC process, we compared the mechanical properties of steel pipe produced by the OSWC process with other published results. In industrial tests, the comprehensive mechanical properties of steel pipe produced by the P4# process are better than the others. The strength and elongation of J55-grade steels reported in the literature are shown in
Figure 10 and
Figure 11, respectively.
Figure 10 and
Figure 11 show that the reported mechanical properties of steels are qualified in comparison with the API standard [
18]. The steel pipe produced by the OSWC process obtains the best tensile strength among these J55-grade steels. The yield strength is 121 MPa higher than the API standard, and the elongation is 9% higher. High yield strength was also obtained in another study [
23], but the tensile strength was not very high, which led to a yield ratio of 0.96. There were also poor margins of plasticity and toughness. Therefore, the ERW steel pipe produced by the proposed OSWC process has better comprehensive mechanical properties than other J55-grade steels.
For the J55-grade steels, the microstructure is mainly composed of ferrite, pearlite, and their composite structures. The characteristics of the microstructure include grain size, content, shape, and distribution of ferrite and pearlite, as well as the inclusion type, size, shape, and distribution. These parameters determine the mechanical properties of the steels.
Figure 8 shows that the microstructure of the weld joints is obviously different from those of other ERW steel pipe. Although the microstructural streamlines of the welding joint have faded only a little, they do not disappear after undergoing the OSWC process. The grains sizes are refined significantly by the OSWC process. Grain refinement is beneficial for improving the properties of the weld joint and base metal. It improves both the effect of fine grain boundary strengthening and the low-temperature impact toughness of the steels [
