
Influence of Solution Treatment Temperature on Microstructural Properties of an Industrially Forged UNS S32750/1.4410/F53 Super Duplex Stainless Steel (SDSS) Alloy

 ,
,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
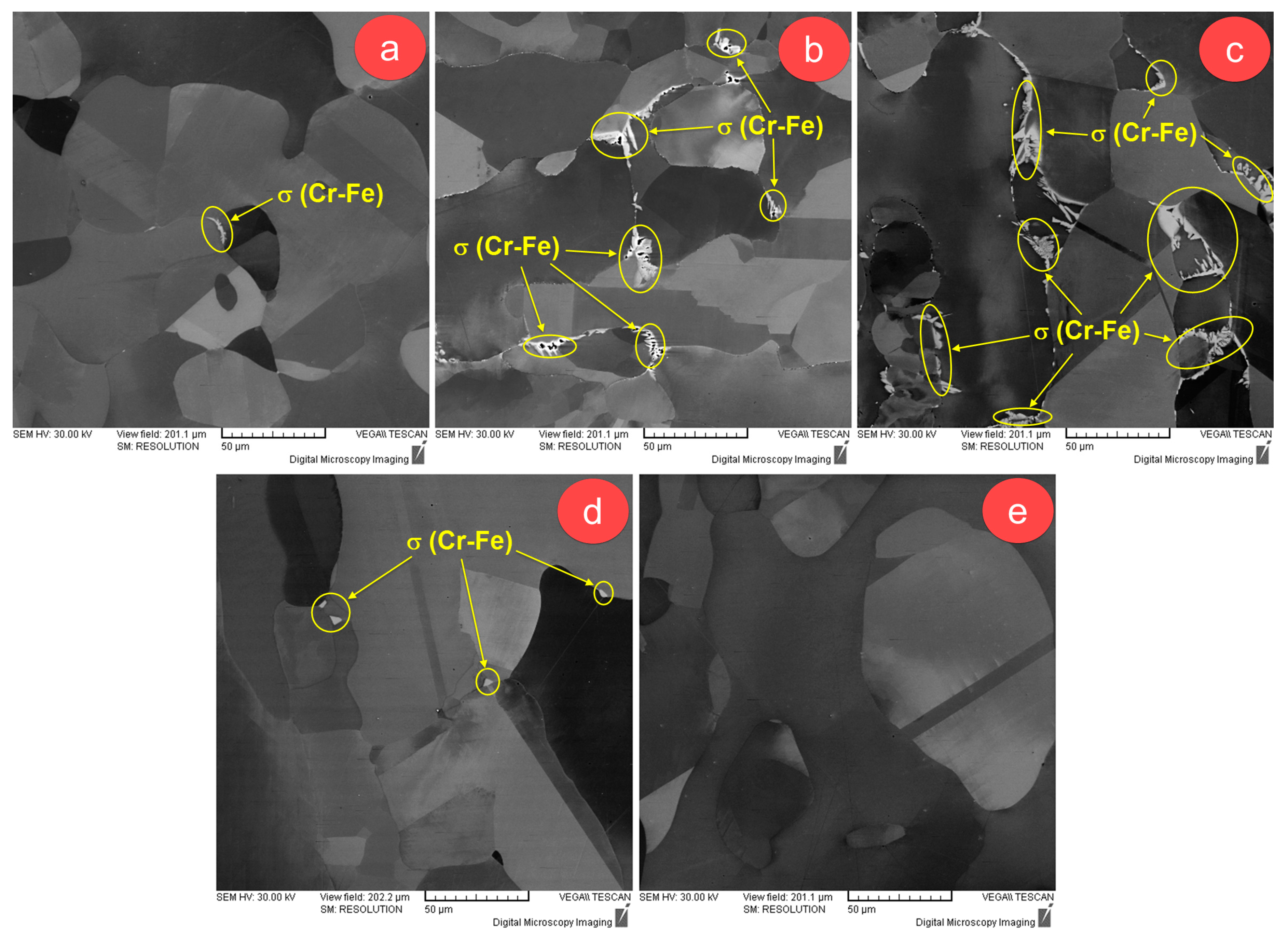
- the main positive effect of solution treatment is represented by the possibility to control the σ phase fraction, a solution treatment temperature above 1100 °C assures obtaining microstructures with no σ phase;
- a maximum σ phase fraction, close to 0.73 ± 0.05%, is obtained for a solution treatment temperature of 900 °C;
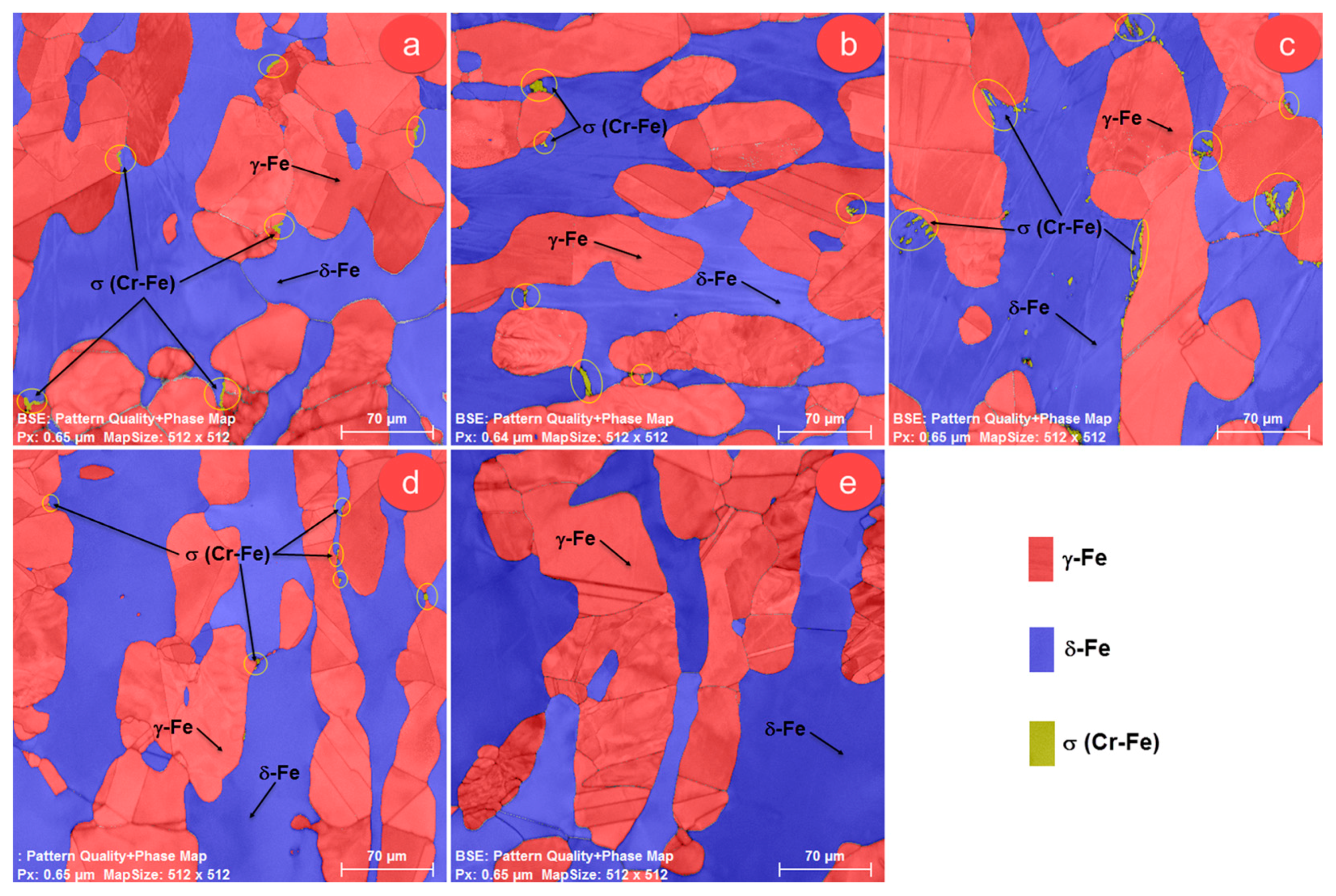
- increasing the solution treatment temperature, from 800 °C to 1100 °C, leads to increasing of δ-Fe phase fraction, from 45.13 ± 3.66% to 48.89 ± 3.56%, while the γ-Fe phase fraction is decreased, from 54.81 ± 3.01% to 51.11 ± 3.29%;
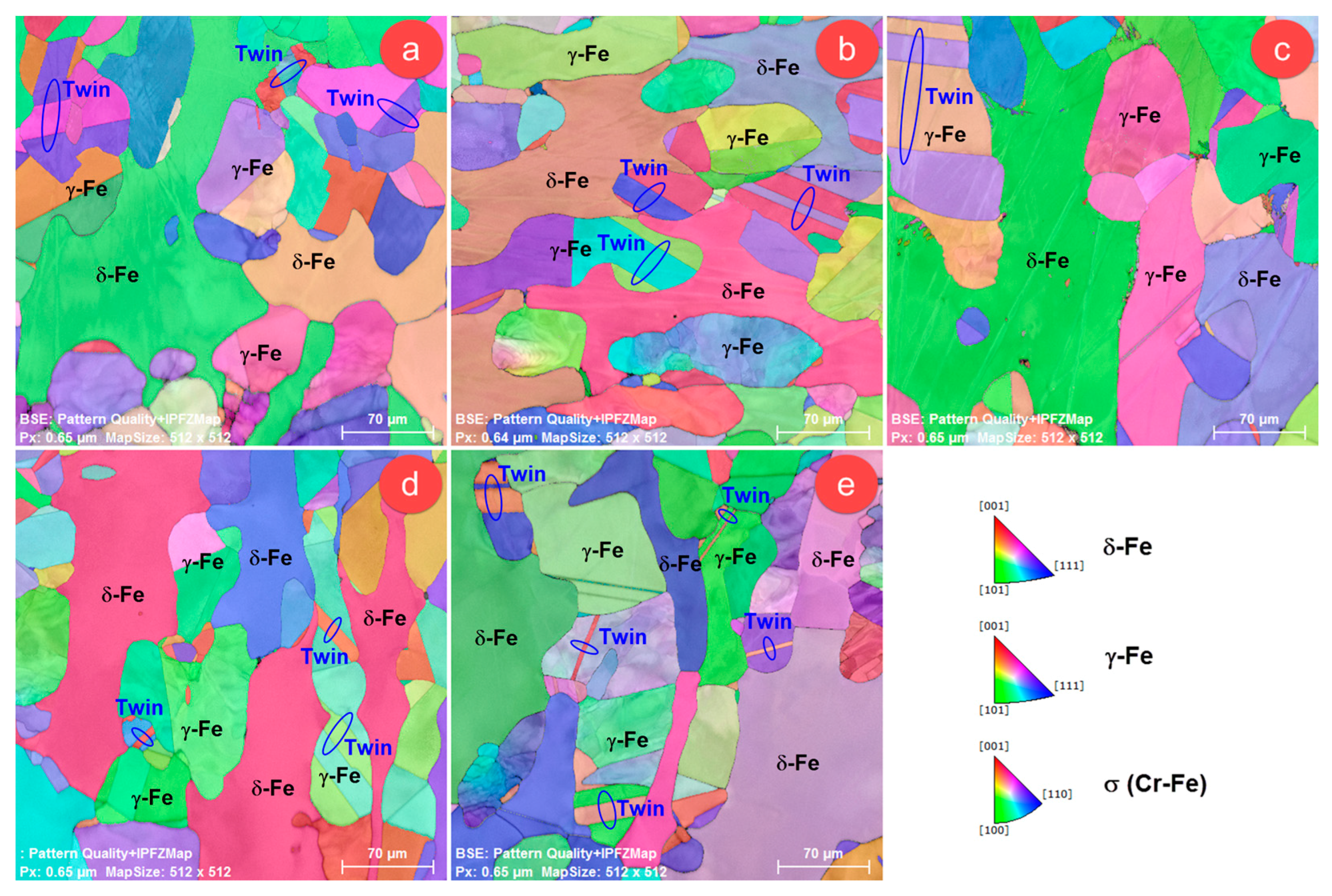
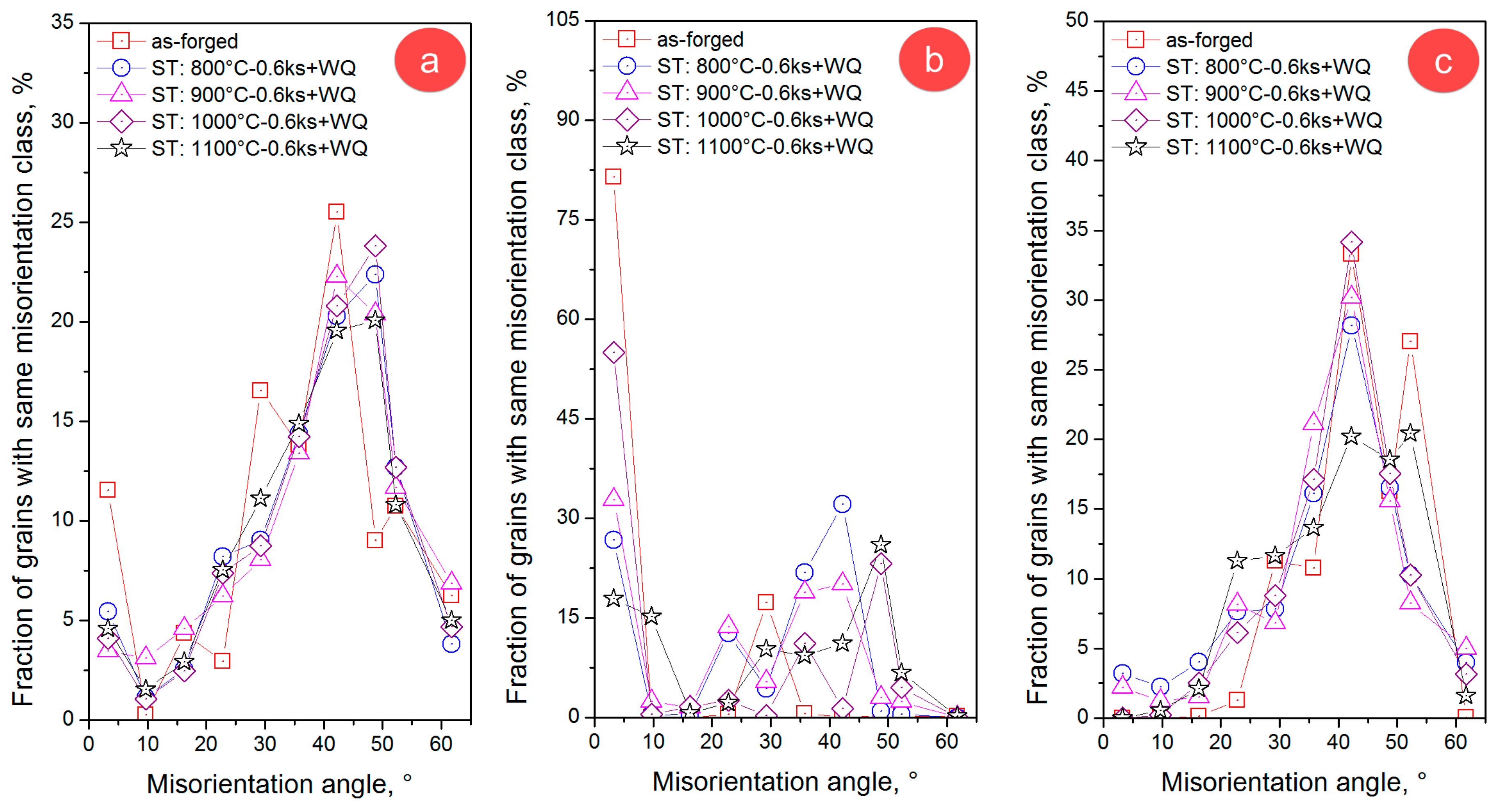
- in all investigated microstructural states, the majority of γ-Fe/γ-Fe grain boundaries are high-angle grain boundaries, δ-Fe/δ-Fe grain boundaries are showing a mixture of low-angle grain boundaries and high-angle grain boundaries, while δ-Fe/γ-Fe grain boundaries are high-angle grain boundaries;
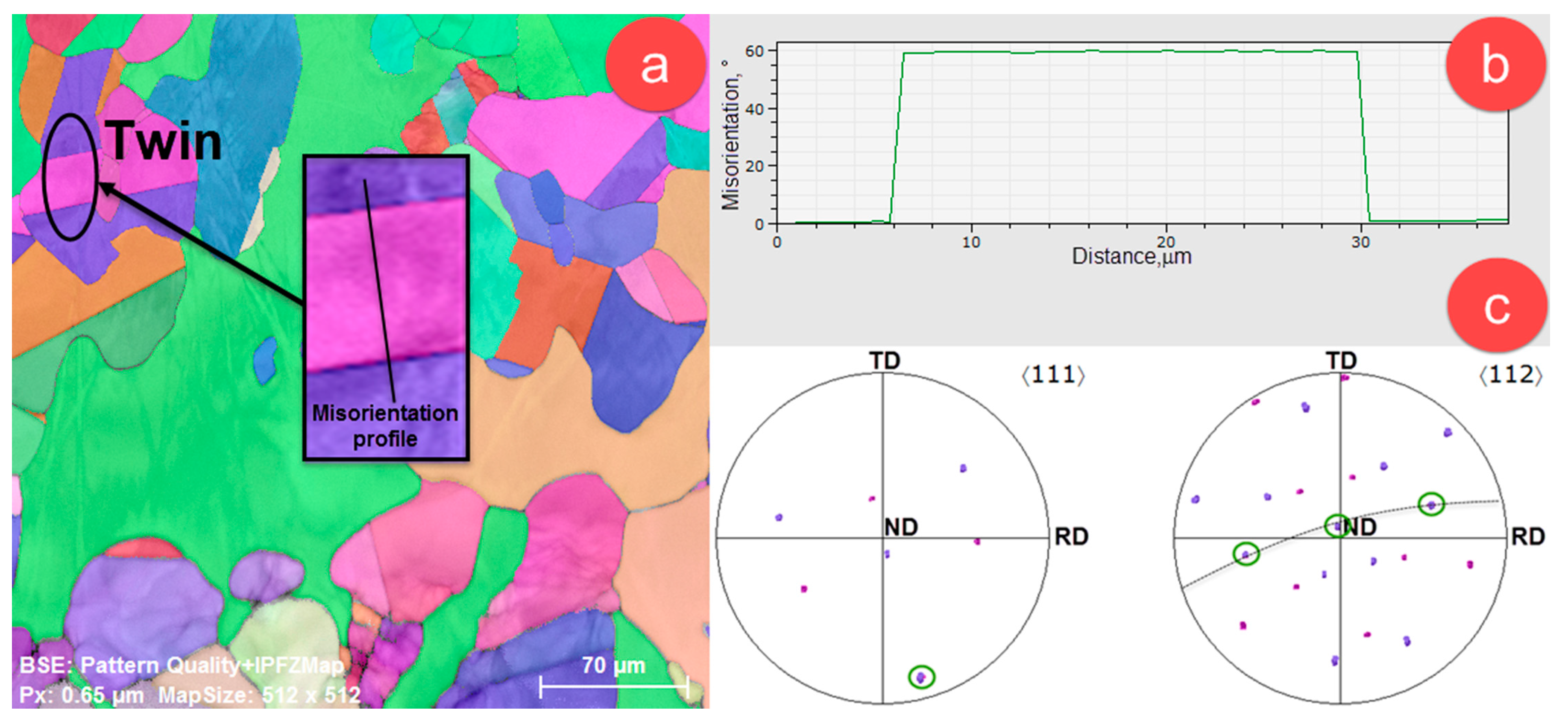
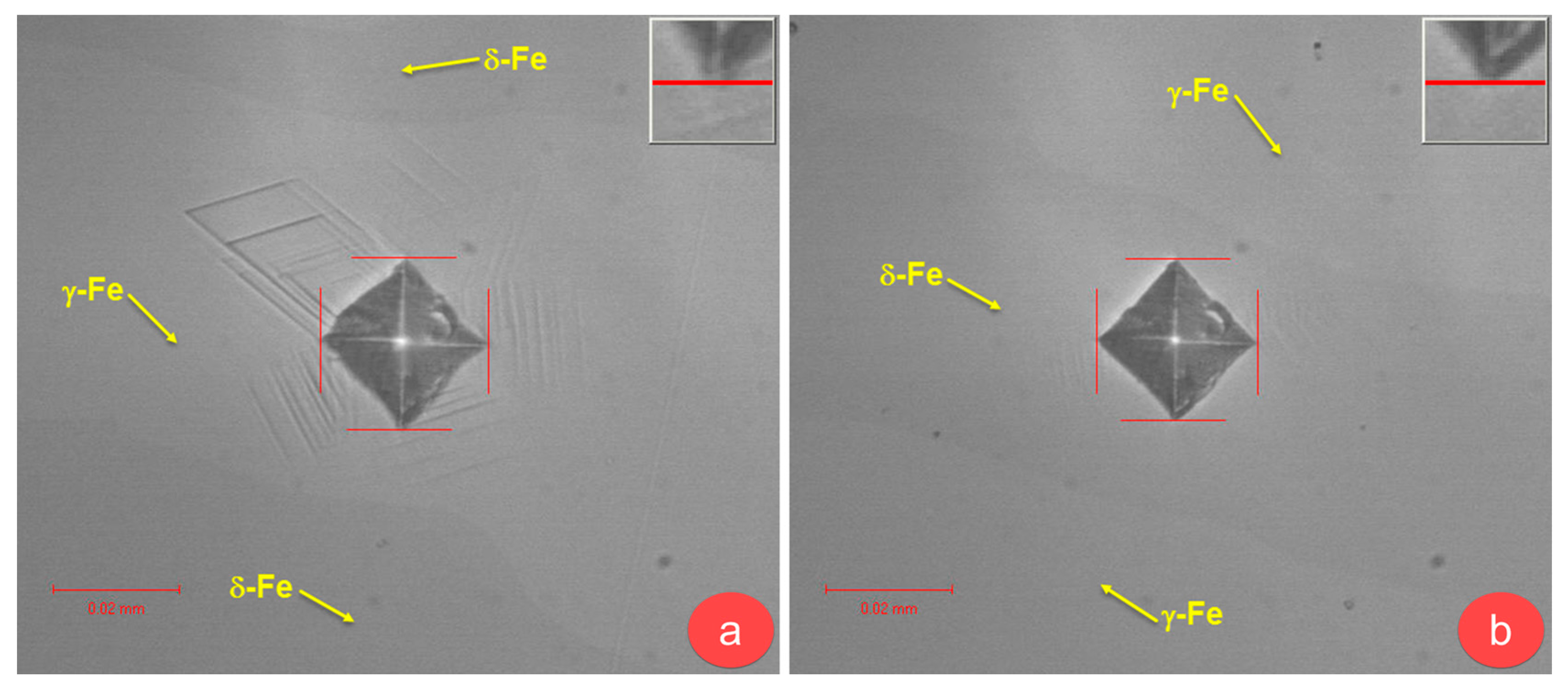
- in all investigated microstructural states, the γ-Fe phase shows the presence of twins, induced during slow-cooling and solution treating, twins belonging to {111}<112> twinning system.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Tan, H.; Jiang, Y.; Deng, B.; Sun, T.; Xu, J.; Li, J. Effect of annealing temperature on the pitting corrosion resistance of super duplex stainless steel UNS S32750. 2009, 60, 1049–1054. [Google Scholar] [CrossRef]
- Tavares, S.S.M.; Pardal, J.M.; de Souza, J.A.; Neto, J.M.; da Silva, M.R. Magnetic phase quantification of the UNS S32750 superduplex stainless steel. J. Alloy. Compd. 2006, 416, 179–182. [Google Scholar] [CrossRef]
- Cervo, R.; Ferro, P.; Tiziani, A. Annealing temperature effects on super duplex stainless steel UNS S32750 welded joints. I: Microstructure and partitioning of elements. J. Mater. Sci. 2010, 45, 4369–4377. [Google Scholar] [CrossRef]
- Cervo, R.; Ferro, P.; Tiziani, A.; Zucchi, F. Annealing temperature effects on super duplex stainless steel UNS S32750 welded joints. II: Pitting corrosion resistance evaluation. J. Mater. Sci. 2010, 45, 4378–4389. [Google Scholar] [CrossRef]
- Bastos, I.N.; Tavares, S.S.M.; Dalard, F.; Nogueira, R.P. Effect of microstructure on corrosion behavior of superduplex stainless steel at critical environment conditions. Scr. Mater. 2007, 57, 913–916. [Google Scholar] [CrossRef]
- Yousefieh, M.; Shamanian, M.; Saatchi, A. Optimization of the pulsed current gas tungsten arc welding (PCGTAW) parameters for corrosion resistance of super duplex stainless steel (UNS S32760) welds using the Taguchi method. J. Alloy. Compd. 2011, 509, 782–788. [Google Scholar] [CrossRef]
- Tavares, S.S.M.; Silva, V.G.; Pardal, J.M.; Corte, J.S. Investigation of stress corrosion cracks in a UNS S32750 superduplex stainless steel. Eng. Fail. Anal. 2013, 35, 88–94. [Google Scholar] [CrossRef]