24].
Table 4 and
Figure 7,
Figure 8 and
Figure 9 show that the enhancements of strength and impact toughness are caused by the grain refinement. However, the mechanical properties of the weld joint are still poorer than that of the steel pipe substrate, especially for the impact toughness. Constantly improving the impact performance of the weld joint is still an important research issue for ERW steel pipes.
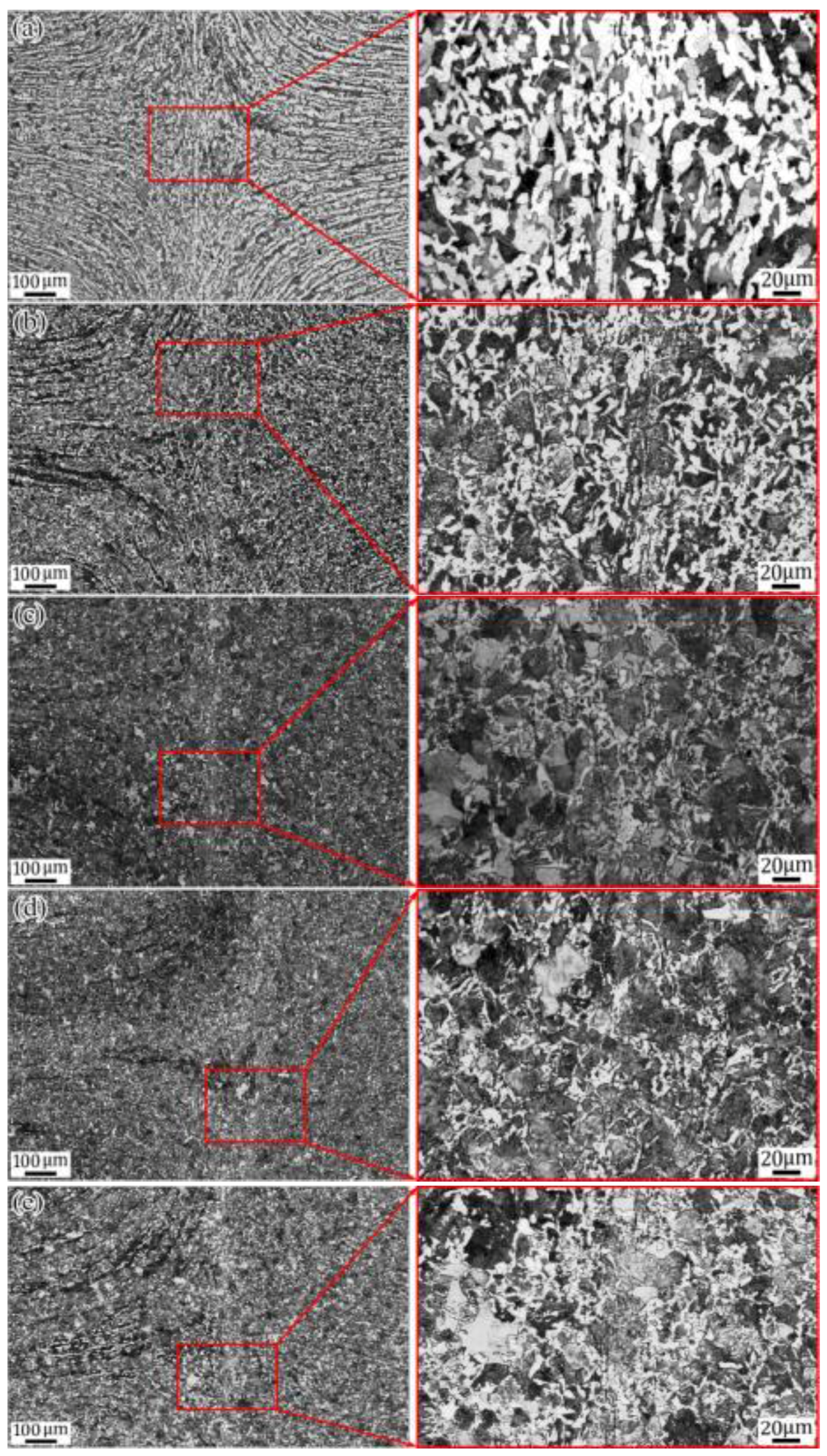
Similar to the weld joint, the microstructure of the outer range of the welding joint is also refined after undergoing the OSWC process. Moreover, the compositions of the microstructure of steel pipes produced by the OSWC process are different from that of air-cooled steel pipe. For a steel pipe produced by air cooling, the zonal microstructure is very evident in comparison with the OSWC-processed steel pipes. The extent of zonal structure decreases with the transformation temperature due to the relative difference of ferrite nucleation rates [
26]. In other words, the OSWC process can decrease the zonal structure of ferrite and pearlite because the rapid cooling reduces the transformation temperature of steels.
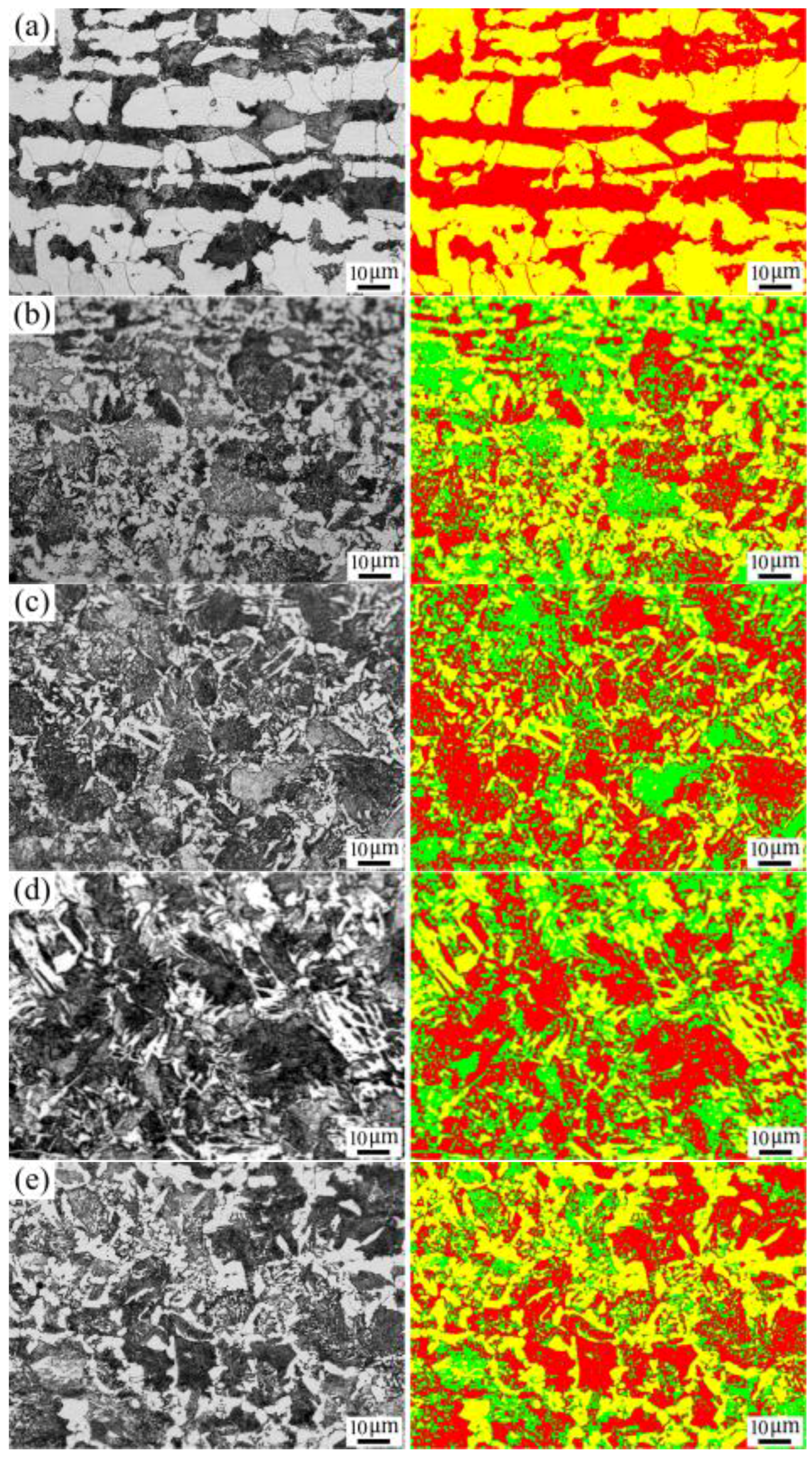
The microstructure terms for ferrite and pearlite were used as reference [
27] descriptions. Polygonal ferrite, acicular ferrite, and granular ferrite are denoted as PF, AF, and GF, respectively. The OSWC-process reduces the percentage of ferrite and pearlite, and they form composite structures. The composite microstructure can lead to a lower yield ratio, very high strength, and good ductility through the combination of different phases [