- Udayakumar, T.; Raja, K.; Abhijit, A.T.; Sathiya, P. Experimental investigation on mechanical and metallurgical properties of super duplex stainless steel joints using friction welding process. J. Manuf. Process. 2013, 15, 558–571. [Google Scholar] [CrossRef]
- Nilsson, J.O. Super duplex stainless steels. J. Mater. Sci. Technol. 1992, 8, 685–700. [Google Scholar] [CrossRef]
- Tehovnik, F.; Arzensek, B.; Arh, B.; Skobir, D.; Pirnar, B.; Zuzek, B. Microstructure evolution in SAF 2507 super duplex stainless steel. Mater. Technol. 2011, 45, 339–345. [Google Scholar]
- Wang, X.; Chen, W. Influence of cerium on hot workability of 00Cr25Ni7Mo4N super duplex stainless steel. J. Rare Earths 2010, 28, 295–300. [Google Scholar] [CrossRef]
- Lee, K.M.; Cho, H.S.; Choi, D.C. Effect of isothermal treatment of SAF 2205 duplex stainless steel on migration of δ/γ interface boundary and growth of austenite. J. Alloy. Compd. 1999, 285, 156–161. [Google Scholar] [CrossRef]
- Maetz, J.Y.; Cazottes, S.; Verdu, C.; Kleber, X. Precipitation and Phase Transformations in 2101 Lean Duplex Stainless Steel during Isothermal Aging. Metall. Mater. Trans. A 2016, 47, 239–253. [Google Scholar] [CrossRef]
- Ferro, P. A dissolution kinetics model and its application to duplex stainless steels. Acta Mater. 2013, 61, 3141–3147. [Google Scholar] [CrossRef]
- Martins, M.; Casteletti, L.C. Sigma phase morphologies in cast and aged super duplex stainless steel. Mater. Charact. 2009, 60, 792–795. [Google Scholar] [CrossRef]
- Martins, M.; Casteletti, L.C. Microstructural characteristics and corrosion behavior of a super duplex stainless steel casting. Mater. Charact. 2009, 60, 150–155. [Google Scholar] [CrossRef]
- Pardal, J.M.; Tavares, S.S.M.; Fonseca, M.C.; de Souza, J.A.; Côrte, R.R.A.; de Abreu, H.F.G. Influence of the grain size on deleterious phase precipitation in superduplex stainless steel UNS S32750. Mater. Charact. 2009, 60, 165–172. [Google Scholar] [CrossRef]
- Ezuber, H.M.; El-Houd, A.; El-Shawesh, F. Effects of sigma phase precipitation on seawater pitting of duplex stainless steel. Desalination 2007, 207, 268–275. [Google Scholar] [CrossRef]
- García-Rentería, M.A.; López-Morelos, V.H.; García-Hernández, R.; Dzib-Pérez, L.; García-Ochoa, E.M.; González-Sánchez, J. Improvement of localised corrosion resistance of AISI 2205 Duplex Stainless Steel joints made by gas metal arc welding under electromagnetic interaction of low intensity. Appl. Surf. Sci. 2014, 321, 252–260. [Google Scholar] [CrossRef]
- Zhang, W.; Zou, D.N.; Fan, G.W.; Li, J. Influence of Aging Time on Sigma Phase Precipitation in SAF2507 Super-Duplex Stainless Steel. Mater. Sci. Forum 2009, 620–622, 355–358. [Google Scholar] [CrossRef]
- Armas, A.F.; Herenu, S.; Alvarez-Armas, I.; Degallaix, S.; Condo, A.; Lovey, F. The influence of temperature on the cyclic behavior of aged and unaged super duplex stainless steels. Mater. Sci. Eng. A 2008, 491, 434–439. [Google Scholar] [CrossRef]
- Argandona, G.; Biezma, M.V.; Berrueta, J.M.; Berlanga, C.; Ruiz, A. Detection of Secondary Phases in UNS S32760 Superduplex Stainless Steel by Destructive and Non-destructive Techniques. J. Mater. Eng. Perform. 2016, 25, 5269–5279. [Google Scholar] [CrossRef]
- Guo, Y.; Hu, J.; Li, J.; Jiang, L.; Liu, T.; Wu, Y. Effect of Annealing Temperature on the Mechanical and Corrosion Behavior of a Newly Developed Novel Lean Duplex Stainless Steel. Materials 2014, 7, 6604–6619. [Google Scholar] [CrossRef]