28]. This is why the yield ratio of steel pipe in this paper is superior to other published results, as
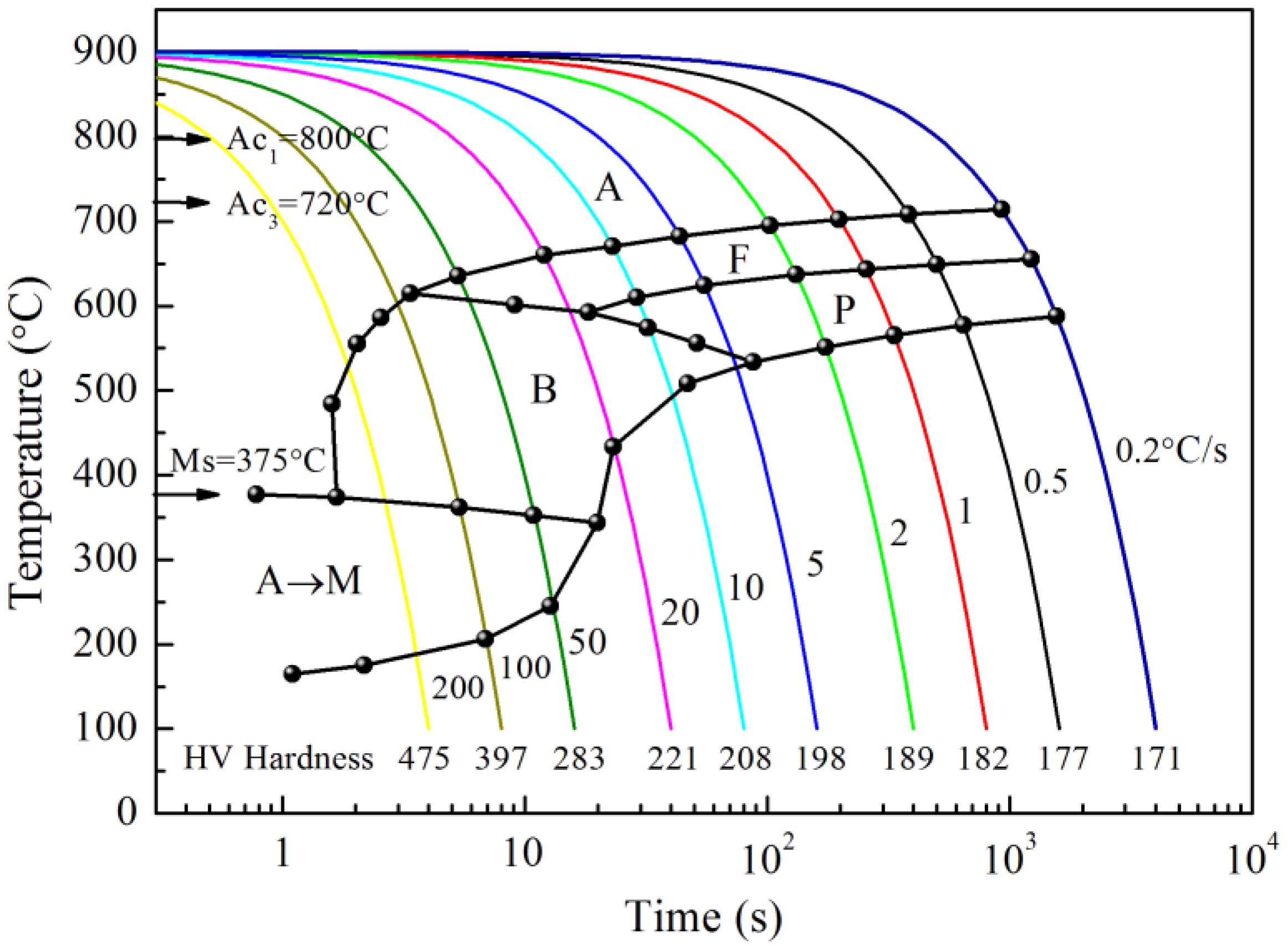
Figure 10 shows. Based on the CCT diagram of steel in
Figure 5, we can analyze the microstructure of J55 steel subjected to different OSWC processes. In industrial tests, the ERW steel pipes were deformed from Φ193.7 mm × 7.3 mm to Φ139.7 mm × 7.72 mm at high temperature before performing the OSWC process. The hot deformation leads to the CCT diagram moving toward the top left corner and promotes the AF transformation [
29,
30]. The deformation of austenite accelerates the transformation of ferrite and pearlite more markedly when the undercooling is lower in the earlier stages of transformation. The effect is increased with the increase of deformation. Furthermore, it has been reported that the ferrite mainly nucleates at the boundaries of the austenite grains and defects [
31]. The defects generated by deformation in the austenite increase the amount and rate of nucleation along the grain boundaries and refine the grains of ferrite and pearlite.
The effective refinement mainly happened in the austenite decomposition following the stretch-reduction-diameter process, owing to the formation of intragranular ferrite [
32]. The strength and toughness of the steels can be easily adjusted through the fraction of different types of ferrites in the matrix by optimizing the parameters of the OSWC process [
19,
33].
Figure 9 shows that the microstructure of steel subjected to the OSWC process is composed of AF, PF, pearlite, and their composite structures based on the CCT diagram. The transformation conditions of AF and PF are related to the cooling rate. The low cooling rate easily promotes the predominant formation of a mixture of PF and pearlite.