- Ma, M.; Ding, H.; Tang, Z.; Zhao, J.; Jiang, Z.; Fan, G. Effects of Temperature and Strain Rate on Flow Behavior and Microstructural Evolution of Super Duplex Stainless Steel under Hot Deformation. J. Iron Steel Res. Int. 2016, 23, 244–252. [Google Scholar] [CrossRef]
- Deng, B.; Jiang, Y.M.; Gao, J.; Li, J. Effect of annealing treatment on microstructure evolution and the associated corrosion behavior of a super-duplex stainless steel. J. Alloy. Compd. 2010, 493, 461–464. [Google Scholar] [CrossRef]
- Weber, L.; Uggowitzer, P.J. Partitioning of chromium and molybdenum in super duplex stainless steels with respect to nitrogen and nickel content. Mater. Sci. Eng. A 1998, 242, 222–229. [Google Scholar] [CrossRef]
- Southwick, P.D.; Honeycombe, R.W.K. Precipitation of M23C6 at austenite/ferrite interfaces in duplex stainless steel. Met. Sci. 1982, 16, 475–482. [Google Scholar] [CrossRef]
- Unnikrishnan, K.; Mallik, A.K. Aging behaviour of a duplex stainless steel. Mater. Sci. Eng. A 1987, 95, 259–265. [Google Scholar] [CrossRef]
- Duprez, L.; Cooman, B.D.; Akdut, N. Microstructure evolution during isothermal annealing of a standard duplex stainless steel type 1.4462. Steel Res. 2000, 71, 417–422. [Google Scholar] [CrossRef]
- Nowacki, J.; Lukojc, A. Microstructural transformations of heat affected zones in duplex steel welded joints. Mater. Charact. 2006, 56, 436–441. [Google Scholar] [CrossRef]
- Maetz, J.Y.; Douillard, T.; Cazottes, S.; Verdu, C.; Kléber, X. M23C6 carbides and Cr2N nitrides in aged duplex stainless steel: A SEM, TEM and FIB tomography investigation. Micron 2016, 84, 43–53. [Google Scholar] [CrossRef] [PubMed]
- Pohl, M.; Storz, O.; Glogowski, T. Effect of intermetallic precipitations on the properties of duplex stainless steel. Mater. Charact. 2007, 58, 65–71. [Google Scholar] [CrossRef]
- Liang, X.Z.; Dodge, M.F.; Liang, W.; Dong, H.B. Precipitation of chromium nitride nano-rods on lamellar carbides along austenite-ferrite boundaries in super duplex stainless steel. Scr. Mater. 2017, 127, 45–48. [Google Scholar] [CrossRef]
- Fernandez Bordin, S.; Limandri, S.; Ranalli, J.M.; Castellano, G. EBSD spatial resolution for detecting sigma phase in steels. Ultramicroscopy 2016, 171, 177–185. [Google Scholar] [CrossRef] [PubMed]
- Chun, E.J.; Baba, H.; Terashima, K.; Nishimoto, K.; Saida, K. Prediction of σ phase precipitation in type 316FR stainless steel weld metal. Q. J. Jpn. Weld. Soc. 2013, 31, 168–172. [Google Scholar] [CrossRef]
- Elmer, J.W.; Palmer, T.A.; Specht, E.D. Direct Observations of Sigma Phase Formation in Duplex Stainless Steels Using In-Situ Synchrotron X-Ray Diffraction. Metall. Mater. Trans. A 2007, 38, 464–475. [Google Scholar] [CrossRef]
- Elmer, J.W.; Palmer, T.A.; Specht, E.D. In situ observations of sigma phase dissolution in 2205 duplex stainless steel using synchrotron X-ray diffraction. Mater. Sci. Eng. A 2007, 459, 151–155. [Google Scholar] [CrossRef]
- Christian, J.W.; Mahajan, S. Deformation twinning. Prog. Mater. Sci. 1995, 39, 1–157. [Google Scholar] [CrossRef]
- Liang, Z.Y.; Huang, M.X. Deformation twinning in small-sized face-centred cubic single crystals: Experiments and modelling. J. Mech. Phys. Solids 2015, 85, 128–142. [Google Scholar] [CrossRef]