In addition, the controlled cooling temperature during the OSWC process has an important influence on the precipitation behaviors of Nb, V, and Ti contained in J55-grade steel. A higher cooling temperature results in the reduction of dissolved vanadium predominantly by complex precipitation epitaxially growing on Ti and V carbonitride. A lower controlled cooling temperature leads to the precipitation of a great deal of V(C, N) primarily by nucleation and greatly increases the undissolved amount [
34]. The precipitation type, size, shape, and distribution have an important influence on the mechanical properties of steels. Therefore, in order to obtain excellent properties, the precipitation characteristics of Nb, V, and Ti in austenite must be reasonably controlled during the OSWC process and phase transformation process of J55 ERW steel pipe.
For the same chemical compositions, the mechanical properties are mainly determined by the OSWC process and microstructure evolution. In the proposed manufacturing process, the microstructure of steel transforms into austenite due to the intermediate induction heating. If the on-line thermo-mechanical controlled cooling process can be precisely executed, the microstructure of steel pipe will be well refined, and the steel pipes will have high strength and excellent formability. The main strengthening methods of J55-grade steels are fine-grain strengthening and precipitation strengthening. The key points of industrial production are to control the precipitation behaviors of micro-alloy carbonitrides, the shape and size of deformed austenite, and its phase transformation by using the OSWC process. The undercooling and deformation also have an important impact on the microstructure of ferrite, which should be fully considered during the OSWC process.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}