- Grube, W.L.; Rouze, S.R. The Origin, Growth and Annihilation of Annealing Twins in Austenite. Can. Metall. Q. 1963, 2, 31–52. [Google Scholar] [CrossRef]
- Gleiter, H. The formation of annealing twins (Formation des macles de recuit/Die bildung von anaβzwillingen). Acta Metall. 1969, 17, 1421–1428. [Google Scholar] [CrossRef]
- Mahajan, S.; Pande, C.S.; Imam, M.A.; Rath, B.B. Formation of annealing twins in f.c.c. crystals. Acta Mater. 1997, 45, 2633–2638. [Google Scholar] [CrossRef]
- Örnek, C.; Engelberg, D.L. SKPFM measured Volta potential correlated with strain localisation in microstructure to understand corrosion susceptibility of cold-rolled grade 2205 duplex stainless steel. Corros. Sci. 2015, 99, 164–171. [Google Scholar] [CrossRef]
- Örnek, C.; Engelberg, D.L. Towards understanding the effect of deformation mode on stress corrosion cracking susceptibility of grade 2205 duplex stainless steel. Mater. Sci. Eng. A 2016, 666, 269–279. [Google Scholar] [CrossRef]
- Badji, R.; Bouabdallah, M.; Bacroix, B.; Kahloun, C.; Belkessa, B.; Maza, H. Phase transformation and mechanical behavior in annealed 2205 duplex stainless steel welds. Mater. Charact. 2008, 59, 447–453. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Phase | As-Forged | Solution-Treated | |||
|---|---|---|---|---|---|
| 800 °C—0.6 ks + WQ | 900 °C—0.6 ks + WQ | 1000 °C—0.6 ks + WQ | 1100 °C—0.6 ks + WQ | ||
| δ-Fe (%) | 45.13 ± 3.66 | 45.26 ± 3.61 | 47.11 ± 3.74 | 48.54 ± 3.72 | 48.89 ± 3.56 |
| γ-Fe (%) | 54.81 ± 3.01 | 54.48 ± 3.97 | 52.16 ± 3.39 | 51.33 ± 3.49 | 51.11 ± 3.29 |
| σ (Cr-Fe) (%) | 0.06 ± 0.03 | 0.23 ± 0.05 | 0.73 ± 0.05 | 0.13 ± 0.04 | - |
| Phase | As-Forged | Solution-Treated | |||
|---|---|---|---|---|---|
| 800 °C—0.6 ks + WQ | 900 °C—0.6 ks + WQ | 1000 °C—0.6 ks + WQ | 1100 °C—0.6 ks + WQ | ||
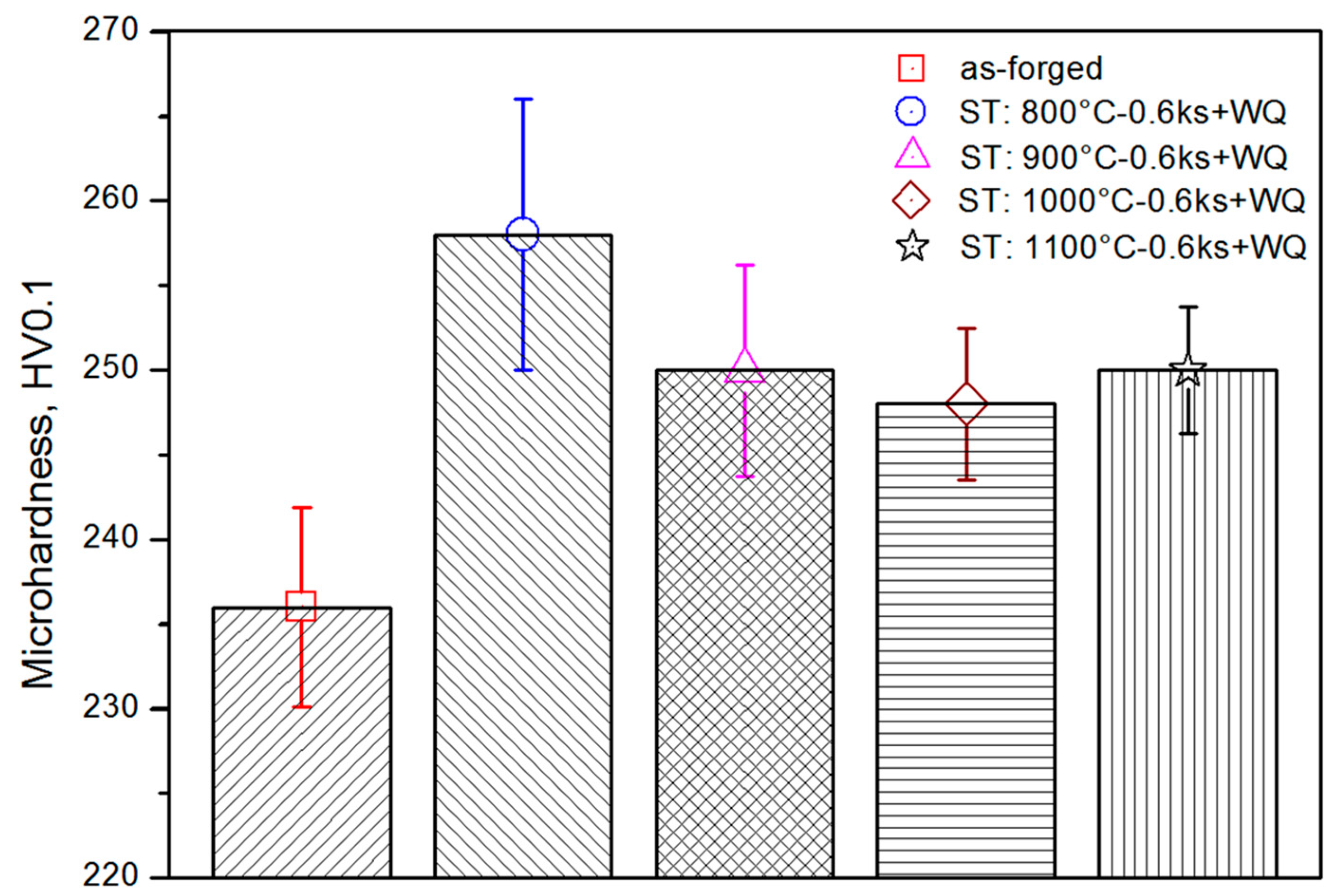
| δ-Fe (HV0.01) | 274.1 | 281.4 | 277.6 | 276.4 | 278.0 |
| γ-Fe (HV0.01) | 235.5 | 221.3 | 231.1 | 234.9 | 236.2 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cojocaru, V.D.; Șerban, N.; Angelescu, M.L.; Cotruț, M.C.; Cojocaru, E.M.; Vintilă, A.N. Influence of Solution Treatment Temperature on Microstructural Properties of an Industrially Forged UNS S32750/1.4410/F53 Super Duplex Stainless Steel (SDSS) Alloy. Metals 2017, 7, 210. https://doi.org/10.3390/met7060210
Cojocaru VD, Șerban N, Angelescu ML, Cotruț MC, Cojocaru EM, Vintilă AN. Influence of Solution Treatment Temperature on Microstructural Properties of an Industrially Forged UNS S32750/1.4410/F53 Super Duplex Stainless Steel (SDSS) Alloy. Metals. 2017; 7(6):210. https://doi.org/10.3390/met7060210
Chicago/Turabian StyleCojocaru, Vasile Dănuț, Nicolae Șerban, Mariana Lucia Angelescu, Mihai Cosmin Cotruț, Elisabeta Mirela Cojocaru, and Adrian Nicolae Vintilă. 2017. "Influence of Solution Treatment Temperature on Microstructural Properties of an Industrially Forged UNS S32750/1.4410/F53 Super Duplex Stainless Steel (SDSS) Alloy" Metals 7, no. 6: 210. https://doi.org/10.3390/met7060210
APA StyleCojocaru, V. D., Șerban, N., Angelescu, M. L., Cotruț, M. C., Cojocaru, E. M., & Vintilă, A. N. (2017). Influence of Solution Treatment Temperature on Microstructural Properties of an Industrially Forged UNS S32750/1.4410/F53 Super Duplex Stainless Steel (SDSS) Alloy. Metals, 7(6), 210. https://doi.org/10.3390/met7060210